
EV battery insert molding is a major method for resolving the thermal issues of rapid charging in electric vehicles.
2C 이상으로 전기 자동차를 고속 충전하는 동안 사각형 배터리 셀과 액체 냉각판 사이에 있는 열 그리스 층의 열 저항은 800회 열 주기 후에 300% 증가하며, 핫스팟 온도 차이는 국부적인 영역에 도달하면 15°C를 초과합니다.
This leads directly to the enhancement of cell aging and even the risk of thermal runaway.
The old three layer design of "heat sink + thermal pad + insulating film" is not able to solve the problem of the interface unevenness and long term reliability. Insert molding, due to its integrated and high precision features, has emerged as the main technology for defeating this problem.
핵심 답변 요약
|
Core Problem
|
Solution
|
Key Data
|
|---|---|---|
|
Interface Thermal Resistance
|
EV battery insert molding Direct metal insert covering
|
Thermal resistance ↓40%, in mold pressure 50-120MPa
|
|
High Voltage Creepage
|
Custom insert molding T type/Z type barrier
|
Creepage distance 4.1mm, withstand voltage 4000V
|
|
Insert Displacement
|
Real time feedback pressure holding by in mold sensors
|
Scrap rate reduced from 12% to 1.5%
|
|
Mold Wear
|
Injection mold inserts
|
Replacement time reduced from 4h → 40min
|
Key Takeaways
- Remove interfacial air gaps: Molding with insert method removes air gaps by applying 50-120MPa molding pressure, and the thermal resistance is decreased by 40% as compared to thermal grease solution, this is a major cause of the cooling system enhancement and a significant delay of cell degradation.
- 단일 구성요소: 3개의 레이어 구조를 하나의 맞춤형 플라스틱 부품으로 교체하면 조립 공차와 노후화 위험을 방지하는 동시에 유지 관리 비용이 절감됩니다.
- Cost control: Injection mold inserts are a great tool for costing quantifiable maintenance, parts that experience high wear can be changed after 50,000 mold cycles, thus resulting in accurate budget planning.
- 생산 공정: 금형 공정 제어 센서는 삽입 위치 CPK를 0.67에서 1.33으로 높여 제품 수율을 향상시킵니다.
Precision Battery Components: Insert Molding Solutions From JS Precision
The dedicated expertise of our insert molding specialists enables us to design EV battery thermal management systems which meet the precision manufacturing requirements of our clients. This is the core reason why you should choose JS Precision which specializes in this field.
When you are seeking R&D and mass production support for core products such as EV battery insert molding and injection mold inserts, JS Precision has provided customized solutions for over 20 global car companies.
The system enables you to deal with fundamental production issues while meeting standard industry requirements which include 800V high voltage fast charging and extended driving distance capabilities.
유사한 시나리오를 예로 들면, 특정 자동차 제조업체는 주요 SUV 배터리 팩 프로젝트 중에 인서트 변위 문제로 인해 재료의 12%가 낭비되고 열 저항 측정이 승인된 한도를 30% 초과하는 문제를 경험했습니다.
The customer achieved a 1.5 percent reduction in scrap rate through JS Precision's in mold sensor closed loop control and insert mold insert design which enabled them to decrease thermal resistance by 40 percent while saving more than $120000 every year in operating costs which you can obtain by selecting us as your partner.
JS Precision provides full support to help you meet your production requirements which demand complete compliance with the IEC 62133-2:2017 international safety standard for all custom plastic parts to maintain their safety and uniformity.
Our company developed a complete quality control system which runs from material selection through mold design until mass production delivery.
This system gives you complete testing reports and reliability verification data which helps you feel secure during our collaboration while we handle all aspects of quality control.
<인용문>Choosing professional insert molding services can help customers mitigate technical risks and control production costs. If you are facing challenges such as thermal resistance and insert displacement in EV battery components, contact our engineers for free technical consultation and solution evaluation.
How Can EV Battery Insert Molding Solve The Interface Thermal Resistance Problem Between The Liquid Cooled Plate And The Battery Cell?
Many customers have the same question: how does EV battery insert molding actually address the issue of interfacial thermal resistance between the liquid cooling plate and the battery cell?
First, a separate piece made of aluminum alloy or copper is used as a heat dissipation insert. Then it is coated with plastic having high thermal conductivity (PPS + thermally conductive filler) by means of insert molding.
이 작업 중 금형 내 압력은 50~120MPa로 유지되어 계면 에어 갭을 없애므로 열 저항을 약 40%까지 줄일 수 있습니다.
In mold pressure gets rid of the interfacial air gaps
사출 성형 과정에서 이 단계에서 사출 금형 인서트에 50~120MPa의 유지 압력이 가해지며, 그 결과 용융된 플라스틱이 금속 인서트 표면의 불규칙한 표면을 채우고 접촉 면적이 95% 이상으로 증가하여 열전도도가 크게 향상됩니다.
In essence, it is equivalent to using high pressure to fill the tiny gaps in a wall with cement, which enables the plastic and metal insert to be tightly bonded, thus greatly improving thermal conductivity and also preventing issues with heat dissipation due to inadequate contact.
Single Component Replacement of Three Layer Structure
성형을 통해 설계된 맞춤형 플라스틱 부품은 열 전도성(2.5W/mK), 절연(4000V 내전압) 및 구조적 지지 작업을 동시에 수행합니다.
This means that there is no need for thermal grease and insulating film, which in turn leads to lower procurement and assembly costs and also minimizes the aging risks.
<인용문>EV 배터리 인서트 몰딩이 배터리 팩의 열 저항을 더욱 줄일 수 있는 방법을 알아보려면 기술 백서를 다운로드하여 금형 압력 제어의 핵심 사항을 명확하게 이해하세요.
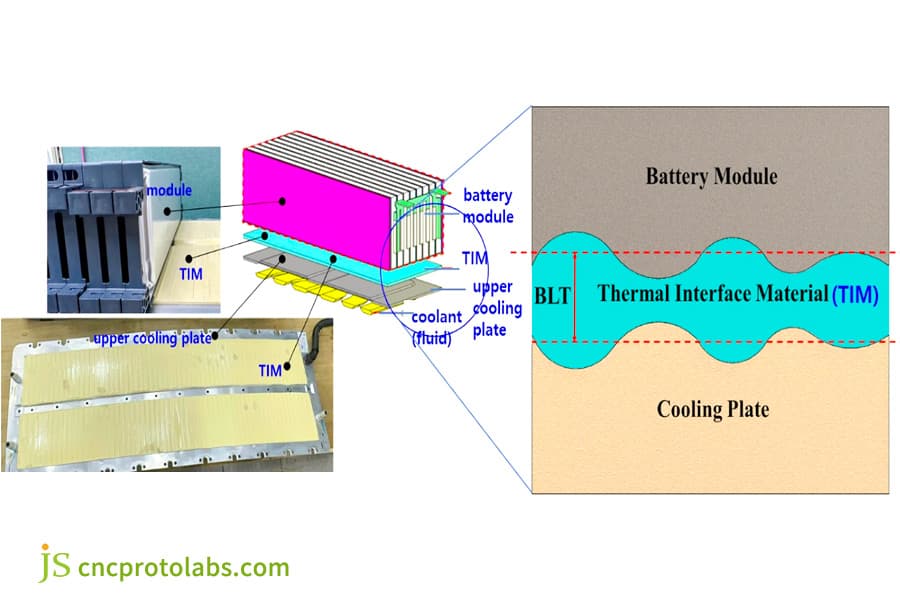
그림 1: 회로도 및 단면과 함께 실제 배터리 모듈을 보여주는 합성 이미지로, 열을 관리하기 위해 인서트 몰딩을 통해 배터리와 냉각판 사이에 감열재(TIM)를 적용하는 방법을 보여줍니다.
맞춤형 인서트 성형이 제한된 배터리 팩 공간 내에서 양면 열 방출과 연면 거리 사이의 균형을 어떻게 달성할 수 있습니까?
인터페이스 열 저항 문제를 해결하는 것도 중요하지만 고객에게 중요한 또 다른 측면은 작은 배터리 팩 공간 내에서 양면 열 방출과 충분한 연면 거리의 균형을 맞추는 것입니다. Custom insert molding provides an ideal solution to these challenges.
For example, copper busbars or heat pipes can be employed as inserts in 8mm cell spacing. A plastic T supports a two function insert: one side conducts heat (2.5 W/m·K), and the other one insulates (creepage distance 4.1mm).
The plastic, shaped with the help of a 3D printed conformal water channel mold, forms this T shaped feature.
The T Shaped Barrier Concept Defies Lack of Space
800V 고전압 플랫폼(크리프 거리 3.2mm)용맞춤형 인서트 몰딩은 대체 인서트 배열을 채택합니다. The plastic wall is thickened to 2.5mm on the side where an insulating barrier is required. Hence, both heat dissipation and insulation are attained without volume increment.
제한된 공간에 다양한 수납 솔루션을 쌓아두는 것과 마찬가지로 한쪽은 방열용, 다른 한쪽은 단열용으로 어느 한쪽이 간섭을 받지 않습니다.
따라서 제한된 배터리 팩 공간 내에서 고전압 안전과 열 방출 요구 사항을 동시에 충족할 수 있습니다.
3D Printed Molds Enable Differentiated Wall Thicknesses
등각 수로용 금형을 사용하면 플라스틱 흐름을 정확하게 조절할 수 있으므로 동일한 맞춤형 플라스틱 부품에 0.8mm의 열 전도성 얇은 벽 영역과 2.5mm의 단열 두꺼운 벽 영역을 동시에 생산할 수 있으므로 부품 설계 유연성도 향상됩니다.
Which Materials Are Best For Injection Mold Inserts In Battery Modules?
사출 금형 인서트의 재료 결정은 금형 수명, 제품 정밀도 및 생산 비용에 직접적인 영향을 미칩니다. Through usage we have pinpointed the best choice solution.
고주파 열 순환(-40°C~85°C, 3000주기)의 경우 H13 강철 금형 인서트의 치수 변화율은 0.012%로 S136의 0.025%보다 우수한 성능입니다.
금속 인서트(구리/알루미늄)와 PPS 플라스틱 사이의 CTE 불일치는 2.5ppm/°C로 제한되어야 하며 이는 ISO 12165:2019의 치수 정확도 요구 사항을 준수합니다.
금형강 선택 비교
Among injection mold insert materials, the best option is H13 steel with surface nitriding treatment (hardness 1100HV). Even after 3000 thermal cycles the cavity dimensional change is 0.008mm.
The performance comparison of different steels is as follows:
|
Mold Steel Type
|
Surface Treatment
|
Dimensional Change after 3000 Thermal Cycles (mm)
|
Hardness (HV)
|
Applicable Scenarios
|
Replacement Cycle (Mold Times)
|
|---|---|---|---|---|---|
|
H13
|
Nitriding Treatment
|
≤0.008
|
1100
|
High voltage fast charging battery components
|
50,000 (high wear area)
|
|
S136
|
Polishing Treatment
|
≤0.025
|
950
|
Ordinary battery components
|
30,000 (high wear area)
|
|
H11
|
Nitriding Treatment
|
≤0.015
|
1000
|
Medium voltage battery components
|
40,000 (high wear area)
|
|
Beryllium Copper
|
None
|
≤0.010
|
850
|
Precision insert positioning
|
20,000 (high wear area)
|
|
W7718
|
Nitriding Treatment
|
≤0.012
|
1050
|
Large Plastic Part Molding
|
60,000 (High Wear Zone)
|
CTE Matching Calculation
구리 인서트(CTE=16.8)와 30% 유리 섬유 강화 PPS(CTE=14.3)의 CTE 차이는 매우 작은 반면(단 2.5), 알루미늄 인서트(CTE=23.6)의 차이는 9.3으로 높으며, 이는 추가로 0.2mm의 간섭 보상이 필요함을 의미합니다.
The smaller the CTE difference, the better the product accuracy.
Essentially, this is like the suitability of the clothes on your body. CTE 차이가 작을수록 플라스틱과 인서트 사이의 '맞춤'이 더 좋아지며 온도 변화로 인한 헐거움이나 변형을 방지하고 장기적으로 제품 정밀도 안정성을 보장하며 불량 제품이 감소합니다.
|
Insert Material
|
CTE (ppm/°C)
|
플라스틱 소재
|
Plastic CTE (ppm/°C)
|
CTE Difference (ppm/°C)
|
Interference Compensation (mm)
|
Applicable Scenarios
|
Thermal Conductivity (W/m·K)
|
|---|---|---|---|---|---|---|---|
|
Copper
|
16.8
|
30% Glass Fiber PPS
|
14.3
|
2.5
|
0
|
High end Fast Charging
|
≥2.5
|
|
Aluminum
|
23.6
|
30% Glass Fiber PPS
|
14.3
|
9.3
|
0.2
|
Normal Range
|
≥2.2
|
|
Copper
|
16.8
|
50% 유리 섬유 PPS
|
11.2
|
5.6
|
0.1
|
고전압 플랫폼
|
≥3.0
|
|
알루미늄
|
23.6
|
50% 유리 섬유 PPS
|
11.2
|
12.4
|
0.3
|
저비용 솔루션
|
≥2.0
|
|
Stainless Steel
|
10.8
|
30% Glass Fiber PPS
|
14.3
|
3.5
|
0
|
High Reliability
|
≥1.8
|
금형 마모 수명 예측
게이트 근처에 배치된 금형 인서트는 성형 주기 50,000회마다 마모가 0.003mm에 도달되면 교체해야 합니다. Areas that do not wear can function for 200,000 cycles, thus assisting customers to precisely schedule their mold maintenance cycles.
Can Your Insert Molding Services Handle Large-Scale Structural Components?
As the EV battery packs get bigger, the plastic molding large parts also becomes more challenging. Clients frequently ask if the insert molding services can support the demand of large scale production.
우리는 어떤 도전에도 대처할 준비가 되어 있는 강력하고 성숙한 기술 및 생산 팀을 보여줌으로써 고객의 마음을 바꿉니다.
자동 로봇 팔을 사용하면 나사형 슬리브 8개와 액체 냉각판 2개가 길이 850mm의 배터리 베이스 플레이트에 0.05mm의 반복도로 설정됩니다.
다중 캐비티 사출의 압력 균형도 구현되어 플라스틱 부품의 수축률 편차가 0.08% 이하가 되도록 보장하며 이는 정확도 요구 사항을 준수합니다.
자동 사전 위치 확인 시스템
After the position of the insert is confirmed with laser measuring, the six axis robotic arm picks up the insert and places it into the mold. Insert molding services can achieve a production cycle of 90 seconds per piece, balancing accuracy and efficiency.
Multi Cavity Pressure Balancing Technology
압력 센서와 결합된 4개의 독립적인 핫 러너는 각 캐비티의 사출 압력을 실시간으로 조정하여 플라스틱 성형 대형 부품의 평탄도를 0.15mm/m 이내로 제어하여 제품 일관성을 보장합니다.
원스톱 수직통합 프로세스
금형 설계, 인서트 가공, 사출 성형 대량 생산에 이르기까지 맞춤형 플라스틱 부품을 원스톱으로 제공하는 JS Precision은 프로젝트 주기를 단축하고 고객 커뮤니케이션 비용을 줄이는 데 도움을 줍니다.

그림 2: 공장 환경 내의 기계 베드에 배치되어 상당한 배터리 구성 요소를 생산할 수 있는 유체 라인이 있는 대형 금속 금형을 특징으로 하는 산업용 인서트 몰딩 설정의 클로즈업입니다.
How Does The Wear And Replacement Frequency Of Injection Mold Insertions Affect The Cost Per Piece?
In mass production, the wear and replacement frequency of injection mold inserts directly dictate the unit cost. Our method really helps customers figure out how to keep this cost under control.
Beryllium copper inserts have a friction loss of 0.003mm per mold cycle. When the wear of the locating pin goes beyond 0.02mm, the chance of the insert being out of alignment becomes quite high.
인서트형 설계를 채택함으로써 금형 유지 관리 단가가 품목당 약 $0.025로 낮아집니다(총 금형 생산량 500,000개 가정).
마모 및 정렬 불량 임계값
The wear on the diameter of the injection mold inserts locating pin has reached 0.02mm, and as a result, the standard deviation of insert position misalignment has changed from 0.02mm to 0.07mm, and the scrap rate has gone up to 8%, hence worn parts should be replaced in time.
인서트형 빠른 교체 디자인
Making the highly worn parts as separate mold inserts allows replacement to be done by just removing four bolts, thereby drastically cutting down the replacement time from 4 hours to 40 minutes, and at the same time limiting downtime and increasing efficiency.
단품 비용 계산 모델
With an overall production volume of 500,000 units, the replacement cost of high wear areas is $1758, low wear areas $293, and downtime loss $439.5. 금형당 유지관리 비용은 약 $0.025입니다.
<인용문>Want to accurately calculate the single piece cost due to wear on injection mold inserts? Submit your production scale, and we will provide you with a free cost calculation report.
What Are Critical Tolerances For Plastic Molding Large Parts In EV Battery Parts?
Tolerance control for plastic molding large parts is a major factor influencing assembly accuracy. From our ongoing work, we've identified the major tolerance criteria and how to control them.
Real time compensation of shrinkage is done via an in mold pressure sensor. 씰링 표면의 최종 평탄도는 0.05mm이며, 배송 전 종합 검사를 위해 3D 블루라이트 스캐닝을 사용합니다.
Warpage 제어 표준
As the length of plastic molding large parts increases by 100mm, the allowed warpage also increases by 0.06mm. So, the standard for a 620mm part that is acceptable is 0.37mm. In reality, we limit the control to 0.35mm, which is even better than the industry standard.
Dynamic Shrinkage Compensation Technology
Pressure sensors are installed in all four cavities. 3%의 압력 변동이 발견되면 각 노즐 유지 압력이 5MPa씩 자동으로 조정되므로 고르지 않은 수축과 공차 문제가 방지됩니다.
전체 검사 방법
The very first and last parts of a batch are subjected to 3D blue light scanning (0.008mm accuracy). Image measuring tool is used to map the critical mounting surfaces. Only the parts with a CPK 1.33 are released, thereby ensuring no defective parts are passed on to the next process.
How To Prevent Displacement Of Plastic Molding Large Parts And Multiple Inserts Through In Mold Sensors During One-Time Molding?
Insert displacement is a frequent defect occurring when molding large plastic parts with multiple inserts in a single process. We have a very effective method to eradicate this problem developed using in mold sensor technology.
나사형 슬리브 8개와 액체 냉각판 2개로 구성된 배터리 베이스 플레이트의 경우 작은 자기변형 변위 센서(정확도 0.01mm)가 각 인서트에 내장되어 노즐 유지 압력을 즉시 수정합니다. As a result, the CPK was elevated from 0.67 to 1.33.
삽입 실패 모드
At just 0.28mm the injection pressure can cause the two middle manifolds to be misaligned, which is more than three times the 0.10mm specification limit. This results in 12% scrap item rate, hence increasing production costs and causing delivery delays.
센서 폐쇄 루프 제어 시스템
A displacement sensor is used with each mold insert, the sensor can sample 1000 times per second. Hot runner needle valve of the one insert is closed with a 0.3 second delay after an offset of more 0.05mm is detected by referring to a different channel, and the offset is corrected in the same time.
Yield Improvement Data
Following the installation, the insert location CPK was 1.33 (mean offset 0.02mm, standard deviation 0.015mm), and the scrap rate was reduced to 1.5%. On an annual production of 200,000 pieces basis, this equals annual cost savings of approximately US$126,000.
JS Precision Case Analysis: Thermal Management Insert Molding for 800V Ultra-Fast Charging Battery Pack
Using a project case from the real world as a reference, this article details the thermal management issues of an 800V ultra fast charging battery pack that we have resolved, and you can take it as a project reference.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
- The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
- The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
- Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
최종 결과
The project outcome was a big surprise to all the stakeholders:
- Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
- Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
- Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.

Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQ
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Summary
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

