

ガスアシスト射出成形大きな射出成形部品の反りや変形を修正するのに役立ちます。歪みは生産量に悪影響を与えるだけの問題ではなく、おそらく利益を損なう問題です。これは、内側と外側の自動トリム、および家電製品のケーシングに特に当てはまります。
あるいは、気道の設計が失敗した場合、型は廃棄されるのではないかと心配するかもしれません。
本日は、この過小評価されている中核技術であるガスアシスト射出成形が、製造業を悩ませてきた長年の問題を設計ソースから体系的に解決する方法と、シミュレーションを通じて気道設計の失敗のリスクを事前に回避する方法について詳しく掘り下げていきます。
主要な回答: 概要
| コア寸法 | 主要な内容と価値 |
| 中核的な問題点 | 非常に大きな部品は、3D で大きく変形する可能性があります。これは、非常に厚い部分の加熱と冷却の速度が異なるため、不均一な収縮応力が発生し、部品の反りが発生するためです。 |
| 解決 | ガスアシスト射出成形は、溶融液体中を伝播する高圧窒素ガスを使用し、同時にガス圧力が保持圧力として機能するため、ガスアシスト成形は固体射出成形の代替手段となります。 |
| デザインキー | ガス チャネルのレイアウトは、 「ガス ファースト」ルールに従う必要があります。これは、厚い壁のセクションが中空のガス チャネルに変換されることを意味します。 |
| プロセスコア | 安定した均一な成形結果の鍵は、ガス遅延時間、射出圧力、保持圧力を注意深く監視することにあります。 |
| ビジネス価値 | 型締力の要件を軽減し、成形サイクル時間を 30% 以上短縮し、投資収益率 (ROI) を劇的に向上させます。 |
重要なポイント
- 設計により上限が設定されます。
ガス支援技術の利点を最大限に引き出すために、最初に行うことは、従来の固体構造を「リブとガス チャネル」の生体模倣構造に変換することです。
- パラメータはお金を意味します:
ガス射出遅延時間と圧力プロファイルを厳密に管理することは、製品の内部品質の安全性と成形サイクルの持続時間に直接影響する要素となります。
- 最高の結果と最高の品質を目指して:
複雑な構造のガスアシスト成形は、多くのシミュレーションを必要とする流体力学の非常に難しい問題です。の選択射出成形サービスリスクを回避し、量産の成功を保証するには、この問題についての十分な知識を備えたプロバイダーが非常に重要です。
このガイドが信頼できる理由JS Precision のガスアシスト射出成形の経験
信頼できる有能な技術専門家を見つけることが、大型射出成形部品の変形問題を解決するための第一歩です。 JS Precision は長年にわたって射出成形のリーダーであり続けています。
ガスアシスト射出成形技術に関する限り、当社は自動車、家電、産業機器などのいくつかの分野に及ぶ大型構造部品の成功したプロジェクトのリストを保持しています。
当社チームは、専門的な金型流動解析と装置の導入経験を統合しており、射出成形設計から厳密な射出成形プロセス制御までのトータルソリューションを提供することができます。
たとえば、長さ 1.2 メートルの車のバンパー ブラケットの加工中に、8 bar の初期圧力設定によりガスパッチが発生することがわかりました。
その後、射出圧力と窒素遅延時間を思い切って調整し、合格率を82%から98%に向上させました。
当社のサービスは、 ISO 20457:2018規格これは、製品の品質が国際基準に準拠していることを保証する方法の 1 つです。
JS Precision は、強力な技術スキルと長年の実務経験を活用して、大型成形品の反りを完全に排除するために、すぐに実装でき、コスト効率の高いガスアシスト射出成形ソリューションを提供することができます。このようにして、当社はクライアントのコスト削減と効率の向上を支援します。
ガスアシスト射出成形がプロジェクトにどのようなメリットをもたらすかをすぐに知りたいですか?今すぐ JS Precision のエンジニアに連絡して、無料の個別の技術相談を受け、プロジェクトに最適なソリューションを見つけてください。
なぜ大型の射出成形部品には常に変形の問題が発生するのでしょうか?
大型の射出成形部品は、材料の収縮がすべての場所で同じではないため、ほとんどの場合形状が変化する可能性があります。これにより、材料の内部に応力が発生します。この問題を解決できる手法の一つがガスアシスト射出成形技術です。
この問題の主な要因は次のとおりです。
不均一な壁の厚さ
通常、大きな部品は強化を目的としてリブやスナップフィットなどの機能を備えて設計されており、これにより肉厚にかなりの差が生じます。厚い部品は、すぐに冷えて収縮が少ない薄い部品よりも冷却に時間がかかり、収縮が大きくなります。収縮の違いにより引張応力が発生し、部品の形状が変化します。
残留応力
従来の射出成形では、収縮を補償するために保持圧力が使用されますが、同時に溶融物質が金型キャビティに押し込まれ、「固化」した配向応力が発生します。
これらの応力は部品が型から取り外された後に発生し、部品の変形や亀裂の主な原因の 1 つとなります。大きな部品の場合、これらの応力の影響は大幅に大きくなります。
製品の変形が不均一な肉厚または残留応力によって引き起こされるかどうか疑問に思いませんか?方法の詳細については、無料の JS Precision ホワイト ペーパーをダウンロードしてください。 ガスアシスト射出成形効果的なソリューションを提供します。
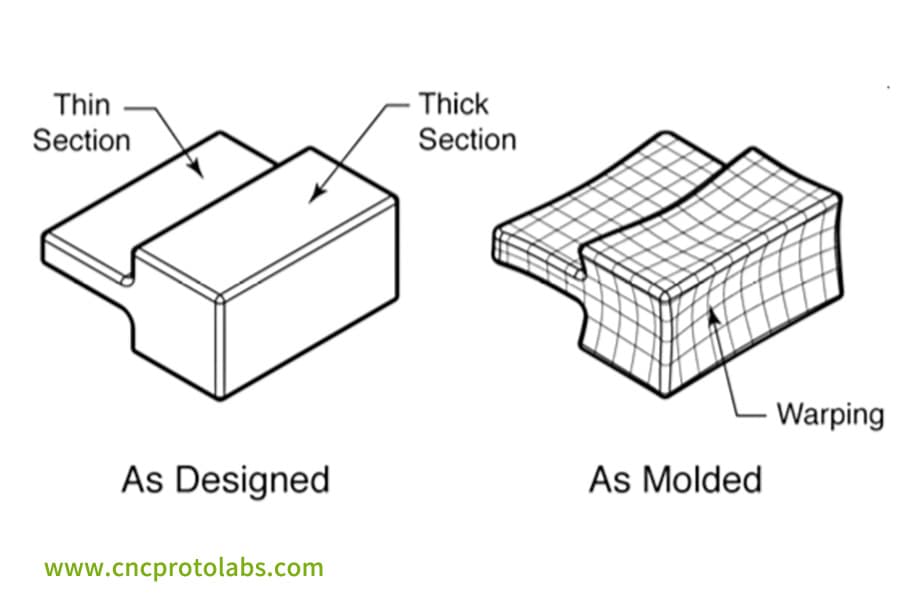
図 1: 比較図は、設計された部品 (左) と反ったバージョン (右) の隣に「設計通り」および「成形通り」というテキストが表示されており、変形の問題を強調しています。
ガスアシスト射出成形とは何ですか?また、変形の問題をどのように解決しますか?
ガスアシスト射出成形は、溶融プラスチックに高圧窒素ガスを注入して中空構造を形成し、保持圧力を伝達するプロセスです。根本から応力分布を変化させ、大型部品の反りの問題を効率よく解決します。
原理分析: 均一な収縮を確保するための圧力の代わりにガスを使用する
溶融材料が金型キャビティにある程度まで満たされると、機械は高圧の窒素ガスを注入します。ガスは厚い壁の領域を通り抜けて、溶融物を金型の壁に押し上げ、それによって中空構造を作成します。
このようにして、均一な保持圧力がプロセス全体を通じて維持されるため、不均一な圧力分布の問題が解決され、内部応力が大幅に軽減されます。
主な利点: ストレス問題を根源から解決
- 収縮マークと凹みの除去:中空構造が固体の厚い壁を置き換え、体積収縮によって引き起こされる表面欠陥を完全に解決し、製品の外観を向上させます。
- 型締力の低減:金型内で圧力が分散され、型締力が30%~50%削減されます。これにより、寿命が長くなり、初期費用が削減されます。
- サイクル タイムの短縮:これは、プロジェクトのサイクル タイムが20% ~ 40% 短縮され、単一品目のコストが大幅に削減され、市場投入までの時間が短縮されることを意味します。
| プロセスの種類 | クランプ力の低減 | サイクルタイムの短縮 | ヒケ除去率 | 反り改善率 |
| 従来の射出成形 | 0% | 0% | 30% | 25% |
| ガスアシスト射出成形 | 30%~50% | 20%~40% | 98% | >85% |
| ガスアシスト射出成形 (最適化) | 40%~55% | 30%~45% | 100% | >90% |
ガスアシスト射出成形がプロジェクトにもたらすコスト削減の無料見積もりをご希望ですか? JSプレシジョンへのお問い合わせ、基本的な製品情報を提供するだけで、正確なコスト分析レポートを受け取ることができます。
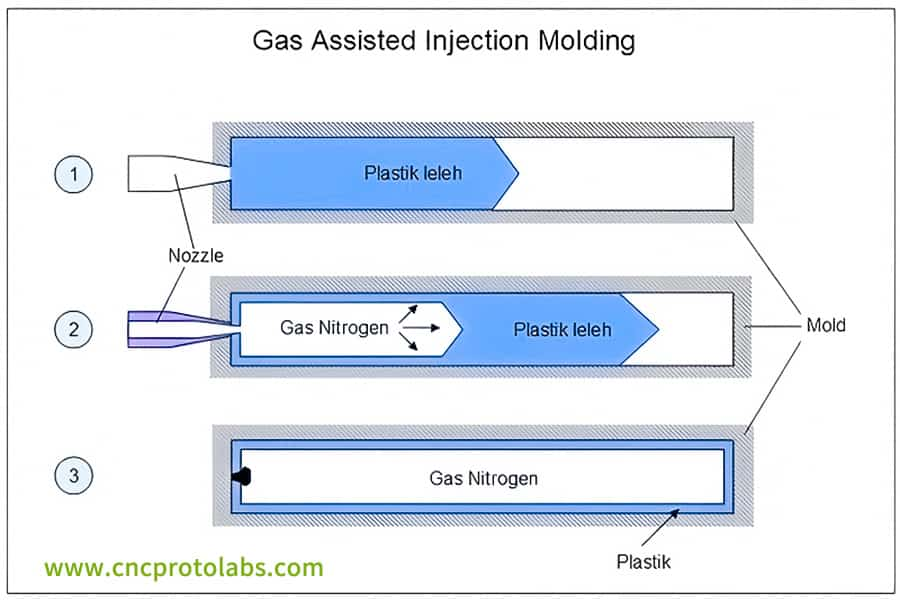
図 2: 窒素ガスが金型キャビティ内のプラスチック溶融物に注入される、ガスアシスト射出成形プロセスを示す技術図。
射出成形設計を通じて気道のレイアウトを最適化するには?
ガスアシスト成形で最適な結果が得られない場合は、ガス チャネルのレイアウトが不適切に設計されていることが原因であることがよくあります。 「ガス優先」ルールに従う場合、つまり製品設計の基本部分としてガス チャネルを計画する場合、レイアウトを最適化し、この高度な成形プロセスを最大限に活用することができます。
ガスチャネルレイアウトの黄金律
ガスの「短絡」や「フィンガリング」を避けるために、ガス チャネルはメルト フローの方向に揃える必要があります。 「ティアドロップ」または「U 字型」に似た断面が推奨されます。通常、ガスチャネルの直径は、ガスがしっかりと浸透し、壁の厚さが均一になるように、隣接する壁の厚さの 1.5 ~ 2 倍にする必要があります。
リブとガスチャネルの相乗設計
リブとガスチャネルの組み合わせにより、ガスを使用してリブ内に中空のコアが形成されます。これにより、部品の剛性を確保するだけでなくヒケを除去し、構造強度を維持または向上させたまま製品重量を15~25%軽量化することができます。
| 部品の種類 | 従来の設計重量 | ガスアシスト設計重量 | 軽量化 | 剛性の変化 | ヒケの状態 |
| 自動車用ドアハンドル | 280g | 218g | 22% | +5% | ヒケなし |
| 家電製品のハウジング | 560g | 420g | 25% | 変わらない | ヒケなし |
| 産業用ブラケット | 420g | 357g | 15% | +8% | ヒケなし |
| インパネ | 850g | 680g | 20% | 変わらない | ヒケなし |
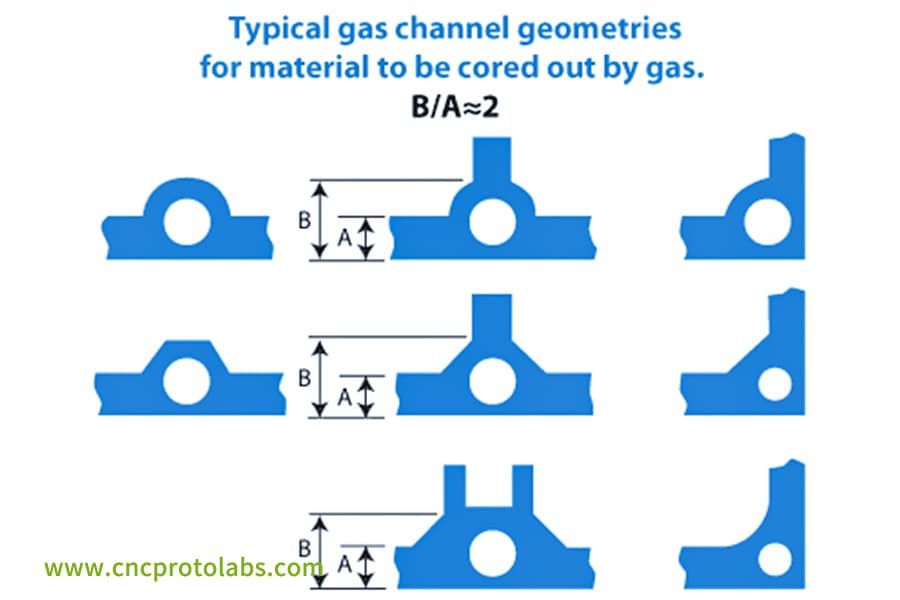
図 3: 射出成形用のガス チャネルのさまざまな断面設計を示す「典型的なガス チャネルの形状」というタイトルの図。寸法 A と B がラベル付けされています。
射出成形プロセスのプロセスパラメータを正確に制御するにはどうすればよいですか?
優れた射出成形設計には、プロセスパラメータの非常に正確な制御が必要です。ガスアシスト技術の主原理は、安定した量産を実現するための「時間窓」と「圧力場」を正確に理解することです。
ガス遅延時間: 最終結果に必要な時間枠
ガス遅延時間とは、溶融物の射出が終了してからガスの射出が開始されるまでの時間を指します。
遅延が非常に短いと、部分的にのみ凝固した溶融物の薄い部分にガスが侵入する可能性がありますが、遅延が非常に長いと溶融物は凝固しており、ガスは何の影響も与えません。通常、この遅延は 0.1 ~ 2 秒以内に抑えられ、材料や壁の厚さの変化ごとに変更する必要があります。
ガス圧力と保持圧力
ガスが効果的に浸透するには、ガス圧力が溶融圧力 (通常 200300 bar) を十分に上回る必要があります。 ASTM D882規格。また、保持圧力は通常最大射出圧力の50%~70%となります。
複雑な構造部品にはなぜより専門的な射出成形サービスが必要ですか?
複雑な構造の部品は非常に反りやすいため、製造には非常に狭いプロセスウィンドウが必要です。専門の射出成形サービスは、ガスアシスト成形技術の導入を成功させるための完全な技術サポートを提供します。
技術的な深さ: エクスペリエンス主導からデータ主導へ
現場でサービスを提供する専門家は、金型流動解析を利用して、ガスが通過するルートをシミュレーションし、事前にエア チャネルを最適化できます。これにより、金型の試行回数が約 50% 削減され、時間とコストが削減され、複雑な部品形状の特徴である成形の困難さが正確に軽減されます。
統合機能: 機器とプロセス
ガスアシストを使用した成形は、非常に高速で緊密に調整された成形品の操作を実現するための非常に要求の厳しい方法です。 射出成形機、ガスアシストコントローラー、金型。
サービス専門家は、ガス注入が正確に行われるように、機械のアップグレードに頼ったり、非常に正確な制御システムを採用したりしています。したがって、設計、プロセス、機械の完璧な組み合わせが達成され、大量生産時の生産不良を回避する上で非常に重要な要素となります。
ガスアシスト成形を複雑な部品に適用する際の潜在的な故障について懸念していますか? JS Precision の射出成形サービスを選択すると、製造可能性設計 (DFM) 分析からフルスケールの量産に至るまで、エンドツーエンドのサポートにアクセスでき、ガスアシスト射出成形技術がお客様の製品に完全に適合していることを確認できます。
大型構造部品の用途におけるガスアシスト射出成形の一般的な落とし穴は何ですか?解決方法は?
ガスアシスト射出成形は、最も期待されている利点が実際に実現できるため、魅力的なプロセスと考えることができます。ただし、その実際の実装には、メーカーが多くの時間を費やして直面し、解決する必要がある 3 つの典型的な技術的課題が発生します。
これらの課題を理解し、適切に対策を講じれば、リスクを最小限に抑え、安全に大規模生産を完了することができます。
問題 1: ガスの「指差し」による侵入
症状の発現:
ガスは、ガスが存在しない薄い壁の領域を指で探るかのように浸透するため、これらの領域には材料が不足し、その結果、たとえばガスが弱くなったり、構造が不完全になったりする可能性があります。
簡単に言えば、それは水が最も簡単な近道を選択するようなもので、その結果、空洞であるべきではない領域が空になってしまいます。
解決:
ガス チャネルの端に流れの障害物を含めたり、壁の厚さの変化を変更したりするために、金型を再設計します。ガスをシステムに導入した後に溶融粘度が急速に低下する状況を避けるために、ガス遅延時間を非常に正確に測定します。プロセスを継続して安定させることも要件の1つです。
問題 2: ガスの吹き抜けまたは膨れ
症状の発現:
ガスはその経路内で相互につながった大きな気泡を生成し、製品の大幅な弱体化や表面膨れの発生につながります。
解決:
ガスチャネルの断面積が十分に大きいことを確認してください。 「段階的」ガス圧力プロファイルを利用し、段階的に圧力を上げ、ガス注入時間を最大 1 ~ 3 秒まで延長すると、吹き抜けや膨れの主な原因となる過剰なガス衝撃力を回避するのに役立ちます。
問題 3: プロセス ウィンドウが狭い
症状の発現:
材料バッチや室温のわずかな変化でも、大量生産中に不合格率が大幅に上昇する可能性があります。
解決:
実験計画法 (DOE) 手法を使用して、品質に最も影響を与えるプロセス パラメーターの最大レベルと最小レベルを決定し、その結果、堅牢で安定したプロセス ウィンドウの概要を示します。
次に、プロフェッショナルなサービスプロバイダーは、この認識されたウィンドウを量産のガイドラインとして採用し、ガスアシスト成形プロセスの安定性を常に確保することができます。
JS Precision のケーススタディ: 車のドアハンドルの平面度を 2.5mm から 0.3mm に低減
理論的な議論をいくら行っても、現実世界のケーススタディほど効果的ではありません。以下に、ガスアシスト射出成形技術を使用して、大規模な自動車部品の持続的な歪みの問題をどのように解決できたかを示す、実際のアプリケーションの 1 つの詳細なストーリーを共有します。
直面した課題
クライアントは大手 SUV メーカーです。クライアントは大手 SUV メーカーで、ガラス繊維強化 PA6 素材を使用してドアハンドルを製造していました。標準的な固体射出成形に従った後、長くて細いハンドルは、端部で 2.5 mm に達する平坦度の偏差を示しました。これは、クライアントの非常に厳しい組み立て公差仕様である 0.5 mm をはるかに超えています。
さらに、肉厚が不均一なため、部品にヒケが発生しました。したがって、塗装工程を通過する部品の割合は60%未満でした。この問題によりクライアントは毎月 80,000 ドル以上の損失を被っており、プロジェクト全体の停止につながりました。
解決
JS Precision チームの介入後の最初のステップは、 射出成形設計部品の。
1. 構造変更:ソリッドハンドル内部を当社にて変更し、 「主流路+分岐路」構造に変更しました。ガスが部品全体に均一に浸透するように、ガス チャネルの直径は 6 mm から 4 mm まで徐々に小さくなりました。
2. プロセス パラメーター:ハンドルの端にあるガス ピンの最適な場所を見つけるために、モールド フローを使用しました。実際、ガス圧240barを保持しディレイタイムを0.6秒に正確に固定する「ショートショットディレイ高圧保持」のパターンに従いました。
3. プロセス制御:同時に、閉ループのガスアシスト コントローラーを実行し、各ショットのガス注入量が許容誤差 1% のレベルにあることを確認し、安定したプロセスを確保しました。
最終結果
数回の最適化を経て、製品の平面度ばらつきは組立要件の範囲内で0.3mmに抑えられ、さらにヒケも完全に除去されました。
成形サイクル時間が 85 秒から 61 秒に短縮され、効率が 28% 向上しました。また、製品重量を22%軽量化することで材料コストを大幅に削減し、さらに成形後の矯正工程を省略しました。
その結果、総コスト削減は約 15% となり、クライアントは毎月 12,000 ドルを超える節約につながりました。最初の金型の試作から量産のための最終引き渡しまでのプロジェクト全体が、わずか 3 週間で完了したことは、クライアントから高く評価され、認められたという事実です。
あなたのプロジェクトは、反りやヒケに関して同様の課題に直面していますか? JS Precision にお問い合わせいただき、3D CAD ファイルを提出して、量産基準を迅速に達成するためのカスタマイズされたガスアシスト射出成形ソリューションを受け取ります。

図 4: ガラス繊維強化 PA6 製と思われる 5 つの均一な形状の車のドア ハンドルが灰色の表面に一列に配置され、製品の一貫性が示されています。
ガスアシスト射出成形プロセスはプロジェクトにどれくらいの ROI (投資収益率) をもたらすことができますか?
投資収益率の基本的な財務測定は、組織がプロジェクト作業の決定を決定するために使用する重要なフレームワークを提供します。
ガスアシスト射出成形技術は、より効率的な結果を生み出しながら、操作に必要な機械が少なくなり、生産時間と製造重量が削減されるため、プロジェクト全体を通じて継続的な経済的メリットをもたらします。
クライアントはこれを選択します射出成形プロセスこれらの特定の利点が得られるため、最も適した選択肢として挙げられます。
直接的なコスト削減
1.材料コスト:部品重量の 15 ~ 25% の削減は、生産に必要な原材料の量を減らすため、直接的な材料の節約につながります。企業が毎年 100,000 ユニットを生産し、ユニットあたりの材料費が 5 ドルの場合、材料費の年間節約額は 75,000 ドルから 125,000 ドルの範囲になります。
2.設備コスト:企業は必要な型締力を 30 ~ 50% 削減できるため、生産にはより小さなトン数の機械が必要となり、結果として設備投資コストが削減されます。
3.エネルギーコスト:成形サイクルの短縮と型締力の低下により、総エネルギー消費量が 20 ~ 30% 削減され、コスト効率の維持に役立ちます。
効率と品質の向上によるメリット
この生産プロセスでは、成形サイクル時間が 20 ~ 40% 短縮されるため、より高い生産レベルが実現します。このプロセスにより、歩留まりが 70 ~ 80% から 95% 以上に向上し、スクラップ費用や再加工費用の削減を通じて大幅なコスト削減につながります。
投資収益率 (ROI) 期間
ガスアシスト金型は従来の金型を 15 ~ 25% 上回る投資が必要ですが、材料の節約、生産サイクルの高速化、歩留まりの向上により、通常 6 ~ 12 か月の投資回収期間が得られ、年間生産量が 50,000 個を超えるという大きな利点があります。
よくある質問
Q1: ガスアシスト成形に適した材料は何ですか?
ガスアシスト成形は、ナイロン、ポリプロピレン (PP)、ポリカーボネート (PC)、ABS、およびガラス繊維強化プラスチックなどの流動しやすいプラスチックに非常に適しています。これらの材料は通常、大型の構造コンポーネントを作成するために使用されます。
Q2: ガスアシスト成形により製品の重量はどれくらい削減できますか?
ガスアシスト成形を使用することで削減できる重量は、ガス流路レイアウトの設計と最適化によって異なりますが、一般に製品重量の 15 ~ 25% の削減が達成可能です。
Q3: ガスアシストプロセスでは、金型材料に特別な要件が課されますか?
実際、ガスアシストプロセスでは成形材料に一定の条件が設定されており、ガス漏れを完全に防ぐためにガスピンの周囲のスポットには非常に微細な機械加工が必要であることに加えて、P20 や H13 などの高張力鋼の使用が不可欠です。
Q4: ガスの浸透長さに制限はありますか?
理論上、ガス浸透長に制限はありませんが、実際の作業条件では、 1 メートルを超える単一の浸透チャネルを設けないことをお勧めします。より長い長さが必要な場合は、設計に補助分岐チャネルを含める必要があります。
Q5: 製品がガスアシスト成形でうまく機能するかどうかはどうすればわかりますか?
壁が厚い場合や流路が長い場合に最適です。軽量化や面の反りやヒケが必要な製品にも適しています。堅牢な設計は、これらの問題を回避するのに役立ちます。この方法は、極薄にする必要がないパーツに最適です。
Q6:ガスアシスト成形の金型試作費用は高いですか?
はい、プロセス設定の複雑さに応じてコストが増加します。生産前に金型流動解析を行うことで、試運転の回数が削減されます。熟練したプロバイダーを雇えば、総支出を削減できます。事前に計画を立てておけば、すべてのテストを受ける必要はありません。
Q7: ガスピン跡はきれいに残りますか?
背面や内面に置くことで隠すことができます。そのため、これらのマークは仕上げの段階で消えてしまうことがよくあります。注意深いレイアウトと後処理により、最終的な外観はきれいで滑らかなままになります。
Q8: 大規模な実行中にガスアシスト成形を安定に保つにはどうすればよいですか?
一貫性を保つために、閉ループ制御を備えた機器を使用してください。これを、実験計画法スタディからのテスト済みプロセス ウィンドウと組み合わせます。各パーツが毎回同じ結果になるように、すべての設定が正確に一致する必要があります。精度は、実行サイクル中にシステムをどの程度適切に監視および調整するかによって決まります。
まとめ
ガスアシスト射出成形は、大きな成形部品の反りを修正するのに役立ちます。内部応力が適切に管理されていない場合、部品が反ったり、変形したりすることがよくあります。この方法では、科学的な設計と厳密なプロセス制御を使用してストレスを除去します。 JS Precision を選択することは、投資成果を向上させるための完全なサポートを受けることを意味します。
大きな部品は使用中に変形し続けますか?強度を落とさずに体重を減らすことはできますか? JS Precision にお問い合わせください。当社のチームは、DFM 解析、金型流動研究、金型テスト、量産生産をカバーする完全な技術サポートを提供します。
今すぐ 3D CAD ファイルを提出してくださいガスアシスト射出成形を特定の製品にどのように適用できるかについて、パーソナライズされた実現可能性レポートを受け取ることができます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

