

Литье с использованием латунных вставок — одна из ключевых технологий для решения проблемных областей склеивания металла и пластика .
Это обеспечивает на 40% большую прочность на вырыв, чем при холодной прессовке, а допуск на резьбу 6H полностью исключает перелив более чем на 0,02 мм , что очень важно для производителей оригинального оборудования и инженеров в предотвращении рисков отзыва продукции.
В большинстве случаев отказы изделий происходят в местах соединения. Растрескивание под напряжением, вырывание и несоответствие коэффициентов теплового расширения являются следствием сочетания высокоэффективных полимеров и медных крепежных элементов.
Очень важно выбрать подходящего партнера, обладающего глубокими знаниями о работе металлов и пластмасс на микроскопическом уровне.
Краткий обзор: Основы литья под давлением из латуни
Ключевые параметры | Технические стандарты / Основные преимущества |
Выбор материалов | Сплав C3604 обеспечивает баланс между обрабатываемостью и прочностью. Бессвинцовая латунь C46400 соответствует чрезвычайно строгим экологическим требованиям. |
Сравнение процессов | Технология литья с закладными элементами обеспечивает на 40% более высокое сопротивление вырыванию, чем холодное прессование, за счет перестройки молекулярных цепей. |
Точное управление | Допуск резьбы 6H соответствует торцевой поверхности уплотнения пресс-формы, что предотвращает образование облоя толщиной более 0,02 мм. |
Стоимость Ценность | Оптимизация несоответствия коэффициентов теплового расширения с помощью инженерного моделирования позволяет значительно повысить выход годных изделий и рентабельность инвестиций в сложные детали. |
Основные выводы:
- Совместимость сплавов: содержание свинца оказывает значительное влияние на стабильность размеров вставок при литье под высоким давлением, поэтому правильное количество свинца позволяет избежать проблемы деформации вставок.
- Физическое сцепление: при литье под давлением используется сила усадки затвердевшего пластика для создания механического сцепления, которое обеспечивает более прочное соединение, чем физическое прессование , и снижает вероятность отсоединения.
- Управление термическими напряжениями: использование правильной температуры предварительного нагрева может предотвратить расслоение границы раздела металл/пластик, тем самым предотвращая разделение, вызванное термическим расширением и сжатием.
- Точность изготовления: высокоточные установочные штифты, плотно соединяющиеся с резьбой 6H, помогут защитить пресс-форму и снизить износ, а также затраты на ремонт пресс-формы .
Как технология литья под давлением латуни от JS Precision оптимизирует ваши резьбовые детали?
Если вы являетесь производителем оригинального оборудования (OEM) или инженером, которому требуются высокоточные и надежные резьбовые детали, очень важно выбрать партнера, который не только обладает профессиональными возможностями, но и знаком с областью применения.
Компания JS Precision превращает литье с латунными вставками в эффективный способ решения этих проблем, связанных с совместным использованием материалов.
Компания JS Precision, используя в качестве основы стандарт материалов ASTM B16/B16M-20 , работает над тесным взаимодействием материаловедения и высокоточного производства, чтобы помочь вам эффективно решать основные проблемы, связанные с отрывом и растрескиванием вставок.
Для иллюстрации рассмотрим случай с одним клиентом, занимающимся автомобильными запчастями, который сообщил, что если резьбовые вставки имеют недостаточно низкую прочность на вырыв, процент бракованной продукции может возрасти до 12%, и один отзыв продукции может привести к убыткам более 500 000 долларов.
Компания JS Precision может улучшить рифленую поверхность ваших резьбовых вставок и, используя сплав C3604 и технологию предварительного нагрева, помочь вам увеличить прочность на вырыв на 40% и снизить процент брака до 0,3%, что позволит вам сэкономить почти миллион долларов в год.
Выбирая JS Precision , вы получаете не только высокоточную гарантию качества процессов, но и комплексные услуги, всегда ориентированные на ваши потребности:
Начиная с выбора материалов и проектирования пресс-форм для производства, компания JS Precision использует метод конечных элементов (FEA), чтобы помочь вам заранее выявить риски отказов и тем самым обеспечить точное соответствие каждой вставки особенностям вашего продукта.
Если вам нужны стандартные резьбовые детали или сложные компоненты, изготовленные на заказ, компания JS Precision поможет вам не только повысить долговечность продукции, но и снизить производственные затраты за счет тщательного контроля точности и оптимизации расходов, что сделает ваш проект более спокойным и конкурентоспособным.
Хотите узнать, как компания JS Precision оптимизирует решения по литью латунных вставок для ваших резьбовых деталей? Свяжитесь с нашими инженерами для бесплатной технической оценки и получите персонализированные рекомендации по настройке, чтобы ваши изделия были защищены от риска отказа соединений.
Почему стоит выбрать профессиональные услуги по литью под давлением вместо холодного прессования?
При выборе метода соединения металла и пластика инженеры часто сталкиваются с трудностями, связанными с услугами литья под давлением и процессами холодного прессования, при этом основные различия заключаются в стабильности соединения и сроке службы.
Квалифицированное литье с закладными элементами может устранить проблемы, присущие холодному прессованию. Этот метод позволяет молекулам пластика перемещаться и затвердевать вокруг насечек закладного элемента, поэтому не остается окружного напряжения, которое могло бы вызвать микротрещины из-за принудительного вдавливания, что приводит к идеально прочному соединению.
Перестройка молекулярных цепей и формирование рифленой структуры.
Горячий жидкий пластик впрыскивается во вставку под высоким давлением, заставляя пластик образовывать ромбовидный или спиральный узор. Когда пластик остывает и затвердевает, металл и пластик сильно сцепляются друг с другом, так что прочность соединения увеличивается на целых 40% по сравнению с последующим вдавливанием.
В результате получается идеальное соединение металла и пластика, которое очень трудно разделить. Это разновидность литья под давлением, с которой холодное прессование не может сравниться.
Управление остаточными напряжениями в конструкционных пластмассах
Модуль упругости материала напрямую коррелирует с величиной остаточного напряжения после формования. Более высокий модуль упругости приведет к большему остаточному напряжению и большей вероятности образования трещин.
Технология литья с закладными элементами включает в себя этап достижения термического равновесия, который постепенно снимает напряжение и таким образом предотвращает растрескивание полимерной матрицы, а также увеличивает срок службы изделия.
Загрузите аналитический документ «Сравнительное сравнение процессов формования закладных элементов и холодного прессования», чтобы четко понять различия в стоимости и производительности между этими двумя процессами, что поможет вам сделать оптимальный выбор и быстро избежать потенциальных рисков холодного прессования.
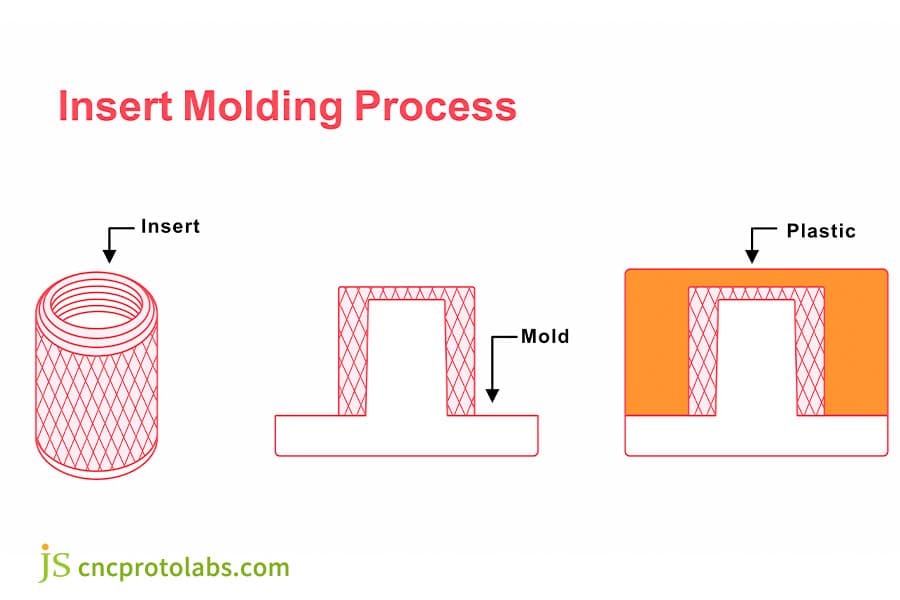
Рисунок 1: Схематическое изображение трехэтапного процесса литья под давлением с закладными элементами, последовательно показывающее латунную закладную деталь, открытую форму и готовую деталь с пластиковой закладной, отлитой вокруг закладной детали.
Латунные вставки, изготовленные методом литья под давлением: какой сорт материала определяет высокую производительность?
Выбор правильного латунного сплава является основой высокоэффективного литья под давлением с использованием латунных вставок, что требует баланса между механической обрабатываемостью и физической целостностью при высоком давлении литья под давлением.
Соответствие материалов напрямую влияет на характеристики и стоимость конечного продукта.
Материальная модель | Основной контент | Твердость (HRB) | Теплопроводность (Вт/м·К) | Сценарии применения | Экологический уровень |
C3604 | 2,5%-3,7% | 58-65 | 110 | Автомобильные, электронные стандартные резьбовые детали | Общая защита окружающей среды |
C46400 | 0% | 62-70 | 105 | Медицинская продукция, экспортируемая с соблюдением экологических требований. | Соответствует требованиям RoHS |
C37700 | 1,8%-2,4% | 55-62 | 115 | Вставки для работы в условиях высоких температур | Общая защита окружающей среды |
C26000 | Ниже 0,05% | 50-58 | 120 | Изделия с низкими требованиями к напряжению и высокой ударной вязкости. | Соответствует требованиям RoHS |
Металлургический анализ сплава C3604 по сравнению с эко-латунью (C46400)
Сплав C3604 имеет двухфазную структуру альфа- и бета-фаз и обладает пределом прочности на растяжение 180 МПа при высоком давлении литья под давлением.
Кроме того, содержание свинца в сплаве в 2,5%-3,7% способствует образованию смазочной пленки для защиты резьбы, и это содержание свинца соответствует стандартам ISO. С другой стороны, C46400 — это бессвинцовый сплав, в котором в качестве заменителя свинца используется кремний-олово, и он соответствует требованиям RoHS, а также сертифицирован по стандарту ISO 9001:2015 .
Однако высокая твердость и сложность обработки требуют использования специализированных инструментов и процессов для достижения точности. Эти два материала представляют собой основные категории латуни, используемые для изготовления деталей на заказ, каждая из которых подходит для различных сценариев применения.
Иными словами, C3604 — это, по сути, «универсальный» материал, обеспечивающий баланс между производительностью и простотой обработки, тогда как C46400 — это «специализированный» материал, который не только соответствует экологическим нормам, но и подходит для продукции премиум-класса. Выбор материала — это компромисс между соответствием стандартам и практичностью.
Пластичность и коррозионное растрескивание под напряжением (КРН)
Пластичность материала является одним из факторов, определяющих долговременную надежность вставок. Благодаря удлинению в 15%, сплав C3604 способен выдерживать инжекционное напряжение , тем самым снижая риск растрескивания.
Контроль за содержанием примесей в медных сплавах является ключевым фактором в борьбе с коррозионным растрескиванием под напряжением в условиях высокой влажности, и именно так продлевается срок службы изделия.
Как решения для литья под давлением компенсируют зазоры, возникающие из-за термического расширения?
Разница в коэффициентах теплового расширения (КТР) — распространенная проблема, которую необходимо учитывать при разработке решений для литья под давлением . Разница в КТР между полимерами, армированными медью и стекловолокном, может приводить к напряжению на границе раздела фаз при изменении температуры, вызывая расслоение и растрескивание. Профессиональные решения могут эффективно устранить эту скрытую опасность.
Разница в коэффициентах теплового расширения между медью и PA66+GF30 достигает 6 мкм/м°C. Без предварительного нагрева вероятность расслоения на границе раздела составляет до 30%. Однако при правильном предварительном нагреве риск расслоения можно снизить до менее чем 0,5%.
Тепловая диффузия и затвердевание межфазной границы
Из-за очень высокой теплопроводности меди межфазный пластик очень быстро охлаждается, что приводит к локальному нарушению кристалличности, а также к образованию хрупкого аморфного слоя, свойства которого плохо обеспечивают сцепление.
Однако, регулируя температуру предварительного нагрева формы и вставки, мы можем эффективно контролировать скорость кристаллизации пластика , обеспечивая прочное межфазное соединение. Это чрезвычайно важный фактор в управлении различиями в термическом расширении при литье с латунными вставками.
Проще говоря, достаточно смочить приготовленную на пару булочку холодной водой, и поверхность мгновенно затвердеет, а внутри останется мягкой и будет иметь тенденцию к расслоению.
Напротив, предварительный нагрев с регулируемой температурой аналогичен постепенному охлаждению булочки: булочка равномерно затвердеет по всей поверхности, предотвратит растрескивание и обеспечит прочное соединение металла и пластика.
Протоколы предварительного нагрева для удаления холодных слизней
Компания JS Precision использует технологию точного индукционного предварительного нагрева для повышения температуры медных вставок до 80–120 ℃, чтобы избежать локального замерзания расплава и одновременно гарантировать отсутствие дефектов холодного соединения на границе раздела. Для разных материалов требуются разные параметры температуры предварительного нагрева.
Пластиковый тип | Содержание стекловолокна | Введите температуру предварительного нагрева (°C) | Температура пресс-формы (°C) | Прочность межфазного соединения (МПа) |
ПА66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
ПК | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
Каковы стандарты точности для изготовления нестандартных латунных деталей с помощью оснастки?
Когда детали из латуни изготавливаются на заказ с высокой точностью, пресс-формы служат дольше, а детали лучше подгоняются друг к другу. Для обеспечения сохранности дорогостоящих литьевых форм точность вставки должна выходить за рамки обычной механической обработки, поскольку она помогает изделиям оставаться устойчивыми во время изготовления, а также сокращает количество исправлений пресс-форм и отходов материала.
Допуск резьбы и предотвращение облоя
Допуск на резьбу 6H является основным стандартом точности для изготовления деталей из латуни на заказ методом литья под давлением с закладными элементами. Этот допуск гарантирует плотное прилегание резьбы закладного элемента к штифту пресс-формы, эффективно предотвращая перелив материала на 0,02 мм и более.
При точной обработке на станке один ключевой параметр остается неизменным — плоскостность торцевой поверхности вставки. Небольшой зазор обеспечивает герметичность соединения с формовочным штифтом. Жидкая смола не может проникнуть в резьбу винта во время формования. Соблюдение этого предела имеет первостепенное значение при правильной установке латунных вставок.
Твердость влияет на износ инструмента.
Выравнивание твердости медного сплава и инструментальной стали значительно снижает износ. В наших латунных компонентах мы поддерживаем твердость в пределах HRB от 55 до 70 — это идеально подходит для сочетания со сталями, такими как H13 или S136.
Благодаря такому сочетанию, опорные штифты избегают внезапного износа. Формы служат дольше, чем раньше, зачастую более чем на 60% дольше обычного срока службы.
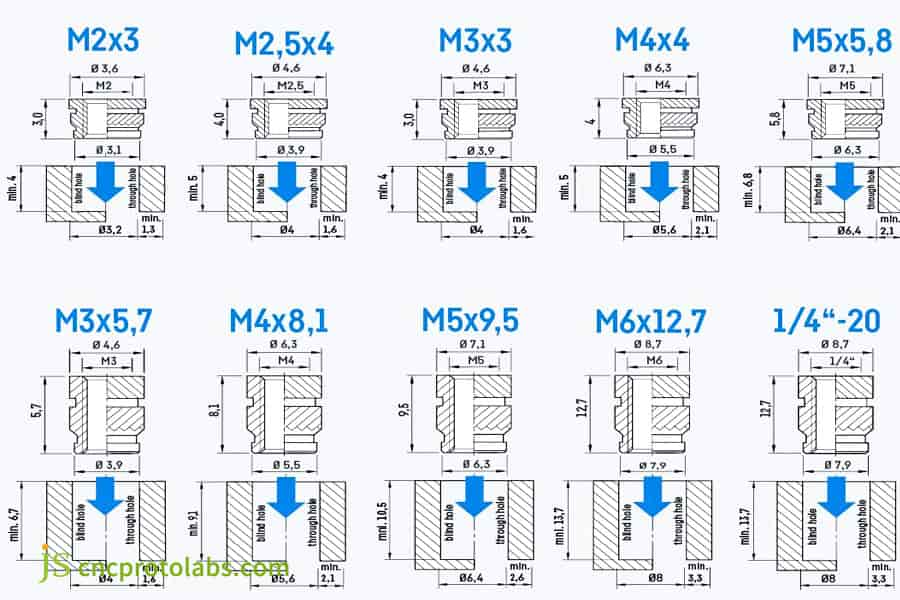
Рисунок 2: Подробная техническая таблица, отображающая размеры, типы резьбы (от M2 до M6) и характеристики отверстий для десяти различных латунных резьбовых вставок, используемых в прецизионном инструменте.
Как выбрать латунные резьбовые вставки для гибридных металлических и пластиковых изделий?
Резьбовые вставки из латуни для металлических рам могут существенно повлиять на долговечность изделия. При соединении пластиковых, металлических и медных деталей начинают происходить мельчайшие химические реакции. Перепады температуры создают дополнительную нагрузку на эти соединения.
Вместо того чтобы быть прочными, слабые места образуются в местах соприкосновения материалов. Один неправильный выбор вставки приводит к медленному разрушению. Стабильность заключается не только в прочности, но и в том, как детали реагируют на нагревание или охлаждение. Коррозия проникает через зазоры, которые другие не замечают.
Снижение гальванической коррозии в гибридных узлах
Между медью и алюминиевой или стальной рамой образуется зазор напряжения. В местах соединений этот зазор может вызывать медленный химический износ. С годами такое разрушение ослабляет вставки, делая их нескользящими.
Латунные резьбовые вставки для металла покрываются цинком или никелем толщиной всего от 3 до 5 микрометров. Эта тонкая оболочка действует как экран, предотвращая реакцию меди с соседними металлами.
Благодаря этому процессу коррозия замедляется более чем на 90 процентов. Без такой защиты конструкции из смешанных материалов слишком быстро ослабевали бы в процессе литья под давлением.
Сохранение целостности уплотнения при экстремальных температурах
При сильном перепаде температур смешанные материалы могут слегка расходиться, образуя крошечные отверстия, нарушающие герметичность. Эти латунные вставки с глубокими канавками и насечкой остаются плотно зафиксированными даже при изменении температуры от минус сорока до ста двадцати градусов Цельсия.
Они обеспечивают надежный захват, предотвращая попадание влаги и воздуха даже при многократных перепадах температуры. Созданы для сложных условий эксплуатации, где надежность имеет первостепенное значение.
Не уверены, как выбрать подходящие латунные резьбовые вставки для металлических гибридных конструкций? Отправьте требования к конструкции вашего изделия, чтобы получить индивидуальную профессиональную консультацию и точно подобрать оптимальное решение по вставкам.
Как услуги инженерно-технического обеспечения на производстве снижают рентабельность инвестиций в ваш проект?
Инженерно-технические услуги на этапе производства играют решающую роль в повышении рентабельности проекта. Раннее привлечение инженеров может помочь эффективно предотвратить проблемы, возникающие после вскрытия пресс-формы , которые являются основными причинами брака и затрат на ремонт пресс-форм, тем самым максимизируя выгоды от проекта.
Ниже приведён краткий обзор того, как инженерные услуги могут помочь повысить рентабельность инвестиций в проект.
Конечно-элементный анализ для механической нагрузки
Для имитации физических нагрузок, возникающих при изготовлении деталей из латуни на заказ, мы проводим моделирование методом конечных элементов (МКЭ), оцениваем влияние различных соотношений материалов и конструкции накатки на несущую способность резьбы и даже заранее определяем потенциальные точки отказа.
Благодаря моделированию методом конечных элементов (FEA) наш клиент, занимающийся производством электроники, улучшил геометрию вставки, что привело к увеличению несущей способности резьбы на 25% и экономии в размере 0,80 доллара США на единицу продукции. Этот пример иллюстрирует большую ценность инженерных услуг в области литья латуни с вставками.
Проектирование с учетом технологичности производства (DFM) для массового производства
При серийном производстве мы используем DFM (проектирование для производства) для модернизации латунных деталей, изготовленных на заказ, главным образом путем регулировки высоты плеча вставки или снятия фаски, что позволяет автоматизировать подачу.
В результате эффективность производства повысилась на 40%, затраты на рабочую силу снизились на 35% , а выход продукции увеличился с 95% до 99,5%, что в совокупности способствовало повышению рентабельности инвестиций.
Рисунок 3: Крупный план сложного промышленного оборудования для литья под давлением с подсоединенными шлангами и компонентами, работающего в заводских условиях.
Пример из практики компании JS Precision: Корпус автомобильного разъема с высоким крутящим моментом
Литье латунных вставок довольно распространено при изготовлении корпусов автомобильных разъемов. Для таких изделий требуются очень высокие моменты затяжки при установке и прочность на вырыв вставок.
Неожиданно с этой проблемой столкнулся один из ведущих поставщиков автомобильной промышленности. К счастью, задача была решена благодаря специально разработанному решению от компании JS Precision.
Проблемы:
Этот поставщик производил корпуса для высокомоментных разъемов для автопроизводителей, используя комбинацию пластика PA66+GF35 и медных вставок.
Процент брака достигал 15%: медные вставки могли отслаиваться при крутящем моменте 12 Нм, кроме того, на их границе раздела появлялись микротрещины, что создавало риск короткого замыкания.
После изменения процесса холодного прессования процент брака снизился всего на 2%, однако затраты возросли, и появился риск отмены заказов. Основная проблема заключалась в том, что низкое качество резьбовых вставок ухудшалось при использовании оборудования с высоким крутящим моментом.
Решение
Первоначально проблема была проанализирована с помощью метода конечных элементов (МКЭ) компанией JS Precision:
- Вставка была изготовлена из обычного медного сплава, не обладающего высокой прочностью на растяжение.
- Глубина накатки оказалась недостаточной для обеспечения достаточной механической силы сцепления.
- Пренебрежение предварительным нагревом медной вставки привело к образованию дефектов холодного соединения на границе раздела.
Для решения этих проблем мы разработали комплексный план оптимизации:
- Первым шагом стало использование специального сплава C3604, обладающего очень высокой прочностью на растяжение, в результате чего его прочность на растяжение повысилась до 420 МПа, что на 30% выше, чем у исходного сплава.
- Оптимизирована глубина фрезерования резьбовой вставки до 0,4 мм, что на 0,15 мм больше по сравнению с первоначальной конструкцией, для усиления эффекта механического сцепления.
- Для литья латунных вставок была внедрена технология точного индукционного предварительного нагрева, позволяющая нагревать вставку до 105 °C, что соответствует температуре формования PA66+GF35, устраняя таким образом холодные спаи и микротрещины на границе раздела.
Итоговые результаты:
Производительность оптимизированного продукта значительно улучшилась:
Усилие, необходимое для извлечения вставки, увеличилось на 35% (с 28 МПа до 38 МПа), крутящий момент оставался стабильным на уровне 18 Нм (значительно выше эталонного значения в 12 Нм), отсутствовали холодные спайки или трещины в зоне контакта, процент брака снизился до 0,2%, что привело к экономии 800 000 долларов в год и получению ключевых заказов в автомобильной отрасли.
Предоставьте чертежи вашей продукции и требования к ее характеристикам, и компания JS Precision разработает для вас индивидуальное решение по литью латунных вставок, предоставив точную смету и оперативно решив такие проблемы, как отрыв вставки и растрескивание.

Рисунок 4: Фотография крупным планом готового корпуса разъема, плотно заполненного многочисленными латунными резьбовыми вставками, покрытыми черным пластиком методом литья под давлением, демонстрирующая применение в автомобильной промышленности при высоком крутящем моменте.
Часто задаваемые вопросы
В1: Почему латунь C3604 обычно выбирают для литья латунных вставок?
Латунь C3604 является стандартом главным образом потому, что высокое содержание меди придает металлу хорошую прочность и электропроводность, низкое содержание свинца способствует улучшению качества резьбы, и в целом она удобна для обеспечения баланса между легкостью обработки и структурной стабильностью во многих областях применения.
В2: Возможно ли использовать бессвинцовую латунь для обеспечения соответствия требованиям RoHS?
При желании можно использовать бессвинцовую латунь, например, C46400, в которой свинец заменен кремнием олова для соответствия требованиям RoHS. Этот тип латуни обладает механической прочностью и теплопроводностью, аналогичными свинцовой латуни.
В3: Какова роль литья под давлением в повышении сопротивления крутящему моменту?
Технология литья под давлением повышает устойчивость к крутящему моменту, поскольку позволяет пластиковому материалу сжиматься и сцепляться с шероховатостью вставки, что приводит к гораздо более прочному механическому сцеплению, чем при холодном прессовании, которое является основной причиной вращения.
В4: Какие допуски на резьбу возможны для ваших латунных вставок?
Латунные вставки, изготовленные методом литья под давлением компанией JS Precision, позволяют стабильно достигать допусков на резьбу 6H или 5H. Допуск 6H используется для предотвращения образования облоя и заклинивания, а 5H отлично подходит для высокоточных работ.
В5: Как убедиться, что пластик не попадет в резьбу?
Компания JS Precision Engineering использует допуск по высоте вставки 0,02 мм и ступенчатые установочные штифты для создания физического барьера, который полностью предотвращает попадание пластика в резьбу.
В6: Каков обычный срок выполнения заказа на изготовление латунных деталей по индивидуальному заказу?
Обычно изготовление латунных деталей на заказ занимает около 2 недель для единичных образцов и 4-6 недель для крупномасштабного производства , что позволяет учесть ваш производственный график.
В7: Как вы справляетесь с несоответствием CTE?
Компания JS Precision регулирует температуру пресс-формы, а также точно предварительно нагревает медные вставки, чтобы сбалансировать скорость усадки каждой из них и, следовательно, исключить напряжение на границе раздела или расслоение.
В8: Вы проводите моделирование методом конечных элементов для литья под давлением с закладными элементами?
Фактически, моделирование методом конечных элементов (FEA) является частью услуг по производственному инжинирингу компании JS Precision, целью которых является выявление потенциальных точек отказа вставок до начала фактического производства.
Краткое содержание
Выбор подходящего партнера по производству латунных вставок методом литья под давлением — это не просто выбор технологического процесса. На самом деле, это важное решение, определяющее не только долговечность изделия , но и эффективность производства, а также стоимость проекта.
В компании JS Precision мы сочетаем тщательный подход к каждому клиенту. Понимание материалов, точные методы обработки и соответствующие инженерные услуги позволяют превратить каждую вставку в высококачественный продукт, идеально соответствующий требованиям клиента, помогая ему минимизировать риски и сэкономить средства.
Готовы ли вы вывести свой проект на новый уровень? Позвоните в JS Precision прямо сейчас, чтобы получить помощь экспертов .
В компании JS Precision мы всегда готовы оказать вам поддержку во всем, от бесплатного проектирования с учетом технологичности производства (DFM) и расчета затрат до индивидуальных решений по литью под давлением и составления смет на изготовление латунных деталей по индивидуальному заказу. Мы здесь, чтобы помочь вашей продукции показывать отличные результаты даже в самых сложных условиях.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

