Durante o carregamento rápido de veículos elétricos acima de 2°C, a resistência térmica da camada de pasta térmica entre a célula quadrada da bateria e a placa de resfriamento líquido aumenta 300% após 800 ciclos térmicos, com a diferença de temperatura do ponto de acesso atingindo áreas localizadas superiores a 15°C.
Isso leva diretamente ao aumento do envelhecimento celular e até mesmo ao risco de fuga térmica.
O antigo design de três camadas de "dissipador de calor + almofada térmica + filme isolante" não é capaz de resolver o problema da irregularidade da interface e da confiabilidade a longo prazo. A moldagem por inserção, devido às suas características integradas e de alta precisão, emergiu como a principal tecnologia para superar este problema.
Resumo da resposta principal
Problema central
Solução
Dados principais
Resistência térmica da interface
Moldagem de inserção de bateria EV Cobertura direta de inserção de metal
Resistência térmica ↓40%, pressão no molde 50-120MPa
Deslizamento de alta tensão
Moldagem por inserção personalizada tipo T/barreira tipo Z
Distância de fuga 4,1 mm, tensão suportável 4000V
Inserir deslocamento
Pressão de feedback em tempo real mantida por sensores no molde
Taxa de sucata reduzida de 12% para 1,5%
Desgaste do molde
Inserções para moldes de injeção
Tempo de substituição reduzido de 4h → 40min
Principais vantagens
Remover entreferros interfaciais: A moldagem com método de inserção remove os entreferros aplicando uma pressão de moldagem de 50-120MPa, e a resistência térmica é diminuída em 40% em comparação com a solução de graxa térmica, esta é uma das principais causas do aprimoramento do sistema de resfriamento e um atraso significativo na degradação da célula.
Componente unitário: substituir a estrutura de três camadas por uma peça plástica personalizada evita tolerância de montagem e riscos de envelhecimento e, ao mesmo tempo, reduz os custos de manutenção.
Controle de custos: as inserções de moldes de injeção são uma ótima ferramenta para custear manutenção quantificável. Peças que sofrem alto desgaste podem ser trocadasapós 50.000 ciclos de molde, resultando assim em um planejamento orçamentário preciso.
Processo Produtivo: Nos sensores de controle do processo de molde elevam o CPK da localização da pastilha de 0,67 para 1,33, melhorando assim o rendimento do produto.
Componentes de bateria de precisão: soluções de moldagem por inserção da JS Precision
A experiência dedicada de nossos especialistas em moldagem por inserção nos permite projetar sistemas de gerenciamento térmico de baterias EV que atendem aos requisitos de fabricação de precisão de nossos clientes. Esta é a principal razão pela qual você deve escolher JS Precision , especializada nesta área.
Quando você busca suporte de pesquisa e desenvolvimento e produção em massa para produtos essenciais, como moldagem de inserção de bateria EV e inserções de molde de injeção, a JS Precision fornece soluções personalizadas para mais de 20 empresas automotivas globais.
O sistema permite que você lide com questões fundamentais de produção e, ao mesmo tempo, atenda aos requisitos padrão da indústria , que incluem carregamento rápido de alta tensão de 800 V e recursos de distância de condução estendida.
Tomando um cenário semelhante como exemplo, um fabricante líder de automóveis enfrentou um problema durante seu principal projeto de bateria para SUVs, quando problemas de deslocamento das pastilhas fizeram com que 12% dos materiais se tornassem resíduos e suas medições de resistência térmica excederam os limites aprovados em 30%.
O cliente obteve uma redução de 1,5% na taxa de refugo por meio do controle de circuito fechado do sensor de molde e do design da inserção do molde da JS Precision, o que permitiu diminuir a resistência térmica em 40% e economizar mais de US$ 120.000 por ano em custos operacionais que você pode obter selecionando-nos como seu parceiro.
A JS Precision fornece suporte completo para ajudá-lo a atender aos seus requisitos de produção que exigem total conformidade com o padrão de segurança internacional IEC 62133-2:2017 para todas as peças plásticas personalizadas para manter sua segurança e uniformidade.
Nossa empresa desenvolveu um sistema completo de controle de qualidade que vai desde a seleção do material, passando pelo projeto do molde, até a entrega da produção em massa.
Este sistema fornece relatórios de testes completos e dados de verificação de confiabilidade , o que ajuda você a se sentir seguro durante nossa colaboração enquanto cuidamos de todos os aspectos do controle de qualidade.
A escolha de serviços profissionais de moldagem por inserção pode ajudar os clientes a mitigar riscos técnicos e controlar custos de produção. Se você estiver enfrentando desafios como resistência térmica e deslocamento de inserção em componentes de baterias EV, entre em contato com nossos engenheiros para consulta técnica gratuita e avaliação de soluções.
Como a moldagem da inserção da bateria EV pode resolver o problema de resistência térmica da interface entre a placa resfriada por líquido e a célula da bateria?
Muitos clientes têm a mesma pergunta: como a moldagem da inserção da bateria EV realmente resolve o problema da resistência térmica interfacial entre a placa de resfriamento líquido e a célula da bateria?
Primeiro, uma peça separada feita de liga de alumínio ou cobre é usada como inserção de dissipação de calor. Em seguida, é revestido com plástico de alta condutividade térmica (PPS + enchimento termicamente condutivo) por meio de moldagem por inserção.
A pressão no molde durante esta operação é mantida em 50-120MPa para eliminar as lacunas de ar interfaciais, assim a resistência térmica pode ser reduzida em cerca de 40%.
A pressão no molde elimina as lacunas de ar interfaciais
No decorrer da moldagem por injeção, as inserções do molde de injeção são submetidas a uma pressão de retenção de 50-120MPa nesta fase, como resultado da qual o plástico fundido é forçado a preencher as irregularidades da superfície da inserção de metal e a área de contato é aumentada para 95% ou mais, resultando assim em um grande aumento da condutividade térmica.
Em essência, equivale a usar alta pressão para preencher com cimento as pequenas lacunas em uma parede, o que permite que a inserção de plástico e metal seja firmemente ligada, melhorando bastante a condutividade térmica e também evitando problemas de dissipação de calor devido ao contato inadequado.
Substituição de componente único de estrutura de três camadas
As peças plásticas personalizadas, que são projetadas por meio de moldagem, realizam simultaneamente as tarefas de condutividade térmica (2,5 W/mK), isolamento (tensão suportável de 4000 V) e suporte estrutural.
Isso significa que não há necessidade de pasta térmica e filme isolante, o que, por sua vez, leva a custos mais baixos de aquisição e montagem e também minimiza os riscos de envelhecimento.
Para saber como a moldagem de inserção de bateria EV pode reduzir ainda mais a resistência térmica da sua bateria, baixe nosso documento técnico para entender claramente os pontos principais do controle de pressão no molde.
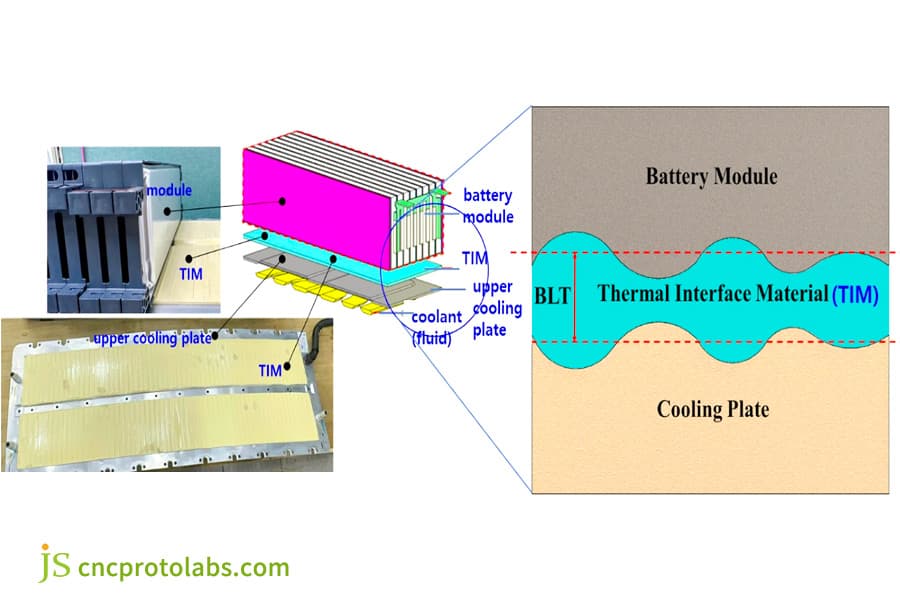
Figura 1: uma imagem composta mostrando um módulo de bateria real ao lado de um diagrama esquemático e uma seção transversal, ilustrando como o Material de Interface Térmica (TIM) é aplicado entre a bateria e a placa de resfriamento por meio de moldagem por inserção para gerenciar o calor.
Como a moldagem por inserção personalizada pode alcançar um equilíbrio entre a dissipação de calor nos dois lados e a distância de fuga dentro do espaço limitado da bateria?
Resolver o problema de resistência térmica da interface é uma coisa, mas outro aspecto crucial para os clientes é equilibrar a dissipação de calor nos dois lados com uma distância de fuga suficiente dentro de um pequeno espaço de bateria. A moldagem por inserção personalizada oferece uma solução ideal para esses desafios.
Por exemplo, barramentos de cobre ou tubos de calor podem ser empregados como inserções em células com espaçamento de 8 mm. Um T de plástico suporta uma inserção de duas funções: um lado conduz calor (2,5 W/m·K) e o outro isola (distância de fuga 4,1 mm).
O plástico, moldado com a ajuda de um molde de canal de água conformado impresso em 3D, forma esse recurso em forma de T.
O conceito de barreira em forma de T desafia a falta de espaço
Moldagem de inserção personalizada para plataformas de alta tensão de 800 V (distância de fluência de 3,2 mm) adota um arranjo de inserção alternativo. A parede plástica é espessada para 2,5 mm na lateral onde é necessária uma barreira isolante. Conseqüentemente, tanto a dissipação de calor quanto o isolamento são alcançados sem aumento de volume.
É como empilhar várias soluções de armazenamento em um espaço limitado, um lado é para dissipação de calor e o outro é para isolamento, e nenhuma delas sofreria qualquer interferência.
Portanto, dentro do espaço limitado da bateria, isso permite que você atenda aos requisitos de segurança de alta tensão e de dissipação de calor simultaneamente.
Moldes impressos em 3D permitem espessuras de parede diferenciadas
O molde para canal de água conformal permite uma regulação precisa do fluxo de plástico, permitindo assim a produção de uma área de parede fina termicamente condutora de 0,8 mm e uma área de parede espessa isolante de 2,5 mm na mesma peça de plástico personalizada simultaneamente, de modo que a flexibilidade do design da peça também é melhorada.
Quais materiais são melhores para inserções de moldes de injeção em módulos de bateria?
A decisão sobre os materiais para insertos do molde de injeção tem impacto direto na longevidade do molde, na precisão do produto e nos custos de produção. Através do uso, identificamos a melhor solução.
No caso de ciclagem térmica de alta frequência (-40°C a 85°C, 3.000 ciclos), as inserções do molde de aço H13 têm uma taxa de alteração dimensional de 0,012%, o que é um desempenho melhor do que os 0,025% do S136.
A incompatibilidade CTE entre as pastilhas de metal (cobre/alumínio) e o plástico PPS deveser limitada a 2,5 ppm/°C, o que está em conformidade com os requisitos de precisão dimensional da ISO 12165:2019.
Comparação da seleção do aço do molde
Entre os materiais de inserção para moldes de injeção, a melhor opção é o aço H13 com tratamento de nitretação superficial (dureza 1100HV). Mesmo após 3.000 ciclos térmicos a alteração dimensional da cavidade é de 0,008 mm.
A comparação de desempenho de diferentes aços é a seguinte:
Tipo de aço do molde
Tratamento de superfície
Alteração dimensional após 3.000 ciclos térmicos (mm)
Dureza (HV)
Cenários aplicáveis
Ciclo de substituição (tempos de molde)
H13
Tratamento de nitretação
≤0,008
1100
Componentes da bateria de carregamento rápido de alta tensão
50.000 (área de alto desgaste)
S136
Tratamento de polimento
≤0,025
950
Componentes comuns de bateria
30.000 (área de alto desgaste)
H11
Tratamento de nitretação
≤0,015
1000
Componentes da bateria de média tensão
40.000 (área de alto desgaste)
Berílio Cobre
Nenhum
≤0,010
850
Posicionamento de inserção de precisão
20.000 (área de alto desgaste)
W7718
Tratamento de nitretação
≤0,012
1050
Moldagem de peças plásticas grandes
60.000 (zona de alto desgaste)
Cálculo de correspondência de CTE
A diferença CTE entre insertos de cobre (CTE=16,8) e PPS reforçado com 30% de fibra de vidro (CTE=14,3) é bastante pequena (apenas 2,5), enquanto a diferença para insertos de alumínio (CTE=23,6) é tão alta quanto 9,3, o que significa que é necessária uma compensação de interferência adicional de 0,2 mm.
Quanto menor for a diferença de CTE, melhor será a precisão do produto.
Essencialmente, isso é como a adequação das roupas ao seu corpo. Quanto menor a diferença de CTE, melhor será o "ajuste" entre o plástico e a pastilha, evitando assim o afrouxamento ou a deformação causados pelas mudanças de temperatura e garantindo a estabilidade da precisão do produto a longo prazo, bem como a redução de produtos defeituosos.
Inserir material
CTE (ppm/°C)
Material Plástico
CTE de plástico (ppm/°C)
Diferença de CTE (ppm/°C)
Compensação de interferência (mm)
Cenários aplicáveis
Condutividade Térmica (W/m·K)
Cobre
16,8
30% fibra de vidro PPS
14.3
2,5
0
Carregamento rápido de última geração
≥2,5
Alumínio
23,6
30% fibra de vidro PPS
14.3
9.3
0,2
Intervalo normal
≥2.2
Cobre
16,8
50% fibra de vidro PPS
11.2
5.6
0,1
Plataforma de alta tensão
≥3,0
Alumínio
23,6
50% fibra de vidro PPS
11.2
12,4
0,3
Solução de baixo custo
≥2.0
Aço inoxidável
10,8
30% fibra de vidro PPS
14.3
3,5
0
Alta confiabilidade
≥1,8
Previsão da vida útil do molde
As inserções de molde que são colocadas perto do portão devem ser substituídas quando o desgaste atingir 0,003 mm após cada 50.000 ciclos de moldagem. As áreas que não sofrem desgaste podem funcionar por 200.000 ciclos, ajudando assim os clientes a programar com precisão os ciclos de manutenção do molde.
Seus serviços de moldagem por inserção conseguem lidar com componentes estruturais de grande escala?
À medida que as baterias EV ficam maiores, a moldagem de peças grandes de plástico também se torna mais desafiadora. Os clientes frequentemente perguntam se os serviços de moldagem por inserção podem atender à demanda de produção em larga escala.
Mudamos de ideia mostrando uma equipe forte e madura de tecnologia e produção que está pronta para lidar com qualquer desafio.
Com um braço robótico automatizado, 8 mangas roscadas + 2 placas de refrigeração líquida são definidas com repetibilidade de 0,05 mm em uma placa de base de bateria de 850 mm de comprimento.
O balanceamento de pressão na injeção de múltiplas cavidades também foi implementado para garantir que o desvio da taxa de contração da peça plástica não seja superior a 0,08%, o que está em conformidade com o requisito de precisão).
Sistema automatizado de pré-posicionamento
Depois que a posição da pastilha é confirmada com medição a laser, o braço robótico de seis eixos pega a pastilha e a coloca no molde. Os serviços de moldagem por inserção podem atingir um ciclo de produção de 90 segundos por peça, equilibrando precisão e eficiência.
Tecnologia de balanceamento de pressão de múltiplas cavidades
Quatro câmaras quentes independentes, combinadas com sensores de pressão, ajustam a pressão de injeção de cada cavidade em tempo real, garantindo que o nivelamento de moldagem de peças plásticas grandes seja controlado dentro de 0,15 mm/m, garantindo a consistência do produto.
Processo de Integração Vertical One Stop
Com entrega única de peças plásticas personalizadas, desde o projeto do molde, processamento de insertos até a produção em massa de moldagem por injeção, a JS Precision ajuda a encurtar os ciclos de projeto e reduzir os custos de comunicação com o cliente.
Figura 2: close-up de uma configuração de moldagem por inserção industrial, apresentando um grande molde metálico com linhas fluidas, posicionado em uma base de máquina dentro de um ambiente de fábrica, capaz de produzir componentes substanciais de bateria.
Como o desgaste e a frequência de substituição das inserções do molde de injeção afetam o custo por peça?
Na produção em massa, o desgaste e a frequência de substituição das pastilhas do molde de injeção determinam diretamente o custo unitário. Nosso método realmente ajuda os clientes a descobrir como manter esse custo sob controle.
As pastilhas de cobre-berílio têm uma perda por atrito de 0,003 mm por ciclo de molde. Quando o desgaste do pino de localização ultrapassa 0,02 mm, a chance da pastilha ficar desalinhada torna-se bastante alta.
Ao adotar um design do tipo inserto, o custo unitário de manutenção do molde cai para cerca de US$ 0,025 por item (assumindo uma produção total de 500.000 moldes).
Limites de desgaste e desalinhamento
O desgaste no diâmetro do pino de localização das pastilhas do molde de injeção atingiu 0,02 mm e, como resultado, o desvio padrão do desalinhamento da posição da pastilha mudou de 0,02 mm para 0,07 mm, e a taxa de refugo subiu para 8%, portanto, as peças desgastadas devem ser substituídas a tempo.
Design de substituição rápida do tipo de inserção
Fazer as peças altamente desgastadas como inserções de molde separadas permite que a substituição seja feita apenas removendo quatro parafusos, reduzindo drasticamente o tempo de substituição de 4 horas para 40 minutos e, ao mesmo tempo, limitando o tempo de inatividade e aumentando a eficiência.
Modelo de cálculo de custo de peça única
Com um volume de produção geral de 500.000 unidades, o custo de substituição de áreas de alto desgaste é de US$ 1.758, de áreas de baixo desgaste de US$ 293 e a perda por tempo de inatividade é de US$ 439,5. O custo de manutenção por molde é de cerca de US$ 0,025.
Deseja calcular com precisão o custo de peça única devido ao desgaste nas inserções de moldes de injeção? Envie sua escala de produção e forneceremos um relatório de cálculo de custos gratuito.
Quais são as tolerâncias críticas para moldagem de peças grandes de plástico em peças de baterias EV?
O controle de tolerância para moldagem de peças plásticas grandes é um fator importante que influencia a precisão da montagem. A partir do nosso trabalho contínuo, identificamos os principais critérios de tolerância e como controlá-los.
A compensação em tempo real da contração é feita através de um sensor de pressão no molde. O nivelamento final da superfície de vedação é de 0,05 mm, enquanto a digitalização 3D com luz azul é empregada para inspeção abrangente antes do envio.
Padrões de controle de empenamento
À medida que o comprimento da moldagem de peças grandes de plástico aumenta em 100 mm, o empenamento permitido também aumenta em 0,06 mm. Portanto, o padrão aceitável para uma peça de 620 mm é 0,37 mm. Na realidade, limitamos o controle a 0,35 mm, o que é ainda melhor que o padrão da indústria.
Tecnologia de compensação dinâmica de contração
Sensores de pressão são instalados em todas as quatro cavidades. Se for encontrada uma variação de pressão de 3%, a respectiva pressão de retenção do bico é ajustada automaticamente em 5MPa, evitando assim encolhimento desigual e possíveis problemas de tolerância.
Métodos de inspeção completos
A primeira e a última parte de um lote são submetidas à digitalização com luz azul 3D (precisão de 0,008 mm). A ferramenta de medição de imagem é usada para mapear as superfícies críticas de montagem. Somente as peças com CPK 1.33 são liberadas, garantindo assim que nenhuma peça defeituosa seja repassada para o próximo processo.
Como evitar o deslocamento de peças grandes e múltiplas inserções de moldagem de plástico através de sensores no molde durante a moldagem única?
O deslocamento da pastilha é um defeito frequente que ocorre ao moldar grandes peças plásticas com múltiplas pastilhas em um único processo. Temos um método muito eficaz para erradicar esse problema desenvolvido usando tecnologia de sensor de molde.
Para a placa de base da bateria composta por 8 mangas roscadas e 2 placas de resfriamento líquido, um pequeno sensor de deslocamento magnetostritivo (com precisão de 0,01 mm) é incorporado em cada inserção para modificar instantaneamente a pressão de retenção do bico. Como resultado, o CPK foi elevado de 0,67 para 1,33.
Inserir modo de falha de deslocamento
Com apenas 0,28 mm, a pressão de injeção pode fazer com que os dois coletores intermediários fiquem desalinhados, o que é mais de três vezes o limite de especificação de 0,10 mm. Isso resulta em uma taxa de itens descartados de 12%, aumentando os custos de produção e causando atrasos na entrega.
Sistema de controle de circuito fechado de sensor
Um sensor de deslocamento é usado com cada inserção do molde, o sensor pode coletar amostras 1000 vezes por segundo. A válvula de agulha da câmara quente de uma inserção é fechada com um atraso de 0,3 segundos depois que um deslocamento de mais 0,05 mm é detectado referindo-se a um canal diferente, e o deslocamento é corrigido ao mesmo tempo.
Dados de melhoria de rendimento
Após a instalação, o CPK da localização da pastilha foi de 1,33 (deslocamento médio de 0,02 mm, desvio padrão de 0,015 mm) e a taxa de refugo foi reduzida para 1,5%. Em uma produção anual de 200.000 peças, isso equivale a uma economia de custos anual de aproximadamente US$ 126.000.
Análise de caso de precisão JS: moldagem de inserção de gerenciamento térmico para pacote de bateria de carregamento ultrarrápido de 800V
Usando um caso de projeto do mundo real como referência, este artigo detalha os problemas de gerenciamento térmico de uma bateria de carregamento ultrarrápido de 800 V que resolvemos e você pode tomá-lo como referência de projeto.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Resultados Finais
The project outcome was a big surprise to all the stakeholders:
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
Perguntas frequentes
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Summary
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.