

金属インサート成形、特に精密射出成形は、エレクトロニクス、自動車、医療機器など、精度と品質が要求されるハイエンド製品の製造に使用される主要な製造プロセスの 1 つです。
精密射出成形において、金属インサートをプラスチック母材に一体化する際の主な関心事は、それをどのように配置するかではなく、どのように動かないようにするかということです。
小型化・高信頼性の製品にとって、 0.05mmのわずかな動きは致命的であり、 0.1mmの誤差で誤動作や組立不良が発生する可能性があります。
インサート成形部品の金属スタンピングの複雑なプロセスでは、量産後の不合格率の変動を受け入れることにしますか、それともプロセスの各ステップを制御してソースからの変位ゼロを達成しますか?
主要な回答の概要
| 主要な課題 | ゼロ変位ソリューションのポイント |
| インサート位置ずれの根本原因 | 溶融充填段階での突然の応力の不均衡は、金型の精度だけでなく、位置ずれの主な原因となります。 |
| 設計レベルの防止 | DFM 変位リスク評価と金型流動解析を採用することで、変位の問題の 80% を設計段階で防ぐことができます。 |
| 型締め構造 | 「メカミス防止+フローティング位置決め」の複合構造により、正確な位置決めと型閉じ前後の積極的な後退を実現します。 |
| 累積公差制御 | 自動化されたロールツーロール加工と目視検査により、スタンピングと射出成形の間の累積誤差が除去されます。 |
| 量産保証の仕組み | 金型内圧力曲線のリアルタイム監視と閉ループ制御により、変位欠陥に対する早期警告と介入が行われます。 |
重要なポイント
- 回避可能な変位:設計段階で金型流動解析と DFM レビューを実行することで、変位の問題の 80% を回避することが可能です。
- データ駆動の精度:高度な金型設計とプロセス制御を活用することで、インサートの位置の正確な調整が可能となり、精度は 0.01 mm になります。
- 費用対効果の高い統合: カスタムインサート射出成形機能統合により総所有コストを大幅に削減できます。
このガイドが信頼できる理由JS Precision の金属インサート成形の経験
精密製造に15年以上取り組んできた当社は、主に金属インサート成形およびその他のインサート成形プロセスに注力しています。
当社は長年にわたり、世界中の 1,000 社以上の顧客向けに 300,000 個を超えるホールド インサート部品を製造し、 99.2% の納期遵守率を達成しています。また、当社のプロフェッショナリズムを証明する ISO 9001:2015 および ISO 13485 認証の取得者でもあります。
そのため、インサート成形プロジェクトを当社にお任せいただくことで、万が一プロジェクトや品質に予期せぬトラブルが発生した場合でも、プロジェクト時間を犠牲にすることなく、高品質で安定したインサート成形サービスをご提供することができます。
当社はCNC加工、射出成形、スタンピング/射出成形一体型のライン生産を完全自社で行う充実した工場を有しております。
金属インサート成形の長年を通じて、インサートの変位問題は大きな懸案事項であり、当社はDFM 解析、金型設計、プロセス制御、量産モニタリングを含む閉ループ システムの形で解決策を考案しました。
当社は、特に、自動車用センサー、医療用インプラント、電子コネクタなどのハイエンド業界で使用される種類のソリューションを提供することにより、500 社を超える優良顧客のインサート位置ずれの問題の解決を支援してきました。当社の経験は、これらの分野における業界平均をはるかに上回っています。
私たちは遵守しますISO 13485 医療製造規格、すべての加工および品質管理パラメータは国際的に認められた基準に準拠しており、各インサート成形部品の精度と信頼性が保証されています。
当社のエンジニアリング チームのメンバーは、平均して 10 年以上のインサート成形の直接の経験があり、お客様の技術的な質問に15 分以内に答えることができます。当社は、実際のデータと成功事例を使用して、プロジェクトを保護するための DFM (製造可能性設計) 分析を無料で提供します。
当社は単なる加工サービスプロバイダーではなく、お客様の技術パートナーとしての役割を果たし、設計段階での位置ずれのリスクを最小限に抑え、量産時に欠陥ゼロを達成することを支援します。
SME レポートによると、業界のインサート変位不良率の平均は 3.2% ですが、当社は多くの自動車部品クライアントを支援してこの数値を 5% から 0.2% 未満に下げ、各顧客は年間 10 万ドル以上を節約しました。
弊社をお選びいただくことで、試作段階から量産段階まで金属インサート成形ソリューションをワンストップでご利用いただけるようになり、精密インサート成形におけるズレの問題を解決します。
今すぐ当社のエンジニアに連絡して、無料の金属インサート成形に関するホワイト ペーパーを受け取り、コアのゼロ変位プロセスをすぐに習得し、プロジェクトのリスクを積極的に軽減してください。
金属インサート成形におけるインサートのズレの原因は何ですか?
インサートの変位は、金型の製造誤差の結果ではなく、むしろ射出成形中にメルト フローが生成する瞬間的な衝撃とせん断力によって発生し、インサートの力のバランスが崩れ、ミクロン単位の小さな変位が発生します。
メルフロントインパクトによりインサートの初期位置が崩れる
10000fps の高速ビデオを使用してインサートの溶融フロントを観察し、そこから50 ~ 200MPa のピーク衝撃力を推定します。衝撃力が 10MPa 増加するごとに、変位は 0.003 ~ 0.005mm 増加します。これが、多くのお客様にとって製造欠陥の主な原因となっています。
不均一なせん断力分布と充填時間の差がたわみを引き起こす
インサートの両側でのメルト フロー フロントの到着時間の差を追跡します。0.1 秒を超える差があると、重大な変位が発生します。
制限条件を設定します。対称充填はアスペクト比 > 8 のインサートに適しており、低速高圧充填は肉厚 < 1.5 mmの薄肉部品に適しています。 ISO 9001:2015規格充填パラメータの制御は正確に行う必要があります。
カスタムインサート射出成形で設計端から変位の危険を排除するにはどうすればよいですか?
設計段階では、変位の問題の 80% が始まります。
初期のデザイン フロー モデリング (DFM) 変位リスク評価をモールド フロー解析と併せて実行することにより、最低コストで変位リスクを最小限に抑える範囲でインサートの構造を図面上で変更できます。
DFM 変位リスク評価の 3 つの中心指標
- インサートの L/D 比:理想的には10:1 未満である必要があります。この比率を超えると、位置決め穴とサポート構造の追加が避けられなくなります。
- プラスチックの壁厚の均一性:インサートのたわみの原因となる不均一な収縮を防ぐために、壁厚の変動は0.2 mm 未満に抑える必要があります。
- ゲート位置とインサートの相対関係:ゲートはインサートと直接位置合わせする必要はなく、最小距離 > 3mm とします。
モールド フロー解析により変位傾向を予測し、設計の最適化を導きます
Moldflow または Moldex3D で充填解析を実行し、変位傾向を90% の精度で予測できます。その後、位置決め穴を挿入し、面取りを改善し、変更することをお勧めします。 インサートの厚さ図面の段階からズレリスクを排除すると同時に、 金型修正コストを60 ~ 80% 削減します。
カスタムインサート射出成形設計の最適化のためのコスト比較表
| 設計段階 | 移転リスク軽減コスト | 金型修正確率 | プロジェクトサイクル短縮率 | インサート位置決め精度 |
| DFM 分析なし | 10,000ドル~20,000ドル | 85% | 0% | ±0.05mm |
| 基本的な DFM 分析 | 3,000ドル~5,000ドル | 40% | 20% | ±0.03mm |
| ディープ DFM + モールド フロー解析 | 1,000ドル~2,000ドル | 5% | 40% | ±0.01mm |
| 実稼働前の最適化と検証 | 500ドル~1,000ドル | 1% | 60% | ±0.008mm |
無料のカスタムインサート射出成形 DFM レポートを入手してください。お客様の設計図面を組み合わせて、設計段階で位置ずれのリスクを事前に特定し、プロジェクトの試行錯誤のコストを削減します。
金属インサートを使用した射出成形において、モールドロックによるゼロ変位を達成するにはどうすればよいですか?
ゼロ変位を得る主な要素は、金型位置決めシステムを設計することです。インサートは型を閉じる前にしっかりとロックされ、充填中はクランプ力や溶融衝撃に対抗するために継続的に位置を再調整します。
メカニカルエラー防止+フローティング位置決め複合構造:
まず、金型を閉じる前に、インサートは剛性の位置決めピンによってロックされます。位置決めピンの直径公差は-0.005mmから0mmまで厳密に管理されています。
スプリングまたはシリンダー駆動の位置決め機構は、金型を閉じるストロークの最後の 2 ~ 3 mm で後退し、干渉によるストレスなくプラスチックがインサートを完全に取り囲むことができます。
ゼロクリアランス位置決めピンの設計コンセプトと寿命保証:
位置決めピンにはSKD61または粉末ハイスを採用し、HRC58~62の焼入れ焼戻し処理を施し、TiAlNまたはCrNコーティングを施すことで摩擦係数を0.3以下に低減しています。
これにより、100 万回の型閉サイクル後でも位置決め精度が0.01 mm 以内で安定していることが保証されます。
金属インサート射出成形用位置決めピンの性能パラメータ表
| 位置決めピンの材質 | 熱処理硬度 | 表面コーティング | 摩擦係数 | 最大耐用年数 | 長期的な測位精度 |
| SKD61 | HRC58~60 | ティアルン | 0.28 | 100万個の金型 | ±0.01mm |
| 粉末ハイス鋼 | HRC60~62 | CrN | 0.25 | 150万個の金型 | ±0.008mm |
| ステンレス鋼 | HRC52~55 | 錫 | 0.35 | 500,000 個の金型 | ±0.02mm |
| 炭素鋼 | HRC45~50 | コーティングされていない | 0.5 | 200,000 個の金型 | ±0.05mm |
製品図面を送信していただければ、カスタマイズいたします。 金属インサートを使用した射出成形ゼロ変位要件に正確に適合する、金型ロック構造ソリューション。

図 1: オレンジ色の金属インサートが組み込まれた複雑な黒色の自動車用センサー コンポーネントの拡大図。精密なオーバーモールドを示しています。
インサート成形部品の金属プレスにおけるプレス精度と射出成形精度の間の公差累積の問題を解決するにはどうすればよいですか?
内部の金型ガイド ピンを使用して公差連鎖を断ち切り、プレス加工されたストリップを 2 度目に正確に位置決めすることは、プレス加工部品の公差が最終製品に影響を及ぼさないようにする効果的な方法です。
自動化されたロールツーロールプロセスにより、手動による配置エラーが排除されます
手作業による介入を一切行わずに、連続的に打ち抜かれたストリップを射出成形機に直接供給します。これにより、0.02mm の配置誤差が完全に回避されます。
金型内ガイドピンによる2次精密位置決めにより、隙間を0.005~0.01mmに抑え、高い量産精度を維持します。インサート成形部品金属スタンピング。
目視検査によりインサートの品質が保証されます。
インサート品質のオンラインチェックは、 0.005mm の精度で検査できる 5 メガピクセルの産業用カメラを通じて行われます。検査には、バリ、平面度、位置決め穴の精度などが含まれます。
これにより、CpK > 1.33 を持つインサートのみがキャビティ内で成形可能であり、不合格時間は <0 であることが100% 確実です。 5秒。
大型部品の射出成形において、長いカンチレバーと重力によるたわみによって生じる変位の問題を解決するにはどうすればよいですか?
細いインサートの最大の課題は、重力によるたるみです。多点動的サポートと逐次充填システムおよび金型温度ゾーン制御の組み合わせにより、重力と非対称収縮に対する効果的なソリューションが生まれます。
重力によるたわみを補正するマルチポイントのダイナミックサポート
格納可能な補助サポート ブロックを金型に設置し、50 mm 未満の間隔でサポート ポイントを作成します。ブロックは、金型を閉じた後の充填と同時の取り外しを実現し、成形中に長いカンチレバーインサートで発生する位置ずれの問題を解決します。 大型部品の射出成形。
不均一な収縮を防ぐための逐次充填と金型温度ゾーン制御
当社のシステムは、シーケンシャル バルブ ゲート技術を使用して溶融充填シーケンスを制御し、インサートの 2 つの側面間で 0.05 秒未満の充填時間差を生み出します。
金型温度ゾーン制御により、両端間の温度差が ±5°C に維持され、収縮率の差が 0.1%未満となり、変位たわみが低減されます。
カスタムインサート射出成形は、極限の条件下で複雑なニーズにどのように対応できるのでしょうか?
高温や高腐食などの極端な作業条件に対して、当社は PEEK/PPS と特殊合金を組み合わせたソリューションを提供し、マルチインサートレイアウトの矛盾を解決し、機能統合を通じて総所有コストを削減します。
高温および高腐食環境向けの材料組み合わせソリューション
2種類のカスタムインサート射出成形をご提供します材料組み合わせソリューションこれには、PEEK およびインコネルを含むチタン合金 (動作温度 260°C)、PPS および 316L ステンレス鋼 (動作温度 220°C) が含まれており、どちらも 35MPa を超える界面せん断強度を達成します。
並列挿入のための空間レイアウト ソリューション
当社の単一金型は同時に 8 ~ 16 個のインサートを埋め込むことができ、システムはロボット アームとビジョン位置決めシステムを使用して、 ±0.02 mm の精度でインサートを埋め込みます。
このシステムは、積層配置と千鳥状配置の 2 つの方法により空間的な競合を解決します。これには、インサート間の最小距離 1.5 mm が必要です。
機能統合により総所有コストはどのように削減されるのでしょうか?
当社のプロセスは、複数の機能要素を 1 つのインサート成形システムに結合し、必要な組み立て作業を50 ~ 70% 削減します。
センサーの統合後、お客様は組み立て時間が 45 秒から 8 秒に短縮され、その結果、コストが 35% 削減され、生産効率が向上しました。
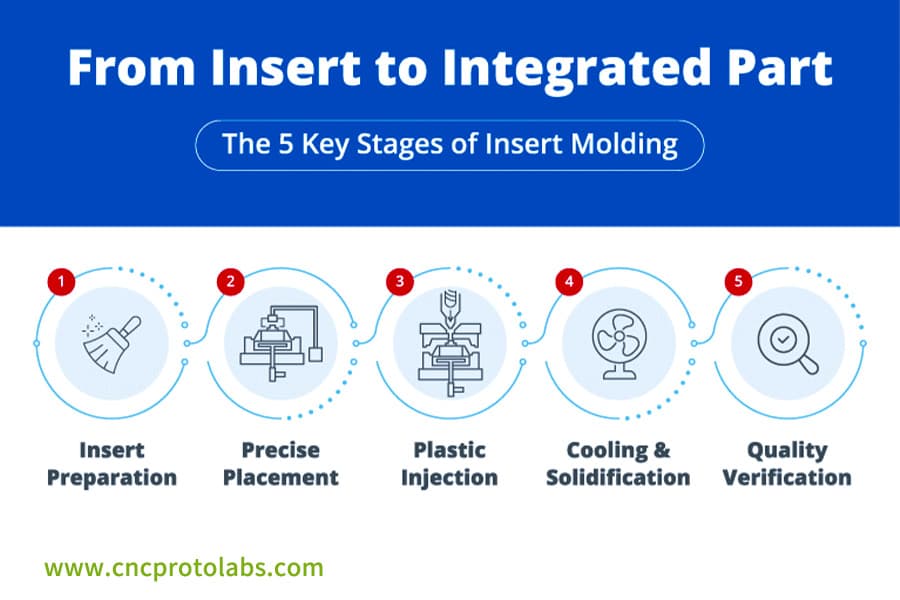
図 2: インサートの準備、正確な配置から射出、冷却、品質検証まで、インサート成形の 5 つの主要な段階を示すインフォグラフィック。
インサート成形サービスを選択する際に、変位ゼロを真に保証できるのはどの技術力ですか?
量産における生産安定性の鍵は、データ駆動制御の使用です。ゼロ変位納入を約束できるサプライヤーは、生産ステータスを追跡できるリアルタイム監視システムと金型内圧力曲線の閉ループ制御システムを備えている必要があります。
金型内圧力曲線モニタリングによりプロセスのトレーサビリティが可能
金型キャビティ内に取り付けられた圧電圧力センサーを使用して、各金型の圧力曲線を 10kHz のサンプリング レートで測定します。
8 つの特徴値を記録して「プロセス フィンガープリント」を作成します。これにより、100% のデータ追跡可能性が得られ、制御可能な量産精度が実現します。インサート成形サービス。
変位欠陥の早期警告
圧力曲線とインサート位置の間の相関モデルを作成します (R²>0.95)。
圧力曲線が±3σ変化した場合、システムは0.2秒以内に自動的にアラームを発し、アラームが鳴るまでにシステムが介入して生産不良を回避します。位置ずれ不良率は50ppm未満のレベルに抑制されています。
JS Precision の事例: 自動車用センサーインサート成形: 位置ずれ不良率は 5% ~ 0.2%
直面した課題:
海外の自動車部品顧客は、自動車部品の量産を開始する必要がありました。自動車センサー金属インサート成形4 つの銅端子を端子間隔 2.5 mm、最大許容変位 ±0.05 mm で PBT 基板に埋め込む必要があります。
お客様は、最初の量産試行中に射出成形パラメータの調整を使用しましたが、プロセスでは問題が解決されず、結果として変位不良率が 5% に達しました。
端子間隔が適切な制限を超えたため、システムの運用が中断され、その結果、毎年 12 万ドルを超える生産コストが発生しました。これは、多くの自動車部品の顧客が直面する共通の問題点です。
解決:
プロジェクトの割り当てを受けた後、私たちのチームはエンジニアリング チームを創設し、移動問題の背後にある主な原因をすべて解明することに専念しました。
この問題を解決するために、3 つの特定の最適化アクションを実行しました。
1. 金型構造の最適化: 「フローティング位置決め+逐次排気」の複合構造を採用し、位置決めピンの隙間を0.005mmと高精度に制御し、埋め込み金型のズレをハード面から解消。
2. プロセス制御のアップグレード:金型内圧力監視システムが導入され、圧力曲線と端子変位の間の相関モデル(R²=0.97) が確立され、変位の問題に対するリアルタイムの早期警告と介入が可能になりました。
3. 受入材料の品質管理:プレス加工された端子に高精度の目視検査ステップが追加され、平面度が 0.03mm を超える欠陥のある受入材料が完全に排除されました。このプロセスにより、ソースからの許容誤差の蓄積が防止されます。
最終結果:
プロジェクトは、3 週間のデバッグと最適化作業を経て、安定した量産に達しました。変位不良率は 5% から 0.2% に減少し、その結果歩留まりは 99.8% となり、 CpK 値は 0.85 から 1.45 に増加し、ハイエンド自動車製造基準のすべての要件を満たしました。
お客様は組立ラインのダウンタイムが 90% 削減され、年間約 120,000 ドルのコスト削減を実現しました。金属インサート成形のエンドツーエンド ソリューションは、500,000 個の金型を連続生産した後も、位置決め精度を ±0.01 mm に維持し、効果的であることが証明されました。
この自動車エレクトロニクスのインサート成形に関する詳細情報を今すぐ入手し、同様の金属インサート成形ソリューションを実装した経験を参照して、インサートの位置ずれの問題を迅速に解決してください。

図 3: 統合された金属インサートを備えたさまざまな黒色のプラスチック コンポーネントを明るい表面に配置し、多様な用途を示しています。
よくある質問
Q1:金属インサート成形で埋め込めるインサートの最小サイズはどれくらいですか?
金属インサート成形では、直径0.3mmの微細インサートを位置精度0.01mmで安定して埋め込むことができ、幅広い微細精密部品の製造に十分対応できます。
Q2:インサートの材質オプションは何ですか?
当社は、銅、アルミニウム、ステンレス鋼を含むさまざまな金属インサートの加工と、セラミックやPCBなどの非金属部品の埋め込みを提供しており、それにより、さまざまなシナリオの生産チームに幅広い選択肢を与えます。
Q3:インサートとプラスチック間の接着強度はどのように確保しますか?
ローレット加工、溝入れ、または化学処理などの表面改質により、インサートとプラスチックの結合界面が物理的に 20 ~ 50 MPa まで強化され、これは従来の物理的結合の強度よりも大幅に高くなります。
Q4:金型の寿命はどれくらいですか?
金型にはHRC58~62の熱処理が施され、保護コーティングが施されています。標準的な製造条件によれば、金属インサート成形金型は100 ~ 200 万回の成形サイクルに使用できます。
Q5: サンプル生産サイクルの期間はどれくらいですか?
標準的な金属インサート成形のサンプルリードタイムは10 ~ 15 営業日、複雑な構造のリードタイムは約 3 ~ 4 週間で、サンプル検証要件を効果的に満たすことができます。
Q6: 大きなチップが重力でたわむ場合はどうすればよいですか?
重力によって引き起こされる大きなインサートのたわみの問題には、サポートポイント間隔が 50mm 未満のマルチポイントダイナミックサポート構造が使用されます。サポートは型閉じ後に配置され、充填中に徐々に取り除かれます。これが、大型インサートの重力によるたわみの問題に対処する方法です。
Q7: 成形インサートの寸法精度はどのくらいですか?
当社の成形インサートは射出成形精度 0.05mm に準拠し、インサートの位置決め精度は 0.01mm に厳密に制限されており、ハイエンドの精密製造の要件を確保しています。
Q8: 並列に埋め込まれた多数のインサートの位置精度はどのように保証しますか?
複合材料の自動埋め込みには、視覚位置決め機能を備えたロボット アームが使用されます。 1つの型に8~16個の埋め込みが可能です。全体の位置決め精度は0.02mmで、複数のインサートを並列に埋め込んだ場合の位置決め精度も満足できます。
まとめ
金属インサート成形による変位ゼロの達成は、決して単一のプロセスステップの最適化だけではなく、設計、金型製作、プロセスエンジニアリング、量産管理の一連の一連のシステム全体で達成されます。
インサートのずれによる不良率、高コスト、効率の低下を心配する必要はもうありません。 0.01mmの位置決め精度であっても、95%の変位警告精度率であっても、当社はエンドツーエンドの制御を利用して、あらゆる精度の細部を保護します。
知識豊富なインサート成形サービスプロバイダーとして、当社はお客様の製品要件に常に注力しているため、ゼロ変位はもはや理論上の概念ではなく、安定した量産現実となります。
今すぐご連絡くださいカスタマイズされたインサート成形 DFM レポートを作成し、精密インサート製品を量産でリードしましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

