
Einsatzformen von Elektrofahrzeugbatterien ist eine wichtige Methode zur Lösung der thermischen Probleme beim Schnellladen in Elektrofahrzeugen.
Beim Schnellladen von Elektrofahrzeugen über 2 °C hinaus steigt der Wärmewiderstand der Wärmeleitschicht zwischen der quadratischen Batteriezelle und der Flüssigkeitskühlplatte nach 800 Wärmezyklen um 300 % an, wobei der Hotspot-Temperaturunterschied örtlich über 15 °C liegt.
Dies führt direkt zu einer Beschleunigung der Zellalterung und sogar zum Risiko eines thermischen Durchgehens.
Das alte dreischichtige Design aus „Kühlkörper + Wärmeleitpad + Isolierfolie“ ist nicht in der Lage, das Problem der Unebenheiten der Schnittstelle und der langfristigen Zuverlässigkeit zu lösen. Das Umspritzen von Einsätzen hat sich aufgrund seiner integrierten und hochpräzisen Eigenschaften als wichtigste Technologie zur Lösung dieses Problems herausgestellt.
Zusammenfassung der Kernantwort
|
Kernproblem
|
Lösung
|
Schlüsseldaten
|
|---|---|---|
|
Wärmewiderstand der Schnittstelle
|
EV-Batterieeinsatzformung Direkte Metalleinsatzabdeckung
|
Wärmewiderstand ↓40 %, im Formdruck 50–120 MPa
|
|
Hochspannungskriechstrom
|
Benutzerdefinierte T-Typ/Z-Typ-Barriere mit Einsatzformung
|
Kriechstrecke 4,1 mm, Spannungsfestigkeit 4000 V
|
|
Verschiebung einfügen
|
Echtzeit-Feedback-Druckhaltung durch Sensoren in der Form
|
Ausschussrate von 12 % auf 1,5 % reduziert
|
|
Schimmelverschleiß
|
Spritzgussformeinsätze
|
Austauschzeit reduziert von 4h → 40min
|
Wichtige Erkenntnisse
- Entfernen Sie Luftspalte an der Grenzfläche: Beim Formen mit der Einlegemethode werden Luftspalte durch Anwendung eines Formdrucks von 50–120 MPa entfernt, und der Wärmewiderstand wird im Vergleich zur Wärmeleitpastenlösung um 40 % verringert. Dies ist eine Hauptursache für die Verbesserung des Kühlsystems und eine erhebliche Verzögerung der Zellverschlechterung.
- Einheitliche Komponente: Der Ersatz der dreischichtigen Struktur durch ein kundenspezifisches Kunststoffteil vermeidet Montagetoleranzen und Alterungsrisiken und reduziert gleichzeitig die Wartungskosten.
- Kostenkontrolle: Spritzgussformeinsätze sind ein hervorragendes Werkzeug zur Kostenberechnung quantifizierbarer Wartungsarbeiten. Teile, die einem hohen Verschleiß unterliegen, können nach 50.000 Formzyklen ausgetauscht werden, was zu einer genauen Budgetplanung führt.
- Produktiver Prozess: In der Form befindliche Prozesskontrollsensoren erhöhen den CPK der Einsatzposition von 0,67 auf 1,33 und verbessern so die Produktausbeute.
Präzisionsbatteriekomponenten: Einlegeformlösungen von JS Precision
Das engagierte Fachwissen unserer Insert Moulding-Spezialisten ermöglicht es uns, Wärmemanagementsysteme für Elektrofahrzeugbatterien zu entwickeln, die den Präzisionsfertigungsanforderungen unserer Kunden entsprechen. Dies ist der Hauptgrund, warum Sie sich für JS Precision entscheiden sollten, das sich auf diesen Bereich spezialisiert hat.
Wenn Sie F&E- und Massenproduktionsunterstützung für Kernprodukte wie EV-Batterieeinsatz und Spritzgusseinsätze suchen, hat JS Precision maßgeschneiderte Lösungen für über 20 globale Automobilunternehmen bereitgestellt.
Das System ermöglicht es Ihnen, grundlegende Produktionsprobleme zu lösen und gleichzeitig Standardanforderungen der Branche zu erfüllen, zu denen 800-V-Hochspannungs-Schnellladung und die Möglichkeit einer längeren Fahrstrecke gehören.
Nehmen wir ein ähnliches Szenario als Beispiel: Ein bestimmter führender Automobilhersteller hatte während seines Hauptprojekts für SUV-Batteriepacks ein Problem, bei dem Probleme mit der Verschiebung der Einsätze dazu führten, dass 12 Prozent der Materialien zu Abfall wurden und ihre Wärmewiderstandsmessungen die genehmigten Grenzwerte um 30 Prozent überstiegen.
Der Kunde erreichte eine Reduzierung der Ausschussrate um 1,5 Prozent durch die In-Mold-Sensor-Regelung mit geschlossenem Regelkreis und das Design des Einsatzformeinsatzes von JS Precision, was es ihm ermöglichte, den Wärmewiderstand um 40 Prozent zu verringern und gleichzeitig jedes Jahr mehr als 120.000 US-Dollar an Betriebskosten einzusparen, was Sie erreichen können, wenn Sie uns als Ihren Partner auswählen.
JS Precision bietet umfassende Unterstützung bei der Erfüllung Ihrer Produktionsanforderungen, die eine vollständige Einhaltung der internationalen Sicherheitsnorm IEC 62133-2:2017 für alle kundenspezifischen Kunststoffteile erfordern, um deren Sicherheit und Einheitlichkeit zu gewährleisten.
Unser Unternehmen hat ein komplettes Qualitätskontrollsystem entwickelt, das von der Materialauswahl über den Formenbau bis zur Auslieferung der Massenproduktion reicht.
Mit diesem System erhalten Sie vollständige Testberichte und Zuverlässigkeitsüberprüfungsdaten, sodass Sie sich während unserer Zusammenarbeit sicher fühlen können, während wir uns um alle Aspekte der Qualitätskontrolle kümmern.
Die Wahl professioneller Insert-Molding-Dienstleistungen kann Kunden dabei helfen, technische Risiken zu mindern und die Produktionskosten zu kontrollieren. Wenn Sie vor Herausforderungen wie Wärmewiderstand und Einfügungsverschiebung in Batteriekomponenten für Elektrofahrzeuge stehen, wenden Sie sich für eine kostenlose technische Beratung und Lösungsbewertung an unsere Ingenieure.
Wie kann das Einsatzformen von EV-Batterien das Problem des thermischen Grenzflächenwiderstands zwischen der flüssigkeitsgekühlten Platte und der Batteriezelle lösen?
Viele Kunden haben die gleiche Frage: Wie löst das Umspritzen von Elektrofahrzeugbatterien tatsächlich das Problem des thermischen Grenzflächenwiderstands zwischen der Flüssigkeitskühlplatte und der Batteriezelle?
Zuerst wird ein separates Stück aus einer Aluminiumlegierung oder Kupfer als Wärmeableitungseinsatz verwendet. Anschließend wird es mittels Umspritzen mit Kunststoff mit hoher Wärmeleitfähigkeit (PPS + Wärmeleitfüllstoff) ummantelt.
Der Druck in der Form wird während dieses Vorgangs bei 50–120 MPa gehalten, um Luftspalte an den Grenzflächen zu beseitigen, wodurch der Wärmewiderstand um etwa 40 % reduziert werden kann.
Der Druck im Werkzeug beseitigt die Luftspalte an der Grenzfläche
Im Verlauf des Spritzgießens werden die Spritzgussformeinsätze in diesem Stadium einem Haltedruck von 50–120 MPa ausgesetzt, wodurch der geschmolzene Kunststoff gezwungen wird, die Oberflächenunregelmäßigkeiten der Metalleinsatzoberfläche auszufüllen und die Kontaktfläche auf 95 % oder mehr vergrößert wird, was zu einer erheblichen Verbesserung der Wärmeleitfähigkeit führt.
Im Wesentlichen entspricht es dem Einsatz von hohem Druck, um die winzigen Lücken in einer Wand mit Zement zu füllen, wodurch der Kunststoff- und Metalleinsatz fest miteinander verbunden werden kann, wodurch die Wärmeleitfähigkeit erheblich verbessert wird und außerdem Probleme bei der Wärmeableitung aufgrund unzureichenden Kontakts vermieden werden.
Einzelkomponenten-Ersatz der dreischichtigen Struktur
Die kundenspezifische Kunststoffteile, die durch Formen entworfen werden, erfüllen gleichzeitig die Aufgaben der Wärmeleitfähigkeit (2,5 W/mK), der Isolierung (4000 V Spannungsfestigkeit) und der strukturellen Unterstützung.
Dadurch entfallen Wärmeleitpaste und Isolierfolie, was wiederum zu geringeren Anschaffungs- und Montagekosten führt und zudem die Alterungsrisiken minimiert.
Um zu erfahren, wie das Umspritzen von EV-Batterien den thermischen Widerstand Ihres Batteriesatzes weiter reduzieren kann, laden Sie unser technisches Whitepaper herunter, um die Kernpunkte der In-Mold-Druckkontrolle klar zu verstehen.
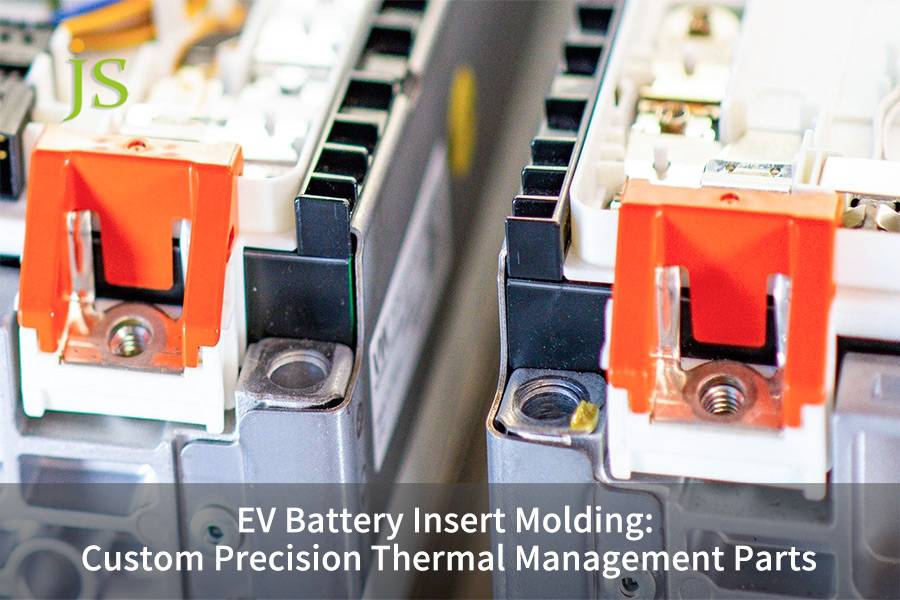
Abbildung 1: Ein zusammengesetztes Bild, das ein echtes Batteriemodul neben einem schematischen Diagramm und einem Querschnitt zeigt und veranschaulicht, wie Thermal Interface Material (TIM) zwischen der Batterie und der Kühlplatte mittels Umspritzen aufgebracht wird, um die Wärme zu verwalten.
Wie kann durch kundenspezifisches Einlegeformen ein Gleichgewicht zwischen doppelseitiger Wärmeableitung und Kriechstrecke bei begrenztem Batteriepackraum erreicht werden?
Die Lösung des Problems des thermischen Widerstands der Schnittstelle ist eine Sache, aber ein weiterer entscheidender Aspekt für Kunden ist das Ausbalancieren der doppelseitigen Wärmeableitung mit einer ausreichenden Kriechstrecke innerhalb eines kleinen Batteriepackraums. Maßgeschneidertes Insert-Molding bietet eine ideale Lösung für diese Herausforderungen.
Als Einlagen können beispielsweise Kupfer-Busbars oder Heatpipes im 8mm Zellabstand eingesetzt werden. Ein Kunststoff-T trägt einen Einsatz mit zwei Funktionen: Eine Seite leitet Wärme (2,5 W/m·K) und die andere isoliert (Kriechstrecke 4,1 mm).
Der Kunststoff, der mit Hilfe einer 3D-gedruckten konformen Wasserkanalform geformt wurde, bildet dieses T-förmige Merkmal.
Das T-förmige Barrierenkonzept trotzt Platzmangel
Kundenspezifisches Einsatzformteil für 800-V-Hochspannungsplattformen (Kriechstrecke 3,2 mm) verwendet eine alternative Einsatzanordnung. Die Kunststoffwand ist auf der Seite, auf der eine isolierende Barriere erforderlich ist, auf 2,5 mm verdickt. Daher werden sowohl Wärmeableitung als auch Isolierung ohne Volumenzunahme erreicht.
Es ist, als würde man verschiedene Speicherlösungen auf engstem Raum stapeln, eine Seite dient der Wärmeableitung und die andere der Isolierung, und keine davon würde irgendwelchen Störungen ausgesetzt sein.
Auf diese Weise können Sie innerhalb des begrenzten Platzes des Batteriepacks gleichzeitig Hochspannungssicherheits- und Wärmeableitungsanforderungen erfüllen.
3D-gedruckte Formen ermöglichen differenzierte Wandstärken
Die Form für den konformen Wasserkanal ermöglicht eine genaue Regulierung des Kunststoffflusses und ermöglicht so die gleichzeitige Herstellung eines wärmeleitenden, dünnwandigen Bereichs von 0,8 mm und eines isolierenden, dickwandigen Bereichs von 2,5 mm auf demselben kundenspezifischen Kunststoffteil , sodass auch die Flexibilität beim Teiledesign verbessert wird.
Welche Materialien eignen sich am besten für Spritzgusseinsätze in Batteriemodulen?
Die Entscheidung hinsichtlich der Materialien für Spritzgussformeinsätze hat direkte Auswirkungen auf die Langlebigkeit der Form, die Produktpräzision und die Produktionskosten. Durch die Nutzung haben wir die beste Lösung ermittelt.
Bei hochfrequenten thermischen Zyklen (-40 °C bis 85 °C, 3000 Zyklen) weisen H13-Stahlformeinsätze eine Dimensionsänderungsrate von 0,012 % auf, was eine bessere Leistung als die 0,025 % von S136 darstellt.
Die CTE-Diskrepanz zwischen Metalleinsätzen (Kupfer/Aluminium) und PPS-Kunststoff muss auf 2,5 ppm/°C begrenzt werden, was den Maßgenauigkeitsanforderungen von ISO 12165:2019 entspricht.
Vergleich der Werkzeugstahlauswahl
Unter den Materialien für Spritzgusseinsätze ist H13-Stahl mit Oberflächennitrierbehandlung (Härte 1100HV) die beste Option. Selbst nach 3000 thermischen Zyklen beträgt die Dimensionsänderung des Hohlraums 0,008 mm.
Der Leistungsvergleich verschiedener Stähle sieht wie folgt aus:
|
Formstahltyp
|
Oberflächenbehandlung
|
Dimensionsänderung nach 3000 thermischen Zyklen (mm)
|
Härte (HV)
|
Anwendbare Szenarien
|
Austauschzyklus (Formzeiten)
|
|---|---|---|---|---|---|
|
H13
|
Nitrierbehandlung
|
≤0,008
|
1100
|
Hochspannungs-Schnellladebatteriekomponenten
|
50.000 (Bereich mit hohem Verschleiß)
|
|
S136
|
Polierbehandlung
|
≤0,025
|
950
|
Normale Batteriekomponenten
|
30.000 (Bereich mit hohem Verschleiß)
|
|
H11
|
Nitrierbehandlung
|
≤0,015
|
1000
|
Mittelspannungsbatteriekomponenten
|
40.000 (Bereich mit hohem Verschleiß)
|
|
Berylliumkupfer
|
Keine
|
≤0,010
|
850
|
Präzise Einfügungspositionierung
|
20.000 (Bereich mit hohem Verschleiß)
|
|
W7718
|
Nitrierbehandlung
|
≤0,012
|
1050
|
Formen großer Kunststoffteile
|
60.000 (Hohe Verschleißzone)
|
CTE-Matching-Berechnung
Der WAK-Unterschied zwischen Kupfereinsätzen (WAK=16,8) und 30 % glasfaserverstärktem PPS (WAK=14,3) ist recht gering (nur 2,5), wohingegen der Unterschied bei Aluminiumeinsätzen (WAK=23,6) bis zu 9,3 beträgt, was bedeutet, dass eine Interferenzkompensation von zusätzlichen 0,2 mm erforderlich ist.
Je kleiner der CTE-Unterschied ist, desto besser ist die Produktgenauigkeit.
Im Wesentlichen geht es dabei um die Eignung der Kleidung für Ihren Körper. Je kleiner der CTE-Unterschied ist, desto besser ist die „Passung“ zwischen Kunststoff und Einsatz. Dadurch wird eine durch Temperaturschwankungen verursachte Lockerung oder Verformung verhindert, eine langfristige Stabilität der Produktpräzision gewährleistet und die Anzahl fehlerhafter Produkte verringert.
|
Material einfügen
|
CTE (ppm/°C)
|
Kunststoffmaterial
|
Kunststoff-CTE (ppm/°C)
|
CTE-Differenz (ppm/°C)
|
Interferenzkompensation (mm)
|
Anwendbare Szenarien
|
Wärmeleitfähigkeit (W/m·K)
|
|---|---|---|---|---|---|---|---|
|
Kupfer
|
16.8
|
30 % Glasfaser-PPS
|
14.3
|
2.5
|
0
|
High-End-Schnellladen
|
≥2.5
|
|
Aluminium
|
23,6
|
30 % Glasfaser-PPS
|
14.3
|
9.3
|
0.2
|
Normaler Bereich
|
≥2.2
|
|
Kupfer
|
16.8
|
50 % Glasfaser-PPS
|
11.2
|
5.6
|
0,1
|
Hochspannungsplattform
|
≥3.0
|
|
Aluminium
|
23,6
|
50 % Glasfaser-PPS
|
11.2
|
12.4
|
0,3
|
Kostengünstige Lösung
|
≥2.0
|
|
Edelstahl
|
10.8
|
30 % Glasfaser-PPS
|
14.3
|
3.5
|
0
|
Hohe Zuverlässigkeit
|
≥1.8
|
Prognose der Lebensdauer von Schimmelpilzen
Die Formeinsätze, die in der Nähe des Angusses platziert sind, müssen ersetzt werden, wenn der Verschleiß alle 50.000 Formzyklen 0,003 mm erreicht. Bereiche, die nicht verschleißen, können 200.000 Zyklen lang funktionieren und helfen so den Kunden, ihre Werkzeugwartungszyklen präzise zu planen.
Können Ihre Insert-Molding-Dienste großformatige Strukturbauteile verarbeiten?
Je größer die Batteriepakete von Elektrofahrzeugen werden, desto anspruchsvoller wird auch das Kunststoffformen großer Teile. Kunden fragen häufig, ob die Insert-Molding-Dienstleistungen den Anforderungen einer Großserienfertigung gerecht werden können.
Wir ändern ihre Meinung, indem wir ein starkes, ausgereiftes Technologie- und Produktionsteam zeigen, das bereit ist, jede Herausforderung zu meistern.
Mit einem automatisierten Roboterarm werden 8 Gewindehülsen + 2 Flüssigkeitskühlplatten mit einer Wiederholgenauigkeit von 0,05 mm auf eine Batteriegrundplatte von 850 mm Länge gesetzt.
Der Druckausgleich beim Mehrkavitäten-Spritzgießen wurde ebenfalls implementiert, um sicherzustellen, dass die Abweichung der Schrumpfungsrate des Kunststoffteils nicht mehr als 0,08 % beträgt, was den Genauigkeitsanforderungen entspricht.
Automatisiertes Vorpositionierungssystem
Nachdem die Position des Einsatzes durch Lasermessung bestätigt wurde, nimmt der sechsachsige Roboterarm den Einsatz auf und platziert ihn in der Form. Mit Insert-Molding-Diensten kann ein Produktionszyklus von 90 Sekunden pro Stück erreicht werden, was Genauigkeit und Effizienz in Einklang bringt.
Multi-Cavity-Druckausgleichstechnologie
Vier unabhängige Heißkanäle passen in Kombination mit Drucksensoren den Einspritzdruck jeder Kavität in Echtzeit an und stellen so sicher, dass die Ebenheit großer Kunststoffformteile innerhalb von 0,15 mm/m kontrolliert wird, was die Produktkonsistenz gewährleistet.
Vertikaler Integrationsprozess aus einer Hand
Mit der Komplettlieferung kundenspezifischer Kunststoffteile vom Formenbau über die Einlegeverarbeitung bis hin zur Spritzguss-Massenproduktion trägt JS Precision dazu bei, Projektzyklen zu verkürzen und die Kosten für die Kundenkommunikation zu senken.

Abbildung 2: Eine Nahaufnahme einer industriellen Einlegeformanlage mit einer großen Metallform mit Flüssigkeitsleitungen, die auf einem Maschinenbett in einer Fabrikumgebung positioniert ist und in der Lage ist, umfangreiche Batteriekomponenten herzustellen.
Wie wirken sich Verschleiß und Austauschhäufigkeit von Spritzgussformeinsätzen auf die Stückkosten aus?
In der Massenproduktion bestimmen der Verschleiß und die Häufigkeit des Austauschs von Spritzgussformeinsätzen direkt die Stückkosten. Unsere Methode hilft Kunden wirklich dabei, herauszufinden, wie sie diese Kosten unter Kontrolle halten können
Einsätze aus Berylliumkupfer haben einen Reibungsverlust von 0,003 mm pro Formzyklus. Wenn der Verschleiß des Fixierstifts mehr als 0,02 mm beträgt, ist die Wahrscheinlichkeit, dass der Einsatz nicht richtig ausgerichtet ist, sehr hoch.
Durch die Einführung eines Einsatzdesigns sinken die Stückkosten für die Werkzeugwartung auf etwa 0,025 US-Dollar pro Artikel (unter der Annahme einer Gesamtproduktion von 500.000 Formen).
Grenzwerte für Verschleiß und Fehlausrichtung
Der Verschleiß am Durchmesser des Positionierungsstifts der Spritzgussformeinsätze hat 0,02 mm erreicht, und infolgedessen hat sich die Standardabweichung der Fehlausrichtung der Einsatzposition von 0,02 mm auf 0,07 mm geändert und die Ausschussrate ist auf 8 % gestiegen, daher sollten verschlissene Teile rechtzeitig ersetzt werden.
Schnellaustausch-Design mit Einsätzen
Durch die Herstellung der stark verschlissenen Teile als separate Formeinsätze kann der Austausch durch einfaches Entfernen von vier Schrauben erfolgen, wodurch die Austauschzeit drastisch von 4 Stunden auf 40 Minuten verkürzt und gleichzeitig die Ausfallzeiten begrenzt und die Effizienz gesteigert werden.
Einzelstückkostenberechnungsmodell
Bei einem Gesamtproduktionsvolumen von 500.000 Einheiten betragen die Austauschkosten für Bereiche mit hohem Verschleiß 1.758 US-Dollar, für Bereiche mit geringem Verschleiß 293 US-Dollar und der Ausfallzeitverlust 439,5 US-Dollar. Die Wartungskosten pro Form betragen etwa 0,025 $.
Möchten Sie die Einzelstückkosten aufgrund von Verschleiß an Spritzgussformeinsätzen genau berechnen? Reichen Sie Ihren Produktionsumfang ein und wir stellen Ihnen einen kostenlosen Kostenkalkulationsbericht zur Verfügung.
Was sind kritische Toleranzen für das Kunststoffformen großer Teile in EV-Batterieteilen?
Die Toleranzkontrolle für große Kunststoffformteile ist ein wichtiger Faktor, der die Montagegenauigkeit beeinflusst. Im Rahmen unserer laufenden Arbeit haben wir die wichtigsten Toleranzkriterien identifiziert und erfahren, wie wir sie kontrollieren können.
Die Schrumpfungskompensation erfolgt in Echtzeit über einen Drucksensor im Werkzeug. Die endgültige Ebenheit der Siegelfläche beträgt 0,05 mm, während 3D-Blaulichtscannen für eine umfassende Inspektion vor dem Versand eingesetzt wird.
Standards zur Verzugskontrolle
Wenn die Länge großer Kunststoffformteile um 100 mm zunimmt, erhöht sich auch der zulässige Verzug um 0,06 mm. Der Standard für ein akzeptables 620-mm-Teil liegt also bei 0,37 mm. In Wirklichkeit begrenzen wir die Kontrolle auf 0,35 mm, was sogar besser ist als der Industriestandard.
Dynamische Schrumpfungskompensationstechnologie
In allen vier Hohlräumen sind Drucksensoren installiert. Wenn eine Druckschwankung von 3 % festgestellt wird, wird der entsprechende Düsenhaltedruck automatisch um 5 MPa angepasst, wodurch ungleichmäßiges Schrumpfen und mögliche Toleranzprobleme vermieden werden.
Vollständige Inspektionsmethoden
Das allererste und letzte Teil einer Charge werden einem 3D-Blaulichtscan (0,008 mm Genauigkeit) unterzogen. Mit dem Bildmesswerkzeug werden die kritischen Montageflächen kartiert. Es werden nur Teile mit einem CPK 1.33 freigegeben, wodurch sichergestellt wird, dass keine fehlerhaften Teile an den nächsten Prozess weitergeleitet werden.
Wie kann die Verschiebung großer Kunststoffteile und mehrerer Einsätze durch In-Mold-Sensoren während des einmaligen Formens verhindert werden?
Einsatzverschiebung ist ein häufiger Fehler, der beim Formen großer Kunststoffteile mit mehreren Einsätzen in einem einzigen Prozess auftritt. Wir haben eine sehr effektive Methode entwickelt, um dieses Problem zu beseitigen, die auf der In-Mold-Sensortechnologie basiert.
Für die Batteriegrundplatte bestehend aus 8 Gewindehülsen und 2 Flüssigkeitskühlplatten ist in jedem Einsatz ein winziger magnetostriktiver Verschiebungssensor (mit einer Genauigkeit von 0,01 mm) eingebettet, um den Düsenhaltedruck sofort zu ändern. Dadurch wurde der CPK von 0,67 auf 1,33 erhöht.
Verschiebungsfehlermodus einfügen
Bei nur 0,28 mm kann der Einspritzdruck dazu führen, dass die beiden mittleren Verteiler falsch ausgerichtet sind, was mehr als dem Dreifachen der Spezifikationsgrenze von 0,10 mm entspricht. Dies führt zu einer Ausschussrate von 12 %, was zu höheren Produktionskosten und Lieferverzögerungen führt.
Sensor-Regelsystem mit geschlossenem Regelkreis
Mit jedem Formeinsatz wird ein Verschiebungssensor verwendet, der Sensor kann 1000 Mal pro Sekunde messen. Das Heißkanalnadelventil des einen Einsatzes wird mit einer Verzögerung von 0,3 Sekunden geschlossen, nachdem ein Versatz von mehr als 0,05 mm durch Bezugnahme auf einen anderen Kanal erkannt wurde, und der Versatz wird gleichzeitig korrigiert.
Ertragsverbesserungsdaten
Nach der Installation betrug der CPK der Einsatzposition 1,33 (mittlerer Versatz 0,02 mm, Standardabweichung 0,015 mm) und die Ausschussrate wurde auf 1,5 % reduziert. Bei einer Jahresproduktion von 200.000 Stück entspricht dies einer jährlichen Kostenersparnis von ca. 126.000 US-Dollar
JS Precision Case Analysis: Thermomanagement-Einsatzformung für 800-V-Akkus mit ultraschneller Aufladung
Anhand eines Projektfalls aus der realen Welt als Referenz beschreibt dieser Artikel die von uns gelösten Wärmemanagementprobleme eines 800-V-Ultraschnelllade-Akkupacks und Sie können ihn als Projektreferenz verwenden.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
- The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
- The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
- Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Endergebnisse
The project outcome was a big surprise to all the stakeholders:
- Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
- Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
- Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.

Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQs
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Zusammenfassung
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.

Haftungsausschluss
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

