

精密射出成形は、医療、電子コネクタ、自動車センサー分野向けの高精度部品の製造の中心地です。
たとえば、精密医療機器、電子コネクタ、自動車用センサーの製造では、0.02 mm のフラッシュが注文全体を完全に台無しにするのに十分な場合があります。
多くの購入者は、新金型の生産が 10,000 個に達する前にバリが発生するという問題を抱えています。
ここでは、優れた金型設計と、常に非常に高精度の部品を製造する科学的な射出成形プロセスによってバリの問題を完全に解決する方法について説明します。
主要コンテンツの概要
| 主な寸法 | 中核戦略 | 期待される結果 |
| 金型の製造 | HRC 52+ に焼き入れされた S136 鋼、パーティング面の研削精度 <0.002mm。 | 高圧押出による金型の微小変形を解消します。 |
| プロセス制御 | Scientific Molding は VP 切り替えポイントを監視します。 | 瞬間的な圧力ピークによる「金型の膨らみ」を解消します。 |
| 設計の最適化 | 0.005mmの精密通気・破損設計を採用。 | 高流動材料(LCPなど)のバリゼロ成形を実現。 |
重要なポイント
- 精度は金型から生まれます。パーティング表面の平坦度は本質的にバリを防ぐ物理的な「バリア」であり、ミクロンレベルのフィット感に達する必要があります。
- プロセスは圧力よりもはるかに優れています。クランプ力は「特効薬」ではなく、動的な圧力バランスと VP 切り替えが主役です。
- 総コストの観点:後の段階で手動のバリ取りを行う必要がなくなることで節約されるコストは、初期の金型単価が低いことによるメリットよりもさらに大きくなる可能性があります。
- プロフェッショナル サプライヤー:完全電動射出成形機を所有し、金型流動解析機能を備えたパートナーを選択することで、納期厳守が保証されます。
このガイドを信じる理由JSプレシジョンの精密射出成形製造経験
精密射出成形は技術力が重要であり、厳格な品質管理が必要です。
JS Precision を使用すると、精密射出成形および射出成形金型の製造で15 年以上の経験を持つパートナーが得られ、お客様の生産ニーズに対してその専門知識を直接活用する機会が得られます。
これは、世界中の 1,000 を超える顧客に 300,000 個を超える精密部品を納入してきた同社の成熟した経験を共有し、 99.2% の納期厳守保証を享受できることを意味します。
当社の生産システムは、 ISO 9001:2015 30 台以上の射出成形機を備えた工場は、医療、自動車、エレクトロニクス分野でのカスタムプラスチック部品の高精度射出成形サポートの提供に注力します。
当社と協力することで、実証済みのアプローチを活用することができます。その中には次のようなものがあります。 金型の最適化とプロセス調整によるバリ欠陥率の 5% から 0.2% の減少は、 2,000 を超える射出成形プロジェクトで実証されています。
医療グレードの精密部品の場合、寸法公差 0.005mm を満たすことができるだけでなく、射出成形製品の大量生産において物理的にバリが発生しません。
DFM 解析ヘルプに 24 時間アクセスできるため、金型設計の製造性に関するフィードバックを迅速に得ることができます。
さらに、このサービスでは三次元測定機 (CMM) や 3D スキャナーなどの高精度測定器による徹底的なプロセスチェックを保証し、すべての注文に完全な FAIR レポートと材料証明書が付属します。
言い換えれば、一貫した信頼性の高いゼロフラッシュ部品を受け取ることができるため、フラッシュの欠陥による損失を回避できます。
このガイドは実際のプロジェクトの経験に基づいてまとめられており、実際の生産事例から得られた計画と情報により、実行可能で強力なソリューションが提供されます。
精密射出成形のゼロ フラッシュ ホワイト ペーパーにすぐにアクセスできます。複雑な操作は不要で、コア ソリューション テクニックをすぐにマスターできます。
射出成形金型製造における材料のオーバーフローのリスクを金型の精度の源から排除するにはどうすればよいですか?
バリはほとんどの場合、パーティング ラインの緩みによって発生することを理解する必要があります。
この問題を物理的に解決するのは、高硬度鋼の使用とミクロンレベルの隙間除去による超精密表面研削により、高荷重(500~2000kg/cm)でもバリ資源のない面を実現することです。
射出成形金型の製造本質的には金型の精度の問題です。精密射出成形のバリの問題は、金型の欠陥と約 80% 関係しています。
新しい金型でも短期間使用するとバリが発生するのはなぜですか?
このような場合は通常、硬度が非常に低い一般鋼で作られた安価な金型、または機械加工プロセス後にかなりの量の内部応力が残った金型を使用したことが原因と考えられます。
このような金型のパーティング面は、わずかな衝撃により何万回も金型を閉じると、多少の変形、崩壊などが発生します。
これらの小さな隙間により、高圧射出成形中に溶融物が逃げることができます。新しい金型では、精密機械加工の不足が直接の影響で、10,000 回の射出前であってもオーバーフローが発生する可能性があります。
低価格の金型は、平たく言えば低品質の鉄鍋と同じで、数回使用すると変形しやすく、少し力を加えただけで漏れが発生し、当然ながらかなり高い射出成形圧力には耐えられません。
S136鋼の熱処理硬度が耐久性に及ぼす影響
S136 は精密射出成形金型の製造に推奨される鋼であり、硬度レベルが異なると性能に大きな違いが生じます。簡単に言うと、硬度が高いほど、パーティング面の変形に対する抵抗力が強くなります。
| 鋼の硬度 | 型閉じサイクル | パーティング面変形値 | フラッシュ発生周期 |
| HRC30 | 10,000サイクル | 0.015mm | 金型サイクル10,000以内 |
| HRC40 | 50,000サイクル | 0.008mm | 50,000 回の金型サイクル後 |
| HRC52 | 500,000サイクル | 0.002mm | 500,000 回の成形サイクル後もバリなし |
HRC 52+ での焼入れ処理により、鋼材は非常に高いレベルで変形に耐える能力が得られます。その結果、金型のパーティング面エッジの切れ味が長期間安定し、型締め時の衝撃によるエッジの摩耗を防ぎます。
通気溝の深さは0.005mmまたは0.02mmに制御する必要がありますか?
プラスチックの粘度が異なると、排出限界も異なります。非常に流動性の高い LCP 材料の場合、通気溝の深さは0.005 mm に制限する必要がありますが、通常のプラスチックの場合は 0.01 mm であっても構いません。
JS Precision による精密研削、公差 0.001 mm の通気溝を設けることができ、これは溶融物の漏れを非常に効果的に止める優れた方法です。
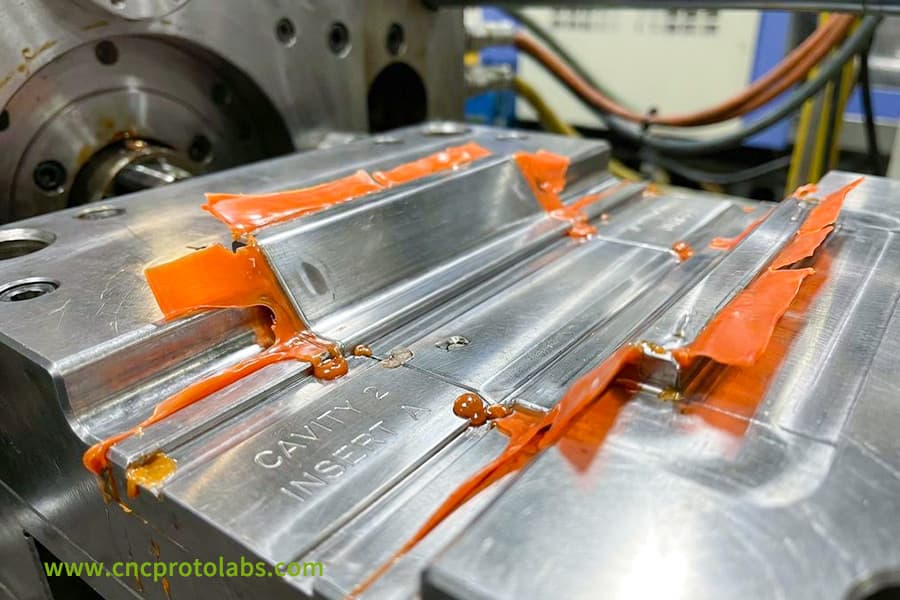
図 1: 精密金型キャビティインサートの拡大図。エッジに沿ってオレンジ色のフラッシュ材料が見え、一般的な欠陥が示されています。
高精度射出成形プロセスでバリが発生する原因は型締力不足だけですか?
バリは通常、射出圧力と型締力の不均衡によって発生します。型締力が十分であっても、VP スイッチが遅すぎてキャビティ内に瞬間的な過圧力が生じたり、金型の剛性が不十分で膨れが発生したりすると、材料漏れが発生します。
高精度射出成形は動的バランスがすべてであり、1 つのパラメーターを増やすだけでは解決できません。
射出圧力と型締力の動的バランス:
射出成形機の射出システムは前進方向の推進力を生成し、クランプ システムは逆方向の型締力を供給します。
これら 2 つの力のバランスを維持するには、適切なプロセス ウィンドウを定義する必要があります。バリを引き起こすパーティング ラインの破損は、圧力の不均衡の直接的な結果です。
言い換えれば、射出圧力と型締力は綱引きに例えることができ、両方のバランスが取れている必要があります。どちらかの側に過度の力がかかると「制御を失い」、フラッシュが発生します。
瞬間的な高圧衝撃に対する VP スイッチング遅延の影響
VP 切り替えにより、ポイント噴射が保持圧力に劇的に変化します。切り替えが遅れると、金型内の空間が溶融物で満たされ、圧力はすぐに通常の 1.5 倍のピークに達します。この衝撃は非常に強く、パーティングラインの微細な隙間をミクロンレベルで破壊し、バリが発生します。
金型キャビティ圧力センサーを使用したリアルタイムのオーバーフロー補償
JSプレシジョンは何年もの間、金型に圧力センサーを設置してきました。これを使用すると、金型圧力を視覚化できるだけでなく、圧力信号の高速フィードバックにより、射出速度と保圧の観点からリアルタイムで閉ループ方式で圧力を管理することもできます。
異常圧力検出に基づくプロセスの自動化により、バッチフラッシュを完全に排除できます。
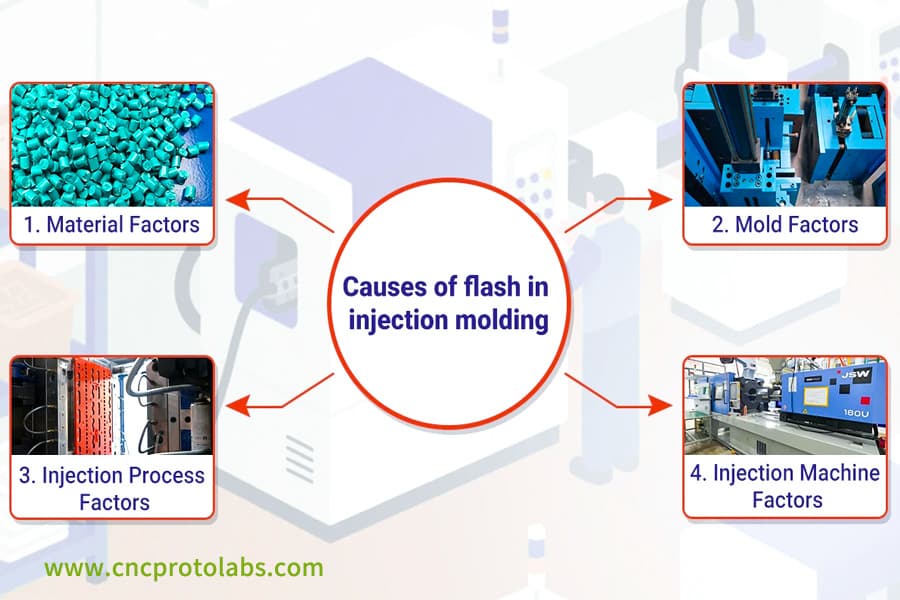
図 2: 射出成形におけるバリの原因の 4 つの主なカテゴリ (材料、金型、射出プロセス、および機械要因) をリストしたインフォグラフィック。
射出成形品の飛び過ぎにより組立干渉が発生していませんか?
まず第一に、精密な電子コネクタや医療用ポンプの部品は、非常に厳しい公差 (通常は 0.01 mm) で製造する必要があることを認識する必要があります。
バリは、部品が大きく見えるだけでなく、シールを破壊したり、プラスチックの粉塵汚染を放出する可能性があるため、非常に有害です。これは、精密嵌合部品の故障の直接的な原因の 1 つです。
実際、射出成形製品の精度は、製品の組み立ての成功を決定する主な要素の 1 つです。
全体の寸法公差に対するバリの影響:
0.02mm の微小なバリは無視できると考えられますが、さまざまな部品を組み立てる場合、このような小さな許容値は0.1mm 以上に増加する場合もあります。
異常な挿抜力や精密ギアやコネクタの噛み込みなどのトラブルを引き起こし、最終的には製品廃棄につながります。
手動フラッシュトリミングの問題:
手動によるフラッシュの除去は正確ではなく、その結果、特に、露出したアールコーナーや表面の傷が発生します。バッチごとに品質が低い射出成形品ばらつきがあるため、量産が要求を満たすことができないのです。
自動外観検査システムが小さな欠陥をどのように検出できるか:
JS Precision では、0.01mm 以上のフラッシュ欠陥を検出できる最新世代の高解像度外観検査装置を備えています。各製品はバリや欠陥がないことを 100% 検査されていることが保証されます。
| 検出方法 | 識別精度 | 検出効率 | 不良品ミス率 |
| 手動検査 | 0.05mm | 10個/分 | 8% |
| 自動画像検査 | 0.01mm | 60個/分 | 0.02% |
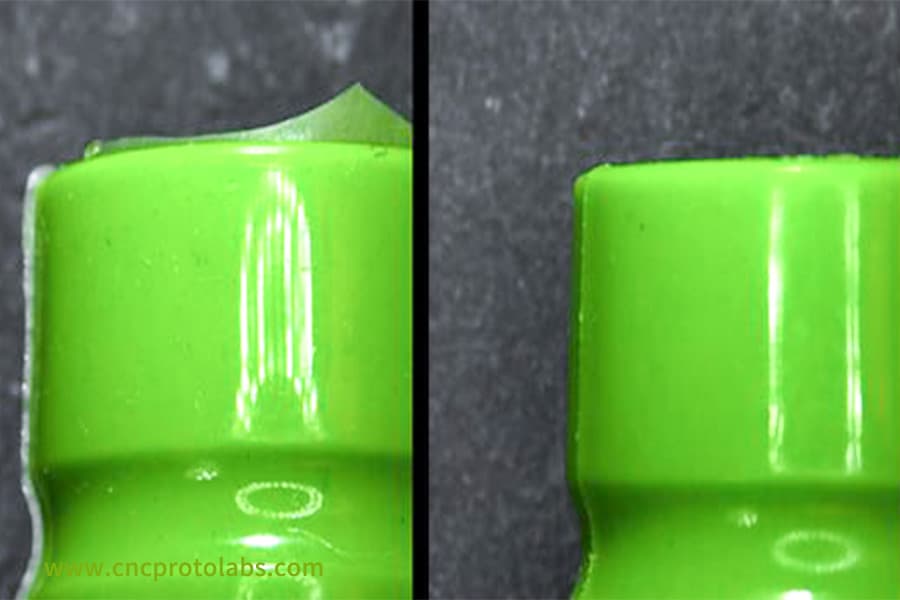
図 3: きれいなエッジを持つプラスチック部品と、欠陥のある不均一なエッジを持つプラスチック部品を並べて比較したもの。
精密射出成形の設計段階でパーティング面を最適化してバリを回避するにはどうすればよいですか?
最適化設計は金型流動研究に基づいて行う必要があります。溶融合流点の高圧領域を予測できるため、平面接触の代わりにシャントピンまたはスライダーの設計が採用され、余分な溶融物に対応するために特別なリリーフ溝を設置できます。成形面の寸法をしっかりと確認してください。 ISO 286-1規格。
射出成形の精密な設計により、バリが発生する可能性を 70% 削減できます。
Moldflow を使用して高圧の影響を受ける領域を特定する
設計段階で Moldflow シミュレーションを使用すると、不均一な肉厚や不適切なゲート位置によって引き起こされる局所的な高圧を事前に検出できます。これらの高圧領域は、フライングエッジで最も衝撃を受けやすい領域であり、事前に最適化しておくことで、後の問題を回避できます。
シャットオフ設計と半径の最適化:
垂直シャットオフに加えて、面取りシャットオフは、より強力なセルフロック機構とよりしっかりした閉鎖を提供します。 R 角度が適切に調整されると、メルト フローが方向付けられるだけでなく、エッジせん断力も軽減され、バリのリスクが低くなります。
過剰な溶融物に緩衝スペースを提供するアパーチャ溝設計
非常に少量のガスや溶融物を積極的に受け入れるために、パーティング ライン上の重要ではない位置にマイクロ サージ グルーブを確保することができます。要所のバリを徹底的に防ぐ先進の金型製作スタイルです。
低価格の射出成形の見積もりには、高価なトリミングコストが隠れていることが多いのはなぜですか?
大幅な見積もりの低下は、主に金型構造の簡素化と加工精度の低さが原因です。これにより、欠陥率が非常に高くなり、手作業でバリを大幅に除去する必要があります。
そのため、人件費、スクラップ、納期遅延などを含めた単価は精密金型よりもはるかに高くなります。低価格の罠射出成形の見積もり最終的にはさらに費用がかかる可能性があります。
労働トリミングコストの計算:
単品総コスト=製品単価+手作業トリミング料+二次加工料+スクラップ共有料。
安価な金型を使用した製品の場合、人件費トリミング費が単価の50%になる場合もあり、精密射出成形品に比べてトータルコストが大幅に高くなります。
スクラップ率と納期遅延がサプライチェーンに及ぼす影響:
フラッシュの問題が継続的に発生した場合、生産が中断され、製品の発売スケジュールにも混乱が生じる可能性があります。納期遅延による損失は、2 つの金型の価格差よりもはるかに大きくなります。
見積書は Flash Free の寿命保証ですか?
射出成形の比較見積もりを作成するときに、射出成形金型が正確で、今後 1 万回の金型実行で欠陥がないかどうかを尋ねます。たとえば、JS Precision は500,000 フラッシュの無料注入保証を提供しています。これは、問題なく長期の生産に依存できることを意味します。
ワンクリックで複数の透明な射出成形の見積もりを取得し、隠れたコストを排除し、フラッシュなしで高い費用対効果を享受できます。
高流動性プラスチック用のカスタムプラスチック部品のゼロフラッシュデリバリーを達成するにはどうすればよいですか?
LCPやPA66などの流動性が非常に高い材質では、隙間が0.008mm程度であっても漏れが発生する可能性があります。
金型温度コントローラーの一定温度維持による精密な粘度制御に加え、インサート射出成形時の金属部品のミクロンレベルのシールによる真空射出成形も必要です。
高精度射出成形これは、非常に高い流量の材料を使用してもバリが発生しないことを保証する重要な要素です。
高流量材料の粘度を調整するための金型温度制御
金型温度が変化すると材料の粘度も変化し、オーバーフローが発生しやすくなります。材料の流動性を安定させバリを防止するには、金型温度制御精度±1℃の精密油温調節器のご使用をおすすめします。
金型の温度管理は、簡単に言うとミルクティーの甘さを調整するようなもので、ほんの少しの温度差で材料の「流動性」が変化し、気をつけないと「溢れてしまう」(フラッシュ)可能性があります。
さまざまな高流動性プラスチックの射出成形パラメータ適応データは、オーバーフローのリスクを正確に管理するためのガイドとして役立ちます。
以下は、実際のテストと最適化後のコアパラメータの概要です。
| プラスチックタイプ | 推奨金型温度 (°C) | 通気深さ (mm) | 射出圧力(MPa) | クランプ力 (kg/cm2) | フラッシュフリー収率 (%) |
| LCP(液晶ポリマー) | 120-140 | 0.003~0.005 | 160-190 | 1200-1500 | 99.7 |
| PA66(強化) | 80-100 | 0.005~0.008 | 140-170 | 1000-1300 | 99.5 |
| PBT(難燃剤) | 70-90 | 0.006~0.010 | 130-160 | 900-1200 | 99.3 |
| PEEK (医療グレード) | 180-200 | 0.002~0.004 | 180-210 | 1500-1800 | 99.8 |
| TPU(高透明グレード) | 50-70 | 0.008~0.012 | 120-150 | 800-1100 | 99.1 |
真空排気支援射出成形の薄肉部品への応用
真空排気により金型キャビティ内の空気を事前に除去できるため、射出圧力が低下し、より少ない力でキャビティに充填できるため、バリの発生が減少します。
インサート成形の精密シール技術
金属インサート寸法誤差があり、嵌合クリアランスが大きくなる可能性があります。 JS Precision は、嵌合クリアランスが 0.01 mm 未満の調整可能な金型インサートを採用しており、これにより、カスタム プラスチック部品にフラッシュゼロのインサート成形を導入します。
フラッシュフリー射出成形のサプライヤーを探す場合、どのようなコアコンピテンシーを重視する必要がありますか?
一流のサプライヤーは、完全電動射出成形機 (再現精度最大 0.01mm)、温度管理されたクリーンルーム、科学的な成形分析機能、およびパーティング面の圧力分布などの客観的なテスト レポートを作成する機能を備えている必要があります。
精密射出成形の能力は、フラッシュフリー射出成形サプライヤーにとって重要な基準です。
全電動射出成形機と再現性:
圧力と位置の制御精度の点で、全電動射出成形機は従来の油圧プレスよりもはるかに優れています。さらに、サプライヤーは再現性レベル 0.01mm に達するファナック モーターのような全電気モーターを備えている必要があります。
科学的成形データのサポート:
信頼できるサプライヤーは、経験のみに基づいて調整を行うのではなく、プロセスのDOE (Device Execution System) 検証を実行し、安定した生産を維持するための体系的なプロセス データを提供します。
安定性データと連続動作テストレポート:
サプライヤーの 24 ~ 48 時間連続生産 CPK レポートを確認する必要があります。 CPK 1.33 のみを使用するサプライヤーは、量産時にフラッシュゼロの安定性を保証できます。
正確に一致する信頼できるサプライヤーのスクリーニングリストを取得します。フラッシュフリー射出成形サプライヤー協力リスクを排除しましょう!
JS Precision のケーススタディ: 医療グレードのピークマイクロギアのゼロ飛びエッジへの挑戦
直面した課題:
クライアントは、直径わずか 5 mm の医療グレードの PEEK マイクロギアを作りたいと考えていました。 PEEK は高価であることに加えて、高流量材料です。当初、射出圧力180MPaでは金型のエッジに0.05mmのバリが発生し、歯車の噛み合いジャムが発生し、製品歩留まりは60%にとどまった。
大量生産がどうしても必要だったので、フラッシュの問題が主要なボトルネックとなりました。手動トリミングでは医療グレードの製品の精度要件を満たすことはほとんどできず、生産コストが大幅に増加します。
解決:
これらの問題を解決するために、私たちは多面的なアプローチを実装しました。
1. 金型の最適化:
パーティング面の合わせ精度を0.01mmから0.002mmに向上させるなど、現行金型の最適化を徹底しました。このようにして、そもそも溶けた材料が浸透する可能性は完全に排除されました。
2. 機器とパラメータ:
ファナックの全電気式射出成形機を選択しました。その VP スイッチング位置は、突然の圧力ピークによって発生するバリを防ぐために、公差 0.02 mm まで厳密に制御されていました。
3. プロセスの最適化:
特定の点でのキャビティ圧力を最小限に抑えるために、Moldflow 流動解析およびシミュレーション技術を実装してゲート レイアウトを最適化しました。さらにPEEK材の粘度を安定させるため、高精度の恒温モールドコントローラーを採用しました。
4. 品質管理:
まず、非常に小さな欠陥のある製品を即座に検出して排除するために、新しいロボット外観検査システムが導入されました。次に、すべての製品が医療グレードの基準を満たすために、ISO 9001:2015 品質管理手順に厳密に準拠していることが保証されました。
最終結果:
医療グレードのPEEKミニチュアギアフラッシュなしの写真はクライアントから入手されました。また、主要な寸法公差は0.005mm以内に安定しました。製品の収率は60% から 99.8% に上昇しました。
また、手作業による検査やトリミングは完全に廃止されました。プロジェクトの実施期間は 40% 短縮され、生産単価は 25% 低下し、その結果、医療製品の量産と市場投入に成功しました。
このケーススタディは、JS Precision の精密射出成形における確かな技術的専門知識を実証しています。これにより、フラッシュ生産ゼロに関する問題を解決すると同時に、医療や自動車などの主要産業の非常に厳しい要件を満たすことができました。
サプライヤーをスクリーニングするための信頼できるリストを取得し、フラッシュフリー射出成形サプライヤーを正確に照合し、協力関係のリスクを排除します。
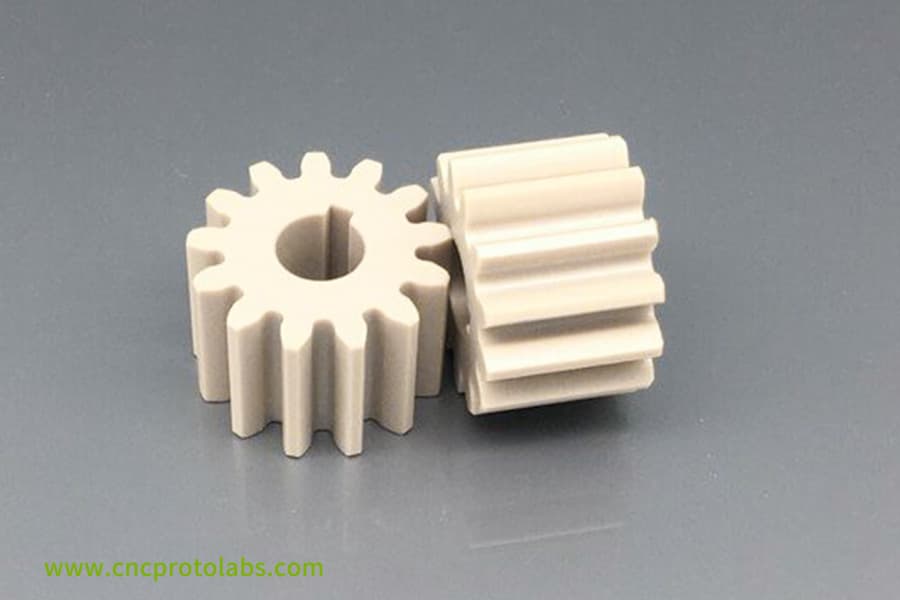
図 4: 正確な歯の形状と滑らかでバリのない仕上げを備えた 2 つの明るい色のプラスチック マイクロ ギア。
よくある質問
Q1: 射出成形におけるバリとは何ですか?
バリは、溶融プラスチックの非常に薄い残留シートであり、絞り出されたときに金型のパーティング ラインまたはエジェクター ピンのギャップに残ります。通常、これは主に 2 つの理由によって発生します。圧力が高すぎるか、金型のクリアランスが大きすぎます。
Q2: クランプ力を高くするとバリが発生しにくくなりますか?
クランプ力が強すぎるとバリは止まりません。実際のところ、金型のパーティング ラインの損傷や永久的な変形が発生する可能性があり、将来的にはさらに深刻なバリの問題が発生する可能性があります。
Q3: バリが発生しやすい素材はどれですか?
PA66 LCP PBT や一部のエラストマーなど、粘度が低く流動性の高い材料は、射出成形中にバリが発生する可能性が最も高い材料です。
Q4: 射出速度はフラッシュに影響しますか?
射出速度は温度と同様にフラッシュを直接制御します。非常に高速にすると、瞬間的に非常に高いピーク圧力が発生し、パーティング ラインに非常に小さな隙間ができてバリが発生する可能性があります。
Q5: 古い金型ではバリが増加するのはなぜですか?
古い金型のパーティングラインは、長期間にわたる継続的な高圧クランプや衝撃により損傷したり、軟化したりすることがあります。その結果、型閉精度が低下し、バリが発生します。
Q6: インサート射出成形時のバリを防ぐにはどうすればよいですか?
インサート射出成形におけるバリを防ぐには、金属インサートと金型の溝が非常に密接に嵌合する必要があり、一般にクリアランスは 0.01 mm 未満です。
Q7:金型温度を下げるとバリが解消されるって本当ですか?
金型温度を下げるとバリが短時間だけ減少する可能性がありますが、製品の収縮や内部応力レベルの上昇につながる可能性があります。流動特性と製品の品質のバランスが重要です。
Q8: JS Precision は金型の寿命をどのように保証しますか?
最初の納品後、顧客は生産サイクルの第 2 フェーズのためにサプライヤーに戻ります。JS プレシジョンによる金型のパーティング面のレーザー硬化と定期的な精度メンテナンスにより、金型は最大 500,000 サイクルまでバリがなく、長期安定性が保証されます。
Q9: 射出成形の見積もりが異なるのはなぜですか? 費用対効果の高い、フラッシュなしの見積もりを入手するにはどうすればよいですか?
非常に低い見積もりでは、精度の低い金型が使用されることが多く、不良率が高く、トリミングやスクラップに余分なコストがかかります。の真の費用対効果の高い見積もり長期にわたる安定した生産を確保する必要があります。たとえば、JS Precision は 500,000 サイクルのフラッシュなし保証を提供しています。初期単価だけでなく、総所有コストとサプライヤーの精度保証を常に評価してください。
まとめ
バリは決して型締力を高めるだけで解決できる表面的な問題ではなく、実際には金型の精度、製品設計、射出成形プロセスに関わるシステムエンジニアリングプロジェクトです。
ミクロンレベルの金型製作、科学的な射出制御、事前設計の最適化という3つの要素をしっかりと押さえてこそ、精密射出成形においてバリのない安定した生産を実現することができます。
15 年間の精密製造経験、完全な品質管理システム、国際認証を備えたJS Precision は、実用的で低コストで安定性の高いゼロフラッシュ射出成形ソリューションを提供します。
フラッシュの問題を完全に排除し、総生産コストを削減したいと考えていますか?今すぐお問い合わせくださいプロの射出成形の見積もりを取得し、効率的で安心の精密製造の旅を始めましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

