

A moldagem por inserção de latão é uma das principais técnicas para solucionar os problemas de adesão metal-plástico .
Proporciona uma resistência à tração 40% maior do que a montagem por prensagem a frio, e a tolerância de rosca 6H impede completamente o transbordamento em mais de 0,02 mm , sendo, portanto, muito importante para OEMs e engenheiros na prevenção de riscos de recall.
Na maioria das vezes, as falhas do produto ocorrem na junção. Trincas por tensão, falhas por arrancamento e incompatibilidade de expansão térmica são consequências da combinação de polímeros de alto desempenho e fixadores de cobre.
É muito importante escolher o parceiro certo, que tenha conhecimento sobre o funcionamento de metais e plásticos em nível microscópico.
Visão geral rápida: Noções básicas de moldagem com insertos de latão
Dimensões principais | Normas técnicas / Principais vantagens |
Seleção de Materiais | O C3604 oferece um equilíbrio entre usinabilidade e resistência. O latão sem chumbo C46400 atende a requisitos ambientais extremamente rigorosos. |
Comparação de processos | A moldagem por inserção proporciona uma resistência à extração 40% maior do que a prensagem a frio, através do realinhamento da cadeia molecular. |
Controle de Precisão | A tolerância da rosca 6H corresponde à face de vedação do molde para evitar rebarbas acima de 0,02 mm. |
Valor de custo | Otimize a incompatibilidade de expansão térmica por meio de simulação de engenharia para melhorar significativamente o rendimento e o retorno do investimento em peças complexas. |
Principais conclusões:
- Compatibilidade com ligas: o teor de chumbo tem um grande impacto na estabilidade dimensional dos insertos durante a moldagem por injeção de alta pressão; a quantidade correta de chumbo pode evitar o problema de deformação do inserto.
- Encaixe físico: a moldagem por injeção aproveita a força de contração do plástico solidificado para criar um encaixe mecânico, que resulta em uma conexão mais forte do que a prensagem física e menos propensa a se desprender.
- Gerenciamento de tensões térmicas: o uso da temperatura de pré-aquecimento correta pode evitar a delaminação da interface metal/plástico, prevenindo assim a separação causada pela expansão e contração térmica.
- Precisão de fabricação: pinos de localização de alta precisão que se encaixam firmemente em roscas 6H ajudam a proteger o molde e a reduzir o desgaste e os custos de reparo do molde .
Como a moldagem por inserção de latão da JS Precision pode otimizar suas peças roscadas?
Se você é um fabricante de equipamentos originais (OEM) ou engenheiro em busca de peças roscadas com alta precisão e confiabilidade, é fundamental escolher um parceiro que não apenas possua capacidade técnica, mas que também esteja familiarizado com a aplicação.
A JS Precision transforma a moldagem por inserção de latão em um importante método de valor agregado para enfrentar esses desafios de colaboração.
A JS Precision, adotando a norma de materiais ASTM B16/B16M-20 como base, trabalha na estreita integração da ciência dos materiais e da fabricação de precisão para ajudá-lo a solucionar com eficiência os principais problemas de insertos, como desprendimento e trincas.
Para ilustrar, considere o caso de um determinado cliente de peças automotivas que relatou que, se seus insertos roscados tiverem uma resistência à tração insuficiente, a porcentagem de produtos defeituosos pode subir para 12%, e um único recall poderia, portanto, levar a perdas superiores a US$ 500.000.
Nesse contexto, a JS Precision pode aprimorar os padrões serrilhados de seus insertos roscados e, ao empregar uma liga C3604 e introduzir um processo de pré-aquecimento de precisão, ajudá-lo a aumentar sua resistência à extração em 40% e reduzir sua taxa de defeitos para 0,3%, economizando efetivamente quase um milhão de dólares por ano.
Ao escolher a JS Precision , você garante, além de processos altamente precisos, serviços completos sempre focados nas suas necessidades:
Começando pela escolha do material e pelo projeto do molde para a produção, a JS Precision utiliza a Análise de Elementos Finitos (FEA) para ajudar você a identificar os riscos de falha com antecedência, garantindo assim que cada inserto seja adaptado com precisão à situação do seu produto.
Se você busca peças roscadas padrão ou componentes personalizados complexos, a JS Precision trabalha com você não apenas para aumentar a durabilidade do produto, mas também para reduzir os custos de produção por meio de um controle de precisão meticuloso e otimização de custos, tornando seu projeto mais tranquilo e competitivo.
Quer saber como a JS Precision otimiza as soluções de moldagem por inserção de latão para suas peças roscadas? Entre em contato com nossos engenheiros para uma avaliação técnica gratuita e receba consultoria personalizada para manter seus produtos livres de riscos de falhas de conexão.
Por que escolher serviços profissionais de moldagem por inserção em vez de prensagem a frio?
Ao escolher o método de conexão entre metal e plástico, os engenheiros frequentemente se deparam com dificuldades nos serviços de moldagem por inserção e nos processos de prensagem a frio, sendo as principais diferenças a estabilidade e a vida útil da conexão.
A moldagem por inserção, realizada por profissionais qualificados, pode solucionar os problemas da prensagem a frio. Esse método permite que as moléculas de plástico se movam e endureçam ao redor do recartilhado da inserção, eliminando a tensão circunferencial que causaria microfissuras devido à inserção forçada, resultando em uma junta perfeitamente aderida.
Realinhamento de cadeias moleculares e padrão de recartilhamento
Plástico líquido e quente é injetado no inserto sob alta pressão, forçando o plástico a formar um padrão de recartilhado em forma de diamante ou espiral. Quando o plástico esfria e endurece, o metal e o plástico ficam altamente interligados, de modo que a resistência da conexão aumenta em até 40% em relação à indentação posterior.
Isso resulta em uma união perfeita entre metal e plástico, sendo muito difícil separar os dois. Trata-se de um tipo de moldagem por inserção que a prensagem a frio não consegue igualar.
Tratamento de tensões residuais em plásticos de engenharia
O módulo de elasticidade de um material está diretamente relacionado à quantidade de tensão residual após a moldagem. Um módulo de elasticidade mais alto resulta em maior tensão residual e maior probabilidade de fissuras.
A moldagem por inserção envolve uma etapa de equilíbrio térmico que remove gradualmente a tensão, prevenindo assim o aparecimento de fissuras na matriz polimérica e aumentando a vida útil do produto.
Baixe o "White Paper Comparativo entre Moldagem por Inserção e Prensagem a Frio" para entender claramente as diferenças de custo e desempenho entre os dois processos, ajudando você a fazer a escolha ideal e a evitar rapidamente os riscos potenciais da prensagem a frio.
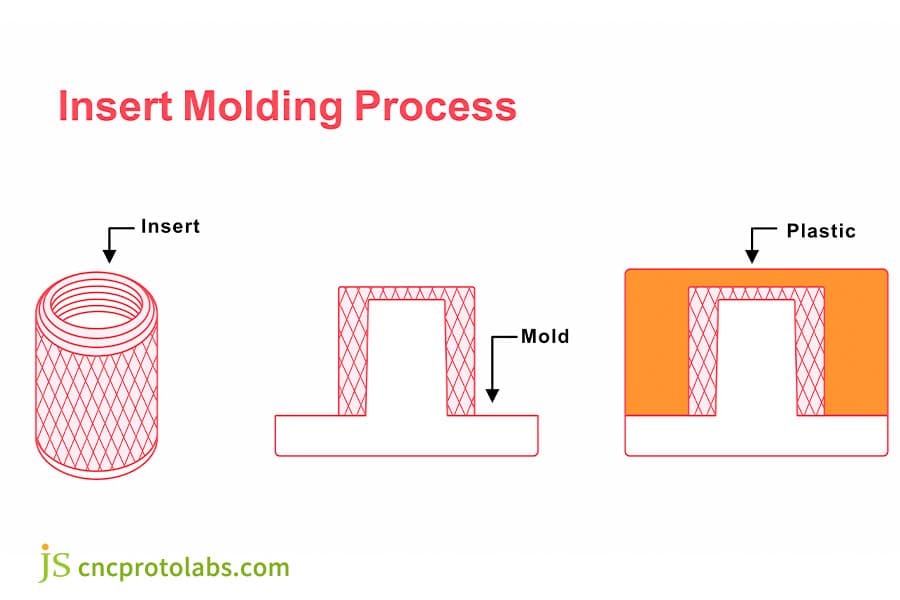
Figura 1: Diagrama esquemático ilustrando o processo de moldagem por inserção em três estágios, mostrando sequencialmente uma inserção de latão, o molde aberto e a peça final com o plástico moldado ao redor da inserção.
Moldagem por Inserção de Latão: Qual a Classe de Material que Define o Alto Desempenho?
A escolha da liga de latão correta é fundamental para a moldagem de insertos de latão de alto desempenho, o que exige o equilíbrio entre a processabilidade mecânica e a integridade física sob a alta pressão da moldagem por injeção.
A escolha dos materiais afeta diretamente o desempenho e o custo do produto final.
Modelo de Material | Conteúdo principal | Dureza (HRB) | Condutividade térmica (W/m·K) | Cenários de aplicação | Nível ambiental |
C3604 | 2,5% a 3,7% | 58-65 | 110 | Automotivo, peças roscadas convencionais eletrônicas | Proteção ambiental geral |
C46400 | 0% | 62-70 | 105 | Produtos médicos para exportação com requisitos ambientais | Em conformidade com a RoHS |
C37700 | 1,8% - 2,4% | 55-62 | 115 | Insertos para ambientes de alta temperatura | Proteção ambiental geral |
C26000 | Abaixo de 0,05% | 50-58 | 120 | Produtos com requisitos de baixa tensão e alta resistência | Em conformidade com a RoHS |
Análise metalúrgica do C3604 versus latão ecológico (C46400)
O C3604 é formado por uma estrutura bifásica alfa e beta e possui uma resistência à tração de 180 MPa quando submetido a alta pressão de moldagem por injeção.
Além disso, seu teor de chumbo de 2,5% a 3,7% contribui para o desenvolvimento de uma película lubrificante que protege a rosca, estando em conformidade com as normas ISO. Por outro lado, a liga C46400 é isenta de chumbo, utilizando estanho-silício como substituto, e está em conformidade com a diretiva RoHS, além de possuir certificação ISO 9001:2015 .
No entanto, sua alta dureza e a complexidade de sua usinagem exigem o uso de ferramentas e processos especializados para alcançar a precisão desejada. Esses dois materiais representam as principais categorias de latão para a fabricação de peças personalizadas, cada uma adequada para diferentes cenários de aplicação.
Em outras palavras, o C3604 é essencialmente uma opção de "uso geral" que encontra um equilíbrio entre desempenho e facilidade de usinagem, enquanto o C46400 é uma opção "personalizada" que não só atende às normas ambientais, como também é adequada para produtos de alta qualidade. A seleção do material é um equilíbrio entre conformidade e praticidade.
Ductilidade e fissuração por corrosão sob tensão (SCC)
A ductilidade de um material é um dos fatores que determinam a confiabilidade a longo prazo dos insertos. Com um alongamento de 15%, o C3604 é capaz de suportar a tensão de injeção e, portanto, reduzir o risco de fissuração.
O controle de impurezas em ligas de cobre é um fator chave no gerenciamento da fissuração por corrosão sob tensão em ambientes de alta umidade, e é assim que a vida útil do produto é prolongada.
Como as soluções de moldagem por inserção lidam com as folgas de expansão térmica?
A diferença no coeficiente de expansão térmica (CTE) é um desafio comum que as soluções de moldagem por inserção precisam abordar. A diferença no CTE entre o cobre e os polímeros reforçados com fibra de vidro pode levar a tensões na interface durante mudanças de temperatura, causando delaminação e fissuras. Soluções profissionais podem resolver eficazmente esse perigo oculto.
A diferença no coeficiente de expansão térmica (CTE) entre o cobre e o PA66+GF30 chega a 6 μm/m°C. Sem pré-aquecimento, a probabilidade de delaminação interfacial atinge 30%. No entanto, com o pré-aquecimento correto, o risco de delaminação pode ser reduzido para menos de 0,5%.
Difusividade térmica e solidificação da interface
Devido à elevada difusividade térmica do cobre, o plástico interfacial arrefece muito rapidamente, o que provoca uma discrepância local na cristalinidade, bem como a criação de uma camada amorfa frágil cujas propriedades apresentam baixa capacidade de ligação.
No entanto, ajustando a temperatura de pré-aquecimento do molde e do inserto, podemos controlar eficazmente a taxa de cristalização do plástico, de modo a produzir uma forte ligação interfacial. Este é um fator extremamente importante para gerir as diferenças de expansão térmica na moldagem com inserto de latão.
Simplificando, trata-se de mergulhar um pãozinho cozido no vapor em água fria, e a superfície endurece imediatamente, enquanto o interior permanece macio e tende a formar camadas.
O pré-aquecimento com temperatura controlada, ao contrário, é análogo ao resfriamento gradual do pão, pois o pão endurecerá uniformemente em todos os pontos, evitando rachaduras e selando firmemente a ligação metal-plástico.
Protocolos de pré-aquecimento para remover bolhas de gelo
A JS Precision utiliza tecnologia de pré-aquecimento por indução de precisão para elevar a temperatura dos insertos de cobre até 80°C-120°C, evitando assim o congelamento localizado da fusão e, ao mesmo tempo, garantindo que não ocorram defeitos de junção a frio na interface. Materiais diferentes requerem parâmetros de temperatura de pré-aquecimento diferentes.
Tipo de plástico | Teor de fibra de vidro | Insira a temperatura de pré-aquecimento (°C) | Temperatura do molde (°C) | Resistência de ligação interfacial (MPa) |
PA66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
PC | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
Quais são os padrões de precisão para peças de latão personalizadas em ferramentas?
Quando peças de latão personalizadas são fabricadas com precisão, os moldes duram mais e as peças se encaixam melhor. Para manter a segurança dos caros moldes de injeção, a precisão do inserto precisa ir além do trabalho de usinagem convencional, pois ajuda a manter os produtos estáveis durante a fabricação, reduzindo correções nos moldes e o desperdício de material.
Tolerância da rosca e prevenção de rebarbas
A tolerância de rosca 6H é o padrão de precisão fundamental para peças de latão personalizadas em moldagem por injeção com inserto. Essa tolerância garante que a rosca do inserto se encaixe perfeitamente no pino do molde, evitando efetivamente o transbordamento de material em 0,02 mm ou mais.
Com um manuseio preciso da máquina, um detalhe crucial permanece abaixo de 0,01 mm: a planicidade da superfície da extremidade da pastilha. Essa pequena folga garante a vedação contra o pino do molde. A resina fluida não pode penetrar nas roscas durante a conformação. Manter esse limite é fundamental para o correto ajuste das pastilhas de latão.
A dureza afeta o desgaste da ferramenta.
A correspondência de dureza entre a liga de cobre e o aço do molde reduz significativamente o desgaste. Com nossos componentes de latão, mantemos a dureza entre HRB 55 e 70 – ideal quando combinados com aços como H13 ou S136.
Graças a essa compatibilidade, os pinos de suporte evitam a deterioração repentina. Os moldes duram mais do que antes, frequentemente mais de 60% além da vida útil típica.
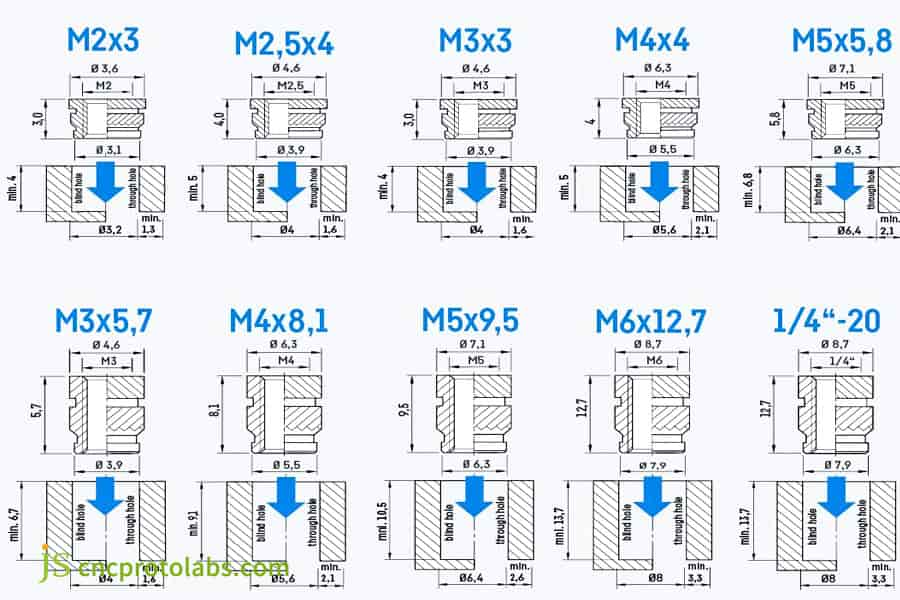
Figura 2: Tabela técnica detalhada que exibe as dimensões, os tipos de rosca (M2 a M6) e as especificações dos furos para dez insertos roscados de latão diferentes usados em ferramentas de precisão.
Como selecionar insertos roscados de latão para híbridos de metal e plástico?
As inserções roscadas de latão para estruturas metálicas podem determinar o sucesso ou o fracasso de um produto ao longo do tempo. Quando peças de plástico, metal e cobre entram em contato, pequenas reações químicas começam a ocorrer. Variações de temperatura aumentam a pressão nessas conexões.
Em vez de oferecerem resistência, os pontos fracos aumentam nas junções dos materiais. Uma escolha inadequada de inserto leva a falhas progressivas. A estabilidade reside não apenas na resistência, mas também na forma como as peças reagem ao aquecimento ou resfriamento. A corrosão se infiltra por frestas que outros não percebem.
Mitigando a corrosão galvânica em conjuntos híbridos
Entre o cobre e a estrutura de alumínio ou aço, surge uma diferença de potencial. Nos pontos de conexão, essa diferença pode desencadear um desgaste químico lento. Ao longo dos anos, essa deterioração enfraquece os componentes internos, fazendo com que se soltem.
Os insertos roscados de latão para metal recebem um revestimento de zinco ou níquel com apenas 3 a 5 micrômetros de espessura. Essa fina camada age como um escudo, impedindo que o cobre reaja com os metais próximos.
Graças a isso, a corrosão é reduzida em mais de 90%. Sem essa proteção, as estruturas de materiais mistos enfraqueceriam muito rapidamente durante a moldagem por inserção.
Manutenção da integridade da vedação em temperaturas extremas
Quando as temperaturas ficam muito altas ou muito baixas, os materiais misturados podem se separar ligeiramente, criando pequenas aberturas que rompem as vedações. Esses insertos de latão, projetados com ranhuras profundas e serrilhado, permanecem firmemente travados mesmo com variações de temperatura entre -40°C e 120°C.
Sua aderência é firme, impedindo a entrada de umidade e ar mesmo em variações repetidas de temperatura. Projetado para ambientes exigentes onde a confiabilidade é fundamental.
Está com dificuldades para escolher os insertos roscados de latão ideais para estruturas metálicas híbridas? Envie os requisitos da estrutura do seu produto para receber consultoria profissional personalizada e encontrar a solução de inserto perfeita.
Como os serviços de engenharia de manufatura reduzem o retorno sobre o investimento (ROI) do seu projeto?
Os serviços de engenharia de manufatura desempenham um papel crucial na melhoria do retorno sobre o investimento (ROI) do projeto. O envolvimento precoce da engenharia pode ajudar a prevenir eficazmente problemas de falhas após a abertura do molde , que são as principais causas de sucata e custos de reparo do molde, maximizando assim os benefícios do projeto.
A seguir, apresentamos uma breve visão geral de como os serviços de engenharia podem ajudar a melhorar o retorno sobre o investimento (ROI) do projeto.
Análise de Elementos Finitos para Carregamento Mecânico
Para simular a tensão física de peças de latão personalizadas, realizamos simulações de Análise de Elementos Finitos (FEA), avaliamos os efeitos de diferentes proporções de materiais e designs de recartilhamento na capacidade de carga da rosca e até mesmo identificamos potenciais pontos de falha antecipadamente.
Por meio de simulação FEA, um de nossos clientes da área eletrônica aprimorou o projeto da geometria do inserto, o que resultou em um aumento de 25% na capacidade de carga da rosca e uma economia de US$ 0,80 por produto. Este exemplo ilustra o grande valor dos serviços de engenharia na moldagem de insertos de latão.
Projeto para Manufatura (DFM) para Produção em Massa
Na produção em massa, utilizamos o DFM (Design for Manufacturing) para reestruturar peças de latão personalizadas, principalmente ajustando a altura do ombro da pastilha ou chanfrando-a para possibilitar a alimentação automatizada.
Como resultado, a eficiência da produção aumentou 40%, os custos de mão de obra diminuíram 35% e o rendimento melhorou de 95% para 99,5%, contribuindo todos esses fatores para um melhor retorno sobre o investimento (ROI).
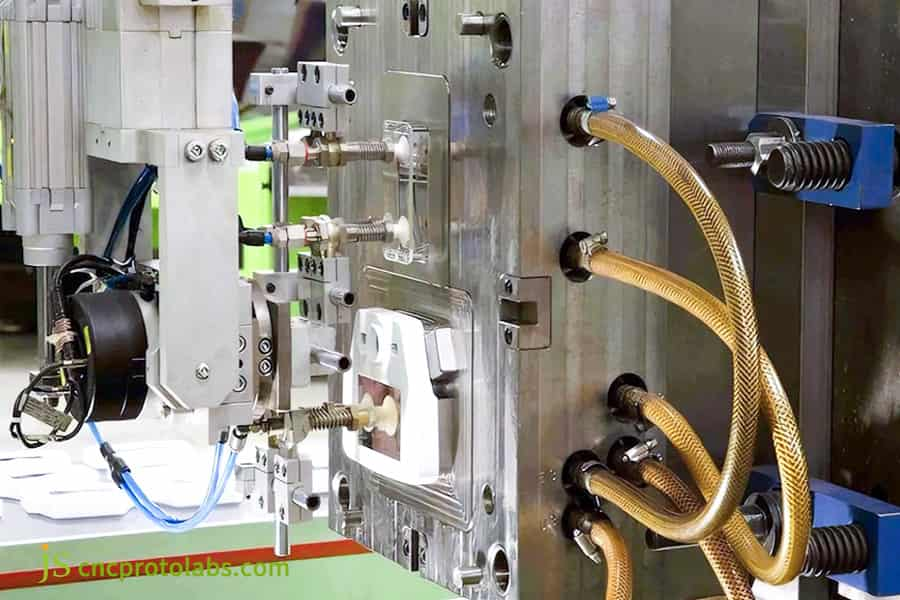
Figura 3: Visão aproximada de uma complexa máquina industrial de moldagem por inserção com mangueiras e componentes conectados, em operação em um ambiente fabril.
Estudo de Caso da JS Precision: Carcaça de Conector Automotivo de Alto Torque
A moldagem por inserção de latão é bastante comum em carcaças de conectores automotivos. Esses produtos exigem um torque de inserção e uma resistência à extração muito elevados das inserções.
Inesperadamente, um fornecedor automotivo de nível 1 se deparou com esse problema. Felizmente, foi um desafio resolvido por uma solução personalizada da JS Precision.
Desafios:
Este fornecedor fabricava carcaças de conectores de alto torque para montadoras de automóveis, utilizando uma combinação de plástico PA66+GF35 e insertos de cobre.
A taxa de defeitos chegava a 15%: os insertos de cobre podiam se desprender quando o torque de acionamento era de 12 Nm; além disso, microfissuras surgiam em sua interface, o que aumentava o risco de curto-circuito.
A taxa de defeitos foi reduzida em apenas 2% após a alteração do processo de prensagem a frio, porém os custos aumentaram e surgiu o risco de cancelamento de pedidos. O principal problema era que o baixo desempenho da pastilha roscada comprometia o uso do equipamento com alto torque.
Solução
O problema foi inicialmente analisado com análise de elementos finitos (FEA) pela JS Precision:
- O inserto era feito de uma liga de cobre comum, que não possuía alta resistência à tração.
- A profundidade do recartilhado não era suficiente para fornecer força de intertravamento mecânico adequada.
- A negligência em pré-aquecer o inserto de cobre resultou em defeitos de fechamento a frio na interface.
Desenvolvemos um plano de otimização abrangente para solucionar esses problemas:
- O primeiro passo foi optar por uma liga personalizada C3604 que possui altíssima resistência à tração, resultando em um aumento de sua resistência para 420 MPa, o que representa um aumento de 30% em relação à liga original.
- Otimize a profundidade de fresagem da inserção roscada para 0,4 mm, um aumento de 0,15 mm em comparação com o projeto original, para melhorar o efeito de intertravamento mecânico.
- Foi introduzido um pré-aquecimento por indução de precisão para moldagem com insertos de latão , aquecendo o inserto a 105°C, a temperatura de moldagem do PA66+GF35, eliminando assim juntas frias na interface e microfissuras.
Resultados finais:
O desempenho do produto otimizado foi consideravelmente melhor:
A força necessária para extrair o inserto aumentou 35% (de 28 MPa para 38 MPa), o torque de torção manteve-se estável em 18 Nm (bem acima da marca de referência de 12 Nm), não houve fechamentos a frio na interface nem trincas, a taxa de refugo caiu para 0,2%, o que resultou em uma economia de US$ 800.000 anualmente e na conquista de importantes pedidos da indústria automotiva.
Envie os desenhos do seu produto e os requisitos de desempenho, e a JS Precision personalizará uma solução dedicada de moldagem com insertos de latão para você, fornecendo um orçamento preciso e resolvendo rapidamente problemas como desprendimento e rachaduras dos insertos.

Figura 4: Fotografia em close-up de uma carcaça de conector finalizada, densamente preenchida com inúmeras inserções roscadas de latão revestidas com plástico preto, demonstrando uma aplicação automotiva de alto torque.
Perguntas frequentes
P1: Por que o latão C3604 é a escolha típica para moldagem com insertos de latão?
O latão C3604 é o padrão principalmente porque seu alto teor de cobre confere ao metal boa resistência e condutividade elétrica, o baixo teor de chumbo ajuda a melhorar o acabamento da rosca e, no geral, ele se mostra útil por equilibrar a facilidade de usinagem e a estabilidade estrutural para diversas aplicações.
P2: É possível usar latão sem chumbo para garantir a conformidade com a RoHS?
Se desejar, você pode usar latão sem chumbo, como o C46400, que substitui o chumbo por estanho-silício para atender à diretiva RoHS. Esse tipo de latão possui resistência mecânica e condutividade térmica semelhantes ao latão com chumbo.
Q3: Qual o papel da moldagem por inserção no aumento da resistência ao torque?
A moldagem por inserção reforça a resistência à torção, pois permite que o material plástico se contraia e se encaixe na rugosidade da inserção, resultando em uma aderência mecânica muito mais forte do que a prensagem a frio, que é a principal causa da rotação.
Q4: Quais são as tolerâncias de rosca possíveis com a sua moldagem por inserção de latão?
A moldagem por inserção de latão da JS Precision consegue atingir consistentemente tolerâncias de rosca 6H ou 5H. A tolerância 6H é utilizada para evitar rebarbas e travamentos, enquanto a 5H é ideal para aplicações de altíssima precisão.
Q5: Como garantir que não entre plástico nas roscas?
A JS Precision Engineering utiliza uma tolerância de altura de inserção de 0,02 mm e pinos de localização escalonados para criar uma barreira física que impede completamente a entrada de plástico nas roscas.
Q6: Qual é o prazo de entrega habitual para peças de latão personalizadas?
O prazo normal de produção de peças de latão personalizadas é de aproximadamente 2 semanas para amostras unitárias e de 4 a 6 semanas para produção em larga escala , permitindo assim tempo suficiente para a conclusão do seu cronograma de produção.
Q7: Como você lida com a incompatibilidade de CTE?
A JS Precision modifica a temperatura do molde e também pré-aquece com precisão os insertos de cobre, de modo que as taxas de contração de cada um sejam equilibradas e, consequentemente, não ocorram tensões na interface ou delaminação.
Q8: Vocês fazem simulações de elementos finitos (FEA) para moldagem com insertos?
Na verdade, a simulação por elementos finitos (FEA) faz parte dos serviços de engenharia de fabricação da JS Precision, que visam expor possíveis pontos de falha nos insertos antes da produção propriamente dita.
Resumo
Escolher o parceiro certo para moldagem por inserção de latão não é apenas selecionar um processo. Na verdade, é uma decisão crucial que impacta não só a durabilidade do produto , mas também a eficiência da produção e os custos do projeto.
Nós da JS Precision combinamos rigor Compreensão de materiais, técnicas de usinagem de precisão e serviços de engenharia relacionados para transformar cada inserto em um produto de alta qualidade que atenda perfeitamente às necessidades do cliente, ajudando-o assim a limitar os riscos e economizar dinheiro.
Está preparado para levar o seu projeto para o próximo nível? Ligue já para a JS Precision e obtenha assistência especializada .
Na JS Precision, estamos sempre prontos para apoiá-lo em tudo, desde projetos DFM gratuitos e contabilidade de custos até soluções personalizadas de moldagem por inserção e orçamentos para peças de latão personalizadas. Estamos aqui para ajudar seu produto a ter um bom desempenho, mesmo em situações extremamente exigentes.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

