

Brass insert molding is one of the key techniques for addressing the problem areas of metal plastic bonding.
It gives 40% greater pull out strength than cold press fitting and the 6H thread tolerance completely disallows the overflow of more than 0.02mm, thus being very important for OEMs and engineers in the prevention of recall risks.
Most of the time, product failures happen at the joint. Stress cracking, pull out failure and the mismatch of thermal expansion are so the consequences of the combination of high performance polymers and copper fasteners.
It's very important to choose the right partner who is knowledgeable about the working of metals and plastics at the microscopic level.
Quick Overview: Brass Insert Molding Essentials
|
Key Dimensions
|
Technical Standards / Core Advantages
|
|
Material Selection
|
C3604 balances machinability and strength. C46400 lead-free brass meets extremely strict environmental requirements.
|
|
Process Comparison
|
Insert molding provides 40% higher pull-out resistance than cold pressing through molecular chain realignment.
|
|
Precision Control
|
Thread 6H tolerance matches the mold sealing end face to prevent flash above 0.02mm.
|
|
Cost Value
|
Optimize thermal expansion mismatch through engineering simulation to significantly improve the yield and ROI of complex parts.
|
Key Takeaways:
- Alloy Compatibility: lead content has a great impact on the dimensional stability of inserts during high pressure injection molding, the right amount of lead that can avoid the problem of insert deformation.
- Physical Interlocking: injection molding takes advantage of the shrinkage force of solidified plastic to build a mechanical interlock, which will be a stronger connection than physically pressing and less likely to be detached.
- Thermal Stress Management: using the correct preheating temperature can keep the metal/plastic interface from delamination, thereby pre-venting separation caused by thermal expansion and contraction.
- Manufacturing Precision: high precision locating pins that couple tightly with 6H threads will help to protect the mold and the reduction of wear and mold repair costs.
How Can JS Precision's Brass Insert Molding Optimize Your Threaded Parts?
If you are an OEM or engineer looking for threaded parts with high precision and high reliability, it is very important to choose a partner who not only has professional capabilities but is also familiar with the application.
JS Precision turns brass insert molding into a major value method for addressing these collaboration challenges.
JS Precision, adopting material standard ASTM B16/B16M-20 as a basis, is working on tight coupling of materials science and precision manufacturing to assist you in efficiently addressing main insert problems of insert detachment and cracking.
For illustration, think of case of a certain automotive parts customer who reported that if their threaded inserts have inadequately low pull out strength, their percentage of defective products may rise up to 12%, and a single recall could thereby lead to losses greater than $500,000.
Here JS Precision may enhance the knurled patterns of your threaded inserts and, by employing a C3604 alloy and the introduction of a precision preheating process, help you increase your pull out strength by 40% and lower your defect rate to 0.3%, effectively saving you nearly one million dollars a year.
Selecting JS Precision implies that besides getting highly accurate process assurance, you will also benefit from end-to-end services always focused on your requirements:
Starting with material choosing and mold designing for production carrying out, JS Precision employs FEA (finite element analysis) to assist you in identifying failure risks in advance, thereby making sure that each insert is accurately tailored to your product situation.
If you are looking for standard threaded parts or intricate custom components, JS Precision works with you not only to enhance product durability but also to lower production costs through meticulous precision control and cost optimization thus your project will be more worry free and competitive.
Want to know how JS Precision optimizes brass insert molding solutions for your threaded parts? Contact our engineers for a free technical assessment and unlock personalized customization advice to keep your products free from connection failure risks.
Why Choose Professional Insert Molding Services Over Cold Pressing?
When engineers choose the connection method between metal and plastic, they often struggle with insert molding services and cold pressing processes, with the core differences being connection stability and lifespan.
Skilled insert molding can fix the problems that cold pressing has. This method allows the plastic molecules to move and harden around the insert's knurling, so there is no circumferential stress left that would cause micro cracks due to forced insertion, resulting in a perfectly bonded joint.
Realigning of Molecular Chains and Knurling Pattern
Hot, liquid plastic is injected into the insert with high pressure that forces the plastic to form a diamond or a spiral knurling pattern. When the plastic cools and hardens, the metal and plastic are highly interlocked such that the connection strength is increased by as much as 40% relative to later indentation.
This results in a perfect joining of metal and plastic such that it is very hard to separate the two. This is a kind of insert molding that cold pressing cannot compete with.
Handling of Residual Stresses in Engineering Plastics
The modulus of a material directly correlates with the amount of residual stress after molding. A higher modulus will lead to higher residual stress and a greater chance of cracking.
Insert molding involves a thermal equilibrium step that slowly removes stress and this way prevents cracking of the polymer matrix as well as increases the service life of the product.
Download the "Insert Molding vs. Cold Pressing Process Comparison White Paper" to clearly understand the cost and performance differences between the two processes, helping you make the optimal choice and quickly avoid the potential risks of cold pressing.
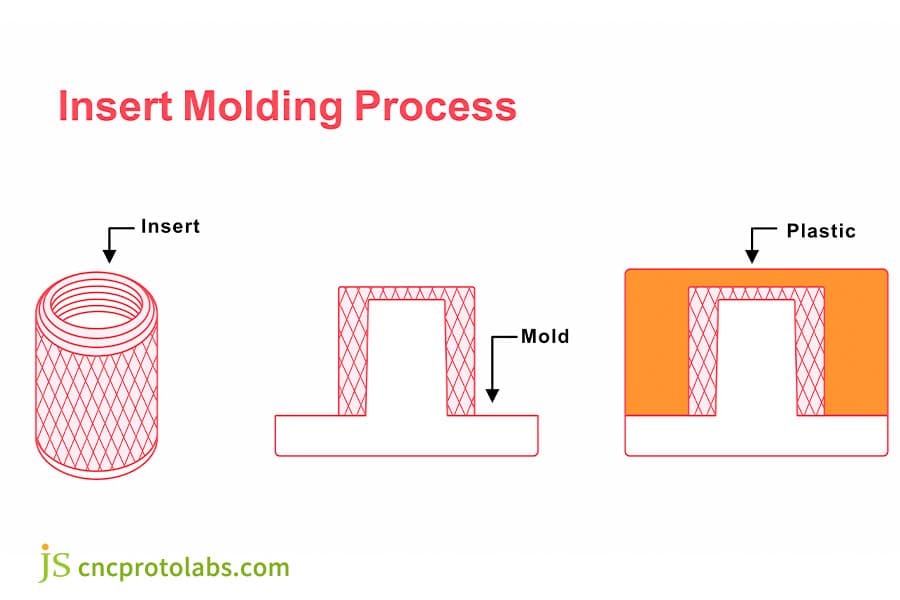
Figure 1: A schematic diagram illustrating the three-stage insert molding process, sequentially showing a brass insert, the open mold, and the final part with plastic molded around the insert.
Brass Insert Molding: Which Material Grade Defines High Performance?
Choosing the right brass alloy is the foundation of high-performance brass insert molding, which requires balancing mechanical processability with physical integrity under injection molding high pressure.
The match of materials has a direct effect on the performance and expense of the final product.
|
Material Model
|
Lead Content
|
Hardness (HRB)
|
Thermal Conductivity (W/m·K)
|
Application Scenarios
|
Environmental Level
|
|
C3604
|
2.5%-3.7%
|
58-65
|
110
|
Automotive, electronic conventional threaded parts
|
General environmental protection
|
|
C46400
|
0%
|
62-70
|
105
|
Medical, export products with environmental requirements
|
RoHS compliant
|
|
C37700
|
1.8%-2.4%
|
55-62
|
115
|
Inserts for high-temperature environments
|
General environmental protection
|
|
C26000
|
Below 0.05%
|
50-58
|
120
|
Products with low stress and high toughness requirements
|
RoHS compliant
|
Metallurgical Analysis of C3604 vs. Eco Brass (C46400)
C3604 is formed by alpha and beta two phase structure and has a tensile strength of 180MPa while undergoing high injection molding pressure.
Also, its lead content of 2.5%-3.7% helps to develop a lubricating film for thread protection, and this lead content is in accordance with the ISO standards. On the other hand, C46400 is a lead free alloy with tin silicon as a lead substitute and it is RoHS compliant, besides being ISO 9001:2015 certified.
However, its high hardness and challenging machining necessitate the use of specialized tools and processes to achieve precision. These two materials represent major categories of brass selection for custom parts, each suitable for various application scenarios.
In other words, C3604 is essentially a "general purpose" offering that strikes a balance between performance and ease of machining, whereas C46400 is a "customized" offering that not only complies with environmental norms but is also appropriate for premium products. Material selection is a trade off between conformity and practicality.
Ductility and Stress Corrosion Cracking (SCC)
The ductility of a material is one of the factors that determine the long term reliability of inserts. With an elongation of 15%, C3604 is capable of taking up injection stress and therefore, lessening the risk of cracking.
Copper alloy impurity control is a key factor in stress corrosion cracking management in high humidity enviroments, and that is how the life expectancy of the product is being prolonged.
How Do Insert Molding Solutions Manage Thermal Expansion Gaps?
The difference in coefficient of thermal expansion (CTE) is a common challenge that insert molding solutions need to address. The CTE difference between copper and fiberglass reinforced polymers can lead to interface stress during temperature changes, causing delamination and cracking. Professional solutions can effectively solve this hidden danger.
The CTE gap between copper and PA66+GF30 is up to 6μm/m°C. If there is no preheating, the chances of interfacial delamination are as high as 30%. However, with the correct preheating, the risk of delamination can be brought down to less than 0.5%.
Thermal Diffusivity and Interface Solidification
Due to copper's very high thermal diffusivity, the interfacial plastic cools down very quickly which causes a local discrepancy in crystallinity as well as the creation of a fragile amorphous layer whose properties poorly bond.
However, by tweaking the preheating temperature of the mold and insert, we can effectively control the crystallization rate of the plastic so that it produces a strong interfacial bond. This is an extremely important factor in managing thermal expansion differences in brass insert molding.
Put simply, it is a matter of dashing a steamed bun with cold water and the surface gets hardened immediately, while the inside stays soft and has the tendency to form layers.
Temperature controlled preheating is, on the contrary, analogous to gradually cooling the bun in that the bun will be evenly hardened everywhere and cracking will be avoided and the metal plastic bond will be closed tightly.
Pre-heating Protocols to Remove Cold Slugs
JS Precision uses precision induction preheating technology to raise the temperature of copper inserts up to 80℃-120℃, so as to avoid the localized freezing of the melt, and at the same time, to ensure that no cold shut defects arise at the interface. Different materials need different preheating temperature parameters.
|
Plastic Type
|
Glass Fiber Content
|
Insert Preheating Temperature (°C)
|
Mold Temperature (°C)
|
Interface Bond Strength (MPa)
|
|
PA66
|
0%
|
80-90
|
60-70
|
28
|
|
PA66+GF30
|
30%
|
100-110
|
80-90
|
35
|
|
PC
|
0%
|
90-100
|
70-80
|
25
|
|
PBT+GF20
|
20%
|
110-120
|
90-100
|
32
|
What Are The Precision Standards For Custom Brass Parts In Tooling?
When custom brass parts are made just right, molds last longer plus things fit together better. To keep costly injection molds safe, insert accuracy needs to go beyond usual machine work because it helps products stay steady during build, cuts down on mold fixes and waste material too.
Thread Tolerance and Flash Prevention
The 6H thread tolerance is the core precision standard for custom brass parts in insert injection molding. This tolerance ensures that the insert thread fits snugly with the mold pin, effectively preventing material overflow of 0.02mm or more.
With exact machine handling, one key detail stays under 0.01mm - the flatness of the insert's end surface. That small gap match keeps it sealed against the mold pin. Fluid resin cannot slip into the screw threads during shaping. Holding that limit matters most when setting up brass inserts right.
Hardness Affects Tool Wear
Hardness alignment between copper alloy and mold steel cuts down wear significantly. With our brass components, we keep hardness within HRB 55 to 70 - ideal when paired with steels like H13 or S136.
Because of this match, support pins avoid sudden deterioration. Molds last longer than before, often more than 60% beyond typical lifespan.
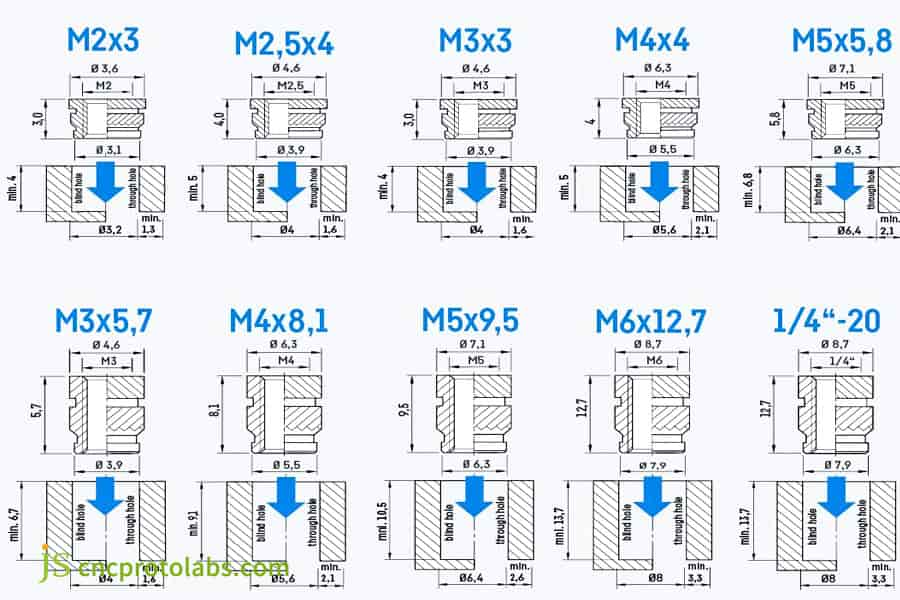
Figure 2: A detailed technical chart displaying the dimensions, thread types (M2 to M6), and hole specifications for ten different brass threaded inserts used in precision tooling.
How To Select Brass Threaded Inserts For Metal And Plastic Hybrids?
Brass threaded inserts for metal frames can make or break how well a product holds up over time. When plastics, metals, and copper parts come together, tiny chemical reactions start creeping in. Temperature swings add pressure on these connections.
Instead of holding strong, weak points grow where materials meet. One wrong insert choice leads to slow breakdowns. Stability hides not just in strength but in how parts respond when heated or cooled. Corrosion sneaks through gaps others overlook.
Mitigating Galvanic Corrosion in Hybrid Assemblies
Between copper and the aluminum or steel frame, a voltage gap shows up. Where connections sit, that gap might spark slow chemical wear. Over years, such decay weakens inserts, making them slip free.
Brass threaded inserts for metal get coated in zinc or nickel - just 3 to 5 micrometers thick. That thin shell acts like a shield, stepping in before copper can react with nearby metals.
Corrosion slows down by more than 90 percent because of it. Without that protection, mixed material builds would weaken too fast during insert molding.
Maintaining Seal Integrity Under Extreme Temperatures
When things get really hot or cold, mixed materials can pull apart slightly, creating tiny openings that break seals. These brass inserts, designed with deep grooves and knurling, stay tightly locked even as conditions shift between minus forty and one hundred twenty degrees Celsius.
Their grip holds firm, keeping moisture and air out through repeated swings in temperature. Built for tough settings where reliability matters most.
Unsure how to choose the right brass threaded inserts for metal for hybrid structures? Submit your product structure requirements to receive one-on-one professional consultation and accurately match the optimal insert solution.
How Do Manufacturing Engineering Services Reduce Your Project ROI?
Manufacturing engineering services play a crucial role in enhancing project ROI. Early engineering involvement can help in effectively preventing failure issues after mold opening which are the main causes of scrap and mold repair costs, thereby maximizing project benefits.
The following is a brief overview of how engineering services can help improve project ROI.
FEA for Mechanical Loading
In order to mimic the physical stress of custom brass parts, we carry out Finite Element Analysis (FEA) simulations, evaluate the effects of different material ratios and knurling designs on thread load capacity, and even pinpoint potential failure points beforehand.
Through FEA simulation our one electronic customer improved the insert geometry design that led to a 25% increase in thread load capacity and a saving of $0.80 per product. This example illustrates the great value of engineering services in brass insert molding.
Design for Manufacturing (DFM) for Mass Production
When mass producing, we use DFM to restructure custom brass parts mainly by adjusting insert shoulder height or chamfering to make automated feeding possible.
As a result, production efficiency went up by 40%, labor costs got decreased by 35%, and yield was improved from 95% to 99.5%, all of these together contributing to a better ROI.
Figure 3: A close-up view of complex industrial insert molding machinery with connected hoses and components, operating in a factory setting.
JS Precision Case Study: High-Torque Automotive Connector Housing
Brass insert molding is quite common for automotive connector housings. These products demand very high insertion torsion torque and pull out strength of the inserts.
Unexpectedly, a Tier 1 automotive supplier came across this problem. Luckily, it was a challenge solved by a customized solution from JS Precision.
Challenges:
This supplier made high torque connector housings for automakers with a combination of plastic PA66+GF35 and copper inserts.
The defect rate was up to 15%: copper inserts could get detached when the driving torque was 12Nm, in addition, micro cracks appeared at their interface which led to the risk of short circuiting.
The defect rate was only reduced by 2% after changing the cold pressing process however the costs increased and the risk of order cancellations appeared. The main problem that the low quality performance of the threaded insert was compromise the high torque use of the equipment.
Solution
The problem was first analyzed with finite element analysis (FEA) by JS Precision:
- The insert was made of an ordinary copper alloy, which did not have high tensile strength.
- The knurling depth was not enough to provide sufficient mechanical interlocking force.
- Neglecting to preheat the copper insert resulted in cold shut defects at the interface.
We have developed a comprehensive optimization plan to address these issues:
- The first step was going to a C3604 custom alloy which has very high tensile strength, as a result its tensile strength raised to 420MPa which is 30% higher than that of the original alloy.
- Optimize the hobbing depth of the threaded insert to 0.4mm, an increase of 0.15mm compared to the original design, to enhance the mechanical interlocking effect.
- Precision induction preheating was introduced for brass insert molding, heating the heating the insert to 105°C to the molding temperature of PA66+GF35, thus removing interface cold shuts and microcracks.
Final Results:
The performance of the product optimized was considerably better:
The force to pull out the insert increased by 35% (from 28MPa to 38MPa), the torsional torque was steady at 18Nm (much above the 12Nm bench mark), absent of interface cold shuts or crack, the scrap rate dropped to 0.2% which resulted in the saving of $800,000 annually and the winning of core automotive orders.
Submit your product drawings and performance requirements, and JS Precision will customize a dedicated brass insert molding solution for you, providing an accurate quote and quickly resolving issues such as insert detachment and cracking.

Figure 4: A close-up photograph of a finished connector housing densely populated with numerous brass threaded inserts that have been overmolded with black plastic, showcasing a high-torque automotive application.
FAQs
Q1: Why is C3604 brass the typical choice for brass insert molding?
C3604 brass is the standard mainly because its high copper content gives the metal good toughness and electrical conductivity, the small lead content helps in improving thread finishing, and overall it comes handy in balancing the ease of machine ability and the structural stability for lots of applications.
Q2: Is it possible for me to use lead free brass to ensure RoHS compliance?
If you want, you can use lead free brass like C46400, which replaces lead with tin silicon in order to comply with RoHS. This type of brass has mechanical strength and thermal conductivity alike to leaded brass.
Q3: What role does insert molding play in increasing torque resistance?
Insert molding strengthens the torque resistance feature because it gives the plastic material an opportunity to contract and interlock the roughness of the insert resulting in a much stronger mechanical bite than cold pressing which is the main cause of rotation.
Q4: What thread tolerances are possible with your brass insert molding?
JS Precision's brass insert molding can consistently achieve 6H or 5H thread tolerances, 6H is used to avoid flash and jamming whereas 5H is great for very high precision uses.
Q5: How to make sure that plastic does not get into the threads?
JS Precision engineering 0.02mm insert height tolerance and utilize stepped locating pins to build a physical barrier, which completely blocks the plastic from going into the threads.
Q6: What is the usual turnaround time for custom brass parts?
The normal turnaround time for custom brass parts is approximately 2 weeks for single unit samples and 4-6 weeks for large scale production, thus allowing time for the completion of your production schedule.
Q7: How do you handle the CTE mismatch?
JS Precision modifies the temperature of the mold and also accurately preheats the copper inserts so that the shrinkage rates of each are balanced and consequently no interface stress or delamination occurs.
Q8: Do you make FEA simulation for insert molding?
As a matter of fact, FEA simulation is part of the manufacturing engineering services of JS Precision, which aim to expose potential failure points in the inserts prior to actual production.
Summary
Picking the right brass insert molding partner is not merely a selection of a process. In fact, it is a major affecting decision that decides not only the durability of the product but also efficiency of production and expenditure of the project.
We at JS Precision combine thorough understanding of materials, precise machining techniques, and related engineering services to convert every insert into a premium product that perfectly matches the client's requirements, thus helping them to limit the risks and save money.
Are you prepared to take your project to the next level? Call JS Precision now for expert assistance.
At JS Precision, we are always ready to support you with everything from free DFM design and cost accounting to custom insert molding solutions and quotes for custom brass parts. We are here to help your product perform well even in highly demanding situations.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

