

高精度射出成形は、実験室を拠点とした微細で複雑な部品の量産の中核を成す技術である。
研究所では完璧に設計された試作品があっても、工場で0.005mmの公差のために生産歩留まりが急激に低下した場合、このボトルネックを克服するための適切な解決策を見つけることが真の勝負となる。
公差要件が0.005mmと非常に厳しい場合、金型のわずかな欠陥や工程の変更でも、バッチ全体が廃棄処分となる可能性がある。
多くのエンジニアリングマネージャーや購買マネージャーにとって、製品をコンセプト段階から市場投入まで実現する過程における最大の障害は、高精度と高生産性のバランスを真に実現できる射出成形メーカーを見つけることである。
コア回答の要約
| 側面 | 主要コンテンツ |
| 主要な課題 | 微細な複雑部品の量産において、公差管理(±5μm)と欠陥ゼロという要件の間には矛盾が存在する。 |
| JSプレシジョンソリューション | JS Precisionは、射出成形用部品の設計を強化し、回転式積層成形技術を採用し、工程を厳密に管理することで、硬質接着剤と軟質接着剤を組み合わせた超精密部品の量産を可能にしています。 |
| 顧客価値 | 試行錯誤コストの削減、プロジェクトサイクルの短縮、そして精密プラスチック部品の安定かつ信頼性の高い供給。 |
主なポイント:
- 公差が成功を左右します。0.005mmのマイクロ射出成形公差を超える量産設備が必要な場合は、製造業者がラボデータによってのみマイクロ射出成形公差の要件を満たすことができるラボデータではなく、工場生産能力を常に確認してください。
- 設計はコスト削減につながる:生産コストを抑える上で最も重要な要素は、材料の応力や収縮を制御するため、壁の厚さを均一に保つことである。
- 統合能力が鍵:軟質接着剤と硬質接着剤の接合など、射出成形の複雑な部品を扱うには、多成分統合技術を備えたカスタムマイクロ成形メーカーを選択する必要があります。
JS Precisionの高精度射出成形サービスを選ぶ理由とは?
高精度射出成形分野において、顧客が最も高く評価するのは、企業が常に大量生産の要求に応える能力であり、それこそがJS Precisionの最大の強みである。
JS Precisionは、射出成形による微細で複雑な部品の製造において高い技術力を有しており、 ISO 13485:2016医療用射出成形認証を取得しているだけでなく、15年以上の経験を持ち、世界中の500社以上の一流顧客にサービスを提供してきました。精密加工の分野は、医療、エレクトロニクス、自動車など多岐にわたります。
その一例として、ある国際的な医療機器メーカーの顧客が、マイクロセンサー部品の公差を0.003mmにすることを要求した事例がある。3つの異なる射出成形メーカーと共同で作業を行ったが、歩留まりが60%を下回ったため、いずれも中止された。
JS Precisionは、顧客のために射出成形部品を再設計しただけでなく、最も重要な点として、スイスのミクロン社製マシニングセンターを使用して金型を製作し、それをファナック社製の全電動射出成形機と組み合わせることで、量産歩留まりを99.7%にまで向上させた。
当社は年間1,000万個以上の精密プラスチック部品を生産し、お客様の生産コストを30%削減するお手伝いをしています。
JS Precisionの最大の強みは、射出成形だけでなく、設計の改良から最終的な量産出荷まで、生産プロセス全体をワンストップで提供できる点です。ラボデータと生産結果の差異は、もはやお客様にとって懸念事項ではなくなります。
これは、当社が採用するすべての工程が数千回にわたる量産検証を経ており、工程能力指数(Cpk)が1.33を維持しているためです。つまり、精密プラスチック部品は常に最高水準で製造されているということです。
高精度射出成形による大量生産の鍵を素早く理解したいですか?JS Precisionの独占ホワイトペーパーを今すぐダウンロードして、マイクロコンポーネントの大量生産における落とし穴を解き明かし、 高精度プラスチック部品の安定供給のためのコアメソッドを容易に習得し、回り道を回避し、試行錯誤のコストを削減しましょう。
貴社のマイクロプレシジョン部品の量産において、歩留まりが常に基準を満たさないのはなぜですか?
多くのお客様は、ラボでのサンプル生産では問題なく満足していますが、量産体制に入ると歩留まりが50%を下回ってしまうという問題に直面しています。その真の原因は、マイクロコンポーネントが公差に対して極めて敏感であることです。
0.005mmという公差レベルでは、温度のわずかな変化や金型の摩耗でも、部品が公差範囲外になる可能性がある。
さらに、 ASTM D6400-19規格を参照すると、マイクロ部品を大量生産する際の難易度はマクロ部品よりもはるかに高く、これが歩留まりが低い根本的な理由である。
マイクロコンポーネントの公差地獄
マイクロ部品の公差は0.005mmです。大型部品の誤差は製品の機能に影響を与えるほど大きくないかもしれませんが、マイクロ部品の場合は、わずかなずれでも故障につながる可能性があります。
言い換えれば、これは針に糸を通すのと同等の精度であり、JS Precisionは常に正確な糸通しを実現し続けている。
スケールアップにおける収益の罠
通常、少量生産の試作段階では歩留まりは良好ですが、多キャビティ金型を使用すると歩留まりが急激に低下します。ある電子機器メーカーの顧客は、16キャビティ金型を使用した際に、キャビティ内のわずかな差異が拡大したため、歩留まりが95%から68%に低下するという事態を経験しました。
JS Precisionは、ホットランナーシステムのバランス調整とオンライン検査を通じて、多キャビティ生産部品の一貫性において重要な役割を果たし、量産におけるこの課題に取り組んでいます。
マイクロ部品の量産における歩留まりのジレンマに直面した時、闇雲な試行錯誤はもう必要ありません!JS Precisionのエンジニアにご連絡いただければ、無料の個別相談で歩留まり低下の根本原因を正確に特定し、高精度射出成形のための的確な最適化ソリューションをご提供いたします。これにより、量産におけるボトルネックを迅速に克服できます。
量産可能な高精度射出成形とは何ですか?
多くのメーカーは、単一部品の製造においては高い精度を発揮するものの、大量生産時の品質安定性を確保できていません。射出成形における真の精度とは、数百万個もの製品を製造する際に、重要な寸法を規定の範囲内に維持できる能力を意味します。
プロセス能力指数(Cpk)は唯一の標準です
工程能力指数(Cpk)は、大量生産における精密生産能力を評価するための主要な指標です。Cpkの値が大きいほど、大量生産の安定性が高まります。真に高精度な生産を行うには、Cpkが1.33以上である必要があります。
簡単に言うと、Cpk値は生産ラインにおける品質検査員に相当します。Cpk値が1.33であれば、あなたが監督しなくても、すべての製品が基準を満たしているかどうかをチェックしてくれる、優秀で信頼できる品質検査員がいることを意味します。
以下に、異なるCpk値に対応する量産安定性と適用シナリオを示します。これにより、製造業者の能力を迅速に評価できます。
| Cpk値 | 量産安定性 | 不良率(100万個あたり) | 適用可能なシナリオ | 高精度要件を満たす |
| ≥1.33 | 極めて高い、変動は最小限 | ≤63 | 医療機器、ハイエンド電子機器、自動車用コア部品 | はい |
| 1.0~1.33 | 中程度、頻繁な監視が必要 | 63-2,700 | 一般的な電子機器、日用品 | いいえ |
| 0.67-1.0 | 低い、大きな変動 | 2,700~63,000 | 低価格プラスチック製品 | いいえ |
| <0.67 | 極めて貧弱で、安定した大量生産を実現できない | 63,000以上 | 大規模生産には価値がない | いいえ |
JS Precisionの高精度射出成形サービスは、Cpk値が1.33と安定しており、主力製品ラインでは1.67を達成しています。これにより、安定した高精度なプラスチック部品を提供するとともに、生産変動の問題を解決します。
品質管理は全工程を通して維持されます
高精度射出成形は、工程のあらゆる段階が厳密に管理されている場合にのみ実現します。設計から試験に至るまで、各段階で厳密な管理を行うことで、製品が常に変更されず、規格に適合していることを保証できます。
- 設計段階:部品の設計に参加し、 Moldex 3D金型流動シミュレーションを適用して欠陥を特定し、最適な解決策を見つけることで、量産におけるエラーのリスクを最小限に抑えます。
- 金型製作:スイス製ミクロン加工センターを装備し、金型精度は最大1mまで実現可能。金型には最高級の工具鋼を使用することで、金型の安定性と長寿命化に貢献しています。
- 射出成形製造:全電動射出成形機の正確なパラメータ設定、温度変動1℃以内により、プロセスの安定性を保証します。
- 最終検査:オンライン検査と三次元測定機(CMM)は、精密プラスチック部品の欠陥を特定し、除去するのに役立ちます。

図1:灰色の背景にキャリパーとともに配置された、ギアやケースなど様々な色の射出成形部品のコレクション。
射出成形部品設計を最適化することで、微細で複雑な部品の成形不良を解決するにはどうすればよいでしょうか?
微細で複雑な部品における収縮や反りといった設計上の問題は、不適切な設計に起因する場合があります。設計の初期段階で微調整を行うことで、欠陥を減らし、歩留まりを向上させるだけでなく、試行錯誤にかかるコストを大幅に削減できます。
壁厚の均一性:収縮と応力を発生源から取り除く
肉厚の変化が緩やかでないことが、複雑な部品の製造において多くの失敗の原因となり、収縮空洞や応力集中を引き起こします。基本的に、溶融金属の充填と冷却が不均一になると内部応力が発生し、それが製品の機能に影響を与えます。
簡単に言うと、微細部品の肉厚設計は風船の膨らませ方に似ています。肉厚が不均一だと、簡単に膨らんだり破裂したりする可能性があります。均一な応力のみが、成形後の部品の収縮や反りを防ぎ、製品の固有の欠陥を回避することを保証します。
JS Precision社は、マイクロ部品の壁厚は全体を通して均一に設計すべきであり、最適な厚さは0.2~0.5mmで、厚さの移行は滑らかであるべきだと提言しています。顧客が設計を変更した後、収縮率は8%から0.5%に減少しました。
| 壁厚設計 | 壁厚範囲(mm) | 収縮率(%) | 反り(mm) | 成形不良率(%) | 適用可能な部品タイプ |
| 均一な壁厚 | 0.2-0.3 | 0.3~0.6 | ≤0.002 | 0.5~1.2 | マイクロエレクトロニクスコネクタ |
| 均一な壁厚 | 0.3~0.5 | 0.6~1.0 | ≤0.003 | 1.2~2.0 | 医療用マイクロカテーテル |
| 壁厚の急激な変化 | 0.2~0.4 | 5.0~8.0 | 0.010~0.015 | 15-25 | 該当するシナリオはありません |
| 壁の厚さが薄すぎる | <0.2 | 3.0~5.0 | 0.008-0.012 | 10-18 | 特殊マイクロセンサー |
| 壁の厚さが厚すぎる | >0.5 | 1.0~3.0 | 0.005-0.008 | 3.0~5.0 | 大型マイクロコンポーネントベース |
ゲートの位置と流れ経路
ゲートの位置は、溶融材料がキャビティを満たす順序を制御します。設計が間違っていると、溶接線が発生し、製品の強度が損なわれる可能性があります。
JS Precisionは、部品設計の複雑さに応じて最適なゲート位置を決定します。例えば、軟質プラスチック部品と硬質プラスチック部品のゲート調整により、溶接線が除去され、部品強度が35%向上しました。
適切な位置に配置されたゲートは、溶融金属の安定した流れをもたらし、成形不良の発生を防ぐだけでなく、顧客のニーズと期待にも応えます。
射出成形部品の設計上の欠陥が心配ですか?部品設計図面をご提出いただければ、JS Precisionが無料のDFM解析サービスを提供し、成形リスクを正確に予測し、設計の詳細を最適化し、試行錯誤によるコストを初期段階から削減し、量産歩留まりを向上させます。
軟質接着剤や硬質接着剤による接合など、高精度な要求を満たすために、カスタムマイクロモールディングメーカーを選ぶべき理由とは?
軟質プラスチックと硬質プラスチックが混在する部品は一般的です。ほとんどのメーカーは、2段階射出成形時にわずかな位置決めずれに対応できません。プロのカスタムマイクロ成形メーカーは、±5ミクロン以内のずれを制御することで、製品の安定性を確保できます。
多色マイクロ射出成形の統合機能
二次成形時のアライメント不良は、これらのプラスチック混合物のシール不良の原因となることが多い。手動クランプを用いた通常のセットアップでは、0.015mmのずれが生じる可能性があるが、これはシール不良を引き起こすには十分すぎるほどのずれであり、不良率は20%を超える。このような状態では、最高級製品には対応できない。
クランプ機構がずれると、表面の接合がうまくいかなくなります。JS Precision社は、一体成形部品を製造するために回転式積層金型システムを採用しており、クランプ機構を一切使用していません。これにより、位置ずれの問題を根本から解消しています。
この統合技術により、各複雑な部品の接合面間の完璧な嵌合が保証され、シール不良のリスクを完全に回避し、製品性能を確保します。
±5マイクロメートル:シール信頼性の核心的な保証
医療機器や自動車部品のシールは非常に高い精度が求められます。接着強度は製品の動作に直接影響します。JS Precisionは、5マイクロメートル以下のばらつきを実現しています。ほとんどの企業はこの精度に匹敵できません。あるセンサーメーカーの顧客は、シールが18%の確率で破損するというテストに不合格となりました。
金型を回転式システムで保管することで、一貫性が向上しました。新しいシステムにより、シール部のひび割れが劇的に減少しました。これは単なる小さな改善ではなく、結果を完全に一変させるものでした。今ではすべての部品がより高い品質で合格しています。この変更により、製品はストレス下でも信頼性が高くなりました。圧力下でも、繰り返し使用した後でも、接着部はしっかりと保持されます。
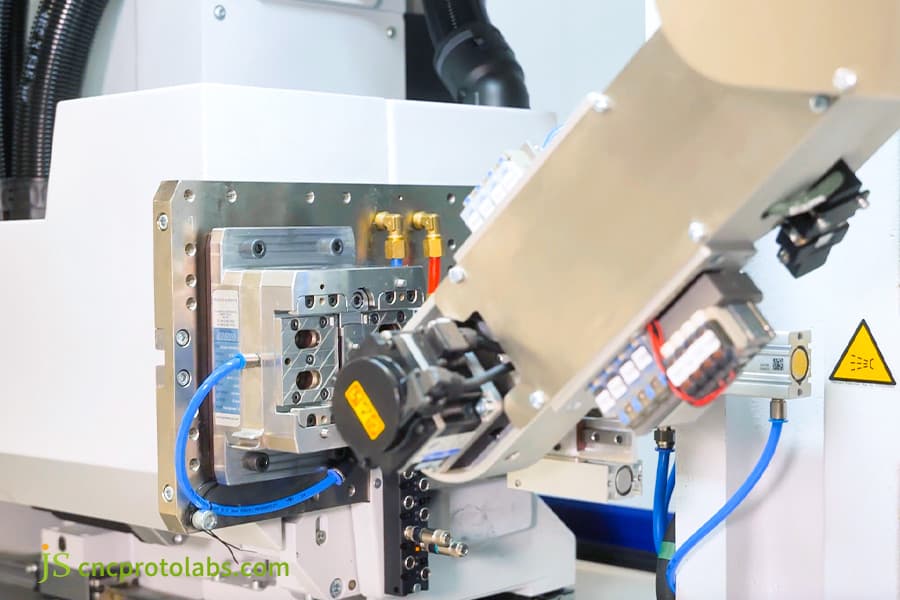
図2:工業環境における、ホースとケーブルを備えた複雑な金属金型部品のクローズアップ図。
射出成形金型メーカーを選定する際に、どのような主要指標に注目すべきでしょうか?
高精度な大量生産を実現するには、適切な射出成形金型メーカーを選ぶことが非常に重要です。価格だけでなく、金型鋼材の品質、加工精度といった内部的な要素も考慮して最終決定を下す必要があります。
適切な鋼材と金型加工精度の選択
金型は高精度射出成形の核となる部分であり、その精度と寿命は精密プラスチック部品の品質を直接左右する。その核となる部分は、金型鋼材の材質と加工精度に大きく依存する。
大同鋼(日本)またはGrss Steel(ドイツ)から金型鋼を輸入し、低速ワイヤ放電加工(EDM)を用いて金型キャビティをミクロン単位で非常に正確に測定できる工場と取引することをお勧めします。
以下は、一般的に使用されている金型鋼とJS Precision社の一般的な金型鋼の比較表です。違いを明確にご理解いただくためにご活用ください。
| 金型鋼タイプ | 起源 | 硬度(HRC) | 加工精度(μm) | 金型寿命(10,000サイクル) | 適用可能なシナリオ |
| 日本 大同 NAK80 | 日本 | 38-42 | ±1 | 100~150 | 高級医療機器および電子部品 |
| ドイツ・グリッツ 1.2738 | ドイツ | 34-38 | ±1.5 | 80-120 | 自動車部品および複雑な電子部品 |
| 普通国内P20 | 中国 | 28-32 | ±5 | 30~50 | 一般的なプラスチック製品 |
| 国内産45#スチール | 中国 | 20~25 | ±10 | 10-20 | 低価格帯の試作金型 |
ホットランナーおよび冷却システムの設計
ホットランナーのバランスと±1℃以内の正確な温度制御は、多キャビティ金型において一貫性のある短い成形サイクルを維持するために最も重要な要素の2つです。JS Precisionでは、溶融充填バランスの偏差を5%以内に抑えるために、最先端の技術を採用しています。
プラスチック製プロトタイプの製造は、量産前の試行錯誤コストを大幅に削減するのにどのように役立つのでしょうか?
プラスチック試作品の製造を行わずに量産用金型の製造を開始すると、設計上の問題から金型の修正が必要となり、試行錯誤のコストとサイクルが増加する可能性があります。試作品の製造は、低コストで設計の実現可能性を検証するのに役立ちます。
ラピッドプロトタイピングから量産金型までの流体統合
JS Precisionは、量産用金型設計に直接活用できるプラスチック試作品を製作します。無駄な工程は一切ありません。憶測も不要です。初期の試作データは、最終的な金型設計図に直接反映されます。
彼らはアルミニウム製または軟鋼製の金型を2~4週間で迅速に製造します。そのため、部品は量産品と全く同じ品質になります。コストは量産用金型価格の10~20%に抑えられます。これらの金型は、様々な条件下での試験に対応できます。
ある電子機器メーカーは、この方法によってゲート設計上の問題を早期に発見した。その結果、8,000ドルのコスト削減と、発売の4週間の遅延回避に成功した。
試作品のデータは量産金型の設計に即座に反映されるため、重複作業は発生しません。プロジェクトの進捗が速くなり、製品の出荷もより早く、プレッシャーも軽減されます。
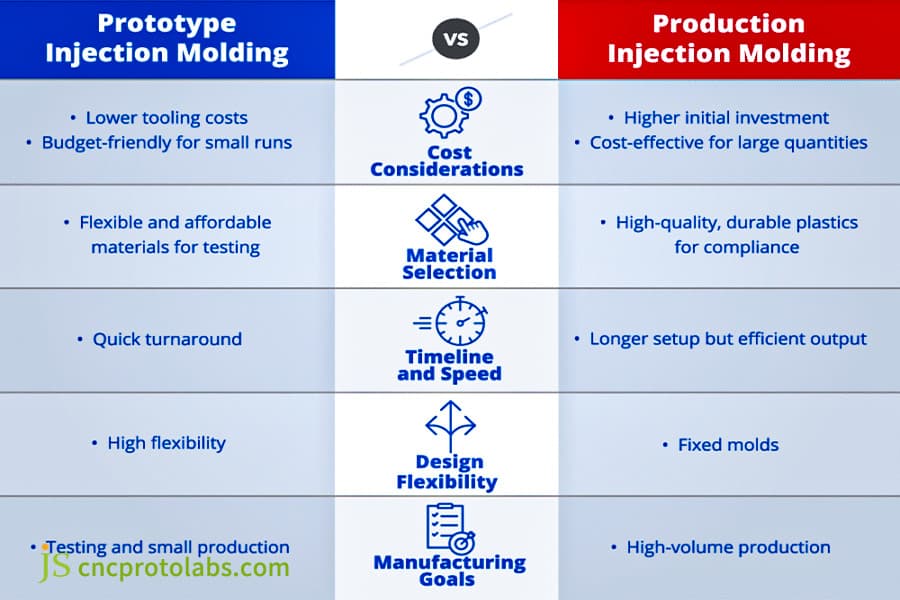
図3:試作品と量産における射出成形を比較したインフォグラフィック。コスト、材料、納期、柔軟性、目標の違いを強調している。
射出成形の見積もりを迅速に入手し、プロジェクトの納期を効果的に短縮するにはどうすればよいでしょうか?
プロジェクトを開始するには、正確な射出成形の見積もりが必要です。JS Precisionは、DFM解析を開始するために必要なすべての詳細情報をお送りいただければ、24時間以内に作業を完了いたします。
DFMパラレルエンジニアリング:サイクル短縮の鍵
ほとんどの工場は見積もり後に設計レビューを行いますが、JS Precisionは設計と価格設定を同時に行います。これにより、所要時間を2~3週間短縮できます。結果として、納期が短縮され、生産遅延も少なくなります。見積もり発行後の承認待ちやフィードバックループは一切不要です。すぐに着実な作業が開始されます。
このシステムを導入したある医療機関の顧客は、見積もりと設計最適化のプロセスを6週間から3週間に短縮し、予定よりも早く量産プロセスを開始することができた。
DFM分析レポートでは、設計最適化ポイント、成形リスク、および解決策が明確に示され、プロジェクトの実現可能性を明確に理解することができます。
標準化された見積もりプロセス
JS Precisionは、顧客に正確な価格情報と価格の完全な透明性を提供する標準化された見積もりプロセスを確立しました。迅速な見積もり取得に必要な資料は以下のとおりです。
- 3D図面: STP/IGS形式で、主要寸法と公差を示す。
- 2D図面:部品の技術要件および試験規格を示す。
- 材料選定:材料のグレードと性能要件を指定する。
- 年間需要:金型設計の最適化を促進し、単位コストを削減します。
JS Precisionは、お客様から必要な資料をすべてご提出いただいてから24時間以内に、初期見積もりとDFM(設計製造性)に関するフィードバックをお送りします。最終的な見積もりは48時間以内にお届けするため、迅速なプロジェクト開始が可能です。
事例研究:JS Precisionはどのようにして医療用マイクロカテーテル先端部の99.8%という高いシール率を実現しているのか?
医療機器のシール部品には、ほぼ完璧な公差が求められる。現状では、そのレベルの精度を実現することはまさに大きな課題である。
直面した課題
医療分野の顧客は、硬質接着剤と軟質接着剤の両方を備えた、直径2mm以下のマイクロカテーテル先端部を必要としていました。過去に2回、カスタムマイクロ射出成形を試みましたが、安定した生産は実現できませんでした。問題は適合性だけではなく、 2つの根本的な問題に起因していました。
- 接合面の隙間は0.008mm以内に収める必要があった。わずかな隙間でも漏れが生じ、デバイスの安全性が損なわれる。
- 壁厚の不均一性により、二次成形時に0.015mmの位置決め誤差が生じ、歩留まりが70%を下回った。彼らは12週間以内に本格的な生産体制を整える必要があり、サイクルタイムの短縮を強く求めた。
JS Precisionは、これらの要求に正確に応えられる精密な射出成形プロセスを設計するために、専門家を集めました。
解決
JS Precisionは、プロセス、設計、製造の3つの分野でソリューションを開発することで、顧客の課題を解決しました。また、安定した量産と製品品質も保証しました。
1.統合プロセス:
彼らは回転式積層成形技術を採用することで、軟質プラスチックと硬質プラスチックを一体成形し、二次的な型締め誤差を排除することに成功した。接合部のずれは±5μm以下であり、成形サイクル時間は30秒から22秒に短縮された。
2.設計最適化:
金型流動解析の助けを借りて、部品の設計が変更された。硬質プラスチック壁の厚さが変更され(0.12mm)、フローガイド構造も追加された。さらに、ゲート位置が最適化され、ウェルドラインが完全に除去された。
3.精密製造:
スイス製ミクロン加工センターと日本製大同工業製NAK80金型鋼を使用しているため、金型キャビティの公差は1.5mに保証されています。さらに、オンライン検査と三次元測定機(CMM)もこれを裏付けています。
最終結果
このソリューションは、5mの安定した嵌合面公差、 0.2%未満のシール不良率、そして70%から99.8%への量産歩留まり向上という、顧客の要求を満たしました。理論的には、信頼性の向上は、廃棄物の削減と均一性の向上に直接つながります。
プロジェクトはわずか10週間で完了し、予定より6週間も早く完了しました。これにより、顧客の製品は6ヶ月早く臨床試験を開始できました。量産効率は30%向上し、単位コストは25%削減されました。スケジュールを変更しただけで、研究開発時間を大幅に節約できたのです。
その後、お客様は当社に全幅の信頼を寄せてくださり、マイクロ医療部品の高精度射出成形加工を全て当社に委託してくださいました。現在では、年間500万個以上の精密プラスチック部品を納入しており、優れた実績と卓越した品質を誇っています。
医療機器部品で99.8%という高いシール歩留まり率を達成した実績を再現したいですか? 射出成形における複雑な部品の詳細な要件をご提出いただければ、JS Precisionがお客様に最適な高精度射出成形ソリューションをカスタマイズし、製品の迅速な検証と市場シェアの獲得を支援いたします。
よくある質問
Q1:高精度射出成形では、どの程度の公差を実現できますか?
JS Precisionの高精度射出成形による量産における公差は0.005mmと安定しており、これは製造ロット間で一貫しています。ハイエンドの医療機器や電子機器プロジェクトでは、公差は0.003mmまで低下しますが、これは最も厳しい基準にも適合するものの、綿密な工程管理が必要となります。
Q2:マイクロコンプレックス部品の一般的な肉厚設計はどのようなものですか?
ほとんどの微細な複雑部品は、0.2~0.5mmの肉厚を使用しています。肉厚を均一に保つことで、収縮や内部応力を低減できます。特殊な形状の部品を製作する場合は、JS Precisionが物理的に耐えうる構造設計をお手伝いいたします。
Q3:硬質プラスチックと軟質プラスチックを組み合わせた部品は、なぜシール不良を起こしやすいのでしょうか?
接合部が破損する原因は、二次射出時の位置決めずれであることが多く、このずれによって接合面に隙間が生じる。一体型多成分射出成形を用いることで、この問題を直接解決できる。
Q4:多キャビティ金型の量産において、各部品の品質を一定に保つにはどうすればよいですか?
当社は、バランスの取れたホットランナーを備えた精密な金型製作に注力し、Cpk値が1.33以上となるように生産状況を監視しています。これにより、すべてのキャビティにおいて部品のばらつきを±3μm以内に抑えています。
Q5:プラスチック製の試作品は必要ですか?
ええ、必要ですね。部品設計を低コストでテストでき、問題を早期に発見でき、推測に頼る部分を減らし、特に少量生産の場合、プロジェクトの進行速度を速めることができます。
Q6:射出成形の見積もりを取得するには、どのような書類が必要ですか?
正確な見積もりをご希望の場合は、STPまたはIGS形式の3D図面、仕様書付きの2D図面、ご希望の材料、および年間必要台数をお送りください。
Q7:金型の一般的な納期はどれくらいですか?
標準金型の完成には4~8週間かかります。お急ぎの場合は、試作品の製作であれば2~4週間で完成させることも可能です。
Q8:カビの寿命をどのように保証していますか?
当社では良質な金型鋼を使用し、加工時に丁寧な熱処理を施しています。これにより、金型の寿命は100万サイクル以上となり、後々の金型交換頻度を大幅に削減できます。
まとめ
微細で複雑な部品を大規模生産するには、公差、設計、プロセス、および統合能力の包括的な管理が必要となる。
JS Precisionは、プロのカスタムマイクロ成形メーカーとして、射出成形部品の設計を最適化し、技術を統合し、厳格な管理を行うことで、コスト削減、納期短縮、そして安定した高精度プラスチック部品の提供を実現しています。
今すぐ行動を起こして、あなただけの射出成形見積もりを手に入れましょう!
図面をお送りいただければ、弊社のエンジニアリングチームが24時間以内に無料のDFM解析と概算見積もりをご提供し、お客様のプロジェクト成功への道のりを共にスタートいたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

