

El moldeo por inserción de latón es una de las técnicas clave para abordar los problemas de la unión metal-plástico .
Ofrece una resistencia a la extracción un 40 % mayor que los accesorios de prensado en frío, y la tolerancia de rosca 6H impide por completo el desbordamiento de más de 0,02 mm , lo que resulta muy importante para los fabricantes de equipos originales y los ingenieros en la prevención de riesgos de retirada del mercado.
En la mayoría de los casos, las fallas del producto ocurren en la unión. El agrietamiento por tensión, la falla por extracción y la diferencia en la dilatación térmica son consecuencias de la combinación de polímeros de alto rendimiento y sujetadores de cobre.
Es muy importante elegir al socio adecuado, alguien que conozca el funcionamiento de los metales y los plásticos a nivel microscópico.
Breve descripción general: Elementos esenciales del moldeado por inserción de latón
Dimensiones clave | Estándares técnicos / Ventajas principales |
Selección de materiales | El C3604 equilibra la maquinabilidad y la resistencia. El latón sin plomo C46400 cumple con requisitos medioambientales extremadamente estrictos. |
Comparación de procesos | El moldeo por inserción proporciona una resistencia a la extracción un 40 % mayor que el prensado en frío gracias a la realineación de las cadenas moleculares. |
Control de precisión | La tolerancia de la rosca 6H coincide con la superficie del extremo de sellado del molde para evitar rebabas superiores a 0,02 mm. |
Valor de costo | Optimice la diferencia de dilatación térmica mediante simulación de ingeniería para mejorar significativamente el rendimiento y el retorno de la inversión de piezas complejas. |
Conclusiones clave:
- Compatibilidad de la aleación: el contenido de plomo influye considerablemente en la estabilidad dimensional de los insertos durante el moldeo por inyección a alta presión; la cantidad adecuada de plomo permite evitar el problema de la deformación del inserto.
- Enclavamiento físico: el moldeo por inyección aprovecha la fuerza de contracción del plástico solidificado para crear un enclavamiento mecánico, que proporciona una conexión más fuerte que la que se logra mediante presión física y reduce la probabilidad de que se desprenda.
- Gestión de la tensión térmica: utilizar la temperatura de precalentamiento correcta puede evitar la delaminación de la interfaz metal/plástico, previniendo así la separación causada por la expansión y contracción térmica.
- Precisión de fabricación: los pasadores de posicionamiento de alta precisión que se acoplan firmemente con las roscas 6H ayudarán a proteger el molde y a reducir el desgaste y los costes de reparación del mismo .
¿Cómo puede el moldeo por inserción de latón de JS Precision optimizar sus piezas roscadas?
Si usted es un fabricante de equipos originales (OEM) o un ingeniero que busca piezas roscadas de alta precisión y fiabilidad, es muy importante elegir un socio que no solo tenga capacidades profesionales, sino que también esté familiarizado con la aplicación.
JS Precision convierte el moldeo con insertos de latón en un método de gran valor para abordar estos desafíos de colaboración.
JS Precision, tomando como base la norma de materiales ASTM B16/B16M-20 , trabaja en una estrecha integración de la ciencia de los materiales y la fabricación de precisión para ayudarle a abordar de manera eficiente los principales problemas de los insertos, como el desprendimiento y el agrietamiento.
A modo de ejemplo, pensemos en el caso de un cliente de autopartes que informó que si sus insertos roscados tienen una resistencia a la extracción insuficientemente baja, su porcentaje de productos defectuosos puede aumentar hasta un 12%, y una sola retirada del mercado podría ocasionar pérdidas superiores a los 500.000 dólares.
En este caso, JS Precision puede mejorar los patrones moleteados de sus insertos roscados y, mediante el uso de una aleación C3604 y la introducción de un proceso de precalentamiento de precisión, ayudarle a aumentar su resistencia a la extracción en un 40 % y reducir su tasa de defectos al 0,3 %, lo que le permitirá ahorrar casi un millón de dólares al año.
Al elegir JS Precision, además de obtener una garantía de proceso de alta precisión, también se beneficiará de servicios integrales siempre centrados en sus necesidades:
Desde la selección de materiales hasta el diseño de moldes para la producción, JS Precision emplea el análisis de elementos finitos (FEA) para ayudarle a identificar los riesgos de fallo con antelación, garantizando así que cada inserto se adapte con precisión a las necesidades de su producto.
Si busca piezas roscadas estándar o componentes personalizados complejos, JS Precision trabaja con usted no solo para mejorar la durabilidad del producto, sino también para reducir los costos de producción mediante un control de precisión meticuloso y la optimización de costos, de modo que su proyecto sea más sencillo y competitivo.
¿Quiere saber cómo JS Precision optimiza las soluciones de moldeo por inserción de latón para sus piezas roscadas? Póngase en contacto con nuestros ingenieros para obtener una evaluación técnica gratuita y acceder a asesoramiento personalizado que le ayudará a evitar riesgos de fallos en las conexiones de sus productos.
¿Por qué elegir servicios profesionales de moldeo por inserción en lugar de prensado en frío?
Cuando los ingenieros eligen el método de conexión entre metal y plástico, a menudo se enfrentan a dificultades al comparar los servicios de moldeo por inserción con los procesos de prensado en frío, cuyas principales diferencias radican en la estabilidad de la conexión y la vida útil.
El moldeo por inserción, realizado con precisión, puede solucionar los problemas del prensado en frío. Este método permite que las moléculas de plástico se muevan y endurezcan alrededor del moleteado del inserto, eliminando así la tensión circunferencial que podría causar microfisuras debido a la inserción forzada, lo que resulta en una unión perfectamente sellada.
Reajuste de las cadenas moleculares y del patrón de moleteado.
Se inyecta plástico líquido caliente en el inserto a alta presión, lo que obliga al plástico a formar un patrón de moleteado en forma de diamante o espiral. Cuando el plástico se enfría y endurece, el metal y el plástico quedan fuertemente entrelazados, de modo que la resistencia de la conexión aumenta hasta un 40 % en comparación con la indentación posterior.
Esto da como resultado una unión perfecta entre el metal y el plástico, de tal manera que resulta muy difícil separarlos. Se trata de un tipo de moldeo por inserción con el que el prensado en frío no puede competir.
Manejo de tensiones residuales en plásticos de ingeniería
El módulo de elasticidad de un material se correlaciona directamente con la cantidad de tensión residual después del moldeo. Un módulo de elasticidad más alto conlleva una mayor tensión residual y una mayor probabilidad de agrietamiento.
El moldeo por inserción implica una etapa de equilibrio térmico que elimina lentamente las tensiones y, de esta manera, evita el agrietamiento de la matriz polimérica, además de aumentar la vida útil del producto.
Descargue el documento técnico "Comparativa entre los procesos de moldeo por inserción y prensado en frío" para comprender claramente las diferencias de coste y rendimiento entre ambos procesos, lo que le ayudará a tomar la decisión óptima y evitar rápidamente los riesgos potenciales del prensado en frío.
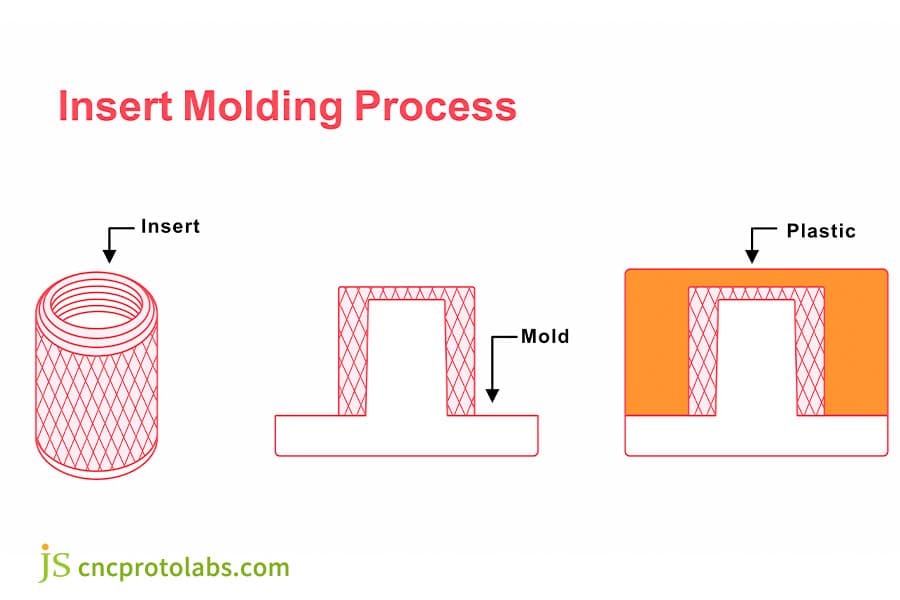
Figura 1: Diagrama esquemático que ilustra el proceso de moldeo por inserción en tres etapas, mostrando secuencialmente un inserto de latón, el molde abierto y la pieza final con el plástico moldeado alrededor del inserto.
Moldeo por inserción de latón: ¿Qué grado de material define el alto rendimiento?
Elegir la aleación de latón adecuada es la base del moldeo por inserción de latón de alto rendimiento, que requiere equilibrar la procesabilidad mecánica con la integridad física bajo la alta presión del moldeo por inyección.
La compatibilidad de los materiales influye directamente en el rendimiento y el coste del producto final.
Modelo de material | Contenido principal | Dureza (HRB) | Conductividad térmica (W/m·K) | Escenarios de aplicación | Nivel ambiental |
C3604 | 2,5%-3,7% | 58-65 | 110 | Piezas roscadas convencionales para automoción y electrónica | Protección ambiental general |
C46400 | 0% | 62-70 | 105 | Productos médicos y de exportación con requisitos medioambientales. | Cumple con la normativa RoHS |
C37700 | 1,8%-2,4% | 55-62 | 115 | Insertos para entornos de alta temperatura | Protección ambiental general |
C26000 | Por debajo del 0,05% | 50-58 | 120 | Productos con bajos requisitos de tensión y alta resistencia. | Cumple con la normativa RoHS |
Análisis metalúrgico de C3604 frente a Eco Brass (C46400)
El C3604 está formado por una estructura de dos fases alfa y beta y tiene una resistencia a la tracción de 180 MPa mientras se somete a alta presión de moldeo por inyección.
Además, su contenido de plomo del 2,5 % al 3,7 % contribuye a la formación de una película lubricante para la protección de la rosca, y este contenido de plomo cumple con las normas ISO. Por otro lado, la aleación C46400 es libre de plomo y utiliza silicio de estaño como sustituto del plomo. Cumple con la normativa RoHS y cuenta con la certificación ISO 9001:2015 .
Sin embargo, su elevada dureza y la dificultad de su mecanizado exigen el uso de herramientas y procesos especializados para lograr precisión. Estos dos materiales representan las principales categorías de latón para la fabricación de piezas a medida, cada una adecuada para diversas aplicaciones.
En otras palabras, el C3604 es esencialmente una opción de uso general que logra un equilibrio entre rendimiento y facilidad de mecanizado, mientras que el C46400 es una opción personalizada que no solo cumple con las normas ambientales, sino que también es apropiada para productos de alta gama. La selección del material implica un compromiso entre conformidad y practicidad.
Ductilidad y agrietamiento por corrosión bajo tensión (SCC)
La ductilidad de un material es uno de los factores que determinan la fiabilidad a largo plazo de los insertos. Con una elongación del 15 %, el C3604 es capaz de soportar la tensión de inyección y, por lo tanto, reduce el riesgo de agrietamiento.
El control de las impurezas en la aleación de cobre es un factor clave en la gestión del agrietamiento por corrosión bajo tensión en entornos de alta humedad, y así es como se prolonga la vida útil del producto.
¿Cómo gestionan las soluciones de moldeo por inserción las holguras de expansión térmica?
La diferencia en el coeficiente de dilatación térmica (CTE) es un problema común que deben abordarse en las soluciones de moldeo por inserción . La diferencia de CTE entre el cobre y los polímeros reforzados con fibra de vidrio puede generar tensiones en la interfaz durante los cambios de temperatura, provocando delaminación y agrietamiento. Las soluciones profesionales pueden solucionar eficazmente este riesgo oculto.
La diferencia en el coeficiente de dilatación térmica (CTE) entre el cobre y la aleación PA66+GF30 es de hasta 6 μm/m°C. Sin precalentamiento, la probabilidad de delaminación interfacial alcanza el 30 %. Sin embargo, con el precalentamiento adecuado, el riesgo de delaminación se reduce a menos del 0,5 %.
Difusividad térmica y solidificación de la interfaz
Debido a la altísima difusividad térmica del cobre, el plástico interfacial se enfría muy rápidamente, lo que provoca una discrepancia local en la cristalinidad, así como la creación de una capa amorfa frágil cuyas propiedades se adhieren mal.
Sin embargo, ajustando la temperatura de precalentamiento del molde y del inserto, podemos controlar eficazmente la velocidad de cristalización del plástico para lograr una fuerte unión interfacial. Este es un factor crucial para gestionar las diferencias de dilatación térmica en el moldeo con insertos de latón.
En pocas palabras, se trata de rociar un bollo al vapor con agua fría y la superficie se endurece inmediatamente, mientras que el interior permanece blando y tiende a formar capas.
Por el contrario, el precalentamiento con temperatura controlada es análogo al enfriamiento gradual del pan, ya que este se endurecerá de manera uniforme en todas partes, se evitará que se agriete y la unión metal-plástica se sellará herméticamente.
Protocolos de precalentamiento para eliminar acumulaciones de frío
JS Precision utiliza tecnología de precalentamiento por inducción de precisión para elevar la temperatura de los insertos de cobre hasta 80 °C-120 °C, evitando así la congelación localizada del material fundido y, al mismo tiempo, garantizando que no se produzcan defectos de soldadura en frío en la interfaz. Los diferentes materiales requieren diferentes parámetros de temperatura de precalentamiento.
Tipo plástico | Contenido de fibra de vidrio | Introduzca la temperatura de precalentamiento (°C). | Temperatura del molde (°C) | Resistencia de la unión interfacial (MPa) |
PA66 | 0% | 80-90 | 60-70 | 28 |
PA66+GF30 | 30% | 100-110 | 80-90 | 35 |
ordenador personal | 0% | 90-100 | 70-80 | 25 |
PBT+GF20 | 20% | 110-120 | 90-100 | 32 |
¿Cuáles son los estándares de precisión para las piezas de latón personalizadas en la fabricación de herramientas?
Cuando las piezas de latón a medida se fabrican correctamente, los moldes duran más y las piezas encajan mejor. Para proteger los costosos moldes de inyección, la precisión de los insertos debe ir más allá del mecanizado habitual, ya que esto ayuda a que los productos se mantengan estables durante el proceso de fabricación, reduce las reparaciones del molde y el desperdicio de material.
Tolerancia de rosca y prevención de rebabas
La tolerancia de rosca 6H es el estándar de precisión fundamental para las piezas de latón personalizadas en el moldeo por inyección con insertos. Esta tolerancia garantiza que la rosca del inserto se ajuste perfectamente al pasador del molde, evitando eficazmente un desbordamiento de material de 0,02 mm o más.
Con un manejo preciso de la máquina, un detalle clave se mantiene por debajo de 0,01 mm: la planitud de la superficie final del inserto. Esa pequeña holgura garantiza un sellado perfecto contra el pasador del molde. La resina fluida no puede filtrarse en las roscas durante el moldeado. Mantener este límite es fundamental para la correcta colocación de los insertos de latón.
La dureza afecta al desgaste de la herramienta
La igual dureza entre la aleación de cobre y el acero del molde reduce significativamente el desgaste. Con nuestros componentes de latón, mantenemos una dureza entre HRB 55 y 70, ideal para combinar con aceros como el H13 o el S136.
Gracias a esta coincidencia, los pasadores de soporte evitan un deterioro repentino. Los moldes duran más que antes, a menudo más del 60 % más que su vida útil habitual.
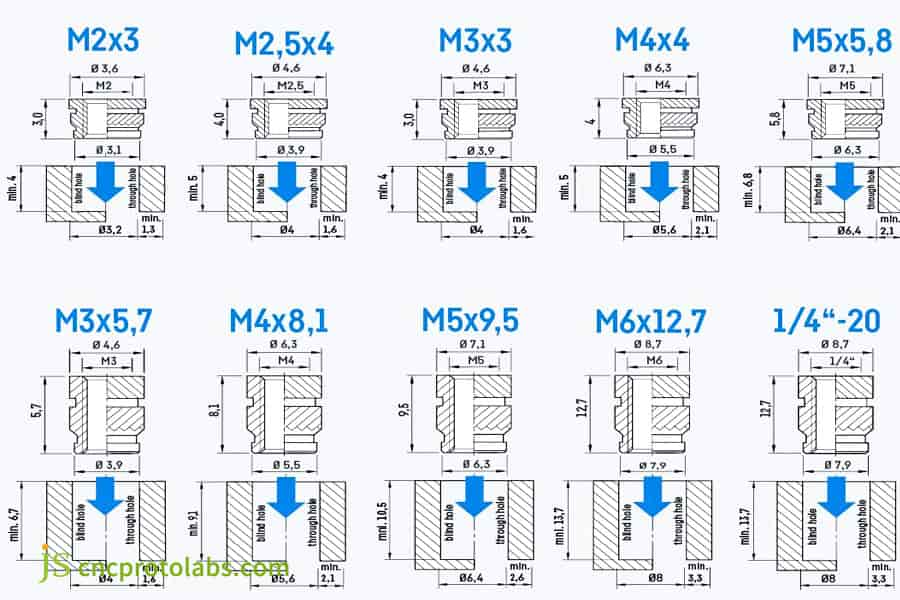
Figura 2: Tabla técnica detallada que muestra las dimensiones, los tipos de rosca (M2 a M6) y las especificaciones de los orificios para diez insertos roscados de latón diferentes utilizados en herramientas de precisión.
¿Cómo seleccionar insertos roscados de latón para piezas híbridas de metal y plástico?
Los insertos roscados de latón para marcos metálicos pueden determinar la durabilidad de un producto. Cuando se unen piezas de plástico, metal y cobre, comienzan a producirse pequeñas reacciones químicas. Las fluctuaciones de temperatura ejercen presión sobre estas conexiones.
En lugar de fortalecerse, surgen puntos débiles en la unión de los materiales. Una mala elección de insertos provoca fallos graduales. La estabilidad no reside solo en la resistencia, sino también en cómo responden las piezas al calentarse o enfriarse. La corrosión se cuela por huecos que otros pasan por alto.
Mitigación de la corrosión galvánica en ensamblajes híbridos
Entre el cobre y el marco de aluminio o acero, se produce una brecha de potencial. En las conexiones, esta brecha puede provocar un desgaste químico gradual. Con el paso de los años, este desgaste debilita los insertos, haciendo que se suelten.
Los insertos roscados de latón para metal se recubren con zinc o níquel, con un espesor de tan solo 3 a 5 micrómetros. Esta fina capa actúa como un escudo, impidiendo que el cobre reaccione con los metales cercanos.
Gracias a ello, la corrosión se ralentiza en más de un 90 por ciento. Sin esa protección, las estructuras de materiales mixtos se debilitarían demasiado rápido durante el moldeo por inserción.
Cómo mantener la integridad de los sellos en condiciones de temperaturas extremas.
Cuando la temperatura sube o baja drásticamente, los materiales pueden separarse ligeramente, creando pequeñas aberturas que rompen los sellos. Estos insertos de latón, diseñados con ranuras profundas y moleteado, permanecen firmemente sellados incluso cuando la temperatura oscila entre -40 y 120 grados Celsius.
Su agarre firme impide la entrada de humedad y aire incluso ante cambios bruscos de temperatura. Diseñados para entornos exigentes donde la fiabilidad es primordial.
¿No sabe cómo elegir los insertos roscados de latón adecuados para estructuras metálicas híbridas? Envíenos los requisitos de la estructura de su producto para recibir asesoramiento profesional personalizado y encontrar la solución de inserto óptima.
¿Cómo reducen los servicios de ingeniería de fabricación el retorno de la inversión de su proyecto?
Los servicios de ingeniería de fabricación desempeñan un papel crucial en la mejora del retorno de la inversión del proyecto. La participación temprana de la ingeniería puede ayudar a prevenir eficazmente los problemas de fallos tras la apertura del molde , que son las principales causas de los costes de desperdicio y reparación, maximizando así los beneficios del proyecto.
A continuación, se ofrece una breve descripción general de cómo los servicios de ingeniería pueden ayudar a mejorar el retorno de la inversión de un proyecto.
Análisis de elementos finitos para carga mecánica
Para imitar la tensión física a la que se someten las piezas de latón personalizadas, realizamos simulaciones de análisis de elementos finitos (FEA), evaluamos los efectos de diferentes proporciones de materiales y diseños de moleteado en la capacidad de carga de la rosca e incluso identificamos posibles puntos de fallo de antemano.
Mediante simulación por elementos finitos (FEA), uno de nuestros clientes del sector electrónico mejoró el diseño geométrico del inserto, lo que se tradujo en un aumento del 25 % en la capacidad de carga de la rosca y un ahorro de 0,80 $ por producto. Este ejemplo ilustra el gran valor de los servicios de ingeniería en el moldeo por inserción de latón.
Diseño para la fabricación (DFM) para la producción en masa
En la producción en masa, utilizamos DFM para reestructurar piezas de latón personalizadas, principalmente ajustando la altura del hombro del inserto o realizando chaflanes para posibilitar la alimentación automatizada.
Como resultado, la eficiencia de la producción aumentó un 40%, los costos laborales disminuyeron un 35% y el rendimiento mejoró del 95% al 99,5%, contribuyendo todo ello a un mejor retorno de la inversión.
Figura 3: Vista en primer plano de una compleja maquinaria industrial de moldeo por inserción con mangueras y componentes conectados, en funcionamiento en un entorno de fábrica.
Caso práctico de JS Precision: Carcasa para conector automotriz de alto par
El moldeo por inserción de latón es bastante común en las carcasas de conectores automotrices. Estos productos requieren un par de torsión de inserción y una resistencia a la extracción muy elevados de los insertos.
Inesperadamente, un proveedor automotriz de primer nivel se topó con este problema. Por suerte, fue un desafío que se resolvió con una solución personalizada de JS Precision.
Desafíos:
Este proveedor fabricaba carcasas de conectores de alto par para fabricantes de automóviles, utilizando una combinación de plástico PA66+GF35 e inserciones de cobre.
La tasa de defectos llegó hasta el 15%: los insertos de cobre podían desprenderse cuando el par de apriete era de 12 Nm; además, aparecían microfisuras en su interfaz, lo que conllevaba el riesgo de cortocircuito.
Tras modificar el proceso de prensado en frío, la tasa de defectos se redujo solo un 2%, pero los costes aumentaron y surgió el riesgo de cancelaciones de pedidos. El principal problema radicaba en que el bajo rendimiento de la pieza roscada comprometía el alto par de apriete del equipo.
Solución
El problema fue analizado inicialmente mediante análisis de elementos finitos (FEA) por JS Precision:
- El inserto estaba hecho de una aleación de cobre común, que no tenía una alta resistencia a la tracción.
- La profundidad del moleteado no era suficiente para proporcionar la fuerza de enclavamiento mecánico necesaria.
- No precalentar el inserto de cobre provocó defectos de cierre en frío en la interfaz.
Hemos desarrollado un plan de optimización integral para abordar estos problemas:
- El primer paso fue recurrir a una aleación personalizada C3604 que posee una resistencia a la tracción muy alta; como resultado, su resistencia a la tracción aumentó a 420 MPa, lo que supone un 30 % más que la de la aleación original.
- Optimizar la profundidad de tallado del inserto roscado a 0,4 mm, lo que supone un aumento de 0,15 mm con respecto al diseño original, para mejorar el efecto de enclavamiento mecánico.
- Se introdujo un precalentamiento por inducción de precisión para el moldeo de insertos de latón , calentando el inserto a 105 °C hasta la temperatura de moldeo de PA66+GF35, eliminando así los cierres fríos en la interfaz y las microfisuras.
Resultados finales:
El rendimiento del producto optimizado fue considerablemente mejor:
La fuerza necesaria para extraer el inserto aumentó un 35 % (de 28 MPa a 38 MPa), el par de torsión se mantuvo constante en 18 Nm (muy por encima del valor de referencia de 12 Nm), no se produjeron cierres fríos ni grietas en la interfaz, la tasa de desperdicio se redujo al 0,2 %, lo que supuso un ahorro anual de 800 000 dólares y la obtención de importantes pedidos del sector automotriz.
Envíenos los planos de su producto y los requisitos de rendimiento, y JS Precision le diseñará una solución personalizada de moldeo por inserción de latón, proporcionándole un presupuesto preciso y resolviendo rápidamente problemas como el desprendimiento y el agrietamiento de la inserción.

Figura 4: Fotografía en primer plano de una carcasa de conector terminada, densamente poblada con numerosos insertos roscados de latón que han sido sobremoldeados con plástico negro, lo que muestra una aplicación automotriz de alto par.
Preguntas frecuentes
P1: ¿Por qué el latón C3604 es la opción típica para el moldeo por inserción de latón?
El latón C3604 es el estándar principalmente porque su alto contenido de cobre le confiere al metal una buena tenacidad y conductividad eléctrica, su bajo contenido de plomo ayuda a mejorar el acabado de las roscas y, en general, resulta útil para equilibrar la facilidad de mecanizado y la estabilidad estructural en numerosas aplicaciones.
P2: ¿Es posible utilizar latón sin plomo para garantizar el cumplimiento de la normativa RoHS?
Si lo desea, puede utilizar latón sin plomo, como el C46400, que sustituye el plomo por silicio-estaño para cumplir con la normativa RoHS. Este tipo de latón posee una resistencia mecánica y una conductividad térmica similares a las del latón con plomo.
P3: ¿Qué papel desempeña el moldeo por inserción en el aumento de la resistencia al par de torsión?
El moldeo por inserción refuerza la resistencia al par de torsión porque permite que el material plástico se contraiga y se entrelace con la rugosidad del inserto, lo que resulta en una sujeción mecánica mucho más fuerte que la del prensado en frío, que es la principal causa de rotación.
P4: ¿Qué tolerancias de rosca son posibles con su moldura de inserción de latón?
El moldeado con insertos de latón de JS Precision puede lograr de forma consistente tolerancias de rosca 6H o 5H. La tolerancia 6H se utiliza para evitar rebabas y atascos, mientras que la tolerancia 5H es ideal para aplicaciones de muy alta precisión.
P5: ¿Cómo asegurarse de que el plástico no entre en las roscas?
JS Precision Engineering utiliza una tolerancia de altura de inserción de 0,02 mm y pasadores de posicionamiento escalonados para crear una barrera física que impide por completo que el plástico entre en las roscas.
P6: ¿Cuál es el plazo de entrega habitual para piezas de latón personalizadas?
El plazo de entrega habitual para piezas de latón personalizadas es de aproximadamente 2 semanas para muestras de una sola unidad y de 4 a 6 semanas para la producción a gran escala , lo que permite disponer del tiempo necesario para completar su programa de producción.
P7: ¿Cómo se maneja la discrepancia de CTE?
JS Precision modifica la temperatura del molde y precalienta con precisión los insertos de cobre para que las tasas de contracción de cada uno estén equilibradas y, en consecuencia, no se produzcan tensiones en la interfaz ni delaminación.
P8: ¿Realizan simulaciones FEA para moldeo por inserción?
De hecho, la simulación FEA forma parte de los servicios de ingeniería de fabricación de JS Precision, cuyo objetivo es detectar posibles puntos de fallo en los insertos antes de la producción real.
Resumen
Elegir al proveedor adecuado para el moldeo por inserción de latón no es simplemente seleccionar un proceso. De hecho, es una decisión crucial que influye no solo en la durabilidad del producto , sino también en la eficiencia de la producción y el costo del proyecto.
En JS Precision combinamos minuciosidad Conocimiento de los materiales, técnicas de mecanizado precisas y servicios de ingeniería relacionados para convertir cada inserto en un producto de primera calidad que se ajuste perfectamente a los requisitos del cliente, ayudándoles así a limitar los riesgos y ahorrar dinero.
¿Estás preparado para llevar tu proyecto al siguiente nivel? Llama ahora a JS Precision para obtener asistencia experta .
En JS Precision, siempre estamos listos para brindarle asistencia integral, desde diseño DFM gratuito y contabilidad de costos hasta soluciones personalizadas de moldeo por inserción y cotizaciones para piezas de latón a medida. Estamos aquí para ayudar a que su producto tenga un rendimiento óptimo incluso en las situaciones más exigentes.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

