

マイクロ射出成形マイクロ部品の量産用スケールです。
たとえば、肉厚 0.15 mm を必要とするマイクロ コネクタでは、材料が適切に充填されていないため、従来の方法では依然として 67% の確率で失敗します。さらに、モジュールが 0.3 で空気混入のリスクが 40% のマイクロギアでは、数万ドルの価値がある金型を破壊する可能性があります。
古い注入システムを縮小するだけで、機能することを期待できるでしょうか?この場合の大量生産とは、大きな機械をより小さな規模で複製することではありません。充填物の加圧、金型精度の確保、安定した工程管理は、従来の工場では対応できない大きな課題です。
クイックリファレンス
| 中核問題 | 技術的ソリューション | 主要なデータ | 商業的価値 |
| 充填が不十分です | マイクロネジ(8-14mm) + 金型温度可変制御 | 射出精度0.001g、歩留まり94% | 一日の生産量が10万個を超える |
| 金型の欠陥 | 薄膜扇形ゲート + マイクロ通気チャネル | エア滞留率0.3%、金型寿命150万サイクル | 初回試作成型成功率≧90% |
| 量産管理 | クローズドループ成形フィードバック + オンライン外観検査 | Cpkは0.92から1.41に増加、不良率は22ppm | 100万個の一貫性を保証 |
| 高い単価 | 128個取り金型+型内自動ゲートカット | 単価 0.0052 ドル (減価償却費を含む) | 無料のコストモデル計算 |
重要なポイント
- マイクロ部品の量産には、体積0.005g以下の特殊なマイクロ射出成形機が必要です。通常の産業用機器ではその負荷に対処できません。金型キャビティ内の 1 つの位置ずれがバッチ全体を台無しにする可能性があります。
- キャビティ公差は 0.002mm 以内、表面粗さは Ra0.5m、SPI A-2 研磨仕様を満たす必要があります。これはオプションではなく、一貫した出力のために必須です。
- プロトタイプを早期にテストすることで、何万もの材料の損失ややり直しを節約できます。あ3D プリントされたマイクロモールド部品費用は約 500 ドルで、故障時のコストと比較すると安価です。
- JS Precision は、設計から AI 主導のスケーリングまですべてをカバーします。彼らは最初のサンプルからフルスケールの実行までの行程全体を処理し、マイクロ部品製造における実際の問題を解決します。
JS Precision のマイクロ射出成形を信頼できる理由
マイクロ射出成形は単なる期限ではなく、コストを管理し、マイクロ部品の生産を拡大する際のリスクを軽減するための基盤です。
JS Precision は、10 年以上にわたって医療、エレクトロニクス、自動車の分野で事業を行っています。実世界のデータを通じて深い経験を構築します。
当社のプロセス制御は単なる理論上のものではなく、実際の生産実行による何千ものテスト結果によって裏付けられています。おそらく多かれ少なかれ、その信頼性は、一か八かの業界との長期にわたる関わりから生まれています。
マイクロ部品の大量生産における中心的な要求は、完全なプロセス制御性と保証された精度です。 JS Precision のフルチェーン技術制御の利点により、この需要に正確に対応できます。
金型設計・試作から大規模かつ低コストの射出成形まで、射出成形の全工程を専門の技術者が担当します。
私たちのISO 13485:2016規格社内の金型工場にはワイヤー放電加工機と超精密CNC装置が備えられており、公差0.002mmのキャビティ加工が可能で、お客様の高精度量産が可能です。
実際の例ほどコラボレーションを明確に示すものはありません。たとえば、当社の医療顧客の 1 つは、肉厚が 0.12 mm という薄いミニセンサーハウジングを製造していますが、以前は大手射出成形会社に大量生産を委託していました。
その結果、歩留まりはわずか 78% と低く、ユニットあたりのコストは約 0.022 ドルとなり、収益性が大幅に低下しました。
当社のクライアントは JS Precision に移行し、カスタマイズされたマイクロ射出成形プロセスと射出成形金型設計の最適化を通じて、歩留まりを 96% に高め、日生産量を 120,000 個以上に高め、単価を 0.0078 ドルに削減しました。
彼らは年間約 100 万米ドルを節約し、コスト削減と効率向上を効果的に達成しました。
コストの削減、効率の向上、安定した量産ソリューションの提供は、お客様の主な要求です。 JS Precision は常にこのニーズに対応しており、当社のサービスは完全に透明性があり、結果は測定可能です。
すべての技術ソリューションはプロトタイプで検証され、データでテストされているため、利点について語る余地はありません。
当社の機能の詳細については、当社のエンジニアに問い合わせて専用のマイクロ射出成形の実現可能性評価を依頼し、お客様のニーズに合わせてカスタマイズされたソリューションを利用してください。
マイクロ射出成形はマイクロ部品の大量生産の問題をどのように解決しますか?
マイクロ射出成形プロセスは、工業生産に必要な小さな部品を大量に効率的に生産します。このシステムの主な利点は、不完全な充填と不安定な生産プロセスを含む 2 つの大きな問題の解決を可能にすることです。
このシステムは、可変金型温度システムを備えたマイクロネジを使用して、0.001g の重量測定を実現し、一貫した生産量を維持します。 大量射出成形操作。
マイクロスクリューと可変金型温度制御の技術パラメータ
マイクロ部品射出成形プロセスの中核となる装置パラメータは、特定のニーズに応じてすべての操作を指示します。
このシステムは、8 ~ 14 mm のマイクロ スクリュー直径範囲を通じて0.001 g から 0.001 g までの正確な質量制御を可能にし、オペレータが最適な充填結果を得るためにミリグラム単位で注入量を管理できるようにします。
オペレーターは細い針を介してインクの流れを制御し、小さな筆記スペースを完璧な量のインクで埋めるための正確な体積制御を実現します。
このシステムは、動的な温度変化に対応する能力により、金型温度のアクティブな変更を可能にします。
このシステムは、樹脂温度が必要なレベルに達することを可能にする温度制御によって充填操作を維持すると同時に、急速冷却方法を使用して冷却段階の操作時間を短縮します。
マイクロコネクタの量産データと商業的意義
マイクロ コネクタ プロジェクトでは、壁厚 0.18 mm の設計による従来の射出成形で 67% の歩留まりを示し、生産量は 1 日あたり 30,000 個未満でした。
JS Precision でのマイクロ射出成形の導入により、生産プロセスの歩留まりが 94% に達し、大量射出成形基準に従って 1 日あたり 100,000 ユニット以上を生産できるようになりました。
充填不完全の問題を解決しながら、各種マイクロ部品の量産に必要な最小射出量0.005gのマイクロ射出成形の実現可能性評価を提供します。クリックすると評価詳細をお問い合わせいただけます。
射出成形金型設計はマイクロ部品のゲートと排気をどのように再定義できるでしょうか?
射出成形金型設計はマイクロ部品成形の鍵であり、ゲートや排気の設計が不適切であると、簡単に金型のスクラップが発生する可能性があります。
専用ゲートと微細排気溝方式を採用し、ガス滞留などの不具合を解決し、微細射出成形の量産化に成功します。
薄膜扇形ゲートおよびマイクロ通気チャネルの設計仕様
射出成形金型設計のゲートとベントには、非常に正確な仕様があります。これらは成形結果に直接影響します。
薄膜扇形ゲート: 0.05-0.厚さ10mm、幅は部品肉厚の2~3倍。これにより、溶融抵抗が低下し、材料の寿命が長くなります。
つまり、細い口径の水道管を太い口径のコネクターで接続するようなもので、水は非常にスムーズに流れ、過流による破損の危険はありません。
マイクロ通気チャネル: 0.003-0.深さ0.00mm、幅0.5mm、間隔2mm、溶融端に均一に分布。これは、閉じ込められた空気の割合を減らすのに非常に役立ちます。
検証結果と商用コミットメント
射出成形金型設計の合理化により、マイクロギアのエア噛みによる不良率を12%から0.3%に大幅に低減し、金型寿命も150万サイクルまで延長しました。モルドバ設計の最適化には、無料の DFM レポートが提供されます。
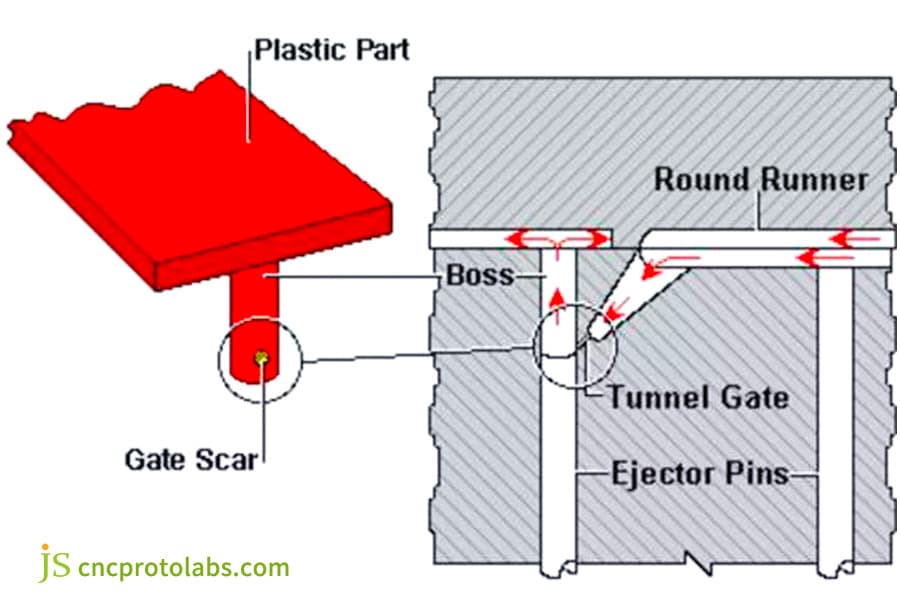
図 1: マイクロ部品用のトンネル ゲート射出成形セットアップの断面図。ランナー システム、ゲート、およびゲート傷のある成形品を示しています。
射出成形の試作を通じてマイクロ部品の充填限界を事前に検証するにはどうすればよいですか?
射出成形のプロトタイピングは、本格的な製造の前の生産ステップです。これは、充填限界を早期に検証し、金型製造の危険性を軽減するのに役立ちます。
これは、射出成形用の低コストの 3D プリントインサートまたは単一キャビティのアルミニウム金型を使用して行われ、射出成形金型の設計とプロセスパラメータを迅速に変更することで、試作成形の回数を制限します。
3D プリンティング マイクロモールド インサートへの技術的パス
射出成形による試作3D プリントでは、プロトタイプの精度と使いやすさに準拠します。
モールドコアは、HDT 150、50 ~ 200 個のPOM、ABS、その他の材料を備えた高温耐性の感光性樹脂から印刷され、射出成形されるため、お客様は設計の実現可能性を迅速かつ低コストで検証でき、ブラインドモールド作成のロスをなくすことができます。
実際のケーススタディとプロセスウィンドウの強化
射出成形でのテスト後、ランナーの厚さがわずか 0.15 mm になるように設計されたお客様のプロトタイプの 1 つでは、220MPa の射出圧力が必要でした (これは材料の劣化を非常に容易に引き起こします)。
再設計によりランナーを変更することで、充填効果と材料性能を犠牲にしていた圧力を180MPaまで低減しました。
大量射出成形によりマイクロ部品の欠陥ゼロ量産をどのように達成するか?
大量射出成形をマイクロ射出成形技術と組み合わせることで、欠陥のないマイクロ部品の大量生産が可能となり、生産速度と品質の 2 つの側面のバランスを効率的にとることができます。
ここでは、正確な監視と温度制御技術によって生産能力の制御が安定化され、同時に要求を満たすことができます。低コストの射出成形その結果、効率的、低コスト、欠陥ゼロの生産が実現します。
クローズドループ成形フィードバックとオンライン画像検査システム
大量の射出成形の安定性には正確な監視システムが必要であることは事実です。議論の主なポイントは次のとおりです。
サンプリング レート 1kHz のキャビティ圧力センサー。閉ループ制御を使用して圧力保持ノードと充填ノードを正確に切り替え、充填中に発生する可能性のある問題を排除します。
5 メガピクセルのビジョン システムは、最小 0.01 mm の寸法変動を識別し、リアルタイムで欠陥製品を即座に排除できます。これは、部品の一貫性を確保する最良の方法です。
工程能力データと工程調整
上記システムの導入により、マイクロ部品のCpk値は0.92から1.41に向上し、不良率は22ppmまで減少し、業界のリーディングカンパニーの地位を確立しました。
当社では、完全電動射出成形機と AI プロセスの自己調整を採用し、金型の温度と粘度の変動をリアルタイムで補正します。これが、連続 100 万個の部品の一貫性を確保し、大量の射出成形要件を満たすための鍵となります。
キャビティ数の異なるマイクロモールドのコストと効率の比較
| キャビティの数 | 単位コスト (減価償却費を含む、米ドル) | 1日あたりの生産量(個) | 金型寿命 (10,000 サイクル) | 適用部品の種類 | 成形サイクル(秒) |
| 32 キャビティ | $0.012 | 50,000 | 120 | 複雑なマイクロ部品 | 8 |
| 64 キャビティ | $0.009 | 80,000 | 130 | 従来のマイクロコネクタ | 7 |
| 128 キャビティ | $0.0052 | 150,000 | 150 | シンプルなマイクロギア | 5 |
| 256 キャビティ | $0.0045 | 280,000 | 100 | 超小型マイクロコンタクト | 4 |

図 2: 白い表面上に、さまざまな形や色の他の微細成形コンポーネントが周囲に配置された、小さな暗い円筒形の部品をピンセットで慎重に保持します。
低コストの射出成形によりマイクロコンポーネントの個別コストをどのように削減できるのでしょうか?
安価な射出成形により、品質を落とさずにマイクロ部品の単価を大幅に削減できます。バッチ生産の要件にも非常によく適合します。
マルチキャビティ金型と自動化テクノロジーを、射出成形金型中国、新たなレベルの費用対効果と生産性を達成することが可能です。
128 キャビティ金型と金型内自動ゲートカット技術
低コスト射出成形の目的は、生産性を向上させ、人件費を削減することです。簡単に言うと、主要な技術的側面は次のとおりです。
- 128 キャビティの完全対称ホット ランナー分布により、部品を均一に充填できます。残されたゲート サイズはわずか 0.05 mm であるため、さらなる作業が不要となり、人件費の削減につながります。
- 金型内の自動ゲートカットシステムにより、射出成形工程中にカットを完了し、成形サイクルを2秒短縮し、生産効率をさらに向上させます。
料金比較・無料計算サービス
1 つの成形品の製造コストは、主にキャビティの数によって決まります。64個のキャビティの場合は $0.009、128 個のキャビティの場合は $0.0052、256 個のキャビティの場合は $0.0045 です。金型の価格、クランプに使用する力、充填バランスの間にはトレードオフが必要です。
マイクロ部品の射出成形プロセスパラメータの比較表
| 部品の種類 | 肉厚(mm) | 射出圧力(MPa) | 金型温度 (°C) | 収率 (%) | 該当するプロセス |
| マイクロコネクタ | 0.15~0.20 | 180-220 | 80-100 | 94 | マイクロ射出成形 |
| マイクロギア(モジュール0.15) | 0.12~0.18 | 200-240 | 90-110 | 95 | マイクロ射出成形 |
| 医療センサーハウジング | 0.10~0.15 | 195-250 | 100-120 | 96 | 大量射出成形 |
| マイクロコンタクト | 0.08~0.12 | 220-260 | 110-130 | 93 | 低コストの射出成形 |
なぜ中国の射出成形金型の加工能力がマイクロスケールの大量生産の主要なボトルネックになっているのでしょうか?
中国射出成形金型の処理能力は、マイクロ量産の中心的なボトルネックであり、金型の寿命と製品歩留まりを直接決定します。
上部の機械加工プロセスでは、次の条件を満たす正確なキャビティ寸法と表面粗さ値が生成されます。 ISO 286-2:2010規格。
低品質の金型を使用すると、組み立て上の問題が発生し、経済的に大きな損害が生じます。金型交換プロセスにより、金型寿命を 30 万サイクルから 200 万サイクルに延長することができ、これが射出成形金型設計を成功させるためのベースとして機能します。
マイクロモールドの加工設備と精度要件
マイクロモールドの高精度機械加工のプロセスには、特別な装置と完全な環境条件の両方が必要です。
±0.001mmに達する低速ワイヤー放電加工精度と40,000rpmの組み合わせ超精密CNC位置決め精度は±0.002mmで、複雑なマイクロキャビティを正確に加工できます。
このプロセスは、完璧な切断精度を実現する高度な彫刻ツールを使用して、爪ほどの大きさの表面に複雑なデザインを彫刻することに似ています。
恒温工場は20±0.5℃に保たれており、射出成形金型の加工精度維持に欠かせない加工ミスの原因となる温度変化を防ぎます。
低コスト金型の故障事例とビジネス上の位置づけ
お客様は、小型コネクタの大量生産のために、低コストの射出成形中国を選択しました。キャビティ公差が 0.008mm を超えたため、金型は使用不能になるまでに 200,000 回の使用を必要とし、その結果、数万米ドルを超える直接的な経済的損失が発生しました。
JS Precision の射出成形用金型チャイナに金型を交換した結果、キャビティ公差は ±0.002mm 以内に制御され、200 万サイクルの金型寿命を達成し、95% 以上の歩留まりを継続的に維持できました。
当社の金型はISO 13485規格を満たしており、価格は同等の欧米金型の60%であり、射出成形において高い費用対効果を実現します。
当社の射出成形金型の加工精度がお客様のニーズを満たしているか確認したいですか?当社のエンジニアに連絡して、加工精度のテストレポートを入手し、当社の利点を明確に理解してください。

図 3: 精密射出成形金型のキャビティ プレートの拡大図。複数の機械加工されたキャビティ、ランナー システム、ゲート、エジェクター ピンが示されており、製造上のマークも確認できます。
JS Precision のケーススタディ: マイクロ医療用センサー シェルのマイクロ射出成形金型とプロセスのブレークスルー
医療センサー用の小型ハウジングの大量生産は非常に困難な場合があり、そのような製品は非常に高い基準を満たさなければなりません。
以下のケーススタディは、JS Precision がマイクロ射出成形、射出成形金型設計、射出成形プロトタイピングを組み合わせて使用することで、医療センサーの大量生産で直面する生産ボトルネックの一部をどのように回避できたかを示しています。
遭遇した困難
この非常に正確な医療コンポーネントの主な問題点は次のとおりです。
- このコンポーネントの壁厚は 0.2mm×0.5mm のボスを含めて 0.12mm です。一般に、従来の射出成形では材料不足や、 収縮痕。
- 従来使用されている扇形ゲートは溶融せん断による熱劣化を引き起こし、その結果、キャビティのガス捕捉率が 45% にも達し、不良品の割合が高くなり、医療品質の要件を満たすことができなくなります。
- この顧客は以前、大手射出成形会社と仕事をしていましたが、同社の汎用装置とオペレーターの精度不足が重なったため、量産歩留まりはわずか 78%、単価は 0.022 ドルとなり、納期は保証できませんでした。
解決
JS Precision は、マイクロ射出成形と射出成形金型設計の最適化を組み合わせて、大量生産におけるボトルネックを克服することで、この問題に対する非常に詳細な解決策を作成しました。
射出成形金型の機能の最適化には、 0.06 mm の薄膜扇形ゲート (幅は部品壁の厚さの 2.5 倍) の使用が含まれ、同時にマイクロ通気チャネルの深さは 0.005 mm、間隔は 1.5 mm で、SPI A-2 レベル基準で研磨することにより金型の精度が向上し、材料の劣化が減少し、空気の閉じ込めが減少しました。
射出成形のプロトタイピングでは、3D プリントされたインサート(感光性樹脂の温度が 150 以上) を使用して 100 個のサンプルが射出されました。元の材料に必要な射出圧力 (250 MPa) は、 195 MPa の射出圧力で最大の結果が得られることで低減され、金型の摩耗や材料の劣化の防止にも役立ちました。
非常に大量の射出成形の段階に到達するために、金型温度変動を±0.5℃以内に制御するクローズドループ成形フィードバックとオンライン外観検査システムが確立され、金型内自動ゲートカットと中国の射出成形金型によってもたらされた効率向上を組み合わせることで、生産性を向上させながらコストを削減しました。
最終結果
導入後、プロジェクトは大きな質的進歩に達し、次のような主要な成果を達成しました。
- 閉じ込められたガス欠陥の数は 0.8% 減少し、材料劣化の問題が排除され、製品は医療業界の基準と生体適合性要件に適合しました。
- 歩留まりは 78% から 96% へと大幅に伸び、一日の生産量は 120,000 個を超え、大量射出成形の要件を満たすために多大な努力が払われ、納期も 30% 短縮されました。
- 金型の寿命は 180 万サイクル、単価 (減価償却費含む) は 0 ドルになりました。 0078 により、クライアントは年間ほぼ 100 万米ドルのコスト削減を実現しました。
- 製品の寸法ばらつきは0.003mm、Cpk値は1.52と顧客要求の1.33を大幅に上回っており、長期にわたるパートナーシップが確立されました。
この成功を再現したいですか?部品要件と図面を提出してください、量産のボトルネックを克服できるよう、マイクロ射出成形ソリューションをカスタマイズします。
なぜ大手射出成形会社はマイクロ部品の大量生産に適さないのでしょうか?
設備と需要が一致していないため、大規模な射出成形企業はマイクロ部品を大量生産するには最適な選択肢ではありません。精度が低く、詳細な監視ができない汎用機器では、生産量が減り、コストが高くなり、これらの企業にとっては微細生産に対応できなくなります。
機器の能力とプロセス監視の不一致
大手射出成形会社は、大量生産環境で大型部品を製造することに優れていますが、その設備と監視システムはマイクロ部品製造の要件には適していません。相違点の主な点は次のとおりです。
- 設備:大手企業の射出成形機はスクリュー径16mm、射出量0.5gからとなっており、0.005gの微細な射出精度が得られず、充填異常や不良品が発生する可能性が非常に高いです。
- モニタリング:大手射出成形会社には単一キャビティの圧力監視が不足しているため、複数のキャビティの充填の不均衡を検出することは現実的ではありません。マイクロ部品の大量生産では非常に高い充填一貫性が要求され、充填のばらつきは歩留まりの低下につながる可能性があります。
実際のケースと JS Precision の利点
マイクロセンサーの顧客は、かつて大手射出成形会社と取引していました。機械は十分に鋭利ではなく、微細成形の技術も存在しませんでした。歩留まりは 78% に達し、単価は 0.025 ドルで、出荷時間は常に疑わしい状態でした。
JSプレシジョンに移ってからは利回りが96%まで跳ね上がりました。部品あたりのコストは 0.0078 ドルに下がりました。当社にはエンジニアが 24 時間年中無休で待機しており、大量生産のニーズに完全に適合する完全なカスタム サポートを備えています。
彼らは適切なツールやノウハウを持っていないため、結果は芳しくありませんでした。 JS Precision の機械、設計、監視により、歩留まりが向上し、コストが削減されました。現在、配達は順調に進んでいます。このセットアップは、大量に製造される小さな部品に適しています。
よくある質問
Q1: マイクロ射出成形で達成可能な最小肉厚はどれくらいですか?
マイクロ射出成形の場合、安定した量産肉厚は通常 0.15 mm 以下で、最小肉厚は 0.1 mm です。これには、材料の選定だけでなく、射出成形の金型設計や射出圧力の最適化も含まれ、安定した成形と品質を実現します。
Q2: 射出成形金型設計において、マイクロギヤのゲート位置はどのように選択すればよいですか?
射出成形金型の設計では、歯形に影響を与えないように、マイクロ ギアのゲートをハブまたは噛み合っていない端面に配置することが通常推奨されます。 SPI 仕様に従って、薄膜扇形ゲートが実装され、材料のせん断熱損傷を最小限に抑えます。
Q3: 射出成形プロトタイピング用の 3D プリント金型を使用して射出成形できる部品の数は何個ですか?
金型コンポーネントの材料、射出圧力、および温度耐性に応じて、射出成形プロトタイピング用の 3D プリント金型は通常 50 ~ 200 個の部品を製造できますが、これはプロトタイプの検証には十分です。
Q4: 大量射出成形ではどのようにして 24 時間連続生産を安定して行うことができますか?
大量射出成形では、クローズドループ成形フィードバック + AI プロセスの自己調整を採用して金型の温度と粘度の変化を補い、オンラインの目視検査により、安定した 24 時間の連続生産を保証します。
Q5: 低コストの射出成形では、キャビティの数が多い方が常に良いのでしょうか?
低コストの射出成形においては、キャビティの数が多いことが必ずしも良い選択肢であるとは限りません。決定は、金型コスト、型締力、充填バランスなどの他の側面と組み合わせて行う必要があります。 64 ~ 128 個のキャビティは、コストと均一性の間の最良の妥協点を表します。
Q6: 大手射出成形会社がマイクロ部品の受注を拒否する理由は何ですか?
大手射出成形会社が保有する汎用射出成形機は、微細部品に必要な精度や制御が不足しているため、歩留まりが低く、投資収益率が低いなどの課題があり、微細金型のメンテナンスや更新ができず、受注に課題を抱えています。
Q7: プロトタイプから量産までの最速所要時間はどれくらいですか?
当社は、3 日間のラピッドプロトタイピング期間、15 日間の試用サンプル納品、35 日間の小ロット生産を提供しており、お客様のニーズに迅速に対応することができます。量産要件。
Q8: JSプレシジョンの金型価格は欧米と比べてどれくらい安いですか?
JS Precision の中国での射出成形金型加工価格は、同等の精度と寿命の金型の場合、欧米の価格の約 60%です。これにより、お客様は金型の取得コストを大幅に削減できます。
まとめ
マイクロ部品の量産における充填、精度、コストという 3 つの課題は、マイクロ射出成形、スマートな金型設計、プロトタイピングによって解決でき、推測に頼る必要はありません。
JS Precision は顧客のニーズに基づいて構築され、実績のある技術と実際のプロジェクトを使用して生産への道を切り開くエンドツーエンドのカスタム サービスを提供します。これらの要素が実際にどのように組み合わされるかを無視するのは難しいようです。
低収量、高コスト、不安定な安定性についてはもう心配する必要はありません。今すぐお問い合わせください無料の実現可能性評価とコスト見積もりをご利用いただけます。 3 日以内に設計限界を検証し、マイクロ部品の効率的な量産の旅に乗り出しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

