Durante la ricarica rapida dei veicoli elettrici oltre i 2°C, la resistenza termica dello strato di grasso termico tra la cella quadrata della batteria e la piastra di raffreddamento a liquido aumenta del 300% dopo 800 cicli termici, con la differenza di temperatura del punto caldo che raggiunge aree localizzate superiori a 15°C.
Ciò porta direttamente ad un aumento dell'invecchiamento cellulare e persino al rischio di fuga termica.
Il vecchio design a tre strati "dissipatore di calore + cuscinetto termico + pellicola isolante" non è in grado di risolvere il problema delle irregolarità dell'interfaccia e dell'affidabilità a lungo termine. Lo stampaggio a inserti, grazie alle sue caratteristiche integrate e di alta precisione, è emerso come la tecnologia principale per sconfiggere questo problema.
Riepilogo delle risposte principali
Problema principale
Soluzione
Dati chiave
Resistenza termica dell'interfaccia
Stampaggio dell'inserto della batteria per veicoli elettrici Copertura diretta dell'inserto in metallo
Resistenza termica ↓40%, pressione nello stampo 50-120MPa
Perdita di alta tensione
Barriera con inserto personalizzato tipo T/tipo Z
Distanza superficiale 4,1 mm, tensione di tenuta 4000 V
Inserisci spostamento
Mantenimento della pressione con feedback in tempo reale tramite sensori nello stampo
Tasso di scarto ridotto dal 12% all'1,5%
Usura muffa
Inserti per stampi a iniezione
Tempo di sostituzione ridotto da 4h → 40min
Concetti chiave
Rimuovere gli spazi d'aria interfacciali: lo stampaggio con il metodo dell'inserto rimuove gli spazi d'aria applicando una pressione di stampaggio di 50-120 MPa e la resistenza termica diminuisce del 40% rispetto alla soluzione di grasso termico, questa è una delle principali cause del miglioramento del sistema di raffreddamento e un ritardo significativo del degrado delle celle.
Componente unitario: la sostituzione della struttura a tre strati con una parte in plastica personalizzata evita la tolleranza dell'assemblaggio e i rischi di invecchiamento e allo stesso tempo riduce i costi di manutenzione.
Controllo dei costi: gli inserti per stampi a iniezione sono un ottimo strumento per quantificare i costi di manutenzione, le parti soggette a elevata usura possono essere sostituite dopo 50.000 cicli di stampo, con conseguente pianificazione accurata del budget.
Processo produttivo: i sensori di controllo del processo nello stampo aumentano il CPK della posizione dell'inserto da 0,67 a 1,33, migliorando così la resa del prodotto.
Componenti per batterie di precisione: soluzioni di stampaggio di inserti di JS Precision
L'esperienza dedicata dei nostri specialisti nello stampaggio inserti ci consente di progettare sistemi di gestione termica delle batterie per veicoli elettrici che soddisfano i requisiti di produzione di precisione dei nostri clienti. Questo è il motivo principale per cui dovresti scegliere JS Precision che è specializzato in questo campo.
Quando cerchi supporto per ricerca e sviluppo e produzione di massa per prodotti chiave come lo stampaggio di inserti per batterie per veicoli elettrici e inserti per stampi a iniezione, JS Precision ha fornito soluzioni personalizzate per oltre 20 aziende automobilistiche globali.
Il sistema consente di affrontare problemi di produzione fondamentali soddisfacendo i requisiti standard del settore che includono la ricarica rapida ad alta tensione da 800 V e capacità di percorrenza estesa.
Prendendo come esempio uno scenario simile, un certo produttore di automobili leader ha riscontrato un problema durante il progetto principale del pacco batterie per SUV quando problemi di spostamento dell'inserto hanno causato la trasformazione del 12% dei materiali in rifiuti e le misurazioni della resistenza termica hanno superato i limiti approvati del 30%.
Il cliente ha ottenuto una riduzione dell'1,5% del tasso di scarto grazie al controllo a circuito chiuso del sensore interno allo stampo di JS Precision e al design dell'inserto dello stampo che gli ha consentito di ridurre la resistenza termica del 40% e risparmiando più di $ 120.000 ogni anno in costi operativi che puoi ottenere selezionandoci come partner.
JS Precision fornisce pieno supporto per aiutarti a soddisfare i tuoi requisiti di produzione che richiedono la completa conformità allo standard di sicurezza internazionale IEC 62133-2:2017 per tutte le parti in plastica personalizzate per mantenerne la sicurezza e l'uniformità.
La nostra azienda ha sviluppato un sistema di controllo qualità completo che va dalla selezione dei materiali alla progettazione dello stampo fino alla consegna della produzione di massa.
Questo sistema ti fornisce rapporti di test completi e dati di verifica dell'affidabilità che ti aiutano a sentirti sicuro durante la nostra collaborazione mentre gestiamo tutti gli aspetti del controllo di qualità.
La scelta di servizi professionali di stampaggio con inserti può aiutare i clienti a mitigare i rischi tecnici e a controllare i costi di produzione. Se devi affrontare sfide quali la resistenza termica e lo spostamento dell'inserto nei componenti della batteria dei veicoli elettrici, contatta i nostri ingegneri per una consulenza tecnica gratuita e una valutazione della soluzione.
In che modo lo stampaggio degli inserti delle batterie dei veicoli elettrici può risolvere il problema della resistenza termica dell'interfaccia tra la piastra raffreddata a liquido e la cella della batteria?
Molti clienti hanno la stessa domanda: in che modo lo stampaggio degli inserti delle batterie dei veicoli elettrici risolve effettivamente il problema della resistenza termica interfacciale tra la piastra di raffreddamento a liquido e la cella della batteria?
In primo luogo, un pezzo separato in lega di alluminio o rame viene utilizzato come inserto per la dissipazione del calore. Successivamente viene rivestito con plastica ad alta conduttività termica (PPS + riempitivo termoconduttivo) mediante stampaggio ad inserto.
La pressione nello stampo durante questa operazione viene mantenuta a 50-120 MPa per eliminare gli spazi d'aria interfacciali, pertanto la resistenza termica può essere ridotta di circa il 40%.
La pressione nello stampo elimina gli spazi d'aria interfacciali
Nel corso dello stampaggio a iniezione, in questa fase gli inserti dello stampo a iniezione sono sottoposti a una pressione di mantenimento di 50-120 MPa, in seguito alla quale la plastica fusa è costretta a riempire le irregolarità della superficie dell'inserto metallico e l'area di contatto viene aumentata al 95% o più, con conseguente un notevole miglioramento della conduttività termica.
In sostanza, equivale a utilizzare l'alta pressione per riempire i piccoli spazi vuoti in un muro con cemento, il che consente di unire saldamente l'inserto in plastica e metallo, migliorando notevolmente la conduttività termica e prevenendo anche problemi di dissipazione del calore dovuti a un contatto inadeguato.
Sostituzione di un singolo componente della struttura a tre strati
Le parti in plastica personalizzate, progettate tramite stampaggio, svolgono contemporaneamente i compiti di conduttività termica (2,5 W/mK), isolamento (tensione di resistenza di 4000 V) e supporto strutturale.
Ciò significa che non sono necessari grasso termico e pellicola isolante, il che a sua volta porta a minori costi di approvvigionamento e assemblaggio e riduce al minimo i rischi di invecchiamento.
Per scoprire come lo stampaggio degli inserti delle batterie dei veicoli elettrici può ridurre ulteriormente la resistenza termica del pacco batteria, scarica il nostro white paper tecnico per comprendere chiaramente i punti fondamentali del controllo della pressione nello stampo.
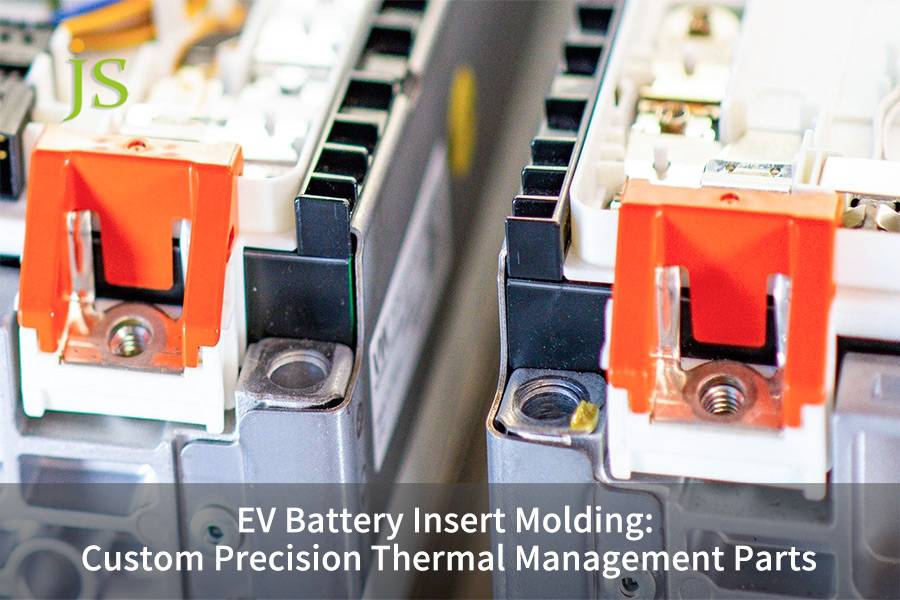
Figura 1: un'immagine composita che mostra un modulo batteria reale accanto a un diagramma schematico e una sezione trasversale, che illustra come viene applicato il materiale di interfaccia termica (TIM) tra la batteria e la piastra di raffreddamento tramite stampaggio a inserto per gestire il calore.
In che modo lo stampaggio personalizzato degli inserti può raggiungere un equilibrio tra la dissipazione del calore su entrambi i lati e la distanza di dispersione all'interno dello spazio limitato del pacco batteria?
Risolvere il problema della resistenza termica dell'interfaccia è una cosa, ma un altro aspetto cruciale per i clienti è bilanciare la dissipazione del calore su entrambi i lati con una distanza di dispersione sufficiente all'interno di uno spazio ridotto del pacco batteria. Lo stampaggio con inserti personalizzato fornisce una soluzione ideale a queste sfide.
Ad esempio, le sbarre collettrici in rame o i tubi termici possono essere utilizzati come inserti con una distanza tra le celle di 8 mm. Una T in plastica supporta un inserto a due funzioni: un lato conduce il calore (2,5 W/m·K) e l'altro isola (distanza superficiale 4,1 mm).
La plastica, modellata con l'aiuto di uno stampo conformato per canali d'acqua stampato in 3D, forma questa caratteristica a forma di T.
Il concetto di barriera a forma di T sfida la mancanza di spazio
Lo
Stampaggio con inserti personalizzato per piattaforme ad alta tensione da 800 V (distanza di scorrimento 3,2 mm) adotta una disposizione alternativa degli inserti. La parete in plastica è ispessita fino a 2,5 mm sul lato dove è necessaria una barriera isolante. Pertanto, sia la dissipazione del calore che l'isolamento vengono raggiunti senza aumento di volume.
È come impilare varie soluzioni di archiviazione in uno spazio limitato, un lato serve per la dissipazione del calore mentre l'altro serve per l'isolamento e nessuno di essi incontrerebbe alcuna interferenza.
Quindi, all'interno dello spazio limitato della batteria, ciò consente di soddisfare contemporaneamente i requisiti di sicurezza dell'alta tensione e di dissipazione del calore.
Gli stampi stampati in 3D consentono spessori di parete differenziati
Lo stampo per il canale dell'acqua conforme consente una regolazione accurata del flusso di plastica, consentendo così la produzione di un'area a parete sottile termicamente conduttiva da 0,8 mm e un'area a parete spessa isolante da 2,5 mm sulla stessa parte in plastica personalizzata contemporaneamente, migliorando così anche la flessibilità della progettazione della parte.
Quali materiali sono i migliori per gli inserti per stampi a iniezione nei moduli batteria?
La decisione relativa ai materiali per gli inserti per stampi a iniezione ha un impatto diretto sulla longevità dello stampo, sulla precisione del prodotto e sui costi di produzione. Attraverso l'utilizzo abbiamo individuato la soluzione migliore.
Nel caso di cicli termici ad alta frequenza (da -40 °C a 85 °C, 3000 cicli), gli inserti per stampi in acciaio H13 hanno un tasso di variazione dimensionale dello 0,012%, che rappresenta una prestazione migliore rispetto allo 0,025% di S136.
La discrepanza CTE tra gli inserti metallici (rame/alluminio) e la plastica PPS deve essere limitata a 2,5 ppm/°C, in conformità con i requisiti di precisione dimensionale di ISO 12165:2019.
Confronto selezione acciaio per stampi
Tra i materiali per inserti per stampi a iniezione, l'opzione migliore è l'acciaio H13 con trattamento di nitrurazione superficiale (durezza 1100HV). Anche dopo 3000 cicli termici la variazione dimensionale della cavità è di 0,008 mm.
Il confronto delle prestazioni dei diversi acciai è il seguente:
Tipo di acciaio per stampi
Trattamento superficiale
Variazione dimensionale dopo 3000 cicli termici (mm)
Durezza (HV)
Scenari applicabili
Ciclo di sostituzione (tempi di stampaggio)
H13
Trattamento di nitrurazione
≤0,008
1100
Componenti della batteria a ricarica rapida ad alta tensione
50.000 (area ad alta usura)
S136
Trattamento lucidante
≤0,025
950
Componenti comuni della batteria
30.000 (area ad alta usura)
H11
Trattamento di nitrurazione
≤0.015
1000
Componenti batteria a media tensione
40.000 (area ad alta usura)
Rame al berillio
Nessuno
≤0.010
850
Posizionamento di precisione dell'inserto
20.000 (area ad alta usura)
W7718
Trattamento di nitrurazione
≤0.012
1050
Stampaggio di parti in plastica di grandi dimensioni
60.000 (zona ad alta usura)
Calcolo della corrispondenza CTE
La differenza CTE degli inserti in rame (CTE=16,8) e del PPS rinforzato con fibra di vetro al 30% (CTE=14,3) è piuttosto piccola (solo 2,5), mentre la differenza per gli inserti in alluminio (CTE=23,6) èfino a 9,3,il che significa che è necessaria una compensazione delle interferenze di ulteriori 0,2 mm.
Più piccola è la differenza CTE, migliore è la precisione del prodotto.
Essenzialmente, riguarda l'idoneità dei vestiti sul tuo corpo. Minore è la differenza CTE, migliore è l'adattamento" tra la plastica e l'inserto, prevenendo così l'allentamento o la deformazione causata dalle variazioni di temperatura e garantendo stabilità di precisione del prodotto a lungo termine, nonché una riduzione dei prodotti difettosi.
Inserisci materiale
CTE (ppm/°C)
Materiale plastico
CTE plastica (ppm/°C)
Differenza CTE (ppm/°C)
Compensazione delle interferenze (mm)
Scenari applicabili
Conduttività termica (W/m·K)
Rame
16.8
30% fibra di vetro PPS
14.3
2.5
0
Ricarica rapida di fascia alta
≥2.5
Alluminio
23.6
30% fibra di vetro PPS
14.3
9.3
0.2
Intervallo normale
≥2.2
Rame
16.8
50% fibra di vetro PPS
11.2
5.6
0.1
Piattaforma ad alta tensione
≥3.0
Alluminio
23.6
50% fibra di vetro PPS
11.2
12.4
0.3
Soluzione a basso costo
≥2.0
Acciaio inossidabile
10.8
30% fibra di vetro PPS
14.3
3.5
0
Alta affidabilità
≥1.8
Previsione della durata dell'usura della muffa
Gli inserti stampo posizionati vicino al cancello devono essere sostituiti quando l'usura raggiunge 0,003 mm dopo ogni 50.000 cicli di stampaggio. Le aree che non si usurano possono funzionare per 200.000 cicli, aiutando così i clienti a pianificare con precisione i cicli di manutenzione degli stampi.
I vostri servizi di stampaggio con inserti possono gestire componenti strutturali su larga scala?
Man mano che i pacchi batteria dei veicoli elettrici diventano più grandi, anche lo stampaggio di parti di grandi dimensioni in plastica diventa più impegnativo. I clienti chiedono spesso se i servizi di stampaggio con inserti possono supportare la domanda di produzione su larga scala.
Cambiamo idea mostrando un team tecnologico e produttivo forte e maturo pronto a gestire qualsiasi sfida.
Con un braccio robotico automatizzato, 8 manicotti filettati + 2 piastre di raffreddamento a liquido sono impostati con una ripetibilità di 0,05 mm su una piastra di base della batteria lunga 850 mm.
È stato implementato anche il bilanciamento della pressione nell'iniezione multi-cavità per garantire che la deviazione del tasso di restringimento della parte in plastica non sia superiore allo 0,08%, che è conforme ai requisiti di precisione).
Sistema di preposizionamento automatizzato
Dopo aver confermato la posizione dell'inserto con la misurazione laser, il braccio robotico a sei assi preleva l'inserto e lo posiziona nello stampo. I servizi di stampaggio con inserti possono raggiungere un ciclo di produzione di 90 secondi per pezzo, bilanciando precisione ed efficienza.
Tecnologia di bilanciamento della pressione multi-cavità
Quattro canali caldi indipendenti, combinati con sensori di pressione, regolano la pressione di iniezione di ciascuna cavità in tempo reale, garantendo che la planarità dei parti di grandi dimensioni per stampaggio plastica sia controllata entro 0,15 mm/m, garantendo la consistenza del prodotto.
Processo di integrazione verticale unico
Con una consegna completa di parti in plastica personalizzate dalla progettazione dello stampo, dalla lavorazione degli inserti alla produzione in serie con stampaggio a iniezione, JS Precision aiuta ad abbreviare i cicli di progetto e a ridurre i costi di comunicazione con i clienti.
Figura 2: primo piano di un impianto di stampaggio con inserti industriale, caratterizzato da un grande stampo metallico con linee fluide, posizionato su un basamento macchina all'interno di un ambiente di fabbrica, in grado di produrre componenti sostanziali di batterie.
In che modo la frequenza di usura e sostituzione degli inserimenti dello stampo a iniezione incide sul costo per pezzo?
Nella produzione di massa, l'usura e la frequenza di sostituzione degli inserti dello stampo a iniezione determinano direttamente il costo unitario. Il nostro metodo aiuta davvero i clienti a capire come tenere sotto controllo questi costi.
Gli inserti in rame-berillio hanno una perdita di attrito di 0,003 mm per ciclo di stampo. Quando l'usura del perno di posizionamento supera 0,02 mm, la possibilità che l'inserto non sia allineato diventa piuttosto elevata.
Adottando un design del tipo a inserto, il costo unitario della manutenzione dello stampo scende fino a circa $ 0,025 per articolo (assumendo una produzione totale di 500.000 stampi).
Soglie di usura e disallineamento
L'usura del diametro del perno di posizionamento degli inserti dello stampo a iniezione ha raggiunto 0,02 mm e, di conseguenza, la deviazione standard del disallineamento della posizione dell'inserto è cambiata da 0,02 mm a 0,07 mm e il tasso di scarto è aumentato fino all'8%, pertanto le parti usurate devono essere sostituite in tempo.
Design a sostituzione rapida con tipo di inserto
Realizzare le parti altamente usurate come inserti di stampo separati consente la sostituzione rimuovendo semplicemente quattro bulloni, riducendo così drasticamente il tempo di sostituzione da 4 ore a 40 minuti e allo stesso tempo limitando i tempi di fermo e aumentando l'efficienza.
Modello di calcolo del costo del pezzo singolo
Con un volume di produzione complessivo di 500.000 unità, il costo di sostituzione delle aree ad alta usura è di $ 1.758, delle aree a bassa usura di $ 293 e la perdita dovuta a tempi di inattività di $ 439,5. Il costo di manutenzione per stampo è di circa $ 0,025.
Vuoi calcolare con precisione il costo del singolo pezzo dovuto all'usura sugli inserti per stampi a iniezione? Invia la tua scala di produzione e ti forniremo un rapporto gratuito sul calcolo dei costi.
Quali sono le tolleranze critiche per lo stampaggio di parti di plastica di grandi dimensioni nelle parti delle batterie dei veicoli elettrici?
Il controllo della tolleranza per lo stampaggio di parti di grandi dimensioni in plastica è un fattore importante che influenza la precisione dell'assemblaggio. Dal nostro lavoro in corso, abbiamo identificato i principali criteri di tolleranza e come controllarli.
La compensazione del ritiro in tempo reale viene effettuata tramite un sensore di pressione nello stampo. La planarità finale della superficie di tenuta è di 0,05 mm, mentre la scansione a luce blu 3D viene utilizzata per un'ispezione completa prima della spedizione.
Standard di controllo della deformazione
Poiché la lunghezza dei pezzi di grandi dimensioni stampati in plastica aumenta di 100 mm, anche la deformazione consentita aumenta di 0,06 mm. Pertanto, lo standard accettabile per una parte da 620 mm è 0,37 mm. In realtà, limitiamo il controllo a 0,35 mm, che è addirittura migliore dello standard del settore.
Tecnologia di compensazione dinamica del ritiro
I sensori di pressione sono installati in tutte e quattro le cavità. Se viene rilevata una variazione di pressione del 3%, la rispettiva pressione di mantenimento dell'ugello viene regolata automaticamente di 5 MPa, evitando così un restringimento irregolare e possibili problemi di tolleranza.
Metodi di ispezione completi
Le prime e le ultime parti di un lotto sono sottoposte a scansione a luce blu 3D (precisione di 0,008 mm). Lo strumento di misurazione delle immagini viene utilizzato per mappare le superfici di montaggio critiche. Vengono rilasciate solo le parti con CPK 1.33, garantendo così che nessuna parte difettosa venga passata al processo successivo.
Come prevenire lo spostamento di parti di grandi dimensioni dello stampaggio di plastica e di inserti multipli attraverso i sensori nello stampo durante lo stampaggio singolo?
Lo spostamento dell'inserto è un difetto frequente che si verifica quando si stampano parti in plastica di grandi dimensioni con più inserti in un unico processo. Abbiamo un metodo molto efficace per eliminare questo problema sviluppato utilizzando la tecnologia dei sensori per stampi.
Per la piastra di base della batteria composta da 8 manicotti filettati e 2 piastre di raffreddamento a liquido, un minuscolo sensore di spostamento magnetostrittivo (con una precisione di 0,01 mm) è incorporato in ciascun inserto per modificare istantaneamente la pressione di mantenimento dell'ugello. Di conseguenza,il CPK è stato elevato da 0,67 a 1,33.
Modalità errore spostamento inserimento
A soli 0,28 mm la pressione di iniezione può causare il disallineamento dei due collettori centrali, ovvero più di tre volte il limite di specifica di 0,10 mm. Ciò si traduce in una percentuale di articoli di scarto del 12%, con aumento dei costi di produzione e ritardi nella consegna.
Sistema di controllo a circuito chiuso con sensori
Con ciascun inserto dello stampo viene utilizzato un sensore di spostamento, il sensore può campionare 1000 volte al secondo. La valvola a spillo del canale caldo di un inserto viene chiusa con un ritardo di 0,3 secondi dopo che viene rilevato un offset di oltre 0,05 mm facendo riferimento a un canale diverso e l'offset viene corretto nello stesso tempo.
Yield Improvement Data
Following the installation, the insert location CPK was 1.33 (mean offset 0.02mm, standard deviation 0.015mm), and the scrap rate was reduced to 1.5%. On an annual production of 200,000 pieces basis, this equals annual cost savings of approximately US$126,000.
JS Precision Case Analysis: Thermal Management Insert Molding for 800V Ultra-Fast Charging Battery Pack
Using a project case from the real world as a reference, this article details the thermal management issues of an 800V ultra fast charging battery pack that we have resolved, and you can take it as a project reference.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Risultati finali
The project outcome was a big surprise to all the stakeholders:
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQs
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Summary
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com