

Lo stampaggio con inserti in ottone è una delle tecniche chiave per affrontare le problematiche relative all'incollaggio metallo-plastica .
Offre una resistenza all'estrazione superiore del 40% rispetto ai raccordi a pressatura a freddo e la tolleranza della filettatura 6H impedisce completamente il trabocco di oltre 0,02 mm , risultando quindi molto importante per i produttori di apparecchiature originali (OEM) e gli ingegneri nella prevenzione dei rischi di richiamo.
Nella maggior parte dei casi, i guasti del prodotto si verificano in corrispondenza della giunzione. La fessurazione da stress, la rottura per estrazione e la differenza di dilatazione termica sono le conseguenze della combinazione di polimeri ad alte prestazioni e elementi di fissaggio in rame.
È fondamentale scegliere il partner giusto, che abbia una profonda conoscenza del funzionamento dei metalli e delle materie plastiche a livello microscopico.
Panoramica rapida: Elementi essenziali per la stampatura di inserti in ottone
Dimensioni chiave | Standard tecnici / Vantaggi principali |
Selezione dei materiali | La lega C3604 offre un buon equilibrio tra lavorabilità e resistenza. La lega di ottone senza piombo C46400 soddisfa requisiti ambientali estremamente rigorosi. |
Confronto dei processi | Lo stampaggio a inserto offre una resistenza all'estrazione superiore del 40% rispetto alla pressatura a freddo, grazie al riallineamento delle catene molecolari. |
Controllo di precisione | La tolleranza della filettatura 6H corrisponde alla superficie terminale di tenuta dello stampo per evitare bave superiori a 0,02 mm. |
Valore di costo | Ottimizzare la differenza di dilatazione termica tramite simulazioni ingegneristiche per migliorare significativamente la resa e il ritorno sull'investimento (ROI) di componenti complessi. |
Punti chiave:
- Compatibilità delle leghe: il contenuto di piombo ha un grande impatto sulla stabilità dimensionale degli inserti durante lo stampaggio a iniezione ad alta pressione; la giusta quantità di piombo può evitare il problema della deformazione dell'inserto.
- Incastro fisico: lo stampaggio a iniezione sfrutta la forza di contrazione della plastica solidificata per creare un incastro meccanico, che garantisce una connessione più resistente rispetto alla pressatura fisica e riduce il rischio di distacco.
- Gestione delle sollecitazioni termiche: l'utilizzo della corretta temperatura di preriscaldamento può impedire la delaminazione dell'interfaccia metallo/plastica, prevenendo così la separazione causata dalla dilatazione e contrazione termica.
- Precisione di produzione: i perni di posizionamento ad alta precisione che si accoppiano saldamente con filettature 6H contribuiscono a proteggere lo stampo e a ridurre l'usura e i costi di riparazione dello stampo .
In che modo la tecnologia di stampaggio a inserti in ottone di JS Precision può ottimizzare i vostri componenti filettati?
Se sei un produttore OEM o un ingegnere alla ricerca di componenti filettati di alta precisione e affidabilità, è fondamentale scegliere un partner che non solo possieda competenze professionali, ma che conosca anche a fondo l'applicazione.
JS Precision trasforma lo stampaggio a inserti in ottone in un metodo di grande valore per affrontare queste sfide di collaborazione.
JS Precision, basandosi sullo standard dei materiali ASTM B16/B16M-20 , lavora a stretto contatto con la scienza dei materiali e la produzione di precisione per aiutarvi ad affrontare in modo efficiente i principali problemi degli inserti, ovvero il distacco e la rottura.
A titolo esemplificativo, si consideri il caso di un cliente del settore dei componenti automobilistici che ha segnalato che, se i suoi inserti filettati presentano una resistenza all'estrazione insufficiente, la percentuale di prodotti difettosi potrebbe salire fino al 12%, e un singolo richiamo potrebbe quindi comportare perdite superiori a 500.000 dollari.
In questo caso, JS Precision può migliorare la zigrinatura dei vostri inserti filettati e, grazie all'impiego di una lega C3604 e all'introduzione di un processo di preriscaldamento di precisione, aiutarvi ad aumentare la resistenza all'estrazione del 40% e a ridurre il tasso di difettosità allo 0,3%, con un risparmio effettivo di quasi un milione di dollari all'anno.
Scegliere JS Precision significa che, oltre a ottenere un'elevata accuratezza dei processi, potrete beneficiare di servizi completi sempre focalizzati sulle vostre esigenze:
A partire dalla scelta dei materiali e dalla progettazione degli stampi per la produzione, JS Precision utilizza l'analisi agli elementi finiti (FEA) per aiutarvi a identificare in anticipo i rischi di guasto, garantendo così che ogni inserto sia adattato con precisione alle esigenze del vostro prodotto.
Che siate alla ricerca di componenti filettati standard o di componenti personalizzati complessi, JS Precision collabora con voi non solo per migliorare la durata del prodotto, ma anche per ridurre i costi di produzione attraverso un meticoloso controllo di precisione e un'ottimizzazione dei costi, garantendo così al vostro progetto maggiore tranquillità e competitività.
Volete sapere come JS Precision ottimizza le soluzioni di stampaggio con inserti in ottone per i vostri componenti filettati? Contattate i nostri ingegneri per una valutazione tecnica gratuita e scoprite la nostra consulenza personalizzata per proteggere i vostri prodotti dai rischi di guasti alle connessioni.
Perché scegliere i servizi professionali di stampaggio a inserto rispetto alla pressatura a freddo?
Quando gli ingegneri scelgono il metodo di connessione tra metallo e plastica, spesso si trovano a dover affrontare le difficoltà legate ai servizi di stampaggio a inserto e ai processi di pressatura a freddo, le cui principali differenze risiedono nella stabilità e nella durata della connessione.
Una sapiente tecnica di stampaggio a inserto può risolvere i problemi tipici della pressatura a freddo. Questo metodo permette alle molecole di plastica di muoversi e indurirsi attorno alla zigrinatura dell'inserto, eliminando così le tensioni circonferenziali che potrebbero causare microfratture dovute all'inserimento forzato e garantendo un'adesione perfetta.
Riallineamento delle catene molecolari e schema di zigrinatura
La plastica liquida e calda viene iniettata nell'inserto ad alta pressione, costringendola a formare un motivo a rombo o una zigrinatura a spirale. Quando la plastica si raffredda e si indurisce, il metallo e la plastica risultano fortemente interconnessi, aumentando la resistenza del collegamento fino al 40% rispetto a una successiva indentazione.
Ciò si traduce in una perfetta unione di metallo e plastica, tale da rendere estremamente difficile la separazione dei due materiali. Si tratta di un tipo di stampaggio a inserto con cui la pressatura a freddo non può competere.
Gestione delle tensioni residue nelle materie plastiche ingegneristiche
Il modulo elastico di un materiale è direttamente correlato alla quantità di stress residuo dopo lo stampaggio. Un modulo elastico più elevato comporta un maggiore stress residuo e una maggiore probabilità di fessurazione.
Lo stampaggio a inserto prevede una fase di equilibrio termico che elimina gradualmente le tensioni, prevenendo così la formazione di crepe nella matrice polimerica e aumentando la durata del prodotto.
Scarica il "White Paper di confronto tra stampaggio a inserto e pressatura a freddo" per comprendere appieno le differenze di costi e prestazioni tra i due processi, in modo da poter effettuare la scelta ottimale ed evitare rapidamente i potenziali rischi della pressatura a freddo.
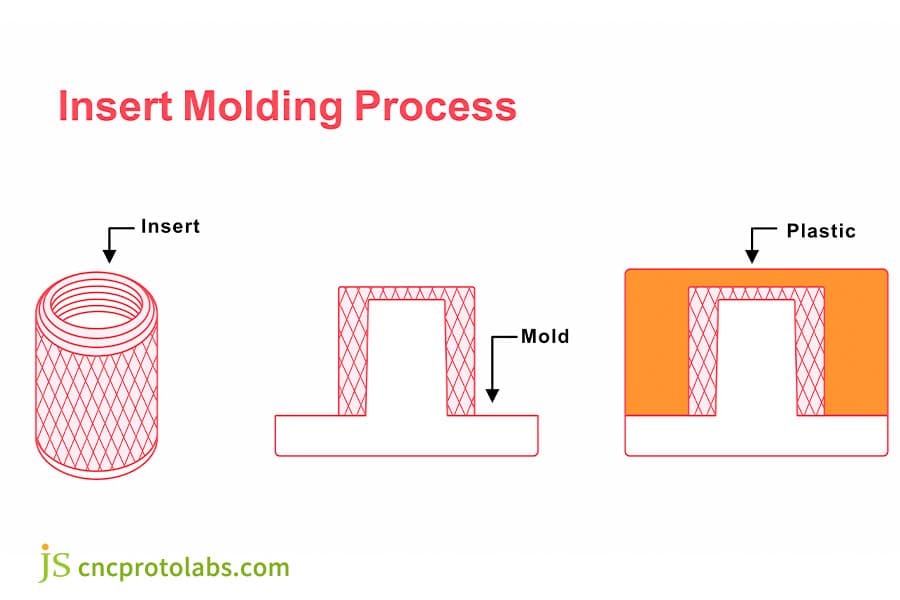
Figura 1: Schema che illustra il processo di stampaggio a inserto in tre fasi, mostrando in sequenza un inserto in ottone, lo stampo aperto e il pezzo finale con la plastica stampata attorno all'inserto.
Stampaggio con inserti in ottone: quale qualità di materiale definisce le alte prestazioni?
La scelta della lega di ottone più adatta è fondamentale per ottenere inserti in ottone ad alte prestazioni, un processo che richiede un equilibrio tra lavorabilità meccanica e integrità fisica sotto l'elevata pressione dello stampaggio a iniezione.
La scelta dei materiali ha un impatto diretto sulle prestazioni e sul costo del prodotto finale.
Modello materiale | Contenuti principali | Durezza (HRB) | Conducibilità termica (W/m·K) | Scenari applicativi | Livello ambientale |
C3604 | 2,5%-3,7% | 58-65 | 110 | Componenti filettati convenzionali per autoveicoli ed elettronica | Protezione ambientale generale |
C46400 | 0% | 62-70 | 105 | Prodotti medicali da esportazione con requisiti ambientali | Conforme alla direttiva RoHS |
C37700 | 1,8%-2,4% | 55-62 | 115 | Inserti per ambienti ad alta temperatura | Protezione ambientale generale |
C26000 | Inferiore allo 0,05% | 50-58 | 120 | Prodotti con requisiti di bassa sollecitazione e alta tenacità | Conforme alla direttiva RoHS |
Analisi metallurgica dell'ottone C3604 rispetto all'ottone ecologico (C46400)
La lega C3604 è formata da una struttura bifasica alfa e beta e presenta una resistenza alla trazione di 180 MPa se sottoposta ad un'elevata pressione di stampaggio a iniezione.
Inoltre, il suo contenuto di piombo del 2,5%-3,7% contribuisce a sviluppare una pellicola lubrificante per la protezione delle filettature, e tale contenuto di piombo è conforme agli standard ISO. D'altra parte, la lega C46400 è una lega senza piombo con stagno-silicio come sostituto del piombo ed è conforme alla direttiva RoHS, oltre ad essere certificata ISO 9001:2015 .
Tuttavia, la sua elevata durezza e la difficoltà di lavorazione richiedono l'utilizzo di utensili e processi specializzati per ottenere la precisione desiderata. Questi due materiali rappresentano le principali categorie di ottone per la realizzazione di componenti personalizzati, ciascuna adatta a diversi scenari applicativi.
In altre parole, la C3604 è essenzialmente una lega "per uso generale" che trova un equilibrio tra prestazioni e facilità di lavorazione, mentre la C46400 è una lega "personalizzata" che non solo rispetta le normative ambientali, ma è anche adatta a prodotti di alta gamma. La scelta del materiale è un compromesso tra conformità e praticità.
Duttilità e tensocorrosione (SCC)
La duttilità di un materiale è uno dei fattori che determinano l'affidabilità a lungo termine degli inserti. Con un allungamento del 15%, la lega C3604 è in grado di assorbire le sollecitazioni di iniezione e, di conseguenza, di ridurre il rischio di fessurazioni.
Il controllo delle impurità nelle leghe di rame è un fattore chiave nella gestione della tensocorrosione in ambienti ad alta umidità, e in questo modo si prolunga la durata del prodotto.
In che modo le soluzioni di stampaggio a inserto gestiscono le lacune dovute alla dilatazione termica?
La differenza nel coefficiente di dilatazione termica (CTE) è una sfida comune che le soluzioni di stampaggio a inserto devono affrontare. La differenza di CTE tra il rame e i polimeri rinforzati con fibra di vetro può causare tensioni all'interfaccia durante le variazioni di temperatura, provocando delaminazione e fessurazioni. Soluzioni professionali possono risolvere efficacemente questo rischio nascosto.
La differenza di coefficiente di dilatazione termica (CTE) tra rame e PA66+GF30 raggiunge i 6 μm/m°C. In assenza di preriscaldamento, la probabilità di delaminazione interfacciale arriva fino al 30%. Tuttavia, con un preriscaldamento adeguato, il rischio di delaminazione può essere ridotto a meno dello 0,5%.
Diffusività termica e solidificazione dell'interfaccia
A causa dell'elevatissima diffusività termica del rame, la plastica interfacciale si raffredda molto rapidamente, causando una discrepanza locale nella cristallinità e la formazione di uno strato amorfo fragile le cui proprietà di adesione sono insufficienti.
Tuttavia, regolando la temperatura di preriscaldamento dello stampo e dell'inserto, possiamo controllare efficacemente la velocità di cristallizzazione della plastica in modo da ottenere un forte legame interfacciale. Questo è un fattore estremamente importante nella gestione delle differenze di dilatazione termica nello stampaggio di inserti in ottone.
In parole semplici, si tratta di spruzzare un panino cotto al vapore con acqua fredda: la superficie si indurisce immediatamente, mentre l'interno rimane morbido e tende a formare degli strati.
Il preriscaldamento a temperatura controllata è, al contrario, analogo al raffreddamento graduale del panino, in quanto quest'ultimo si indurirà uniformemente ovunque, evitando la formazione di crepe e garantendo una chiusura ermetica del legame metallo-plastica.
Protocolli di preriscaldamento per rimuovere le lumache fredde
JS Precision utilizza una tecnologia di preriscaldamento a induzione di precisione per innalzare la temperatura degli inserti in rame fino a 80℃-120℃, in modo da evitare il congelamento localizzato del materiale fuso e, allo stesso tempo, garantire che non si verifichino difetti di saldatura a freddo all'interfaccia. Materiali diversi richiedono parametri di temperatura di preriscaldamento diversi.
Tipo di plastica | Contenuto di fibra di vetro | Inserire la temperatura di preriscaldamento (°C) | Temperatura dello stampo (°C) | Resistenza del legame interfacciale (MPa) |
PA66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
PC | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
Quali sono gli standard di precisione per i componenti in ottone personalizzati nella produzione di stampi?
Quando i componenti in ottone personalizzati vengono realizzati alla perfezione, gli stampi durano più a lungo e gli assemblaggi risultano più precisi. Per proteggere i costosi stampi a iniezione, la precisione degli inserti deve andare oltre le normali lavorazioni meccaniche, perché contribuisce a mantenere i prodotti stabili durante la produzione, riducendo al contempo le riparazioni degli stampi e gli sprechi di materiale.
Tolleranza della filettatura e prevenzione della formazione di bave
La tolleranza di filettatura 6H è lo standard di precisione fondamentale per i componenti in ottone personalizzati realizzati con la tecnica di stampaggio a iniezione con inserto. Questa tolleranza garantisce che la filettatura dell'inserto si adatti perfettamente al perno dello stampo, prevenendo efficacemente la fuoriuscita di materiale pari o superiore a 0,02 mm.
Grazie alla precisione della lavorazione meccanica, un dettaglio fondamentale rimane al di sotto di 0,01 mm: la planarità della superficie terminale dell'inserto. Questa piccola tolleranza garantisce la tenuta contro il perno dello stampo. La resina fluida non può penetrare nelle filettature durante la formatura. Il rispetto di questo limite è di fondamentale importanza per una corretta impostazione degli inserti in ottone.
La durezza influisce sull'usura degli utensili.
L'allineamento della durezza tra la lega di rame e l'acciaio dello stampo riduce significativamente l'usura. Con i nostri componenti in ottone, manteniamo la durezza tra HRB 55 e 70, ideale se abbinata ad acciai come H13 o S136.
Grazie a questa compatibilità, i perni di supporto non si deteriorano improvvisamente. Gli stampi durano più a lungo di prima, spesso oltre il 60% in più rispetto alla durata di vita tipica.
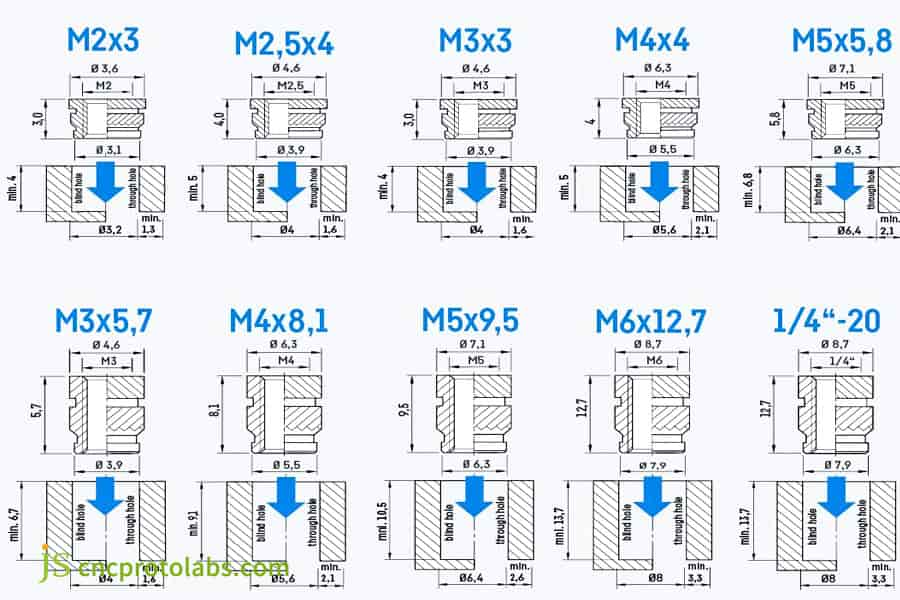
Figura 2: Schema tecnico dettagliato che mostra le dimensioni, i tipi di filettatura (da M2 a M6) e le specifiche dei fori per dieci diversi inserti filettati in ottone utilizzati negli utensili di precisione.
Come scegliere gli inserti filettati in ottone per componenti ibridi in metallo e plastica?
Gli inserti filettati in ottone per telai metallici possono fare la differenza in termini di durata di un prodotto nel tempo. Quando plastica, metalli e rame vengono a contatto, si innescano minuscole reazioni chimiche. Le variazioni di temperatura, inoltre, mettono a dura prova queste connessioni.
Invece di resistere, i punti deboli si formano dove i materiali si incontrano. Una scelta errata degli inserti porta a guasti lenti. La stabilità non risiede solo nella resistenza, ma anche nel modo in cui i componenti reagiscono al riscaldamento o al raffreddamento. La corrosione si insinua attraverso le fessure che altri trascurano.
Riduzione della corrosione galvanica negli assemblaggi ibridi
Tra il rame e il telaio in alluminio o acciaio si crea un intervallo di potenziale. Nei punti di connessione, questo intervallo può innescare una lenta usura chimica. Nel corso degli anni, tale deterioramento indebolisce gli inserti, facendoli allentare.
Gli inserti filettati in ottone per componenti metallici vengono rivestiti con zinco o nichel, con uno spessore di soli 3-5 micrometri. Questo sottile strato funge da scudo, intervenendo prima che il rame possa reagire con i metalli circostanti.
Grazie a questo trattamento, la corrosione rallenta di oltre il 90%. Senza tale protezione, le strutture realizzate con materiali misti si indebolirebbero troppo rapidamente durante il processo di stampaggio a inserto.
Mantenimento dell'integrità della tenuta a temperature estreme
Quando le temperature diventano molto alte o molto basse, i materiali misti possono separarsi leggermente, creando minuscole aperture che compromettono la tenuta. Questi inserti in ottone, progettati con scanalature profonde e zigrinatura, rimangono saldamente bloccati anche a temperature comprese tra -40 e 120 gradi Celsius.
La loro presa è salda, impedendo l'ingresso di umidità e aria anche in presenza di ripetuti sbalzi di temperatura. Progettati per ambienti difficili dove l'affidabilità è fondamentale.
Non sai come scegliere gli inserti filettati in ottone più adatti per strutture metalliche ibride? Inviaci i requisiti strutturali del tuo prodotto per ricevere una consulenza professionale personalizzata e individuare con precisione la soluzione di inserti ottimale.
In che modo i servizi di ingegneria di produzione riducono il ritorno sull'investimento (ROI) del tuo progetto?
I servizi di ingegneria di produzione svolgono un ruolo cruciale nel migliorare il ROI di un progetto. Un coinvolgimento ingegneristico precoce può contribuire a prevenire efficacemente i problemi di guasto successivi all'apertura dello stampo , che sono le principali cause di scarti e costi di riparazione dello stampo, massimizzando così i benefici del progetto.
Di seguito viene fornita una breve panoramica di come i servizi di ingegneria possono contribuire a migliorare il ritorno sull'investimento (ROI) di un progetto.
Analisi agli elementi finiti per il carico meccanico
Per simulare le sollecitazioni fisiche a cui sono sottoposti i componenti in ottone personalizzati, eseguiamo simulazioni di analisi agli elementi finiti (FEA), valutiamo gli effetti di diverse proporzioni di materiale e design della zigrinatura sulla capacità di carico della filettatura e individuiamo persino in anticipo i potenziali punti di rottura.
Grazie alla simulazione FEA, un nostro cliente del settore elettronico ha migliorato la geometria dell'inserto, ottenendo un aumento del 25% della capacità di carico della filettatura e un risparmio di 0,80 dollari per prodotto. Questo esempio illustra il grande valore dei servizi di ingegneria nello stampaggio di inserti in ottone.
Progettazione per la produzione (DFM) per la produzione di massa
Nella produzione in serie, utilizziamo il DFM (Design for Manufacturing) per ristrutturare componenti in ottone personalizzati, principalmente regolando l'altezza della spalla dell'inserto o smussandola per consentire l'alimentazione automatizzata.
Di conseguenza, l'efficienza produttiva è aumentata del 40%, i costi del lavoro sono diminuiti del 35% e la resa è migliorata dal 95% al 99,5%, il tutto contribuendo a un migliore ritorno sull'investimento (ROI).
Figura 3: Vista ravvicinata di un complesso macchinario industriale per lo stampaggio a inserti, con tubi flessibili e componenti collegati, in funzione in un ambiente di fabbrica.
Caso di studio JS Precision: alloggiamento per connettori automobilistici ad alta coppia
Lo stampaggio di inserti in ottone è piuttosto comune per gli alloggiamenti dei connettori automobilistici. Questi prodotti richiedono una coppia di torsione di inserimento e una resistenza all'estrazione degli inserti molto elevate.
Inaspettatamente, un fornitore di primo livello del settore automobilistico si è imbattuto in questo problema. Fortunatamente, si è trattato di una sfida risolta grazie a una soluzione personalizzata di JS Precision.
Sfide:
Questo fornitore realizzava alloggiamenti per connettori ad alta coppia per case automobilistiche, utilizzando una combinazione di plastica PA66+GF35 e inserti in rame.
Il tasso di difettosità raggiungeva il 15%: gli inserti in rame potevano staccarsi quando la coppia di azionamento era di 12 Nm; inoltre, si formavano microfratture all'interfaccia, con conseguente rischio di cortocircuito.
Il tasso di difettosità si è ridotto solo del 2% dopo la modifica del processo di pressatura a freddo, tuttavia i costi sono aumentati e si è manifestato il rischio di annullamento degli ordini. Il problema principale era che la scarsa qualità dell'inserto filettato comprometteva l'utilizzo di coppie elevate da parte dell'attrezzatura.
Soluzione
Il problema è stato inizialmente analizzato mediante analisi agli elementi finiti (FEA) da JS Precision:
- L'inserto era realizzato in una comune lega di rame, che non possedeva un'elevata resistenza alla trazione.
- La profondità della zigrinatura non era sufficiente a fornire una forza di incastro meccanico adeguata.
- La mancata preriscaldatura dell'inserto in rame ha provocato difetti di chiusura a freddo all'interfaccia.
Abbiamo sviluppato un piano di ottimizzazione completo per affrontare questi problemi:
- Il primo passo è stato quello di passare a una lega personalizzata C3604 che ha una resistenza alla trazione molto elevata, di conseguenza la sua resistenza alla trazione è aumentata a 420 MPa, ovvero il 30% in più rispetto a quella della lega originale.
- Ottimizzare la profondità di fresatura dell'inserto filettato a 0,4 mm, con un incremento di 0,15 mm rispetto al progetto originale, per migliorare l'effetto di incastro meccanico.
- È stato introdotto il preriscaldamento a induzione di precisione per lo stampaggio di inserti in ottone , riscaldando l'inserto a 105 °C, la temperatura di stampaggio del PA66+GF35, eliminando così le saldature a freddo e le microfratture all'interfaccia.
Risultati finali:
Le prestazioni del prodotto ottimizzato sono risultate nettamente migliori:
La forza necessaria per estrarre l'inserto è aumentata del 35% (da 28 MPa a 38 MPa), la coppia torsionale è rimasta stabile a 18 Nm (ben al di sopra del valore di riferimento di 12 Nm), in assenza di chiusure a freddo o crepe nell'interfaccia, il tasso di scarto è sceso allo 0,2%, con un conseguente risparmio di 800.000 dollari all'anno e l'acquisizione di importanti ordini nel settore automobilistico.
Inviateci i disegni del vostro prodotto e i requisiti di prestazione, e JS Precision personalizzerà per voi una soluzione di stampaggio con inserti in ottone su misura, fornendovi un preventivo accurato e risolvendo rapidamente problemi come il distacco e la rottura degli inserti.

Figura 4: Fotografia ravvicinata di un alloggiamento per connettore finito, densamente popolato da numerosi inserti filettati in ottone sovrastampati con plastica nera, che mostra un'applicazione automobilistica ad alta coppia.
FAQ
D1: Perché l'ottone C3604 è la scelta tipica per gli inserti in ottone nelle modanature?
L'ottone C3604 è lo standard principalmente perché l'alto contenuto di rame conferisce al metallo una buona tenacità e conduttività elettrica, il basso contenuto di piombo contribuisce a migliorare la finitura delle filettature e, nel complesso, risulta utile per bilanciare la facilità di lavorazione e la stabilità strutturale in numerose applicazioni.
D2: È possibile utilizzare ottone senza piombo per garantire la conformità alla direttiva RoHS?
Se lo desideri, puoi utilizzare ottone senza piombo come il C46400, che sostituisce il piombo con stagno-silicio per essere conforme alla direttiva RoHS. Questo tipo di ottone ha resistenza meccanica e conducibilità termica simili a quelle dell'ottone al piombo.
D3: Che ruolo svolge lo stampaggio a inserto nell'aumentare la resistenza alla torsione?
Lo stampaggio a inserto rafforza la resistenza alla torsione perché consente al materiale plastico di contrarsi e incastrarsi con la rugosità dell'inserto, generando un'aderenza meccanica molto più forte rispetto alla pressatura a freddo, che è la causa principale della rotazione.
D4: Quali tolleranze di filettatura sono possibili con i vostri inserti in ottone?
Gli inserti in ottone stampati da JS Precision possono raggiungere costantemente tolleranze di filettatura 6H o 5H; la tolleranza 6H viene utilizzata per evitare bave e inceppamenti, mentre la 5H è ideale per applicazioni di altissima precisione.
D5: Come assicurarsi che la plastica non penetri nelle filettature?
JS Precision Engineering utilizza una tolleranza di altezza dell'inserto di 0,02 mm e perni di posizionamento a gradini per creare una barriera fisica che impedisce completamente alla plastica di penetrare nelle filettature.
D6: Quali sono i tempi di consegna standard per i componenti in ottone personalizzati?
I tempi di consegna standard per i componenti in ottone personalizzati sono di circa 2 settimane per i campioni singoli e di 4-6 settimane per la produzione su larga scala , consentendo così di rispettare il programma di produzione.
D7: Come gestite la discrepanza tra CTE e CTE?
JS Precision modifica la temperatura dello stampo e preriscalda con precisione gli inserti in rame in modo che i tassi di ritiro di ciascuno siano bilanciati e, di conseguenza, non si verifichino tensioni all'interfaccia o delaminazione.
D8: Eseguite simulazioni FEA per lo stampaggio a inserto?
Di fatto, la simulazione FEA fa parte dei servizi di ingegneria di produzione di JS Precision, che mirano a individuare potenziali punti critici negli inserti prima della produzione effettiva.
Riepilogo
La scelta del partner giusto per lo stampaggio di inserti in ottone non è semplicemente una questione di processo. Si tratta, infatti, di una decisione cruciale che incide non solo sulla durata del prodotto , ma anche sull'efficienza produttiva e sui costi del progetto.
Noi di JS Precision uniamo la cura La conoscenza dei materiali, le tecniche di lavorazione di precisione e i relativi servizi di ingegneria ci permettono di trasformare ogni inserto in un prodotto di alta qualità che soddisfi perfettamente le esigenze del cliente, aiutandolo così a limitare i rischi e a risparmiare denaro.
Sei pronto a portare il tuo progetto a un livello superiore? Chiama subito JS Precision per ricevere assistenza da esperti .
Noi di JS Precision siamo sempre pronti a supportarvi in ogni fase, dalla progettazione DFM gratuita e dalla contabilità dei costi, fino a soluzioni di stampaggio a inserto personalizzate e preventivi per componenti in ottone su misura. Il nostro obiettivo è garantire prestazioni ottimali del vostro prodotto anche nelle situazioni più impegnative.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

