

Le surmoulage en laiton est l'une des techniques clés pour résoudre les problèmes de liaison métal-plastique .
Il offre une résistance à l'arrachement supérieure de 40 % à celle du montage par pression à froid et la tolérance de filetage 6H empêche tout débordement supérieur à 0,02 mm , ce qui est très important pour les équipementiers et les ingénieurs dans la prévention des risques de rappel.
Le plus souvent, les défaillances de produits surviennent au niveau des joints. La fissuration sous contrainte, l'arrachement et les différences de dilatation thermique sont autant de conséquences de l'association de polymères haute performance et de fixations en cuivre.
Il est très important de choisir le bon partenaire, qui possède des connaissances approfondies sur le fonctionnement des métaux et des plastiques à l'échelle microscopique.
Aperçu rapide : Principes de base du moulage par insertion en laiton
Dimensions clés | Normes techniques / Principaux avantages |
Sélection des matériaux | L'acier C3604 offre un bon compromis entre usinabilité et résistance. Le laiton sans plomb C46400 répond à des exigences environnementales extrêmement strictes. |
Comparaison des processus | Le surmoulage par insertion offre une résistance à l'arrachement supérieure de 40 % à celle du pressage à froid grâce au réalignement des chaînes moléculaires. |
Contrôle de précision | La tolérance du filetage 6H correspond à la face d'extrémité d'étanchéité du moule pour éviter les bavures supérieures à 0,02 mm. |
Valeur du coût | Optimiser le désaccord de dilatation thermique par simulation d'ingénierie pour améliorer significativement le rendement et le retour sur investissement des pièces complexes. |
Points clés à retenir :
- Compatibilité des alliages : la teneur en plomb a un impact important sur la stabilité dimensionnelle des inserts lors du moulage par injection haute pression ; une quantité adéquate de plomb permet d’éviter les problèmes de déformation des inserts.
- Verrouillage physique : le moulage par injection exploite la force de retrait du plastique solidifié pour créer un verrouillage mécanique, qui offre une connexion plus solide qu’une simple pression physique et réduit les risques de détachement.
- Gestion des contraintes thermiques : l'utilisation d'une température de préchauffage correcte permet d'éviter le délaminage de l'interface métal/plastique, prévenant ainsi la séparation causée par la dilatation et la contraction thermiques.
- Précision de fabrication : des broches de positionnement de haute précision qui s'emboîtent étroitement avec des filetages 6H contribueront à protéger le moule et à réduire l'usure et les coûts de réparation du moule .
Comment le surmoulage en laiton de JS Precision peut-il optimiser vos pièces filetées ?
Si vous êtes un fabricant d'équipement d'origine (OEM) ou un ingénieur à la recherche de pièces filetées de haute précision et de haute fiabilité, il est très important de choisir un partenaire qui possède non seulement des compétences professionnelles, mais qui connaît également bien l'application.
JS Precision fait du surmoulage en laiton une méthode à forte valeur ajoutée pour relever ces défis de collaboration.
JS Precision, en adoptant la norme de matériau ASTM B16/B16M-20 comme base, travaille à un couplage étroit entre la science des matériaux et la fabrication de précision pour vous aider à résoudre efficacement les principaux problèmes d'inserts que sont le détachement et la fissuration des inserts.
À titre d'exemple, prenons le cas d'un client du secteur des pièces automobiles qui a signalé que si ses inserts filetés ont une résistance à l'arrachement insuffisante, son pourcentage de produits défectueux pourrait atteindre 12 %, et un seul rappel pourrait ainsi entraîner des pertes supérieures à 500 000 $.
JS Precision peut ici améliorer les motifs moletés de vos inserts filetés et, grâce à l'utilisation d'un alliage C3604 et à l'introduction d'un processus de préchauffage de précision, vous aider à augmenter votre résistance à l'arrachement de 40 % et à réduire votre taux de défauts à 0,3 %, ce qui vous permet d'économiser près d'un million de dollars par an.
Choisir JS Precision signifie qu'en plus d'obtenir une assurance processus très précise, vous bénéficierez également de services de bout en bout toujours axés sur vos besoins :
Dès le choix des matériaux et la conception des moules pour la production, JS Precision utilise l'analyse par éléments finis (FEA) pour vous aider à identifier les risques de défaillance à l'avance, garantissant ainsi que chaque insert soit parfaitement adapté à votre produit.
Que vous recherchiez des pièces filetées standard ou des composants sur mesure complexes, JS Precision travaille avec vous non seulement pour améliorer la durabilité des produits, mais aussi pour réduire les coûts de production grâce à un contrôle de précision méticuleux et à une optimisation des coûts . Votre projet sera ainsi plus serein et compétitif.
Vous souhaitez savoir comment JS Precision optimise les solutions de surmoulage en laiton pour vos pièces filetées ? Contactez nos ingénieurs pour une évaluation technique gratuite et bénéficiez de conseils de personnalisation sur mesure afin de garantir la fiabilité de vos produits et d’éviter tout risque de défaillance de connexion.
Pourquoi choisir le surmoulage professionnel plutôt que le pressage à froid ?
Lorsque les ingénieurs choisissent la méthode de connexion entre le métal et le plastique, ils sont souvent confrontés aux services de surmoulage et aux procédés de pressage à froid, les principales différences résidant dans la stabilité de la connexion et la durée de vie.
Le surmoulage par insertion, réalisé avec expertise, permet de résoudre les problèmes liés au pressage à froid. Cette méthode permet aux molécules de plastique de se déplacer et de durcir autour du moletage de l'insert, éliminant ainsi toute contrainte circonférentielle susceptible de provoquer des microfissures dues à une insertion forcée et garantissant un joint parfaitement étanche.
Réalignement des chaînes moléculaires et motif de moletage
Du plastique liquide chaud est injecté sous haute pression dans l'insert, ce qui lui permet de former un moletage en losange ou en spirale. Une fois refroidi et durci, le plastique et le métal sont fortement imbriqués, ce qui augmente la résistance de la liaison jusqu'à 40 % par rapport à un emboutissage classique.
Il en résulte une jonction parfaite entre le métal et le plastique, rendant leur séparation extrêmement difficile. Ce procédé de surmoulage est incomparable au pressage à froid.
Gestion des contraintes résiduelles dans les matières plastiques techniques
Le module d'élasticité d'un matériau est directement lié à la contrainte résiduelle après moulage. Un module d'élasticité élevé engendre une contrainte résiduelle plus importante et un risque accru de fissuration.
Le surmoulage comprend une étape d'équilibre thermique qui élimine lentement les contraintes et empêche ainsi la fissuration de la matrice polymère, tout en augmentant la durée de vie du produit.
Téléchargez le livre blanc « Comparaison des procédés de moulage par insertion et de pressage à froid » pour bien comprendre les différences de coûts et de performances entre les deux procédés, ce qui vous aidera à faire le choix optimal et à éviter rapidement les risques potentiels du pressage à froid.
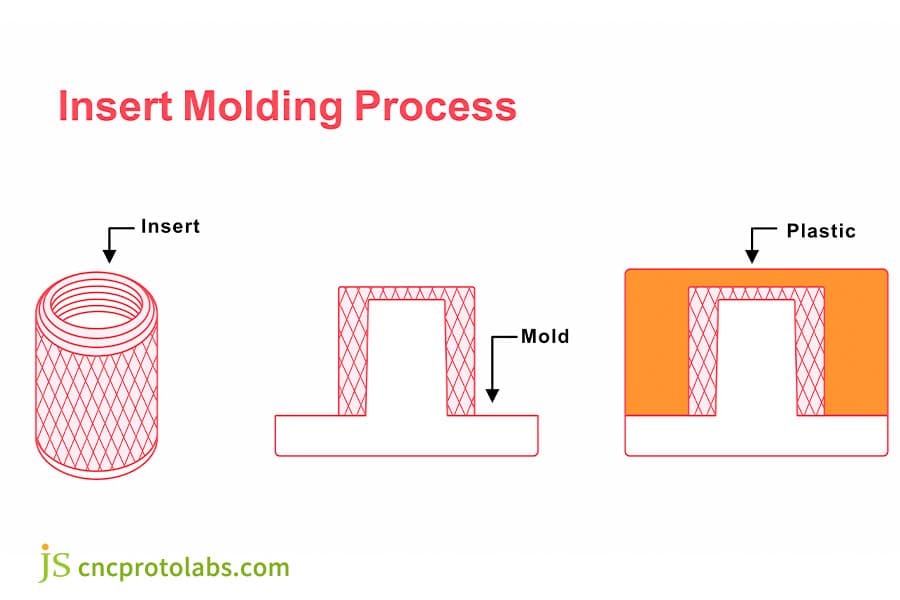
Figure 1 : Un schéma illustrant le processus de surmoulage en trois étapes, montrant successivement un insert en laiton, le moule ouvert et la pièce finale avec du plastique moulé autour de l'insert.
Moulage par insertion de laiton : quelle qualité de matériau définit la haute performance ?
Le choix du bon alliage de laiton est fondamental pour le surmoulage de laiton haute performance, ce qui nécessite un équilibre entre la facilité de mise en œuvre mécanique et l'intégrité physique sous haute pression lors du moulage par injection.
Le choix des matériaux a un impact direct sur les performances et le coût du produit final.
Modèle de matériaux | Contenu principal | Dureté (HRB) | Conductivité thermique (W/m·K) | Scénarios d'application | Niveau environnemental |
C3604 | 2,5 % à 3,7 % | 58-65 | 110 | Pièces filetées conventionnelles pour l'automobile et l'électronique | Protection générale de l'environnement |
C46400 | 0% | 62-70 | 105 | Produits médicaux, produits d'exportation soumis à des exigences environnementales | Conforme à la directive RoHS |
C37700 | 1,8 % à 2,4 % | 55-62 | 115 | Inserts pour environnements à haute température | Protection générale de l'environnement |
C26000 | Moins de 0,05% | 50-58 | 120 | Produits à faible contrainte et exigences de haute ténacité | Conforme à la directive RoHS |
Analyse métallurgique du C3604 comparé à celle du laiton écologique (C46400)
Le C3604 est formé d'une structure biphasée alpha et bêta et possède une résistance à la traction de 180 MPa tout en subissant une pression de moulage par injection élevée.
De plus, sa teneur en plomb de 2,5 % à 3,7 % contribue à la formation d'un film lubrifiant pour la protection du filetage, et cette teneur est conforme aux normes ISO. Par ailleurs, le C46400 est un alliage sans plomb, utilisant l'étain-silicium comme substitut du plomb ; il est conforme à la directive RoHS et certifié ISO 9001:2015 .
Cependant, sa dureté élevée et son usinage complexe nécessitent l'utilisation d'outils et de procédés spécialisés pour obtenir une grande précision. Ces deux matériaux représentent les principales catégories de laiton pour la fabrication de pièces sur mesure, chacune convenant à diverses applications.
En d'autres termes, le C3604 est un matériau « polyvalent » qui offre un bon compromis entre performance et facilité d'usinage, tandis que le C46400 est un matériau « sur mesure » qui, en plus de respecter les normes environnementales, convient parfaitement aux produits haut de gamme. Le choix du matériau résulte d'un compromis entre conformité et praticité.
Ductilité et fissuration par corrosion sous contrainte (SCC)
La ductilité d'un matériau est un facteur déterminant de la fiabilité à long terme des inserts. Avec un allongement de 15 %, l'acier C3604 est capable d'absorber les contraintes d'injection et, par conséquent, de réduire le risque de fissuration.
Le contrôle des impuretés dans les alliages de cuivre est un facteur clé dans la gestion de la fissuration par corrosion sous contrainte dans les environnements à forte humidité, et c'est ainsi que la durée de vie du produit est prolongée.
Comment les solutions de surmoulage gèrent-elles les espaces de dilatation thermique ?
La différence de coefficient de dilatation thermique (CDT) est un problème courant auquel les solutions de surmoulage doivent faire face. La différence de CDT entre le cuivre et les polymères renforcés de fibres de verre peut engendrer des contraintes à l'interface lors des variations de température, provoquant délamination et fissuration. Des solutions professionnelles permettent d'éliminer efficacement ce risque latent.
L'écart de coefficient de dilatation thermique (CTE) entre le cuivre et le PA66+GF30 peut atteindre 6 μm/m°C. Sans préchauffage, le risque de délamination interfaciale est de 30 %. Cependant, un préchauffage approprié permet de réduire ce risque à moins de 0,5 %.
Diffusivité thermique et solidification de l'interface
En raison de la très haute diffusivité thermique du cuivre, le plastique interfacial refroidit très rapidement, ce qui provoque un écart local de cristallinité ainsi que la création d'une couche amorphe fragile dont les propriétés se lient mal.
Cependant, en ajustant la température de préchauffage du moule et de l'insert, nous pouvons contrôler efficacement la vitesse de cristallisation du plastique et ainsi obtenir une forte liaison interfaciale. Il s'agit d'un facteur extrêmement important pour gérer les différences de dilatation thermique lors du surmoulage d'inserts en laiton.
En clair, il s'agit de verser de l'eau froide sur un petit pain cuit à la vapeur : la surface durcit immédiatement, tandis que l'intérieur reste moelleux et a tendance à former des couches.
Le préchauffage à température contrôlée est, au contraire, analogue au refroidissement progressif du petit pain, en ce sens que celui-ci sera durci uniformément partout, les fissures seront évitées et la liaison métal-plastique sera parfaitement étanche.
Protocoles de préchauffage pour éliminer les limaces froides
JS Precision utilise une technologie de préchauffage par induction de précision pour porter la température des inserts en cuivre à 80-120 °C, évitant ainsi la solidification localisée du métal en fusion et garantissant l'absence de défauts de soudure à froid à l'interface. Les paramètres de température de préchauffage varient selon les matériaux.
Type de plastique | Teneur en fibres de verre | Insérer la température de préchauffage (°C) | Température du moule (°C) | Résistance de liaison de l'interface (MPa) |
PA66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
PC | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
Quelles sont les normes de précision pour les pièces en laiton sur mesure dans l'outillage ?
Lorsque les pièces en laiton sur mesure sont fabriquées avec précision, les moules durent plus longtemps et l'assemblage est optimal. Pour préserver les moules d'injection coûteux, la précision des inserts doit dépasser le simple usinage : elle contribue à la stabilité des produits pendant la fabrication, réduit les réparations de moules et le gaspillage de matière.
Tolérance du filetage et prévention des bavures
La tolérance de filetage 6H est la norme de précision de base pour les pièces en laiton sur mesure moulées par injection avec insert. Cette tolérance garantit un ajustement parfait du filetage de l'insert avec la broche du moule, empêchant ainsi tout débordement de matière supérieur ou égal à 0,02 mm.
Grâce à un usinage précis, un détail crucial reste inférieur à 0,01 mm : la planéité de la surface d'extrémité de l'insert. Ce faible jeu assure l'étanchéité contre la broche du moule. La résine fluide ne peut s'infiltrer dans le filetage lors du façonnage. Le respect de cette limite est primordial pour un montage correct des inserts en laiton.
La dureté influe sur l'usure des outils
L'alignement de la dureté entre l'alliage de cuivre et l'acier à moules réduit considérablement l'usure. Nos composants en laiton présentent une dureté comprise entre 55 et 70 HRB, idéale pour une utilisation avec des aciers comme le H13 ou le S136.
Grâce à cette compatibilité, les goupilles de support ne subissent pas de détérioration soudaine. Les moules durent plus longtemps qu'auparavant, souvent plus de 60 % de plus que leur durée de vie habituelle.
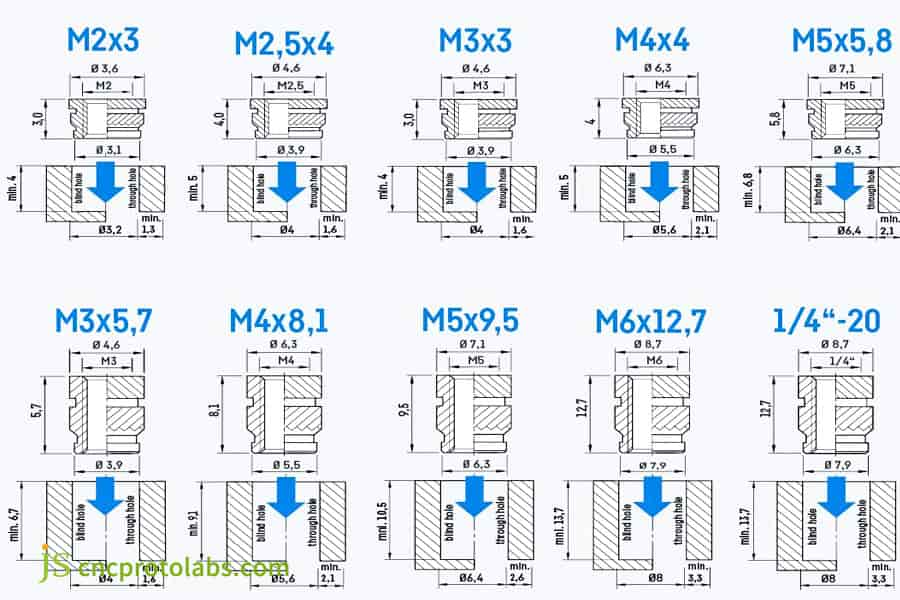
Figure 2 : Un tableau technique détaillé affichant les dimensions, les types de filetage (M2 à M6) et les spécifications des trous pour dix inserts filetés en laiton différents utilisés dans l'outillage de précision.
Comment choisir les inserts filetés en laiton pour les pièces hybrides métal et plastique ?
Les inserts filetés en laiton pour les cadres métalliques sont essentiels à la durabilité d'un produit. Lorsque des pièces en plastique, en métal et en cuivre sont en contact, de minuscules réactions chimiques se produisent. Les variations de température exercent une pression supplémentaire sur ces connexions.
Au lieu de créer des points de faiblesse, les jonctions de matériaux engendrent des zones de fragilité. Un mauvais choix d'insert peut entraîner une dégradation progressive. La stabilité dépend non seulement de la résistance mécanique, mais aussi du comportement des pièces sous l'effet de la chaleur ou du froid. La corrosion s'infiltre par des interstices que d'autres négligent.
Atténuation de la corrosion galvanique dans les assemblages hybrides
Entre le cuivre et le cadre en aluminium ou en acier, un écart de potentiel apparaît. Au niveau des connexions, cet écart peut engendrer une usure chimique lente. Au fil des années, cette dégradation fragilise les inserts, qui finissent par se déloger.
Les inserts filetés en laiton pour métaux sont recouverts d'une fine couche de zinc ou de nickel de seulement 3 à 5 micromètres d'épaisseur. Cette fine couche agit comme un bouclier, empêchant le cuivre de réagir avec les métaux environnants.
Grâce à cette protection, la corrosion est ralentie de plus de 90 %. Sans elle, les assemblages de matériaux mixtes s'affaibliraient trop rapidement lors du surmoulage.
Maintien de l'intégrité des joints sous des températures extrêmes
Lorsque les températures deviennent extrêmement élevées ou basses, les matériaux mélangés peuvent se dilater légèrement, créant de minuscules ouvertures qui rompent l'étanchéité. Ces inserts en laiton, conçus avec des rainures profondes et un moletage, restent parfaitement en place même lorsque les températures varient entre -40 et 120 degrés Celsius.
Leur adhérence est optimale, assurant une protection contre l'humidité et l'air malgré des variations de température répétées. Conçues pour les environnements exigeants où la fiabilité est primordiale.
Vous ne savez pas comment choisir les inserts filetés en laiton adaptés aux structures hybrides métalliques ? Soumettez les exigences de votre produit pour bénéficier d’une consultation personnalisée et trouver la solution d’insert optimale.
Comment les services d'ingénierie de fabrication réduisent-ils le retour sur investissement de votre projet ?
Les services d'ingénierie de production jouent un rôle crucial dans l'amélioration du retour sur investissement des projets. Une intervention précoce des ingénieurs permet de prévenir efficacement les problèmes de défaillance après l'ouverture du moule , principales causes de rebuts et de coûts de réparation, et ainsi de maximiser les bénéfices du projet.
Voici un bref aperçu de la manière dont les services d'ingénierie peuvent contribuer à améliorer le retour sur investissement d'un projet.
Analyse par éléments finis pour le chargement mécanique
Afin de reproduire les contraintes physiques des pièces en laiton sur mesure, nous effectuons des simulations d'analyse par éléments finis (FEA), évaluons les effets de différents rapports de matériaux et conceptions de moletage sur la capacité de charge du filetage, et identifions même à l'avance les points de défaillance potentiels.
Grâce à une simulation par éléments finis, notre client du secteur de l'électronique a optimisé la géométrie de l'insert, ce qui a permis d'accroître de 25 % la capacité de charge du filetage et de réaliser une économie de 0,80 $ par produit. Cet exemple illustre l'intérêt majeur des services d'ingénierie dans le surmoulage de laiton.
Conception pour la fabrication (DFM) pour la production de masse
Lors de la production en série, nous utilisons la DFM pour restructurer les pièces en laiton sur mesure, principalement en ajustant la hauteur de l'épaulement de l'insert ou en chanfreinant pour permettre une alimentation automatisée.
En conséquence, l'efficacité de la production a augmenté de 40 %, les coûts de main-d'œuvre ont diminué de 35 % et le rendement est passé de 95 % à 99,5 %, contribuant ainsi à un meilleur retour sur investissement.
Figure 3 : Vue rapprochée d'une machine de moulage par injection industrielle complexe avec tuyaux et composants connectés, fonctionnant dans un environnement d'usine.
Étude de cas JS Precision : Boîtier de connecteur automobile à couple élevé
Le surmoulage d'inserts en laiton est très courant pour les boîtiers de connecteurs automobiles. Ces produits exigent un couple de torsion d'insertion et une résistance à l'arrachement très élevés des inserts.
Un équipementier automobile de premier rang a rencontré ce problème de manière inattendue. Heureusement, JS Precision a pu le résoudre grâce à une solution personnalisée.
Défis :
Ce fournisseur fabriquait des boîtiers de connecteurs à couple élevé pour les constructeurs automobiles, combinant du plastique PA66+GF35 et des inserts en cuivre.
Le taux de défauts atteignait 15 % : les inserts en cuivre pouvaient se détacher lorsque le couple moteur était de 12 Nm ; de plus, des microfissures apparaissaient à leur interface, ce qui entraînait un risque de court-circuit.
Le taux de défauts n'a diminué que de 2 % après la modification du procédé de pressage à froid, tandis que les coûts ont augmenté et que le risque d'annulations de commandes est apparu. Le principal problème résidait dans la faible qualité des inserts filetés, ce qui compromettait l'utilisation d'un couple élevé par l'équipement.
Solution
Le problème a d'abord été analysé par la méthode des éléments finis (MEF) par JS Precision :
- L'insert était fabriqué dans un alliage de cuivre ordinaire, qui ne présentait pas une résistance à la traction élevée.
- La profondeur du moletage était insuffisante pour assurer une force d'emboîtement mécanique suffisante.
- Le fait de ne pas préchauffer l'insert en cuivre a entraîné des défauts de fermeture à froid au niveau de l'interface.
Nous avons élaboré un plan d'optimisation complet pour remédier à ces problèmes :
- La première étape a consisté à utiliser un alliage sur mesure C3604 qui possède une très haute résistance à la traction, ce qui a permis d'augmenter sa résistance à la traction à 420 MPa, soit 30 % de plus que celle de l'alliage d'origine.
- Optimiser la profondeur de taillage de l'insert fileté à 0,4 mm, soit une augmentation de 0,15 mm par rapport à la conception originale, afin d'améliorer l'effet de verrouillage mécanique.
- Un préchauffage par induction de précision a été introduit pour le surmoulage en laiton , chauffant l'insert à 105 °C, la température de moulage du PA66+GF35, éliminant ainsi les défauts d'interface et les microfissures.
Résultats finaux :
Les performances du produit optimisé étaient nettement meilleures :
La force nécessaire pour extraire l'insert a augmenté de 35 % (de 28 MPa à 38 MPa), le couple de torsion est resté stable à 18 Nm (bien au-dessus de la valeur de référence de 12 Nm), en l'absence de fermetures à froid ou de fissures à l'interface, le taux de rebut est tombé à 0,2 %, ce qui a permis d'économiser 800 000 $ par an et de remporter des commandes automobiles importantes.
Soumettez vos dessins de produit et vos exigences de performance, et JS Precision personnalisera pour vous une solution de surmoulage en laiton dédiée, en vous fournissant un devis précis et en résolvant rapidement les problèmes tels que le détachement et la fissuration des inserts.

Figure 4 : Une photographie en gros plan d'un boîtier de connecteur fini densément peuplé de nombreux inserts filetés en laiton qui ont été surmoulés avec du plastique noir, illustrant une application automobile à couple élevé.
FAQ
Q1 : Pourquoi le laiton C3604 est-il le choix typique pour le moulage par insertion en laiton ?
Le laiton C3604 est la norme principalement parce que sa teneur élevée en cuivre confère au métal une bonne ténacité et une bonne conductivité électrique, sa faible teneur en plomb contribue à améliorer la finition du filetage, et globalement, il s'avère pratique pour équilibrer la facilité d'usinage et la stabilité structurelle pour de nombreuses applications.
Q2 : Est-il possible d'utiliser du laiton sans plomb pour garantir la conformité RoHS ?
Si vous le souhaitez, vous pouvez utiliser du laiton sans plomb comme le C46400, qui remplace le plomb par de l'étain-silicium afin de se conformer à la directive RoHS. Ce type de laiton possède une résistance mécanique et une conductivité thermique similaires à celles du laiton au plomb.
Q3 : Quel rôle joue le surmoulage dans l'augmentation de la résistance au couple ?
Le surmoulage renforce la résistance au couple car il permet au matériau plastique de se contracter et d'épouser la rugosité de l'insert, ce qui se traduit par une adhérence mécanique bien plus forte que le pressage à froid, principale cause de rotation.
Q4 : Quelles sont les tolérances de filetage possibles avec votre moulage d'insert en laiton ?
Le surmoulage en laiton de JS Precision permet d'atteindre de manière constante des tolérances de filetage 6H ou 5H ; le 6H est utilisé pour éviter les bavures et les blocages, tandis que le 5H est idéal pour les utilisations de très haute précision.
Q5 : Comment s'assurer que du plastique ne pénètre pas dans le filetage ?
JS Precision Engineering utilise une tolérance de hauteur d'insert de 0,02 mm et des broches de positionnement étagées pour créer une barrière physique qui empêche complètement le plastique de pénétrer dans le filetage.
Q6 : Quel est le délai de livraison habituel pour les pièces en laiton sur mesure ?
Le délai de fabrication habituel pour les pièces en laiton sur mesure est d'environ 2 semaines pour les échantillons unitaires et de 4 à 6 semaines pour la production à grande échelle , ce qui vous laisse le temps de mener à bien votre programme de production.
Q7 : Comment gérez-vous l'inadéquation du CTE ?
JS Precision modifie la température du moule et préchauffe également avec précision les inserts en cuivre afin que les taux de retrait de chacun soient équilibrés et qu'il n'y ait par conséquent aucune contrainte d'interface ni délamination.
Q8 : Réalisez-vous des simulations par éléments finis pour le surmoulage ?
En réalité, la simulation par éléments finis (FEA) fait partie des services d'ingénierie de fabrication de JS Precision, qui visent à identifier les points de défaillance potentiels des inserts avant la production proprement dite.
Résumé
Choisir le bon partenaire pour le surmoulage de laiton ne se résume pas à sélectionner un procédé. Il s'agit en réalité d'une décision majeure qui influence non seulement la durabilité du produit , mais aussi l'efficacité de la production et le coût du projet.
Chez JS Precision, nous combinons une approche rigoureuse La maîtrise des matériaux, des techniques d'usinage précises et des services d'ingénierie associés permet de transformer chaque insert en un produit haut de gamme répondant parfaitement aux exigences du client, l'aidant ainsi à limiter les risques et à réaliser des économies.
Êtes-vous prêt à faire passer votre projet à la vitesse supérieure ? Appelez JS Precision dès maintenant pour bénéficier de l’aide d’experts .
Chez JS Precision, nous sommes toujours prêts à vous accompagner, de la conception DFM gratuite et du calcul des coûts aux solutions de surmoulage sur mesure et aux devis pour les pièces en laiton personnalisées. Nous sommes là pour garantir la performance optimale de votre produit, même dans les conditions les plus exigeantes.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

