
Le moulage d'inserts de batterie EV est une méthode majeure pour résoudre les problèmes thermiques de la charge rapide dans les véhicules électriques.
Lors d'une charge rapide des véhicules électriques au-delà de 2 C, la résistance thermique de la couche de graisse thermique entre la cellule carrée de la batterie et la plaque de refroidissement liquide augmente de 300 % après 800 cycles thermiques, la différence de température du point chaud atteignant des zones localisées dépassant 15 °C.
Cela conduit directement à une augmentation du vieillissement cellulaire et même à un risque d'emballement thermique.
L'ancienne conception à trois couches « dissipateur thermique + coussin thermique + film isolant » n'est pas en mesure de résoudre le problème de l'inégalité de l'interface et de la fiabilité à long terme. Le moulage par insert, en raison de ses fonctionnalités intégrées et de haute précision, est devenu la principale technologie permettant de résoudre ce problème.
Résumé des réponses principales
|
Problème principal
|
Solution
|
Données clés
|
|---|---|---|
|
Résistance thermique de l'interface
|
Moulage d'insert de batterie EV Revêtement direct d'insert métallique
|
Résistance thermique ↓40%, sous pression de moule 50-120MPa
|
|
Freinage haute tension
|
Moulage d'insert personnalisé type T/barrière de type Z
|
Distance d'isolement 4,1 mm, tension de tenue 4 000 V
|
|
Insérer un déplacement
|
Retour en temps réel de la pression maintenue par les capteurs dans le moule
|
Taux de rebut réduit de 12 % à 1,5 %
|
|
Usure du moule
|
Inserts pour moules à injection
|
Temps de remplacement réduit de 4h → 40min
|
Points clés à retenir
- Supprimer les espaces d'air interfaciaux : La méthode de moulage avec insert supprime les espaces d'air en appliquant une pression de moulage de 50 à 120 MPa, et la résistance thermique est diminuée de 40 % par rapport à la solution de graisse thermique, c'est une cause majeure de l'amélioration du système de refroidissement et un retard significatif de la dégradation des cellules.
- Composant unitaire : Le remplacement d'une structure à trois couches par une pièce en plastique personnalisée évite les tolérances d'assemblage et les risques de vieillissement et réduit en même temps les coûts de maintenance.
- Contrôle des coûts : les inserts de moulage par injection sont un excellent outil pour évaluer les coûts de maintenance quantifiables. Les pièces qui subissent une usure élevée peuvent être remplacées après 50 000 cycles de moulage, ce qui permet une planification budgétaire précise.
- Processus de production : les capteurs de contrôle du processus de moulage augmentent le CPK de l'emplacement de l'insert de 0,67 à 1,33, améliorant ainsi le rendement du produit.
Composants de batterie de précision : solutions de moulage par insert de JS Precision
L'expertise dédiée de nos spécialistes du moulage d'insert nous permet de concevoir des systèmes de gestion thermique des batteries de véhicules électriques qui répondent aux exigences de fabrication de précision de nos clients. C'est la principale raison pour laquelle vous devriez choisir JS Precision qui se spécialise dans ce domaine.
Lorsque vous recherchez une assistance en R&D et en production de masse pour des produits de base tels que le moulage d'inserts de batterie EV et les inserts de moulage par injection, JS Precision a fourni des solutions personnalisées à plus de 20 constructeurs automobiles mondiaux.
Le système vous permet de résoudre les problèmes fondamentaux de production tout en répondant aux exigences standards de l'industrie, notamment une charge rapide haute tension de 800 V et des capacités de conduite étendues.
En prenant un scénario similaire comme exemple, un certain constructeur automobile de premier plan a rencontré un problème lors de son principal projet de batterie pour SUV lorsque des problèmes de déplacement des inserts ont fait que 12 % des matériaux sont devenus des déchets et que leurs mesures de résistance thermique ont dépassé les limites approuvées de 30 %.
Le client a obtenu une réduction de 1,5 % du taux de rebut grâce au contrôle en boucle fermée du capteur de moule et à la conception des inserts de moule de JS Precision, ce qui leur a permis de réduire la résistance thermique de 40 % tout en économisant plus de 120 000 $ chaque année en coûts d'exploitation que vous pouvez obtenir en nous sélectionnant comme partenaire.
JS Precision fournit une assistance complète pour vous aider à répondre à vos exigences de production qui exigent une conformité totale à la Norme de sécurité internationale CEI 62133-2:2017 pour toutes les pièces en plastique personnalisées afin de maintenir leur sécurité et leur uniformité.
Notre société a développé un système complet de contrôle de qualité qui va de la sélection des matériaux à la conception du moule jusqu'à la livraison en série.
Ce système vous fournit des rapports de tests complets et des données de vérification de la fiabilité qui vous aident à vous sentir en sécurité pendant notre collaboration pendant que nous gérons tous les aspects du contrôle qualité.
Le choix de services professionnels de moulage d'inserts peut aider les clients à atténuer les risques techniques et à contrôler les coûts de production. Si vous êtes confronté à des défis tels que la résistance thermique et le déplacement des inserts dans les composants de batterie EV, contactez nos ingénieurs pour une consultation technique gratuite et une évaluation de la solution.
Comment le moulage par insert de batterie EV peut-il résoudre le problème de résistance thermique d'interface entre la plaque refroidie par liquide et la cellule de batterie ?
De nombreux clients se posent la même question : comment le moulage par insert de batterie EV résout-il réellement le problème de la résistance thermique interfaciale entre la plaque de refroidissement liquide et la cellule de batterie ?
Tout d'abord, une pièce séparée en alliage d'aluminium ou en cuivre est utilisée comme insert de dissipation thermique. Ensuite, il est recouvert d'un plastique à haute conductivité thermique (PPS + charge thermoconductrice) au moyen d'un moulage par insert.
La pression dans le moule pendant cette opération est maintenue à 50-120 MPa pour éliminer les espaces d'air interfaciaux, ainsi la résistance thermique peut être réduite d'environ 40 %.
La pression dans le moule élimine les entrefers interfaciaux
Au cours du moulage par injection, les inserts du moule à injection sont soumis à une pression de maintien de 50 à 120 MPa à ce stade, ce qui force le plastique fondu à remplir les irrégularités de la surface de l'insert métallique et la surface de contact est augmentée à 95 % ou plus, ce qui entraîne une grande amélioration de la conductivité thermique.
Essentiellement, cela équivaut à utiliser une haute pression pour remplir les minuscules interstices d'un mur avec du ciment, ce qui permet à l'insert en plastique et en métal d'être étroitement lié, améliorant ainsi considérablement la conductivité thermique et évitant également les problèmes de dissipation thermique dus à un contact inadéquat.
Remplacement d'un seul composant d'une structure à trois couches
Les pièces en plastique personnalisées, conçues par moulage, accomplissent simultanément les tâches de conductivité thermique (2,5 W/mK), d'isolation (tension de tenue de 4 000 V) et de support structurel.
Cela signifie qu'il n'y a pas besoin de graisse thermique ni de film isolant, ce qui entraîne une réduction des coûts d'approvisionnement et d'assemblage et minimise également les risques de vieillissement.
Pour découvrir comment le moulage par insert de batterie EV peut réduire davantage la résistance thermique de votre batterie, téléchargez notre livre blanc technique pour comprendre clairement les points essentiels du contrôle de la pression dans le moule.
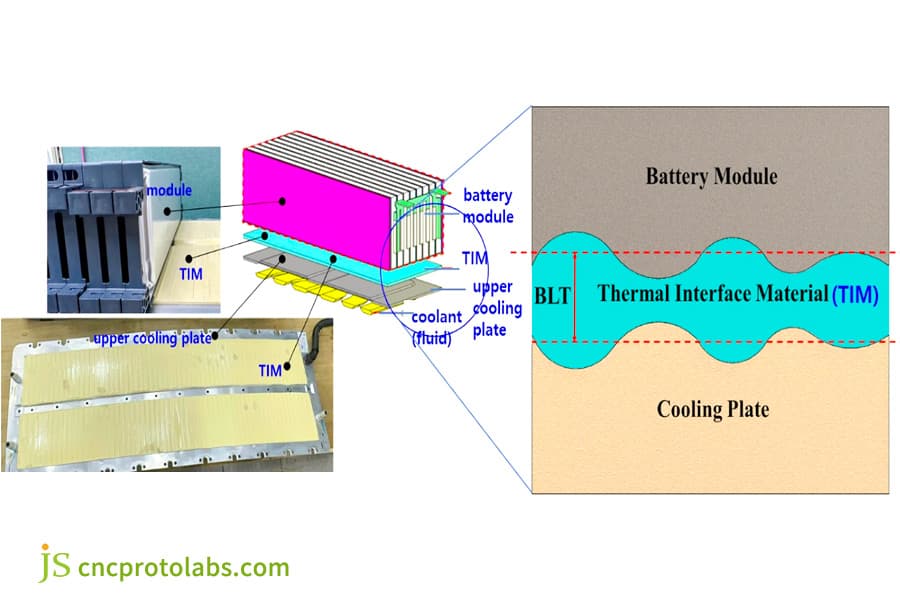
Figure 1 : Image composite montrant un module de batterie réel ainsi qu'un diagramme schématique et une coupe transversale, illustrant comment le matériau d'interface thermique (TIM) est appliqué entre la batterie et la plaque de refroidissement via un moulage par insert pour gérer la chaleur.
Comment le moulage par insert personnalisé peut-il atteindre un équilibre entre la dissipation thermique double face et la distance de fuite dans un espace limité pour le bloc de batterie ?
Résoudre le problème de résistance thermique de l'interface est une chose, mais un autre aspect crucial pour les clients consiste à équilibrer la dissipation thermique double face avec une ligne de fuite suffisante à l'intérieur d'un petit espace de batterie. Le moulage par insert personnalisé constitue une solution idéale à ces défis.
Par exemple, des barres omnibus en cuivre ou des caloducs peuvent être utilisés comme inserts avec un espacement des cellules de 8 mm. Un T en plastique supporte un insert à deux fonctions : un côté conduit la chaleur (2,5 W/m·K) et l'autre isole (distance de fuite 4,1 mm).
Le plastique, façonné à l'aide d'un moule de canal d'eau conforme imprimé en 3D, forme cette caractéristique en forme de T.
Le concept de barrière en forme de T défie le manque d'espace
LeLe moulage par insert personnalisé pour les plates-formes haute tension 800 V (distance de fluage 3,2 mm) adopte une disposition alternative des inserts. La paroi en plastique est épaissie à 2,5 mm du côté où une barrière isolante est requise. Par conséquent, la dissipation thermique et l'isolation sont obtenues sans augmentation de volume.
C'est comme empiler diverses solutions de stockage dans un espace limité, un côté est destiné à la dissipation thermique tandis que l'autre est destiné à l'isolation, et aucun d'entre eux ne rencontrerait d'interférence.
Ainsi, dans l'espace limité de la batterie, cela vous permet de répondre simultanément aux exigences de sécurité haute tension et de dissipation thermique.
Les moules imprimés en 3D permettent des épaisseurs de paroi différenciées
Le moule pour canal d'eau conforme permet une régulation précise du débit de plastique, permettant ainsi la production simultanée d'une zone à paroi mince thermoconductrice de 0,8 mm et d'une zone à paroi épaisse isolante de 2,5 mm sur la même pièce en plastique personnalisée simultanément, ce qui améliore également la flexibilité de conception de la pièce.
Quels matériaux sont les meilleurs pour les inserts de moulage par injection dans les modules de batterie ?
La décision concernant les matériaux utilisés pour les inserts de moules à injection a un impact direct sur la longévité du moule, la précision du produit et les dépenses de production. Grâce à l'utilisation, nous avons identifié la meilleure solution de choix.
Dans le cas de cycles thermiques à haute fréquence (-40°C à 85°C, 3 000 cycles), les inserts de moule en acier H13 ont un taux de changement dimensionnel de 0,012 %, ce qui représente une meilleure performance que le S136 de 0,025 %.
L'inadéquation CTE entre les inserts métalliques (cuivre/aluminium) et le plastique PPS doitêtre limitée à 2,5 ppm/°C, ce qui est conforme aux exigences de précision dimensionnelle de ISO 12165:2019.
Comparaison de la sélection des aciers moulés
Parmi les matériaux d'inserts pour moules à injection, la meilleure option est l'acier H13 avec traitement de nitruration de surface (dureté 1100HV). Même après 3 000 cycles thermiques, le changement dimensionnel de la cavité est de 0,008 mm.
La comparaison des performances des différents aciers est la suivante :
|
Type d'acier moulé
|
Traitement de surface
|
Changement dimensionnel après 3 000 cycles thermiques (mm)
|
Dureté (HV)
|
Scénarios applicables
|
Cycle de remplacement (temps de moulage)
|
|---|---|---|---|---|---|
|
H13
|
Traitement de nitruration
|
≤0,008
|
1100
|
Composants de batterie à charge rapide haute tension
|
50 000 (zone à forte usure)
|
|
S136
|
Traitement de polissage
|
≤0,025
|
950
|
Composants de batterie ordinaires
|
30 000 (zone à forte usure)
|
|
H11
|
Traitement de nitruration
|
≤0,015
|
1000
|
Composants de batterie moyenne tension
|
40 000 (zone à forte usure)
|
|
Cuivre au béryllium
|
Aucun
|
≤0,010
|
850
|
Positionnement précis des inserts
|
20 000 (zone à forte usure)
|
|
W7718
|
Traitement de nitruration
|
≤0,012
|
1050
|
Moulage de grandes pièces en plastique
|
60 000 (zone d'usure élevée)
|
Calcul de correspondance CTE
La différence CTE entre les inserts en cuivre (CTE=16,8) et le PPS renforcé à 30 % de fibres de verre (CTE=14,3) est assez faible (seulement 2,5), alors que la différence pour les inserts en aluminium (CTE=23,6) est aussi élevée que 9,3, ce qui signifie qu'une compensation d'interférence de 0,2 mm supplémentaire est requise.
Plus la différence CTE est petite, meilleure est la précision du produit.
Essentiellement, cela s'apparente à l'adéquation des vêtements à votre corps. Plus la différence CTE est petite, meilleur « ajustement » entre le plastique et l'insert, empêchant ainsi le desserrage ou la déformation provoqués par les changements de température et garantissant la stabilité de la précision du produit à long terme, ainsi qu'une réduction des produits défectueux.
|
Insérer du matériel
|
CTE (ppm/°C)
|
Matière plastique
|
CTE plastique (ppm/°C)
|
Différence CTE (ppm/°C)
|
Compensation des interférences (mm)
|
Scénarios applicables
|
Conductivité thermique (W/m·K)
|
|---|---|---|---|---|---|---|---|
|
Cuivre
|
16.8
|
30 % de PPS en fibre de verre
|
14.3
|
2.5
|
0
|
Charge rapide haut de gamme
|
≥2,5
|
|
Aluminium
|
23.6
|
30 % de PPS en fibre de verre
|
14.3
|
9.3
|
0.2
|
Plage normale
|
≥2.2
|
|
Cuivre
|
16.8
|
50 % de PPS en fibre de verre
|
11.2
|
5.6
|
0.1
|
Plateforme haute tension
|
≥3.0
|
|
Aluminium
|
23,6
|
50 % de PPS en fibre de verre
|
11.2
|
12.4
|
0.3
|
Solution à faible coût
|
≥2.0
|
|
Acier inoxydable
|
10.8
|
30 % de PPS en fibre de verre
|
14.3
|
3.5
|
0
|
Haute fiabilité
|
≥1.8
|
Prévision de la durée de vie du moule
Les inserts de moule placés près de la porte doivent être remplacés lorsque l'usure atteint 0,003 mm tous les 50 000 cycles de moulage. Les zones qui ne s'usent pas peuvent fonctionner pendant 200 000 cycles, aidant ainsi les clients à planifier avec précision leurs cycles de maintenance de moules.
Vos services de moulage par insertion peuvent-ils gérer des composants structurels à grande échelle ?
À mesure que les batteries des véhicules électriques grossissent, le moulage de grandes pièces en plastique devient également plus difficile. Les clients demandent fréquemment si les services de moulage d'inserts peuvent répondre à la demande d'une production à grande échelle.
Nous leur faisons changer d'avis en leur montrant une équipe technologique et de production solide et mature, prête à relever tous les défis.
Avec un bras robotique automatisé, 8 manchons filetés + 2 plaques de refroidissement liquide sont fixés avec une répétabilité de 0,05 mm sur une plaque de base de batterie de 850 mm de longueur.
L'équilibrage de la pression dans l'injection multi-cavité a également été mis en œuvre pour garantir que l'écart du taux de retrait de la pièce en plastique ne dépasse pas 0,08 %, ce qui est conforme à l'exigence de précision).
Système de prépositionnement automatisé
Une fois la position de l'insert confirmée par mesure laser, le bras robotique à six axes récupère l'insert et le place dans le moule. Les services de moulage par insertion peuvent atteindre un cycle de production de 90 secondes par pièce, équilibrant précision et efficacité.
Technologie d'équilibrage de pression multi-cavité
Quatre canaux chauds indépendants, combinés à des capteurs de pression, ajustent la pression d'injection de chaque cavité en temps réel, garantissant que la planéité des moulage de grandes pièces en plastique est contrôlée à 0,15 mm/m, garantissant ainsi l'homogénéité du produit.
Processus d'intégration verticale unique
Avec une livraison unique de pièces en plastique personnalisées depuis la conception du moule, le traitement des inserts jusqu'à la production de masse par moulage par injection, JS Precision contribue à raccourcir les cycles de projet et à réduire les coûts de communication avec les clients.

Figure 2 : Gros plan d'une configuration industrielle de moulage par insert, comprenant un grand moule métallique avec des conduites de fluide, positionné sur un banc de machine dans un environnement d'usine, capable de produire d'importants composants de batterie.
Comment la fréquence d'usure et de remplacement des insertions de moules à injection affecte-t-elle le coût par pièce ?
Dans la production de masse, l'usure et la fréquence de remplacement des inserts de moulage par injection dictent directement le coût unitaire. Notre méthode aide vraiment les clients à comprendre comment garder ce coût sous contrôle.
Les inserts en cuivre-béryllium ont une perte de friction de 0,003 mm par cycle de moulage. Lorsque l'usure de la goupille de positionnement dépasse 0,02 mm, le risque que l'insert soit désaligné devient assez élevé.
En adoptant une conception de type insert, le coût unitaire de maintenance des moules descendà environ 0,025 $ par article (en supposant une production totale de 500 000 moules).
Seuils d'usure et de désalignement
L'usure du diamètre de la goupille de positionnement des inserts du moule à injection a atteint 0,02 mm et, par conséquent, l'écart type du désalignement de la position des inserts est passé de 0,02 mm à 0,07 mm et le taux de rebut est passé à 8 %, les pièces usées doivent donc être remplacées à temps.
Conception de remplacement rapide du type d'insertion
La fabrication des pièces très usées sous forme d'inserts de moule séparés permet d'effectuer le remplacement en retirant simplement quatre boulons, réduisant ainsi considérablement le temps de remplacement de 4 heures à 40 minutes, et en même temps limitant les temps d'arrêt et augmentant l'efficacité.
Modèle de calcul du coût d'une seule pièce
Avec un volume de production global de 500 000 unités, le coût de remplacement des zones à forte usure est de 1 758 $, celui des zones à faible usure de 293 $ et la perte due aux temps d'arrêt de 439,5 $. Le coût de maintenance par moule est d'environ 0,025 $.
Vous souhaitez calculer avec précision le coût d'une pièce unique dû à l'usure des inserts de moulage par injection ? Soumettez votre échelle de production et nous vous fournirons un rapport de calcul des coûts gratuit.
Quelles sont les tolérances critiques pour le moulage de plastique de grandes pièces dans des pièces de batterie de VE ?
Le contrôle des tolérances pour le moulage de pièces de grande taille en plastique est un facteur majeur influençant la précision de l'assemblage. Grâce à nos travaux en cours, nous avons identifié les principaux critères de tolérance et comment les contrôler.
La compensation du retrait en temps réel est effectuée via un capteur de pression intégré au moule. La planéité finale de la surface d'étanchéité est de 0,05 mm, tandis que le balayage 3D à la lumière bleue est utilisé pour une inspection complète avant expédition.
Normes de contrôle du gauchissement
À mesure que la longueur des grandes pièces moulées en plastique augmente de 100 mm, le gauchissement autorisé augmente également de 0,06 mm. Ainsi, la norme acceptable pour une pièce de 620 mm est de 0,37 mm. En réalité, nous limitons le contrôle à 0,35 mm, ce qui est encore mieux que la norme industrielle.
Technologie de compensation dynamique du retrait
Des capteurs de pression sont installés dans les quatre cavités. Si une variation de pression de 3 % est constatée, la pression de maintien de la buse respective est ajustée automatiquement de 5 MPa, évitant ainsi un retrait inégal et d'éventuels problèmes de tolérance.
Méthodes d'inspection complètes
Les toutes premières et dernières pièces d'un lot sont soumises à un scan 3D à la lumière bleue (précision de 0,008 mm). L'outil de mesure d'image est utilisé pour cartographier les surfaces de montage critiques. Seules les pièces avec un CPK 1.33 sont libérées, garantissant ainsi qu'aucune pièce défectueuse ne soit transmise au processus suivant.
Comment empêcher le déplacement de pièces de moulage en plastique de grande taille et d'inserts multiples à travers les capteurs de moule lors d'un moulage unique ?
Le déplacement des inserts est un défaut fréquent qui se produit lors du moulage de grandes pièces en plastique avec plusieurs inserts en un seul processus. Nous avons développé une méthode très efficace pour éradiquer ce problème en utilisant la technologie des capteurs de moule.
Pour la plaque de base de la batterie comprenant 8 manchons filetés et 2 plaques de refroidissement liquide, un minuscule capteur de déplacement magnétostrictif (avec une précision de 0,01 mm) est intégré dans chaque insert pour modifier instantanément la pression de maintien de la buse. En conséquence, le CPK a été augmenté de 0,67 à 1,33.
Insérer le mode d'échec du déplacement
À seulement 0,28 mm, la pression d'injection peut entraîner un mauvais alignement des deux collecteurs centraux, ce qui est plus de trois fois la limite spécifiée de 0,10 mm. Cela entraîne un taux de rebut de 12 %, ce qui augmente les coûts de production et entraîne des retards de livraison.
Système de contrôle en boucle fermée par capteur
Un capteur de déplacement est utilisé avec chaque insert de moule, le capteur peut échantillonner 1 000 fois par seconde. La vanne à pointeau du canal chaud d'un insert est fermée avec un délai de 0,3 seconde après qu'un décalage de plus de 0,05 mm soit détecté en se référant à un canal différent, et le décalage est corrigé dans le même temps.
Données d'amélioration du rendement
Après l'installation, le CPK de l'emplacement de l'insert était de 1,33 (décalage moyen de 0,02 mm, écart type de 0,015 mm) et le taux de rebut a été réduit à 1,5 %. Sur une base de production annuelle de 200 000 pièces, cela équivaut à des économies annuelles d'environ 126 000 USD.
Analyse de cas JS Precision : moulage par insert de gestion thermique pour bloc de batterie à charge ultra-rapide 800 V
En utilisant un cas de projet du monde réel comme référence, cet article détaille les problèmes de gestion thermique d'une batterie à charge ultra rapide de 800 V que nous avons résolus, et vous pouvez le prendre comme référence de projet.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
- The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
- The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
- Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Résultats finaux
The project outcome was a big surprise to all the stakeholders:
- Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
- Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
- Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.

Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQ
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Summary
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.

Avis de non-responsabilité
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe JS Précision
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Ressource

