

يُعدّ تشكيل القوالب النحاسية أحد التقنيات الرئيسية لمعالجة المشكلات المتعلقة بربط المعدن بالبلاستيك .
يوفر قوة سحب أكبر بنسبة 40٪ من تركيب الضغط البارد، كما أن تحمل الخيط 6H يمنع تمامًا التدفق الزائد لأكثر من 0.02 مم ، مما يجعله مهمًا جدًا لمصنعي المعدات الأصلية والمهندسين في منع مخاطر الاستدعاء.
في أغلب الأحيان، تحدث أعطال المنتج عند الوصلة. وتُعدّ تشققات الإجهاد، وفشل السحب، وعدم تطابق التمدد الحراري من عواقب الجمع بين البوليمرات عالية الأداء والمثبتات النحاسية.
من المهم جداً اختيار الشريك المناسب الذي لديه معرفة بكيفية عمل المعادن والبلاستيك على المستوى المجهري.
نظرة عامة سريعة: أساسيات تشكيل القوالب النحاسية
الأبعاد الرئيسية | المعايير الفنية / المزايا الأساسية |
اختيار المواد | يُحقق النحاس C3604 توازناً بين سهولة التشغيل والمتانة. أما النحاس C46400 الخالي من الرصاص فيلبي متطلبات بيئية صارمة للغاية. |
مقارنة العمليات | توفر عملية التشكيل بالحقن مقاومة سحب أعلى بنسبة 40% من الضغط البارد من خلال إعادة تنظيم السلسلة الجزيئية. |
التحكم الدقيق | يتوافق تفاوت الخيط 6H مع وجه نهاية ختم القالب لمنع الزوائد التي تزيد عن 0.02 مم. |
التكلفة القيمة | تحسين عدم تطابق التمدد الحراري من خلال المحاكاة الهندسية لتحسين إنتاجية وعائد الاستثمار للأجزاء المعقدة بشكل كبير. |
أهم النقاط الرئيسية:
- توافق السبيكة: يؤثر محتوى الرصاص بشكل كبير على استقرار أبعاد الحشوات أثناء عملية التشكيل بالحقن عالي الضغط، ويمكن للكمية المناسبة من الرصاص تجنب مشكلة تشوه الحشوة.
- التعشيق المادي: تستفيد عملية التشكيل بالحقن من قوة انكماش البلاستيك المتصلب لبناء تعشيق ميكانيكي، والذي سيكون اتصالاً أقوى من الضغط المادي وأقل عرضة للانفصال.
- إدارة الإجهاد الحراري: يمكن أن يؤدي استخدام درجة حرارة التسخين المسبق الصحيحة إلى منع انفصال المعدن/البلاستيك، وبالتالي منع الانفصال الناتج عن التمدد والانكماش الحراري.
- دقة التصنيع: دبابيس تحديد المواقع عالية الدقة التي تتصل بإحكام مع خيوط 6H ستساعد في حماية القالب وتقليل التآكل وتكاليف إصلاح القالب .
كيف يمكن لتقنية قولبة الحشوات النحاسية من JS Precision أن تُحسّن أداء الأجزاء الملولبة لديك؟
إذا كنت من مصنعي المعدات الأصلية أو مهندسًا تبحث عن أجزاء ملولبة ذات دقة عالية وموثوقية عالية، فمن المهم جدًا اختيار شريك لا يمتلك القدرات المهنية فحسب، بل يكون على دراية بالتطبيق أيضًا.
تحوّل شركة JS Precision عملية تشكيل القوالب النحاسية إلى طريقة ذات قيمة كبيرة لمعالجة تحديات التعاون هذه.
تعمل شركة JS Precision، التي تعتمد معيار المواد ASTM B16/B16M-20 كأساس، على الربط الوثيق بين علم المواد والتصنيع الدقيق لمساعدتك في معالجة مشاكل الإدخال الرئيسية بكفاءة، مثل انفصال الإدخال وتشققه.
على سبيل المثال، فكر في حالة عميل معين لقطع غيار السيارات الذي أفاد بأنه إذا كانت حشوات التثبيت الملولبة الخاصة بهم ذات قوة سحب منخفضة بشكل غير كافٍ، فقد ترتفع نسبة المنتجات المعيبة إلى 12٪، وبالتالي يمكن أن يؤدي استدعاء واحد إلى خسائر تزيد عن 500000 دولار.
هنا يمكن لشركة JS Precision تحسين أنماط التخريش في الحشوات الملولبة الخاصة بك، ومن خلال استخدام سبيكة C3604 وإدخال عملية تسخين مسبق دقيقة، يمكنك زيادة قوة السحب بنسبة 40٪ وخفض معدل العيوب إلى 0.3٪، مما يوفر لك فعليًا ما يقرب من مليون دولار سنويًا.
إن اختيار JS Precision يعني أنه بالإضافة إلى الحصول على ضمان دقيق للغاية للعملية، ستستفيد أيضًا من خدمات شاملة تركز دائمًا على متطلباتك:
بدءًا من اختيار المواد وتصميم القوالب لتنفيذ الإنتاج، تستخدم شركة JS Precision تحليل العناصر المحدودة (FEA) لمساعدتك في تحديد مخاطر الفشل مسبقًا، وبالتالي التأكد من أن كل قطعة إدخال مصممة بدقة لتناسب حالة منتجك.
إذا كنت تبحث عن أجزاء ملولبة قياسية أو مكونات مخصصة معقدة، فإن شركة JS Precision تعمل معك ليس فقط لتعزيز متانة المنتج ولكن أيضًا لخفض تكاليف الإنتاج من خلال التحكم الدقيق في الجودة وتحسين التكاليف، وبالتالي سيكون مشروعك أكثر راحة وتنافسية.
هل ترغب بمعرفة كيف تُحسّن شركة JS Precision حلول قولبة الحشوات النحاسية لأجزائك الملولبة؟ تواصل مع مهندسينا للحصول على تقييم فني مجاني واحصل على نصائح مُخصصة لضمان خلو منتجاتك من مخاطر فشل التوصيل.
لماذا تختار خدمات التشكيل بالحقن الاحترافية بدلاً من الكبس البارد؟
عندما يختار المهندسون طريقة الربط بين المعدن والبلاستيك، فإنهم غالباً ما يواجهون صعوبة في خدمات التشكيل بالحقن وعمليات الضغط البارد، حيث تكمن الاختلافات الأساسية في استقرار الربط وعمره الافتراضي.
يمكن لتقنية التشكيل بالحقن المتقنة معالجة مشاكل الضغط البارد. تسمح هذه الطريقة لجزيئات البلاستيك بالتحرك والتصلب حول حواف الحقن، مما يمنع وجود أي إجهاد محيطي قد يتسبب في تشققات دقيقة نتيجة الإدخال القسري، وبالتالي ينتج عنه وصلة متماسكة تمامًا.
إعادة تنظيم السلاسل الجزيئية ونمط التخريش
يُحقن البلاستيك السائل الساخن في القالب بضغط عالٍ، مما يُجبر البلاستيك على تشكيل نمط تخريش ماسي أو حلزوني. وعندما يبرد البلاستيك ويتصلب، يتشابك المعدن والبلاستيك بقوة كبيرة، مما يزيد من قوة الوصلة بنسبة تصل إلى 40% مقارنةً بالانضغاط اللاحق.
ينتج عن ذلك اندماج مثالي بين المعدن والبلاستيك، بحيث يصعب فصلهما. وهذا نوع من أنواع التشكيل بالحقن لا يُضاهى بتقنية الضغط البارد.
معالجة الإجهادات المتبقية في البلاستيك الهندسي
يرتبط معامل مرونة المادة ارتباطًا مباشرًا بكمية الإجهاد المتبقي بعد التشكيل. فكلما زاد معامل المرونة، زاد الإجهاد المتبقي، وبالتالي زادت احتمالية حدوث التشققات.
تتضمن عملية التشكيل بالإدخال خطوة توازن حراري تعمل على إزالة الإجهاد ببطء، وبهذه الطريقة تمنع تشقق مصفوفة البوليمر بالإضافة إلى زيادة عمر خدمة المنتج.
قم بتنزيل "الورقة البيضاء للمقارنة بين عملية التشكيل بالحقن وعملية الضغط البارد" لفهم الاختلافات في التكلفة والأداء بين العمليتين بشكل واضح، مما يساعدك على اتخاذ الخيار الأمثل وتجنب المخاطر المحتملة للضغط البارد بسرعة.
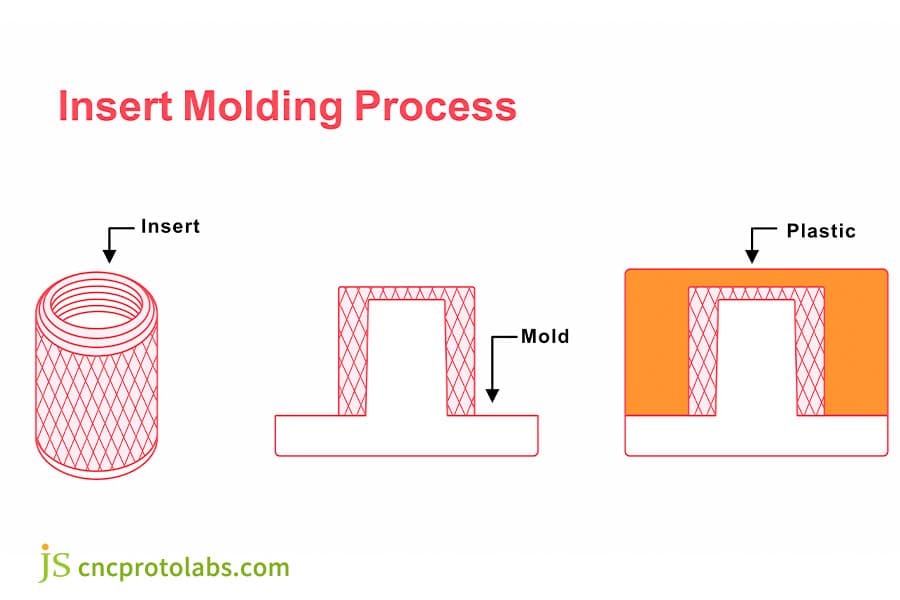
الشكل 1: رسم تخطيطي يوضح عملية التشكيل بالحقن المكونة من ثلاث مراحل، ويظهر بالتسلسل إدخالًا نحاسيًا، والقالب المفتوح، والجزء النهائي مع البلاستيك المصبوب حول الإدخال.
قولبة الحشوات النحاسية: ما هي درجة المادة التي تحدد الأداء العالي؟
يُعد اختيار سبيكة النحاس الأصفر المناسبة أساسًا لعملية قولبة إدخال النحاس الأصفر عالية الأداء، والتي تتطلب تحقيق التوازن بين قابلية المعالجة الميكانيكية والسلامة الفيزيائية تحت ضغط قولبة الحقن العالي.
تؤثر مطابقة المواد بشكل مباشر على أداء المنتج النهائي وتكلفته.
نموذج المواد | المحتوى الرئيسي | الصلابة (HRB) | الموصلية الحرارية (واط/متر·كلفن) | سيناريوهات التطبيق | المستوى البيئي |
C3604 | 2.5%-3.7% | 58-65 | 110 | قطع غيار السيارات والإلكترونيات التقليدية الملولبة | الحماية البيئية العامة |
C46400 | 0% | 62-70 | 105 | منتجات طبية للتصدير ذات متطلبات بيئية | متوافق مع توجيهات RoHS |
C37700 | 1.8%-2.4% | 55-62 | 115 | ملحقات للبيئات ذات درجات الحرارة العالية | الحماية البيئية العامة |
C26000 | أقل من 0.05% | 50-58 | 120 | منتجات ذات متطلبات إجهاد منخفض ومتانة عالية | متوافق مع توجيهات RoHS |
التحليل المعدني لـ C3604 مقابل Eco Brass (C46400)
يتكون C3604 من بنية طورين ألفا وبيتا، وله قوة شد تبلغ 180 ميجا باسكال أثناء تعرضه لضغط حقن عالي.
كما أن محتواه من الرصاص، الذي يتراوح بين 2.5% و3.7%، يُسهم في تكوين طبقة تشحيم لحماية الخيوط، ويتوافق هذا المحتوى مع معايير المنظمة الدولية للمقاييس (ISO). من جهة أخرى، فإن سبيكة C46400 خالية من الرصاص، حيث يُستخدم القصدير والسيليكون كبديل للرصاص، وهي متوافقة مع توجيهات RoHS، بالإضافة إلى حصولها على شهادة ISO 9001:2015 .
مع ذلك، تتطلب صلابته العالية وصعوبة تشكيله استخدام أدوات وعمليات متخصصة لتحقيق الدقة. يُمثل هذان النوعان من المواد فئتين رئيسيتين لاختيار النحاس الأصفر للأجزاء المصممة حسب الطلب، وكل منهما مناسب لتطبيقات متنوعة.
بمعنى آخر، يُعدّ C3604 منتجًا "عامًا" يُحقق توازنًا بين الأداء وسهولة التصنيع، بينما يُعدّ C46400 منتجًا "مُخصّصًا" لا يقتصر على الامتثال للمعايير البيئية فحسب، بل يُناسب أيضًا المنتجات الفاخرة. ويُمثّل اختيار المواد مُفاضلة بين التوافق مع المعايير والجدوى العملية.
الليونة وتشققات التآكل الإجهادي (SCC)
تُعدّ مرونة المادة أحد العوامل التي تحدد موثوقية الحشوات على المدى الطويل. وبفضل استطالتها التي تبلغ 15%، فإنّ مادة C3604 قادرة على تحمّل إجهاد الحقن ، وبالتالي تقليل خطر التشقّق.
يُعد التحكم في شوائب سبائك النحاس عاملاً رئيسياً في إدارة تشقق التآكل الإجهادي في البيئات ذات الرطوبة العالية، وهذه هي الطريقة التي يتم بها إطالة العمر الافتراضي للمنتج.
كيف تعالج حلول قولبة الإدخال فجوات التمدد الحراري؟
يُعدّ اختلاف معامل التمدد الحراري تحديًا شائعًا يجب على حلول قولبة الإدخال معالجته. إذ يُمكن أن يؤدي اختلاف معامل التمدد الحراري بين النحاس والبوليمرات المُقوّاة بالألياف الزجاجية إلى إجهاد بين الطبقات أثناء تغيرات درجة الحرارة، مما يُسبب انفصال الطبقات وتشققها. وتُمكن الحلول الاحترافية من معالجة هذا الخطر الخفي بفعالية.
يبلغ فرق معامل التمدد الحراري بين النحاس وPA66+GF30 ما يصل إلى 6 ميكرومتر/متر درجة مئوية. في حال عدم التسخين المسبق، تصل احتمالية انفصال الطبقات إلى 30%. أما مع التسخين المسبق الصحيح، فيمكن خفض خطر الانفصال إلى أقل من 0.5%.
الانتشار الحراري وتصلب السطح البيني
بسبب الانتشار الحراري العالي جدًا للنحاس، يبرد البلاستيك البيني بسرعة كبيرة مما يتسبب في اختلاف موضعي في التبلور بالإضافة إلى تكوين طبقة غير متبلورة هشة ذات خصائص ضعيفة الترابط.
مع ذلك، من خلال تعديل درجة حرارة التسخين المسبق للقالب والحشوة، يمكننا التحكم بفعالية في معدل تبلور البلاستيك، مما ينتج عنه رابطة قوية بين السطحين. وهذا عامل بالغ الأهمية في إدارة اختلافات التمدد الحراري في قولبة حشوات النحاس الأصفر.
ببساطة، الأمر يتعلق برش كعكة مطهوة على البخار بالماء البارد، فيصبح سطحها صلباً على الفور، بينما يبقى داخلها طرياً ويميل إلى تكوين طبقات.
على النقيض من ذلك، فإن التسخين المسبق الذي يتم التحكم فيه بدرجة الحرارة يشبه تبريد الكعكة تدريجياً، حيث سيتم تصلب الكعكة بالتساوي في كل مكان وسيتم تجنب التشقق وسيتم إغلاق الرابط المعدني البلاستيكي بإحكام.
بروتوكولات التسخين المسبق لإزالة الرخويات الباردة
تستخدم شركة JS Precision تقنية التسخين المسبق بالحث الدقيق لرفع درجة حرارة حشوات النحاس إلى ما بين 80 و120 درجة مئوية، وذلك لتجنب التجمد الموضعي للمعدن المنصهر، ولضمان عدم ظهور أي عيوب في اللحام البارد عند نقطة التلامس. وتتطلب المواد المختلفة معايير مختلفة لدرجة حرارة التسخين المسبق.
نوع بلاستيكي | محتوى الألياف الزجاجية | أدخل درجة حرارة التسخين المسبق (°م) | درجة حرارة القالب (°مئوية) | قوة الترابط البيني (ميجا باسكال) |
PA66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
جهاز كمبيوتر | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
ما هي معايير الدقة لقطع النحاس المخصصة في أدوات التصنيع؟
عندما تُصنع قطع النحاس المخصصة بدقة متناهية، تدوم القوالب لفترة أطول، كما تتكامل القطع معًا بشكل أفضل. وللحفاظ على سلامة قوالب الحقن باهظة الثمن، يجب أن تتجاوز دقة الإدخال مجرد العمل الآلي المعتاد، لأنها تساعد على ثبات المنتجات أثناء التصنيع، وتقلل من إصلاحات القوالب وهدر المواد أيضًا.
تفاوت الخيوط ومنع الوميض
يُعدّ التفاوت المسموح به في سنّ اللولب 6H المعيار الأساسي للدقة في تصنيع قطع النحاس المصنّعة حسب الطلب بتقنية حقن القوالب. يضمن هذا التفاوت ملاءمة سنّ اللولب المُدخل بإحكام مع دبوس القالب، مما يمنع بشكل فعّال تدفق المادة الزائد بمقدار 0.02 مم أو أكثر.
بفضل دقة التصنيع الآلي، يبقى أحد أهم التفاصيل دون مستوى 0.01 مم، ألا وهو استواء السطح النهائي للحشوة. هذا التطابق الدقيق للفجوة يضمن إحكام إغلاقها على دبوس القالب. لا يمكن للراتنج السائل أن يتسرب إلى أسنان اللولب أثناء التشكيل. الحفاظ على هذا الحدّ أمر بالغ الأهمية عند تركيب حشوات النحاس بشكل صحيح.
تؤثر الصلابة على تآكل الأدوات
يساهم التوافق في الصلابة بين سبيكة النحاس وفولاذ القالب في تقليل التآكل بشكل ملحوظ. نحافظ في مكوناتنا النحاسية على صلابة تتراوح بين 55 و70 على مقياس روكويل B (HRB)، وهي مثالية عند استخدامها مع أنواع الفولاذ مثل H13 أو S136.
بفضل هذا التوافق، تتجنب دبابيس الدعم التلف المفاجئ. وتدوم القوالب لفترة أطول من ذي قبل، غالباً ما تزيد عن 60% من عمرها الافتراضي المعتاد.
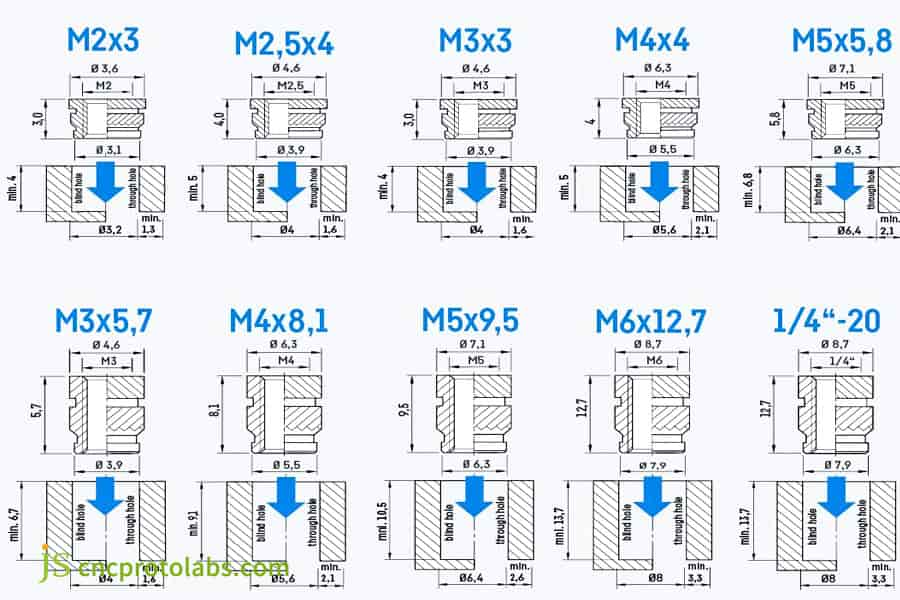
الشكل 2: مخطط فني مفصل يعرض الأبعاد وأنواع الخيوط (من M2 إلى M6) ومواصفات الثقوب لعشرة أنواع مختلفة من الحشوات الملولبة النحاسية المستخدمة في الأدوات الدقيقة.
كيفية اختيار الحشوات الملولبة النحاسية للتركيبات الهجينة المعدنية والبلاستيكية؟
تُعدّ الحشوات الملولبة النحاسية للإطارات المعدنية عاملاً حاسماً في جودة المنتج على المدى الطويل. فعندما تتلامس الأجزاء البلاستيكية والمعدنية والنحاسية، تبدأ تفاعلات كيميائية دقيقة بالظهور. كما تُضيف تقلبات درجات الحرارة ضغطاً إضافياً على هذه الوصلات.
بدلاً من أن تكون متينة، تنمو نقاط الضعف عند التقاء المواد. اختيار خاطئ واحد للحشوة يؤدي إلى أعطال تدريجية. لا تكمن المتانة في القوة فحسب، بل في كيفية استجابة الأجزاء عند تسخينها أو تبريدها. يتسلل التآكل عبر فجوات يغفل عنها الآخرون.
الحد من التآكل الجلفاني في التجميعات الهجينة
تظهر فجوة جهد كهربائي بين النحاس وإطار الألومنيوم أو الفولاذ. عند نقاط التوصيل، قد تتسبب هذه الفجوة في تآكل كيميائي بطيء. ومع مرور السنين، يُضعف هذا التآكل الحشوات، مما يؤدي إلى انزلاقها.
تُغطى الحشوات الملولبة المصنوعة من النحاس الأصفر والمخصصة للمعادن بطبقة رقيقة من الزنك أو النيكل، بسماكة تتراوح بين 3 و 5 ميكرومترات فقط. تعمل هذه الطبقة الرقيقة كدرع واقٍ، تمنع تفاعل النحاس مع المعادن المجاورة.
يتباطأ التآكل بنسبة تزيد عن 90% بفضل ذلك. وبدون هذه الحماية، ستضعف طبقات المواد المختلطة بسرعة كبيرة أثناء عملية التشكيل بالحقن.
الحفاظ على سلامة الختم في درجات الحرارة القصوى
عندما ترتفع درجات الحرارة أو تنخفض بشدة، قد تتباعد المواد المختلطة قليلاً، مما يُحدث فتحات صغيرة تُؤدي إلى كسر الأختام. أما هذه الحشوات النحاسية، المصممة بأخاديد عميقة وتخريش، فتبقى مُحكمة الإغلاق حتى مع تغير درجات الحرارة بين أربعين درجة تحت الصفر ومئة وعشرين درجة مئوية.
تتميز هذه الأغطية بقبضة محكمة تمنع تسرب الرطوبة والهواء حتى مع تقلبات درجات الحرارة المتكررة. صُممت هذه الأغطية للاستخدام في الظروف القاسية حيث تكون الموثوقية هي الأهم.
هل أنت غير متأكد من كيفية اختيار الحشوات النحاسية الملولبة المناسبة للمعادن في الهياكل الهجينة؟ أرسل متطلبات هيكل منتجك للحصول على استشارة احترافية فردية ومطابقة دقيقة مع حل الحشوة الأمثل.
كيف تُساهم خدمات هندسة التصنيع في تقليل عائد الاستثمار لمشروعك؟
تلعب خدمات هندسة التصنيع دورًا حاسمًا في تعزيز عائد الاستثمار للمشروع. ويمكن أن يساعد التدخل الهندسي المبكر في منع مشاكل الأعطال التي تحدث بعد فتح القالب ، والتي تُعد الأسباب الرئيسية للخردة وتكاليف إصلاح القوالب، وبالتالي تحقيق أقصى استفادة من المشروع.
فيما يلي نظرة عامة موجزة عن كيفية مساهمة الخدمات الهندسية في تحسين عائد الاستثمار للمشروع.
تحليل العناصر المحدودة للأحمال الميكانيكية
من أجل محاكاة الإجهاد الفيزيائي لأجزاء النحاس المصممة حسب الطلب، نقوم بإجراء عمليات محاكاة باستخدام تحليل العناصر المحدودة (FEA)، وتقييم تأثيرات نسب المواد المختلفة وتصميمات التخريش على قدرة تحمل الحمل للخيوط، وحتى تحديد نقاط الفشل المحتملة مسبقًا.
من خلال محاكاة العناصر المحدودة، حسّن أحد عملائنا في مجال الإلكترونيات تصميم هندسة الحشوة، مما أدى إلى زيادة قدرة تحمل الحمل على الخيوط بنسبة 25% وتوفير 0.80 دولار أمريكي لكل منتج. يوضح هذا المثال القيمة الكبيرة للخدمات الهندسية في قولبة حشوات النحاس.
التصميم من أجل التصنيع (DFM) للإنتاج الضخم
عند الإنتاج بكميات كبيرة، نستخدم DFM لإعادة هيكلة الأجزاء النحاسية المخصصة بشكل أساسي عن طريق ضبط ارتفاع كتف الإدخال أو الشطف لجعل التغذية الآلية ممكنة.
ونتيجة لذلك، ارتفعت كفاءة الإنتاج بنسبة 40٪، وانخفضت تكاليف العمالة بنسبة 35٪ ، وتحسنت نسبة العائد من 95٪ إلى 99.5٪، وكل هذه العوامل مجتمعة تساهم في تحقيق عائد استثمار أفضل.
الشكل 3: صورة مقربة لآلات قولبة الإدخال الصناعية المعقدة مع الخراطيم والمكونات المتصلة بها، وهي تعمل في بيئة مصنع.
دراسة حالة شركة JS Precision: غلاف موصل السيارات عالي العزم
يُعدّ تشكيل الحشوات النحاسية شائعًا جدًا في صناعة أغلفة موصلات السيارات. تتطلب هذه المنتجات عزم دوران عالٍ جدًا عند إدخال الحشوات وقوة سحب عالية جدًا عند سحبها.
بشكل غير متوقع، واجه أحد موردي السيارات من الدرجة الأولى هذه المشكلة. ولحسن الحظ، تم حل هذا التحدي من خلال حل مخصص من شركة JS Precision.
التحديات:
قام هذا المورد بتصنيع أغلفة موصلات عالية العزم لشركات صناعة السيارات باستخدام مزيج من البلاستيك PA66+GF35 وحشوات نحاسية.
وصل معدل العيوب إلى 15٪: يمكن أن تنفصل الحشوات النحاسية عندما يكون عزم الدوران المحرك 12 نيوتن متر، بالإضافة إلى ذلك، ظهرت تشققات دقيقة عند واجهتها مما أدى إلى خطر حدوث ماس كهربائي.
لم ينخفض معدل العيوب إلا بنسبة 2% بعد تغيير عملية الضغط البارد، إلا أن التكاليف ارتفعت وظهر خطر إلغاء الطلبات. تكمن المشكلة الرئيسية في أن انخفاض جودة أداء الحشوة الملولبة أثر سلبًا على استخدام عزم الدوران العالي للمعدات.
حل
تم تحليل المشكلة أولاً باستخدام تحليل العناصر المحدودة (FEA) بواسطة JS Precision:
- صُنعت الحشوة من سبيكة نحاسية عادية، والتي لم تكن تتمتع بقوة شد عالية.
- لم يكن عمق التخريش كافياً لتوفير قوة تعشيق ميكانيكية كافية.
- أدى إهمال تسخين الحشوة النحاسية مسبقًا إلى حدوث عيوب في الإغلاق البارد عند الواجهة.
لقد وضعنا خطة تحسين شاملة لمعالجة هذه المشكلات:
- كانت الخطوة الأولى هي اللجوء إلى سبيكة C3604 المخصصة التي تتمتع بقوة شد عالية جدًا، ونتيجة لذلك ارتفعت قوة الشد إلى 420 ميجا باسكال، أي أعلى بنسبة 30٪ من قوة السبيكة الأصلية.
- قم بتحسين عمق التخريش للحشوة الملولبة إلى 0.4 مم، بزيادة قدرها 0.15 مم مقارنة بالتصميم الأصلي، لتعزيز تأثير التعشيق الميكانيكي.
- تم إدخال التسخين المسبق بالحث الدقيق لتشكيل حشوات النحاس ، حيث يتم تسخين الحشوة إلى 105 درجة مئوية لدرجة حرارة التشكيل لمادة PA66+GF35، وبالتالي إزالة اللحامات الباردة والتشققات الدقيقة.
النتائج النهائية:
كان أداء المنتج المُحسَّن أفضل بكثير:
زادت قوة سحب الحشوة بنسبة 35% (من 28 ميجا باسكال إلى 38 ميجا باسكال)، وكان عزم الدوران الالتوائي ثابتًا عند 18 نيوتن متر (أعلى بكثير من علامة 12 نيوتن متر المرجعية)، مع عدم وجود التحامات باردة أو تشققات في الواجهة، وانخفض معدل الخردة إلى 0.2% مما أدى إلى توفير 800,000 دولار سنويًا والفوز بطلبيات أساسية في قطاع السيارات.
قم بتقديم رسومات المنتج ومتطلبات الأداء الخاصة بك، وستقوم شركة JS Precision بتخصيص حل قولبة حشوة نحاسية مخصصة لك، وتقديم عرض أسعار دقيق وحل المشكلات بسرعة مثل انفصال الحشوة والتشقق.

الشكل 4: صورة مقربة لغلاف موصل نهائي مليء بالعديد من الحشوات الملولبة النحاسية التي تم تغليفها بالبلاستيك الأسود، مما يدل على تطبيق عالي العزم في السيارات.
الأسئلة الشائعة
س1: لماذا يعتبر النحاس C3604 الخيار النموذجي لقوالب إدخال النحاس؟
يعتبر النحاس الأصفر C3604 هو المعيار بشكل أساسي لأن محتواه العالي من النحاس يمنح المعدن صلابة جيدة وتوصيلًا كهربائيًا جيدًا، كما أن محتواه المنخفض من الرصاص يساعد في تحسين تشطيب الخيوط، وبشكل عام فهو مفيد في تحقيق التوازن بين سهولة التشغيل الآلي والاستقرار الهيكلي للعديد من التطبيقات.
س2: هل من الممكن استخدام النحاس الخالي من الرصاص لضمان الامتثال لتوجيهات RoHS؟
إذا رغبت، يمكنك استخدام النحاس الخالي من الرصاص مثل C46400، الذي يستبدل الرصاص بسيليكون القصدير ليتوافق مع توجيهات RoHS. يتميز هذا النوع من النحاس بقوة ميكانيكية وتوصيل حراري مماثلين للنحاس المحتوي على الرصاص.
س3: ما هو دور قولبة الإدخال في زيادة مقاومة عزم الدوران؟
تعمل عملية التشكيل بالإدخال على تعزيز خاصية مقاومة عزم الدوران لأنها تمنح المادة البلاستيكية فرصة للانكماش والتشابك مع خشونة الإدخال مما ينتج عنه قوة تثبيت ميكانيكية أقوى بكثير من الضغط البارد الذي يعد السبب الرئيسي للدوران.
س4: ما هي التفاوتات الممكنة في الخيوط مع قالب الحشوة النحاسية الخاص بك؟
يمكن لقوالب إدخال النحاس من JS Precision أن تحقق باستمرار تفاوتات الخيوط 6H أو 5H، ويتم استخدام 6H لتجنب الزوائد والانحشار بينما 5H رائعة للاستخدامات عالية الدقة للغاية.
س5: كيف نتأكد من عدم دخول البلاستيك في الخيوط؟
تستخدم شركة JS Precision Engineering تفاوت ارتفاع الإدخال 0.02 مم وتستخدم دبابيس تحديد المواقع المتدرجة لبناء حاجز مادي يمنع البلاستيك تمامًا من الدخول في الخيوط.
س6: ما هو الوقت المعتاد لإنجاز قطع النحاس المصممة حسب الطلب؟
يستغرق وقت التسليم المعتاد لقطع النحاس المصممة حسب الطلب حوالي أسبوعين لعينات الوحدة الواحدة و4-6 أسابيع للإنتاج على نطاق واسع ، مما يتيح الوقت لإكمال جدول الإنتاج الخاص بك.
س7: كيف تتعامل مع عدم التوافق بين CTE و CTE؟
تقوم شركة JS Precision بتعديل درجة حرارة القالب وتقوم أيضًا بتسخين الحشوات النحاسية مسبقًا بدقة بحيث تكون معدلات انكماش كل منها متوازنة وبالتالي لا يحدث إجهاد أو انفصال بين الطبقات.
س8: هل تقومون بإجراء محاكاة العناصر المحدودة لعملية التشكيل بالحقن؟
في الواقع، تعد محاكاة العناصر المحدودة جزءًا من خدمات هندسة التصنيع لشركة JS Precision، والتي تهدف إلى الكشف عن نقاط الفشل المحتملة في الحشوات قبل الإنتاج الفعلي.
ملخص
إن اختيار الشريك المناسب في مجال قولبة الحشوات النحاسية ليس مجرد اختيار لعملية معينة، بل هو في الواقع قرار بالغ الأهمية يؤثر ليس فقط على متانة المنتج ، بل أيضاً على كفاءة الإنتاج وتكاليف المشروع.
نحن في شركة JS Precision نجمع بين الدقة والشمولية فهم المواد، وتقنيات التشغيل الدقيقة، والخدمات الهندسية ذات الصلة لتحويل كل قطعة إلى منتج متميز يلبي متطلبات العميل تمامًا، مما يساعدهم على الحد من المخاطر وتوفير المال.
هل أنت مستعد للارتقاء بمشروعك إلى مستوى أعلى؟ اتصل بشركة JS Precision الآن للحصول على مساعدة الخبراء .
في شركة JS Precision، نحن على أتم الاستعداد لدعمكم في كل ما يتعلق بتصميم DFM المجاني وحساب التكاليف، وصولاً إلى حلول قولبة الإدخال المخصصة وعروض أسعار قطع النحاس المصممة حسب الطلب. هدفنا هو ضمان أداء منتجكم على أكمل وجه حتى في أصعب الظروف.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

