

Das Einpressen von Messingeinsätzen ist eine der wichtigsten Techniken zur Behebung der Problembereiche der Metall-Kunststoff-Verbindung .
Es bietet eine 40 % höhere Auszugsfestigkeit als Kaltpressfittings und die 6H-Gewindetoleranz verhindert ein Überlaufen von mehr als 0,02 mm vollständig, was für OEMs und Ingenieure bei der Vermeidung von Rückrufrisiken von großer Bedeutung ist.
Produktfehler treten meist an den Verbindungsstellen auf. Spannungsrisse, Ausrisse und die unterschiedliche Wärmeausdehnung sind typische Folgen der Kombination von Hochleistungspolymeren und Kupferbefestigungselementen.
Es ist sehr wichtig, den richtigen Partner zu wählen, der über Fachkenntnisse im Bereich der Funktionsweise von Metallen und Kunststoffen auf mikroskopischer Ebene verfügt.
Kurzübersicht: Grundlagen für Messing-Einlegeleisten
Wichtigste Abmessungen | Technische Standards / Kernvorteile |
Materialauswahl | C3604 bietet ein ausgewogenes Verhältnis von Bearbeitbarkeit und Festigkeit. Das bleifreie Messing C46400 erfüllt äußerst strenge Umweltauflagen. |
Prozessvergleich | Durch die Neuausrichtung der Molekülketten bietet das Insert-Molding-Verfahren eine um 40 % höhere Auszugsfestigkeit als das Kaltpressen. |
Präzisionssteuerung | Die Gewindetoleranz 6H ist auf die Formdichtungsfläche abgestimmt, um einen Grat von mehr als 0,02 mm zu verhindern. |
Kostenwert | Durch technische Simulationen lässt sich die thermische Ausdehnungsdifferenz optimieren, um die Ausbeute und den ROI komplexer Bauteile deutlich zu verbessern. |
Wichtigste Erkenntnisse:
- Legierungsverträglichkeit: Der Bleigehalt hat einen großen Einfluss auf die Dimensionsstabilität der Einsätze beim Hochdruck-Spritzgießen. Die richtige Bleimenge kann das Problem der Verformung der Einsätze vermeiden.
- Physikalische Verzahnung: Beim Spritzgießen wird die Schrumpfkraft des erstarrten Kunststoffs genutzt, um eine mechanische Verzahnung herzustellen. Diese ist stärker als eine rein mechanische Verbindung und löst sich weniger leicht.
- Thermisches Spannungsmanagement: Durch die Verwendung der richtigen Vorwärmtemperatur kann eine Delamination der Metall/Kunststoff-Grenzfläche verhindert und somit eine durch thermische Ausdehnung und Kontraktion verursachte Trennung vermieden werden.
- Fertigungspräzision: Hochpräzise Positionierstifte, die sich fest mit 6H-Gewinden verbinden, tragen zum Schutz der Form und zur Reduzierung von Verschleiß und Formreparaturkosten bei.
Wie kann das Messing-Einsatzspritzgussverfahren von JS Precision Ihre Gewindeteile optimieren?
Wenn Sie als OEM oder Ingenieur Gewindeteile mit hoher Präzision und Zuverlässigkeit suchen, ist es sehr wichtig, einen Partner zu wählen, der nicht nur über professionelle Kompetenzen verfügt, sondern auch mit der Anwendung vertraut ist.
JS Precision macht aus dem Messing-Einlegegussverfahren eine äußerst wertvolle Methode zur Bewältigung dieser Herausforderungen in der Zusammenarbeit.
JS Precision arbeitet auf Basis der Materialnorm ASTM B16/B16M-20 an einer engen Verknüpfung von Materialwissenschaft und Präzisionsfertigung, um Sie bei der effizienten Bewältigung der Hauptprobleme von Wendeschneidplatten – Ablösung und Rissbildung – zu unterstützen.
Nehmen wir beispielsweise den Fall eines bestimmten Automobilzulieferers, der berichtete, dass der Anteil fehlerhafter Produkte auf bis zu 12 % steigen und ein einziger Rückruf dadurch zu Verlusten von mehr als 500.000 US-Dollar führen könnte, wenn die Gewindeeinsätze eine unzureichend niedrige Auszugsfestigkeit aufweisen.
Hier kann JS Precision die Rändelmuster Ihrer Gewindeeinsätze verbessern und Ihnen durch den Einsatz einer C3604-Legierung und die Einführung eines präzisen Vorwärmverfahrens helfen, Ihre Auszugsfestigkeit um 40 % zu erhöhen und Ihre Fehlerrate auf 0,3 % zu senken, wodurch Sie effektiv fast eine Million Dollar pro Jahr einsparen.
Die Wahl von JS Precision bedeutet, dass Sie neben einer hochpräzisen Prozesssicherung auch von umfassenden Dienstleistungen profitieren, die stets auf Ihre Anforderungen ausgerichtet sind:
Ausgehend von der Materialauswahl und der Formenkonstruktion für die Produktion setzt JS Precision die Finite-Elemente-Analyse (FEA) ein, um Sie bei der frühzeitigen Erkennung von Ausfallrisiken zu unterstützen und so sicherzustellen, dass jeder Einsatz präzise auf Ihre Produktsituation zugeschnitten ist.
Wenn Sie nach Standard-Gewindeteilen oder komplexen Sonderanfertigungen suchen, arbeitet JS Precision mit Ihnen zusammen, um nicht nur die Produktlebensdauer zu verlängern, sondern auch die Produktionskosten durch sorgfältige Präzisionskontrolle und Kostenoptimierung zu senken, sodass Ihr Projekt sorgenfreier und wettbewerbsfähiger wird.
Möchten Sie erfahren, wie JS Precision Messing-Einspritzlösungen für Ihre Gewindeteile optimiert? Kontaktieren Sie unsere Ingenieure für eine kostenlose technische Bewertung und erhalten Sie individuelle Beratung zur Anpassung, damit Ihre Produkte frei von Verbindungsfehlern sind.
Warum sollte man sich für professionelle Einlegetechnik anstelle von Kaltpressung entscheiden?
Bei der Wahl der Verbindungsmethode zwischen Metall und Kunststoff stehen Ingenieure oft vor der Herausforderung, zwischen Einlegetechnik und Kaltpressverfahren zu unterscheiden, wobei die Hauptunterschiede in der Stabilität der Verbindung und der Lebensdauer liegen.
Fachgerechtes Einlegeverfahren kann die Probleme des Kaltpressens beheben. Bei dieser Methode können sich die Kunststoffmoleküle um die Rändelung des Einsatzes herum bewegen und aushärten. Dadurch entstehen keine Umfangsspannungen, die durch das erzwungene Einschieben Mikrorisse verursachen könnten , was zu einer perfekt verbundenen Verbindung führt.
Neuausrichtung von Molekülketten und Rändelmuster
Heißer, flüssiger Kunststoff wird unter hohem Druck in den Einsatz eingespritzt und formt so ein rauten- oder spiralförmiges Rändelmuster. Beim Abkühlen und Aushärten des Kunststoffs verbinden sich Metall und Kunststoff so fest miteinander, dass die Verbindungsfestigkeit im Vergleich zu späteren Prägungen um bis zu 40 % erhöht wird.
Dadurch entsteht eine perfekte Verbindung von Metall und Kunststoff, die sich nur sehr schwer trennen lässt. Dies ist eine Art des Einlegeverfahrens, mit dem das Kaltpressen nicht mithalten kann.
Umgang mit Eigenspannungen in technischen Kunststoffen
Der Elastizitätsmodul eines Materials korreliert direkt mit der Höhe der Eigenspannungen nach dem Formgebungsprozess. Ein höherer Elastizitätsmodul führt zu höheren Eigenspannungen und einem größeren Risiko für Rissbildung.
Beim Insert-Molding-Verfahren wird ein thermischer Ausgleichsschritt durchgeführt, der Spannungen langsam abbaut und so Risse in der Polymermatrix verhindert sowie die Lebensdauer des Produkts erhöht.
Laden Sie das Whitepaper „Vergleich von Insert Molding und Kaltpressen“ herunter, um die Kosten- und Leistungsunterschiede zwischen den beiden Verfahren klar zu verstehen. So können Sie die optimale Wahl treffen und die potenziellen Risiken des Kaltpressens schnell vermeiden.
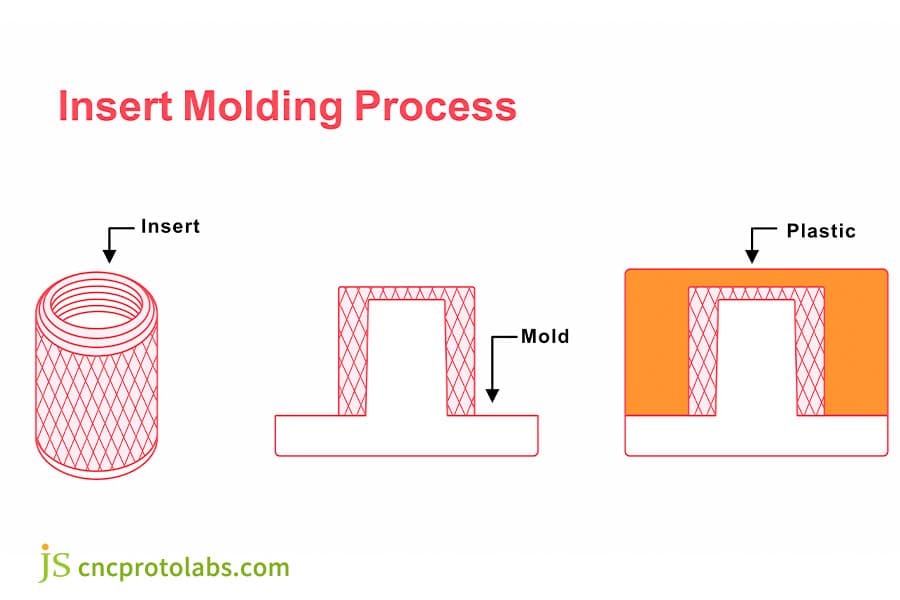
Abbildung 1: Schematische Darstellung des dreistufigen Insert-Molding-Verfahrens, das nacheinander einen Messingeinsatz, die geöffnete Form und das fertige Teil mit um den Einsatz herum geformtem Kunststoff zeigt.
Messing-Einlegeformteile: Welche Materialgüte definiert hohe Leistung?
Die Wahl der richtigen Messinglegierung ist die Grundlage für das Hochleistungs-Messing-Einlegeverfahren, bei dem die mechanische Verarbeitbarkeit mit der physikalischen Integrität unter dem hohen Druck des Spritzgießverfahrens in Einklang gebracht werden muss.
Die Materialauswahl hat einen direkten Einfluss auf die Leistung und die Kosten des Endprodukts.
Materialmodell | Lead-Inhalte | Härte (HRB) | Wärmeleitfähigkeit (W/m·K) | Anwendungsszenarien | Umweltebene |
C3604 | 2,5 %–3,7 % | 58-65 | 110 | Automobil-, Elektronik-Standardgewindeteile | Allgemeiner Umweltschutz |
C46400 | 0 % | 62-70 | 105 | Medizinische Produkte, Exportprodukte mit Umweltanforderungen | RoHS-konform |
C37700 | 1,8 %–2,4 % | 55-62 | 115 | Einsätze für Hochtemperaturumgebungen | Allgemeiner Umweltschutz |
C26000 | Unter 0,05 % | 50-58 | 120 | Produkte mit geringen Belastungs- und hohen Zähigkeitsanforderungen | RoHS-konform |
Metallurgische Analyse von C3604 im Vergleich zu Eco Brass (C46400)
C3604 besteht aus einer zweiphasigen Alpha- und Beta-Struktur und weist bei hohem Spritzgießdruck eine Zugfestigkeit von 180 MPa auf.
Der Bleigehalt von 2,5 % bis 3,7 % trägt zur Bildung eines Schmierfilms zum Schutz des Gewindes bei und entspricht den ISO-Normen. C46400 hingegen ist eine bleifreie Legierung mit Zinn-Silizium als Bleiersatz und ist RoHS-konform sowie nach ISO 9001:2015 zertifiziert .
Aufgrund seiner hohen Härte und der damit verbundenen Herausforderungen bei der Bearbeitung sind jedoch spezielle Werkzeuge und Verfahren erforderlich, um Präzision zu erzielen. Diese beiden Werkstoffe stellen wichtige Kategorien der Messingauswahl für kundenspezifische Teile dar und eignen sich jeweils für verschiedene Anwendungsbereiche.
Mit anderen Worten: C3604 ist im Wesentlichen ein universell einsetzbarer Werkstoff, der ein ausgewogenes Verhältnis zwischen Leistung und einfacher Bearbeitung bietet, während C46400 ein kundenspezifischer Werkstoff ist, der nicht nur Umweltnormen erfüllt, sondern sich auch für Premiumprodukte eignet. Die Materialwahl ist ein Kompromiss zwischen Konformität und Praktikabilität.
Duktilität und Spannungsrisskorrosion (SCC)
Die Duktilität eines Werkstoffs ist einer der Faktoren, die die Langzeitstabilität von Wendeschneidplatten bestimmen. Mit einer Dehnung von 15 % kann C3604 die beim Einspritzen entstehenden Spannungen aufnehmen und somit das Risiko von Rissen verringern.
Die Kontrolle von Verunreinigungen in Kupferlegierungen ist ein Schlüsselfaktor für das Management von Spannungsrisskorrosion in Umgebungen mit hoher Luftfeuchtigkeit, und dadurch wird die Lebensdauer des Produkts verlängert.
Wie werden thermische Ausdehnungsspalten bei Einlegetechnik-Lösungen minimiert?
Der Unterschied im Wärmeausdehnungskoeffizienten (CTE) stellt eine häufige Herausforderung für Umspritzverfahren dar. Der CTE-Unterschied zwischen kupfer- und glasfaserverstärkten Polymeren kann bei Temperaturänderungen zu Spannungen an den Grenzflächen führen, die Delamination und Rissbildung verursachen. Professionelle Lösungen können diese potenzielle Gefahr effektiv beseitigen.
Der Unterschied im Wärmeausdehnungskoeffizienten (CTE) zwischen Kupfer und PA66+GF30 beträgt bis zu 6 μm/m°C. Ohne Vorwärmung liegt die Wahrscheinlichkeit einer Grenzflächenablösung bei bis zu 30 %. Durch eine geeignete Vorwärmung lässt sich das Risiko einer Ablösung jedoch auf unter 0,5 % senken.
Thermische Diffusivität und Grenzflächenverfestigung
Aufgrund der sehr hohen Wärmeleitfähigkeit von Kupfer kühlt der Kunststoff an der Grenzfläche sehr schnell ab, was zu lokalen Unregelmäßigkeiten in der Kristallinität sowie zur Bildung einer fragilen amorphen Schicht führt, deren Eigenschaften sich nur schlecht verbinden.
Durch die Anpassung der Vorheiztemperatur von Form und Einsatz lässt sich die Kristallisationsrate des Kunststoffs jedoch effektiv steuern, sodass eine starke Grenzflächenbindung entsteht. Dies ist ein äußerst wichtiger Faktor für den Ausgleich von Wärmeausdehnungsunterschieden beim Messing-Einlegeteilspritzgießen.
Vereinfacht gesagt, geht es darum, ein gedämpftes Brötchen mit kaltem Wasser zu übergießen, wodurch die Oberfläche sofort aushärtet, während das Innere weich bleibt und die Tendenz hat, Schichten zu bilden.
Das temperaturkontrollierte Vorwärmen ist dagegen analog zum allmählichen Abkühlen des Brötchens, da das Brötchen überall gleichmäßig aushärtet, Risse vermieden werden und die Metall-Kunststoff-Verbindung fest verschlossen wird.
Vorwärmprotokolle zur Entfernung von Kälteschläuchen
JS Precision nutzt eine präzise induktive Vorwärmtechnologie, um die Temperatur von Kupfereinsätzen auf 80–120 °C zu erhöhen. Dadurch wird ein lokales Erstarren der Schmelze verhindert und gleichzeitig sichergestellt, dass an der Grenzfläche keine Kaltverklebungen auftreten. Unterschiedliche Materialien erfordern unterschiedliche Vorwärmtemperaturparameter.
Kunststoffart | Glasfasergehalt | Vorheiztemperatur eingeben (°C) | Formtemperatur (°C) | Grenzflächenhaftfestigkeit (MPa) |
PA66 | 0 % | 80-90 | 60-70 | 28 |
PA66+GF30 | 30 % | 100-110 | 80-90 | 35 |
PC | 0 % | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
Welche Präzisionsstandards gelten für kundenspezifische Messingteile im Werkzeugbau?
Wenn maßgefertigte Messingteile präzise hergestellt werden, halten die Formen länger und die Passgenauigkeit verbessert sich. Um die teuren Spritzgussformen zu schonen, muss die Genauigkeit der Einsätze über die übliche maschinelle Bearbeitung hinausgehen. Dies trägt dazu bei, dass die Produkte während des Herstellungsprozesses stabil bleiben, reduziert Nacharbeiten an der Form und minimiert Materialverschwendung.
Gewindetoleranz und Gratvermeidung
Die Gewindetoleranz 6H ist der zentrale Präzisionsstandard für kundenspezifische Messingteile im Spritzgussverfahren mit Einlegeteilen. Diese Toleranz gewährleistet einen passgenauen Sitz des Einlegeteilgewindes im Formstift und verhindert so effektiv einen Materialüberlauf von 0,02 mm oder mehr.
Bei präziser Maschinenhandhabung bleibt ein entscheidendes Detail unter 0,01 mm – die Planheit der Stirnfläche des Einsatzes. Diese minimale Passgenauigkeit gewährleistet die dichte Abdichtung gegen den Formstift. Flüssiges Harz kann während des Formgebungsprozesses nicht in das Gewinde gelangen. Die Einhaltung dieser Toleranz ist für die korrekte Einrichtung von Messingeinsätzen von größter Bedeutung.
Die Härte beeinflusst den Werkzeugverschleiß
Die Angleichung der Härte von Kupferlegierung und Formstahl reduziert den Verschleiß deutlich. Bei unseren Messingkomponenten halten wir die Härte im Bereich von HRB 55 bis 70 – ideal in Kombination mit Stählen wie H13 oder S136.
Durch diese Abstimmung wird ein plötzlicher Verschleiß der Stützstifte verhindert. Die Formen halten länger als zuvor, oft mehr als 60 % über die übliche Lebensdauer hinaus.
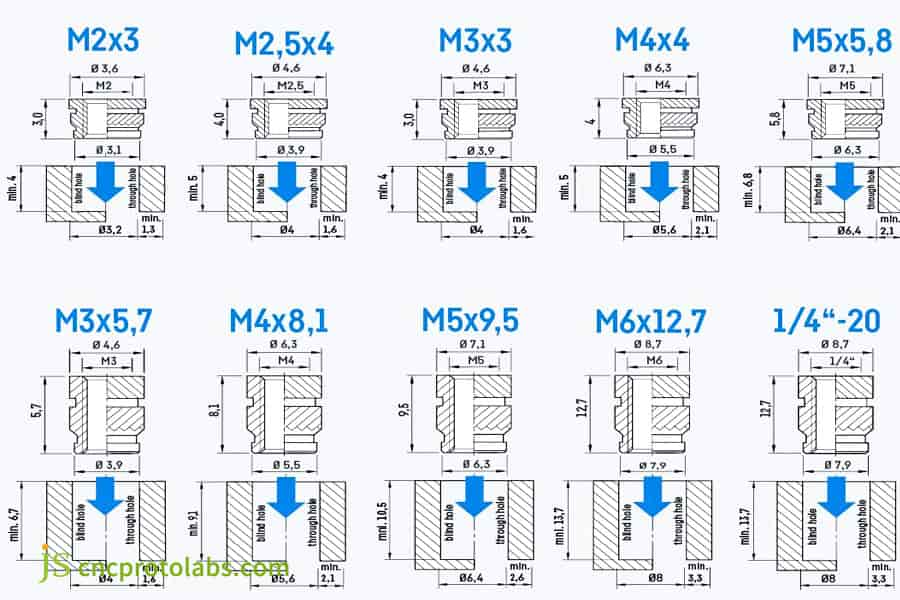
Abbildung 2: Eine detaillierte technische Tabelle mit den Abmessungen, Gewindetypen (M2 bis M6) und Bohrungsspezifikationen für zehn verschiedene Messing-Gewindeeinsätze, die in Präzisionswerkzeugen verwendet werden.
Wie wählt man Gewindeeinsätze aus Messing für Hybridbauteile aus Metall und Kunststoff aus?
Gewindeeinsätze aus Messing für Metallrahmen sind entscheidend für die Langlebigkeit eines Produkts. Beim Zusammentreffen von Kunststoffen, Metallen und Kupferteilen treten winzige chemische Reaktionen auf. Temperaturschwankungen belasten diese Verbindungen zusätzlich.
Statt Festigkeit zu gewährleisten, entstehen Schwachstellen an den Materialübergängen. Eine falsche Wahl der Einsätze führt zu schleichendem Verschleiß. Stabilität hängt nicht nur von der Festigkeit ab, sondern auch vom Verhalten der Bauteile bei Erwärmung und Abkühlung. Korrosion dringt durch Spalten ein, die andere übersehen.
Minderung galvanischer Korrosion in Hybridbaugruppen
Zwischen Kupfer und dem Aluminium- oder Stahlrahmen entsteht eine Spannungslücke. An den Kontaktstellen kann diese Lücke zu schleichendem chemischem Verschleiß führen. Im Laufe der Jahre schwächt dieser Prozess die Einsätze und kann zu deren Verrutschen führen.
Gewindeeinsätze aus Messing für Metalle werden mit Zink oder Nickel beschichtet – die Schicht ist nur 3 bis 5 Mikrometer dick. Diese dünne Hülle wirkt wie ein Schutzschild und verhindert, dass Kupfer mit benachbarten Metallen reagiert.
Dadurch wird die Korrosion um mehr als 90 Prozent verlangsamt. Ohne diesen Schutz würden Materialmischungen beim Umspritzen zu schnell geschwächt.
Aufrechterhaltung der Dichtungsintegrität unter extremen Temperaturen
Bei extremen Temperaturen können sich Mischmaterialien leicht voneinander lösen und winzige Öffnungen bilden, die die Dichtung beeinträchtigen. Diese Messingeinsätze mit tiefen Rillen und Rändelung bleiben selbst bei Temperaturschwankungen zwischen minus 40 und 120 Grad Celsius fest verschlossen.
Sie bieten einen festen Halt und halten Feuchtigkeit und Luft auch bei wiederholten Temperaturschwankungen fern. Entwickelt für anspruchsvolle Umgebungen, in denen Zuverlässigkeit oberste Priorität hat.
Sie sind sich unsicher, wie Sie die richtigen Messing-Gewindeeinsätze für Metall-Hybridkonstruktionen auswählen? Senden Sie uns Ihre Anforderungen an die Produktstruktur, um eine individuelle Expertenberatung zu erhalten und die optimale Einsatzlösung präzise zu ermitteln.
Wie reduzieren Fertigungstechnikdienstleistungen Ihren Projekt-ROI?
Fertigungstechnische Dienstleistungen spielen eine entscheidende Rolle bei der Steigerung des Projekt-ROI. Durch frühzeitige Einbindung der Ingenieure lassen sich Fehler nach dem Öffnen der Form – die Hauptursachen für Ausschuss und Reparaturkosten – effektiv vermeiden und somit der Projektnutzen maximieren.
Nachfolgend ein kurzer Überblick darüber, wie Ingenieurdienstleistungen zur Verbesserung des Projekt-ROI beitragen können.
FEA für mechanische Belastung
Um die physikalische Belastung von kundenspezifischen Messingteilen nachzubilden, führen wir Finite-Elemente-Analysen (FEA) durch, bewerten die Auswirkungen unterschiedlicher Materialverhältnisse und Rändeldesigns auf die Gewindebelastbarkeit und lokalisieren sogar im Voraus potenzielle Ausfallpunkte.
Mithilfe von FEA-Simulationen optimierte unser Elektronikkunde die Geometrie der Einsätze, was zu einer 25%igen Steigerung der Gewindebelastbarkeit und einer Einsparung von 0,80 US-Dollar pro Produkt führte. Dieses Beispiel verdeutlicht den hohen Wert von Ingenieurdienstleistungen im Bereich des Messing-Einspritzverfahrens.
Design für die Fertigung (DFM) für die Massenproduktion
Bei der Massenproduktion nutzen wir DFM, um kundenspezifische Messingteile umzustrukturieren, hauptsächlich durch Anpassen der Schulterhöhe der Einsätze oder durch Anfasen, um eine automatisierte Zuführung zu ermöglichen.
Infolgedessen stieg die Produktionseffizienz um 40 %, die Arbeitskosten sanken um 35 % und die Ausbeute verbesserte sich von 95 % auf 99,5 %, was insgesamt zu einer besseren Kapitalrendite beitrug.
Abbildung 3: Nahaufnahme einer komplexen industriellen Spritzgießmaschine mit angeschlossenen Schläuchen und Komponenten im Fabrikbetrieb.
JS Precision Fallstudie: Gehäuse für Kfz-Steckverbinder mit hohem Drehmoment
Messing-Einsätze sind bei Steckverbindergehäusen im Automobilbereich weit verbreitet. Diese Produkte erfordern ein sehr hohes Einpressdrehmoment und eine hohe Auszugsfestigkeit der Einsätze.
Ein Tier-1-Automobilzulieferer stieß unerwartet auf dieses Problem. Glücklicherweise konnte JS Precision mit einer maßgeschneiderten Lösung Abhilfe schaffen.
Herausforderungen:
Dieser Zulieferer stellte für Automobilhersteller hochdrehmomentfähige Steckergehäuse aus einer Kombination von Kunststoff PA66+GF35 und Kupfereinsätzen her.
Die Fehlerrate betrug bis zu 15 %: Kupfereinsätze konnten sich bei einem Anpressdrehmoment von 12 Nm lösen, außerdem traten an ihrer Grenzfläche Mikrorisse auf, die zu Kurzschlüssen führten.
Die Fehlerrate konnte durch die Umstellung des Kaltpressverfahrens zwar nur um 2 % gesenkt werden, die Kosten stiegen jedoch und es entstand das Risiko von Auftragsstornierungen. Hauptproblem war die mangelhafte Qualität der Gewindeeinsätze , die die Eignung der Anlage für hohe Drehmomente beeinträchtigte.
Lösung
Das Problem wurde zunächst mit einer Finite-Elemente-Analyse (FEA) von JS Precision analysiert:
- Der Einsatz bestand aus einer gewöhnlichen Kupferlegierung, die keine hohe Zugfestigkeit aufwies.
- Die Rändeltiefe war nicht ausreichend, um eine ausreichende mechanische Verriegelungskraft zu gewährleisten.
- Das Versäumnis, den Kupfereinsatz vorzuwärmen, führte zu Kaltverschlussfehlern an der Grenzfläche.
Wir haben einen umfassenden Optimierungsplan entwickelt, um diese Probleme anzugehen:
- Der erste Schritt bestand darin, auf eine C3604-Sonderlegierung umzusteigen, die eine sehr hohe Zugfestigkeit aufweist. Dadurch konnte die Zugfestigkeit auf 420 MPa erhöht werden, was 30 % höher ist als bei der ursprünglichen Legierung.
- Um die mechanische Verriegelung zu verbessern, wird die Wälzfrästiefe des Gewindeeinsatzes auf 0,4 mm optimiert, was einer Steigerung von 0,15 mm gegenüber der ursprünglichen Konstruktion entspricht.
- Für das Messing-Einsatzspritzgießen wurde eine präzise induktive Vorwärmung eingeführt, bei der der Einsatz auf 105°C, die Formtemperatur von PA66+GF35, erhitzt wird, wodurch Kaltverbindungen an der Grenzfläche und Mikrorisse vermieden werden.
Endergebnisse:
Die Leistung des optimierten Produkts war deutlich besser:
Die Kraft zum Herausziehen des Einsatzes erhöhte sich um 35 % (von 28 MPa auf 38 MPa), das Torsionsdrehmoment blieb konstant bei 18 Nm (deutlich über dem Richtwert von 12 Nm), es traten keine Kaltfließstellen oder Risse an der Schnittstelle auf, die Ausschussrate sank auf 0,2 %, was zu jährlichen Einsparungen von 800.000 US-Dollar und dem Gewinn wichtiger Automobilaufträge führte.
Reichen Sie Ihre Produktzeichnungen und Leistungsanforderungen ein, und JS Precision wird eine maßgeschneiderte Lösung für Sie entwickeln, Ihnen ein genaues Angebot unterbreiten und Probleme wie das Ablösen der Einsätze und Risse schnell beheben.

Abbildung 4: Nahaufnahme eines fertigen Steckergehäuses, das dicht mit zahlreichen Messinggewindeeinsätzen bestückt ist, die mit schwarzem Kunststoff umspritzt wurden, zur Veranschaulichung einer Anwendung mit hohem Drehmoment im Automobilbereich.
Häufig gestellte Fragen
Frage 1: Warum ist Messing C3604 die typische Wahl für Messing-Einlegeformen?
C3604-Messing ist der Standard, vor allem weil sein hoher Kupfergehalt dem Metall eine gute Zähigkeit und elektrische Leitfähigkeit verleiht, der geringe Bleigehalt die Gewindegüte verbessert und es insgesamt für viele Anwendungen ein gutes Gleichgewicht zwischen Bearbeitbarkeit und struktureller Stabilität bietet.
Frage 2: Ist es möglich, bleifreies Messing zu verwenden, um die RoHS-Konformität zu gewährleisten?
Falls gewünscht, können Sie bleifreies Messing wie C46400 verwenden, bei dem Blei durch Zinn-Silizium ersetzt wird, um die RoHS-Richtlinien zu erfüllen. Diese Messingsorte weist eine ähnliche mechanische Festigkeit und Wärmeleitfähigkeit wie bleihaltiges Messing auf.
Frage 3: Welche Rolle spielt das Einlegeverfahren bei der Erhöhung der Drehmomentfestigkeit?
Das Einlegeverfahren verbessert die Drehmomentbeständigkeit, da es dem Kunststoffmaterial die Möglichkeit gibt, sich zusammenzuziehen und die Rauheit des Einsatzes zu verzahnen, was zu einem wesentlich stärkeren mechanischen Halt führt als beim Kaltpressen, welches die Hauptursache für Rotation ist.
Frage 4: Welche Gewindetoleranzen sind bei Ihren Messing-Einsatzformteilen möglich?
Die Messing-Einsatzformteile von JS Precision erreichen konstant Gewindetoleranzen von 6H oder 5H. 6H wird verwendet, um Gratbildung und Blockieren zu vermeiden, während 5H ideal für Anwendungen mit sehr hohen Präzisionsanforderungen ist.
Frage 5: Wie kann man verhindern, dass Plastik in das Gewinde gelangt?
JS Precision Engineering arbeitet mit einer Toleranz von 0,02 mm bei der Einsatzhöhe und verwendet gestufte Positionierstifte, um eine physische Barriere zu schaffen, die vollständig verhindert, dass Kunststoff in das Gewinde gelangt.
Frage 6: Wie lange ist die übliche Bearbeitungszeit für kundenspezifische Messingteile?
Die übliche Bearbeitungszeit für kundenspezifische Messingteile beträgt etwa 2 Wochen für Einzelmuster und 4-6 Wochen für die Serienproduktion , sodass genügend Zeit für die Fertigstellung Ihres Produktionsplans bleibt.
Frage 7: Wie gehen Sie mit CTE-Diskrepanzen um?
JS Precision passt die Temperatur der Form an und wärmt die Kupfereinsätze präzise vor, sodass die Schrumpfungsraten der einzelnen Teile ausgeglichen sind und folglich keine Grenzflächenspannungen oder Delaminationen auftreten.
Frage 8: Führen Sie FEA-Simulationen für das Einlegeverfahren durch?
Tatsächlich gehört die FEA-Simulation zu den Fertigungstechnikdienstleistungen von JS Precision, mit denen potenzielle Schwachstellen in den Einsätzen vor der eigentlichen Produktion aufgedeckt werden sollen.
Zusammenfassung
Die Wahl des richtigen Partners für die Messing-Einsatzformung ist nicht nur eine Frage der Verfahrensauswahl. Vielmehr handelt es sich um eine weitreichende Entscheidung, die nicht nur die Langlebigkeit des Produkts , sondern auch die Produktionseffizienz und die Projektkosten beeinflusst.
Wir bei JS Precision kombinieren gründliche Materialkenntnisse, präzise Bearbeitungstechniken und damit verbundene Ingenieurdienstleistungen ermöglichen es, jeden Einsatz in ein Premiumprodukt zu verwandeln, das perfekt auf die Anforderungen des Kunden zugeschnitten ist und ihm so hilft, Risiken zu minimieren und Kosten zu sparen.
Sind Sie bereit, Ihr Projekt auf die nächste Stufe zu heben? Kontaktieren Sie JS Precision jetzt für fachkundige Unterstützung .
Bei JS Precision unterstützen wir Sie jederzeit umfassend – von kostenloser DFM-Konstruktion und Kostenkalkulation bis hin zu kundenspezifischen Spritzgusslösungen und Angeboten für individuelle Messingteile. Wir helfen Ihnen, die optimale Leistung Ihres Produkts auch unter anspruchsvollsten Bedingungen zu gewährleisten.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

