

Mikrospritzguss ist das Skalpell für die Massenproduktion von Mikroteilen.
Bei einem Mikroverbinder, der beispielsweise eine Wandstärke von 0,15 mm erfordert, scheitern herkömmliche Methoden immer noch in 67 % der Fälle, weil das Material nicht richtig gefüllt ist. Außerdem könnte ein Mikrogetriebe mit 0,3 Modulen und 40 % Risiko von Lufteinschlüssen die Formen zerstören, die Zehntausende von Dollar wert sind.
Können wir die alten Einspritzsysteme einfach verkleinern und erwarten, dass sie funktionieren? Bei der Massenproduktion geht es in diesem Fall nicht darum, die großen Maschinen in kleinerem Maßstab nachzubilden. Die Druckbeaufschlagung der Füllung, die Sicherstellung der Formgenauigkeit und eine stabile Prozesskontrolle sind die größten Probleme , die herkömmliche Anlagen nicht bewältigen können.
Kurzreferenz
| Kernthemen | Technische Lösungen | Eckdaten | Kommerzieller Wert |
| Unzureichende Füllung | Mikroschraube (8–14 mm) + variable Formtemperaturregelung | Injektionsgenauigkeit 0,001 g, Ausbeute 94 % | Die Tagesproduktion liegt bei über 100.000 Stück |
| Schimmeldefekte | Dünnschicht-Fächertor + Mikro-Entlüftungskanäle | Anteil der eingeschlossenen Luft 0,3 %, Formlebensdauer 1,5 Millionen Zyklen | Erfolgsquote beim ersten Versuchsformen ≥90 % |
| Kontrolle der Massenproduktion | Formrückmeldung im geschlossenen Regelkreis + Online-Sichtprüfung | Cpk steigt von 0,92 auf 1,41, Fehlerrate 22 ppm | Konsistenz garantiert für 1 Million Stück |
| Hohe Stückkosten | 128-fach-Form + automatisches Anschnittschneiden im Werkzeug | Stückkosten 0,0052 $ (einschließlich Abschreibung) | Kostenlose Kostenmodellberechnung |
Wichtige Erkenntnisse
- Die Massenproduktion von Mikroteilen erfordert spezielle Mikrospritzgussmaschinen mit einem Volumen unter 0,005 g. Normale Industrieausrüstung kann diese Belastung nicht bewältigen. Eine einzige Fehlausrichtung im Formhohlraum kann die gesamte Charge ruinieren.
- Die Hohlraumtoleranz muss innerhalb von 0,002 mm bleiben, die Oberflächenrauheit muss bei Ra0,5 m liegen und die Polierspezifikationen SPI A-2 erfüllen. Das ist nicht optional – es ist für eine konsistente Ausgabe obligatorisch.
- Das frühzeitige Testen eines Prototyps spart Zehntausende an verlorenem Material und Nacharbeit. A 3D-gedrucktes Mikroformteil kostet etwa 500 US-Dollar – günstig im Vergleich zu den Ausfallkosten.
- JS Precision deckt alles vom Design bis zur KI-gesteuerten Skalierung ab. Sie kümmern sich um den gesamten Prozess, vom ersten Muster bis zum Serienlauf, und lösen echte Probleme bei der Herstellung von Mikroteilen.
Warum sollten Sie dem Mikrospritzguss von JS Precision vertrauen?
Mikrospritzguss ist mehr als eine Frist – es ist eine Grundlage für das Kostenmanagement und die Risikoreduzierung bei der Skalierung der Mikroteileproduktion.
JS Precision ist seit über zehn Jahren in den Bereichen Medizin, Elektronik und Automobil tätig. Aufbau tiefer Erfahrungen durch reale Daten.
Unsere Prozesskontrolle ist nicht nur theoretisch, sondern wird durch Tausende von Testergebnissen aus tatsächlichen Produktionsläufen gestützt. Wahrscheinlich beruht ihre Zuverlässigkeit mehr oder weniger auf der langfristigen Zusammenarbeit mit hochriskanten Branchen.
Die Kernanforderung bei der Massenproduktion von Mikroteilen ist die vollständige Prozesskontrollierbarkeit und garantierte Genauigkeit. Der Vorteil der Full-Chain-Technologiesteuerung von JS Precision kann dieser Nachfrage genau gerecht werden.
Der gesamte Prozess des Spritzgießens, angefangen von der Formenkonstruktion und dem Prototyping bis hin zum großtechnischen und kostengünstigen Spritzgießen, wird von professionellen Ingenieuren durchgeführt.
Unser ISO 13485:2016-Standard Die hauseigene Formenbauwerkstatt ist mit Drahterodier- und hochpräzisen CNC-Geräten ausgestattet, die die Bearbeitung von Hohlräumen mit Toleranzen von 0,002 mm ermöglichen und unseren Kunden eine hochpräzise Massenproduktion ermöglichen.
Nichts verdeutlicht die Zusammenarbeit deutlicher als Beispiele aus der Praxis. Beispielsweise hat einer unserer Kunden aus dem Medizinbereich, der ein Mini-Sensorgehäuse mit einer Wandstärke von nur 0,12 mm herstellt, die Massenproduktion früher an große Spritzgussunternehmen ausgelagert.
Infolgedessen hatten sie eine niedrige Rendite von nur 78 % und ihre Kosten pro Einheit lagen bei etwa 0,022 US-Dollar, was die Rentabilität erheblich verringerte.
Unser Kunde wechselte zu JS Precision und durch unseren maßgeschneiderten Mikrospritzgussprozess und die Optimierung des Spritzgussformdesigns konnte der Kunde seine Ausbeute auf 96 %, die tägliche Produktion auf über 120.000 Einheiten steigern und die Stückkosten auf 0,0078 US-Dollar senken.
Sie haben jährlich fast eine Million US-Dollar eingespart und effektiv Kostensenkungen und Effizienzsteigerungen erzielt.
Kostensenkung, Effizienzsteigerung und die Bereitstellung stabiler Massenproduktionslösungen sind die Hauptanforderungen unserer Kunden. JS Precision widmet sich stets diesem Bedarf und unser Service ist völlig transparent und die Ergebnisse sind messbar.
Alle technischen Lösungen sind prototypisch verifiziert und datengetestet, sodass kein Raum für die Rede von Vorteilen bleibt.
Um mehr über unsere Fähigkeiten zu erfahren, kontaktieren Sie unsere Ingenieure für eine spezielle Machbarkeitsbewertung des Mikrospritzgusses und erhalten Sie eine maßgeschneiderte Lösung, die auf Ihre Bedürfnisse zugeschnitten ist.
Wie löst Mikrospritzguss das Problem der Massenproduktion von Mikroteilen?
Das Mikrospritzgussverfahren produziert effizient große Mengen winziger Komponenten, die für die industrielle Fertigung benötigt werden. Der Hauptvorteil dieses Systems ermöglicht die Lösung zweier Hauptprobleme, darunter unvollständige Abfüllung und instabile Produktionsprozesse .
Das System verwendet Mikroschrauben mit seinem variablen Formtemperatursystem, um eine Gewichtsmessung von 0,001 g zu erreichen, was eine konstante Produktionsleistung gewährleistet Großserien-Spritzguss Operationen.
Technische Parameter der Mikroschnecke und der variablen Formtemperaturregelung
Die Kernausrüstungsparameter des Spritzgussverfahrens für Mikroteile steuern alle Vorgänge entsprechend ihren spezifischen Anforderungen.
Das System ermöglicht eine präzise Massenkontrolle von 0,001 g bis 0,001 g über einen Mikroschneckendurchmesserbereich von 8 bis 14 mm, der es dem Bediener ermöglicht, die Injektionsmenge in Milligrammschritten zu steuern, um optimale Füllergebnisse zu erzielen.
Der Bediener steuert den Tintenfluss durch eine dünne Nadel, die eine genaue Volumenkontrolle ermöglicht, um den kleinen Schreibraum mit perfekter Tintenmenge zu füllen.
Das System ermöglicht eine aktive Veränderung der Werkzeugtemperatur durch seine Fähigkeit zu dynamischen Temperaturänderungen.
Das System hält den Füllvorgang durch Temperaturregelung aufrecht, wodurch die Harztemperatur das erforderliche Niveau erreichen kann, während das System außerdem schnelle Kühlmethoden verwendet, um die Betriebszeit während der Kühlphase zu verkürzen.
Daten zur Massenproduktion von Mikrosteckverbindern und kommerzielle Auswirkungen
Das Mikrosteckverbinderprojekt erzielte eine Ausbeute von 67 Prozent beim herkömmlichen Spritzgießen durch sein Design mit einer Wandstärke von 0,18 mm und produzierte weniger als 30.000 Einheiten pro Tag .
Die Einführung des Mikrospritzgusses bei JS Precision führte zu einem Produktionsprozess, der eine Ausbeute von 94 Prozent erreichte und über 100.000 Einheiten pro Tag gemäß den Standards des Großserienspritzgusses produzierte.
Wir bieten eine Machbarkeitsbewertung des Mikrospritzgusses an, die als Mindesteinspritzvolumen 0,005 g für die Massenproduktion verschiedener Mikroteile erfordert und gleichzeitig das Problem der unvollständigen Füllung löst. Klicken Sie hier, um Einzelheiten zur Bewertung anzufragen.
Wie kann das Design von Spritzgussformen den Anguss und die Entlüftung von Mikroteilen neu definieren?
Design von Spritzgussformen ist der Schlüssel zum Formen von Mikrokomponenten, und eine unsachgemäße Gestaltung von Ein- und Auslassöffnungen kann leicht zu Formausschuss führen.
Es verfügt über ein spezielles Anschnitt- und Mikroauslassrillenschema, mit dem Fehler wie eingeschlossenes Gas behoben werden können, wodurch die erfolgreiche Massenproduktion von Mikrospritzgussverfahren sichergestellt wird.
Designspezifikationen für fächerförmige Dünnschicht-Gates und Mikro-Entlüftungskanäle
Der Anschnitt und die Entlüftung im Spritzgussformdesign haben sehr genaue Spezifikationen. Diese haben direkten Einfluss auf das Formergebnis:
Dünnschicht-Fächertore: 0,05-0,00 10 mm dick, Breite 2-3 mal so groß wie die Wandstärke des Teils. Dies trägt dazu bei, den Schmelzwiderstand zu senken und verleiht dem Material eine lange Lebensdauer.
Kurz gesagt, es ist so, als würde man eine Wasserleitung mit kleinem Durchmesser mit einem Anschlussstück mit großem Durchmesser verbinden. Das Wasser fließt sehr gleichmäßig und es besteht keine Gefahr einer Beschädigung durch übermäßigen Durchfluss .
Mikroentlüftungskanäle: 0. 003-0. 0,008 mm tief, 0,5 mm breit, 2 mm voneinander entfernt und an den Schmelzenden gleichmäßig verteilt. Dies trägt wesentlich dazu bei, die Rate der eingeschlossenen Luft zu reduzieren.
Verifizierungsergebnisse und kommerzielles Engagement
Durch die Rationalisierung des Spritzgussformdesigns konnte die Fehlerrate aufgrund von Lufteinschlüssen in Mikrozahnrädern drastisch von 12 % auf 0,3 % gesenkt und die Formlebensdauer auf bis zu 1,5 Millionen Zyklen erhöht werden. Die Designoptimierung für Moldawien wird mit einem kostenlosen DFM-Bericht bereitgestellt.
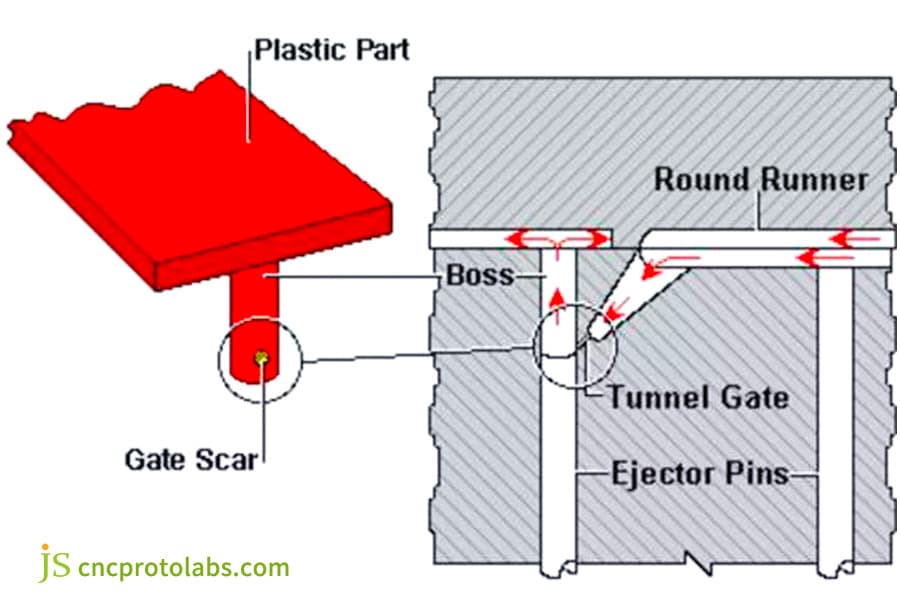
Abbildung 1: Ein Querschnittsdiagramm eines Tunnelanguss-Spritzgussaufbaus für Mikroteile, das das Angusssystem, den Anguss und das resultierende Teil mit einer Angussnarbe zeigt.
Wie kann die Füllgrenze von Mikroteilen im Voraus durch Spritzguss-Prototyping überprüft werden?
Das Spritzguss-Prototyping ist ein Produktionsschritt vor der Serienfertigung. Es hilft , Füllbeschränkungen frühzeitig zu erkennen und die Gefahren der Formenherstellung zu reduzieren .
Dies geschieht durch die Verwendung kostengünstiger 3D-gedruckter Einsätze oder Aluminiumformen mit einer Kavität für den Spritzguss, um das Design der Spritzgussform und die Prozessparameter schnell zu ändern und so die Zeit für das Probeformen zu verkürzen.
Technischer Weg zum 3D-Druck von Mikroformeinsätzen
Spritzguss-Prototyping mit 3D-Druck entspricht der Genauigkeit und Benutzerfreundlichkeit eines Prototyps:
Formkerne werden aus hochtemperaturbeständigem, lichtempfindlichem Harz mit einem HDT 150, 50–200 Stück POM, ABS und anderen Materialien gedruckt, die im Spritzgussverfahren hergestellt werden. Dadurch können Kunden die Machbarkeitsprüfung des Designs schnell und kostengünstig durchführen und Verluste bei der Blindformherstellung vermeiden.
Aktuelle Fallstudien und Prozessfensterverbesserung
Einer unserer Kundenprototypen, der nach Tests im Spritzguss mit einer Angussdicke von nur 0,15 mm entworfen wurde, erforderte einen Einspritzdruck von 220 MPa (was sehr leicht zu einer Verschlechterung des Materials führen würde).
Durch die Änderung des Angusskanals durch eine Neukonstruktion wurde der Druck auf 180 MPa reduziert, was einen Kompromiss zwischen Füllwirkung und Materialleistung darstellte.
Wie erreicht man eine Null-Fehler-Massenproduktion von Mikroteilen durch Großserienspritzguss?
Das Spritzgießen in großen Stückzahlen ermöglicht in Kombination mit der Mikrospritzgusstechnologie eine fehlerfreie Massenproduktion von Mikroteilen und sorgt so für ein effizientes Gleichgewicht zwischen den beiden Aspekten Produktionsgeschwindigkeit und Qualität .
Dabei wird die Steuerung der Produktionskapazität durch präzise Überwachungs- und Temperaturkontrolltechnik stabilisiert und gleichzeitig den Anforderungen gerecht kostengünstiges Spritzgießen Dies führt zu einer effizienten, kostengünstigen und fehlerfreien Produktion.
Closed-Loop-Formrückmeldungs- und Online-Vision-Inspektionssystem
Es ist eine Tatsache, dass die Stabilität des Spritzgießens bei hohen Volumina ein genaues Überwachungssystem erfordert. Die Hauptpunkte der Diskussion sind folgende:
Ein Werkzeuginnendrucksensor mit einer Abtastrate von 1 kHz, der mithilfe eines geschlossenen Regelkreises präzise zwischen Druckhalte- und Füllknoten umschaltet und so alle Probleme eliminiert, die beim Füllen auftreten können.
Das 5-Megapixel-Vision-System kann Maßabweichungen von nur 0,01 mm erkennen und fehlerhafte Produkte sofort in Echtzeit aussortieren, was die beste Möglichkeit ist, die Konsistenz der Teile sicherzustellen.
Prozessfähigkeitsdaten und Prozessanpassung
Unsere Implementierung des oben genannten Systems hat dazu geführt, dass der Cpk-Wert für Mikroteile von 0,92 auf 1,41 gestiegen ist und die Fehlerrate auf 22 ppm gesenkt wurde, was uns zu einem der führenden Unternehmen der Branche macht.
Wir verwenden eine vollelektrische Spritzgießmaschine + KI-Prozessselbstanpassung, um Temperatur- und Viskositätsschwankungen in der Form in Echtzeit zu kompensieren. Dies ist der Schlüssel zur Erzielung der Konsistenz von 1 Million aufeinanderfolgenden Teilen und zur Erfüllung der Anforderungen des Spritzgießens bei hohen Stückzahlen.
Vergleich von Kosten und Effizienz von Mikroformen mit unterschiedlichen Kavitätenzahlen
| Anzahl der Hohlräume | Stückkosten (einschließlich Abschreibung, USD) | Tagesleistung (Stück) | Lebensdauer der Form (10.000 Zyklen) | Anwendbare Teiletypen | Formzyklus (Sekunden) |
| 32 Hohlräume | 0,012 $ | 50.000 | 120 | Komplexe Mikroteile | 8 |
| 64 Hohlräume | 0,009 $ | 80.000 | 130 | Konventionelle Mikrosteckverbinder | 7 |
| 128 Hohlräume | 0,0052 $ | 150.000 | 150 | Einfache Mikrozahnräder | 5 |
| 256 Hohlräume | 0,0045 $ | 280.000 | 100 | Ultrakleine Mikrokontakte | 4 |

Abbildung 2: Eine Pinzette hält vorsichtig ein kleines, dunkles zylindrisches Teil, um das herum andere mikrogeformte Komponenten in verschiedenen Formen und Farben auf einer weißen Oberfläche angeordnet sind.
Wie kann kostengünstiges Spritzgießen die Einzelkosten von Mikrokomponenten senken?
Durch günstiges Spritzgießen können die Stückkosten von Mikroteilen erheblich gesenkt werden, ohne dass die Qualität darunter leidet. Es kann auch sehr gut an die Anforderungen der Serienproduktion angepasst werden.
Durch die Integration von Mehrkavitäten-Form- und Automatisierungstechnologien mit den Verarbeitungskapazitäten von Spritzguss-Porzellan ist es möglich, ein neues Maß an Wirtschaftlichkeit und Produktivität zu erreichen.
128-Kavitäten-Form und In-Mold-Technologie zum automatischen Angussschneiden
Das Ziel des kostengünstigen Spritzgießens besteht darin, die Produktivität zu steigern und die Arbeitskosten zu senken. Die wichtigsten technischen Aspekte sind kurz zusammengefasst:
- Eine vollständig symmetrische Heißkanalverteilung mit 128 Kavitäten kann die Teile gleichmäßig füllen. Die verbleibende Angussgröße beträgt nur 0,05 mm, wodurch ein weiterer Arbeitsgang überflüssig wird, was zu einer Reduzierung der Arbeitskosten führt.
- Das automatische Angussschneidesystem in der Form kann den Schnitt während des Spritzgussvorgangs abschließen, den Formzyklus um 2 Sekunden verkürzen und die Produktionseffizienz weiter verbessern.
Kostenvergleich und kostenloser Berechnungsservice
Die Produktionskosten eines Formteils werden größtenteils durch die Anzahl der Kavitäten bestimmt: 64 Kavitäten 0,009 $, 128 Kavitäten 0,0052 $, 256 Kavitäten 0,0045 $. Es muss ein Kompromiss zwischen dem Preis der Form, der zum Klemmen verwendeten Kraft und der Füllbalance gefunden werden.
Vergleichstabelle der Spritzgussprozessparameter für Mikroteile
| Teiletyp | Wandstärke (mm) | Einspritzdruck (MPa) | Formtemperatur (°C) | Ertrag (%) | Anwendbarer Prozess |
| Mikrostecker | 0,15-0,20 | 180-220 | 80-100 | 94 | Mikrospritzguss |
| Mikrogetriebe (Modul 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Mikrospritzguss |
| Medizinisches Sensorgehäuse | 0,10-0,15 | 195-250 | 100-120 | 96 | Großserien-Spritzguss |
| Mikrokontakt | 0,08–0,12 | 220-260 | 110-130 | 93 | Kostengünstiges Spritzgießen |
Warum ist die Verarbeitungsfähigkeit von Spritzgussmaschinen in China ein entscheidender Engpass für die Massenproduktion im Mikromaßstab?
Die Verarbeitungsfähigkeit von Spritzgussformen in China ist der zentrale Engpass der Mikromassenproduktion, der direkt die Lebensdauer der Form und die Produktausbeute bestimmt.
Der Spitzenbearbeitungsprozess erzeugt exakte Hohlraumabmessungen zusammen mit erfüllenden Oberflächenrauheitswerten ISO 286-2:2010-Standards .
Die Verwendung minderwertiger Formen führt zu Montageproblemen, die zu erheblichen finanziellen Schäden führen. Der Formaustauschprozess ermöglicht eine Verlängerung der Formlebensdauer von 300.000 Zyklen auf 2 Millionen Zyklen, was als Grundlage für eine erfolgreiche Umsetzung des Spritzgussformdesigns dient.
Bearbeitungsausrüstung und Präzisionsanforderungen für Mikroformen
Der Prozess der hochpräzisen Mikroformbearbeitung erfordert sowohl spezielle Ausrüstung als auch vollständige Umgebungsbedingungen.
Die Kombination aus langsamer Drahterodierbearbeitungsgenauigkeit von ±0,001 mm und 40.000 U/min Ultrapräzisions-CNC mit einer Positionierungsgenauigkeit von ±0,002 mm bietet eine genaue Methode zur Bearbeitung komplexer Mikrokavitäten.
Der Prozess ähnelt dem Schnitzen komplizierter Designs auf fingernagelgroßen Oberflächen mithilfe fortschrittlicher Gravurwerkzeuge, die eine perfekte Schnittpräzision erreichen.
Die Werkstatt mit konstanter Temperatur hält 20 ± 0,5 °C aufrecht, was vor Temperaturschwankungen schützt, die zu Verarbeitungsfehlern führen, die für die Aufrechterhaltung der Genauigkeit der Spritzguss-Porzellanbearbeitung unerlässlich sind.
Fallstudie zum kostengünstigen Formenversagen und zur Geschäftspositionierung
Ein Kunde entschied sich für ein kostengünstiges Spritzguss-Porzellan für die Massenproduktion von Miniatursteckverbindern. Die Form musste 200.000 Mal verwendet werden, bevor sie unbrauchbar wurde, da ihre Hohlraumtoleranz 0,008 mm überschritt, was zu direkten finanziellen Verlusten von mehr als zehntausend US-Dollar führte.
Der Austausch der Form durch das Spritzguss-Porzellan von JS Precision führte zu einer Kontrolle der Hohlraumtoleranz zwischen ±0,002 mm bei gleichzeitiger Erreichung einer Formlebensdauer von 2 Millionen Zyklen und einer kontinuierlichen Aufrechterhaltung einer Ausbeute von über 95 %.
Unsere Formen entsprechen den ISO 13485-Standards und der Preis beträgt nur 60 % vergleichbarer europäischer und amerikanischer Formen, wodurch eine hohe Kosteneffizienz beim Spritzgießen erreicht wird.
Möchten Sie bestätigen, ob die Bearbeitungsgenauigkeit unseres Spritzgusswerkzeugs Ihren Anforderungen entspricht? Kontaktieren Sie unsere Ingenieure, um einen Testbericht zur Bearbeitungsgenauigkeit zu erhalten und sich ein klares Bild von unseren Vorteilen zu machen.

Abbildung 3: Eine Nahaufnahme einer Hohlraumplatte einer Präzisionsspritzgussform, die mehrere bearbeitete Hohlräume, Angusssysteme, Anschnitte und Auswerferstifte mit sichtbaren Herstellungsmarkierungen zeigt.
JS Precision-Fallstudie: Mikrospritzgussform und Prozessdurchbruch für mikromedizinisches Sensorgehäuse
Die Massenproduktion von Miniaturgehäusen für medizinische Sensoren kann sehr schwierig sein und solche Produkte müssen sehr hohe Standards erfüllen.
Die folgende Fallstudie zeigt, wie JS Precision einige der Produktionsengpässe bei der Massenproduktion medizinischer Sensoren durch den Einsatz einer Kombination aus Mikrospritzguss, Spritzgussformdesign und Spritzguss-Prototyping umgehen konnte.
Aufgetretene Schwierigkeiten
Die Hauptschwierigkeiten bei dieser sehr präzisen medizinischen Komponente sind:
- Das Bauteil hat eine Wandstärke von 0,12 mm, einschließlich Vorsprüngen von 0,2 mm x 0,5 mm. Im Allgemeinen führt das herkömmliche Spritzgießen zu Mängeln wie Materialmangel usw Schrumpfspuren .
- Der traditionell verwendete fächerförmige Anschnitt führt zu einer thermischen Zersetzung durch Schmelzscherung, was zu einer Gaseinschlussrate von bis zu 45 % im Hohlraum, einem hohen Anteil fehlerhafter Produkte und der Unfähigkeit führt, die medizinischen Qualitätsanforderungen zu erfüllen.
- Der Kunde arbeitete zuvor mit großen Spritzgussunternehmen zusammen, aber deren Allzweckausrüstung gepaart mit der mangelnden Präzision der Bediener führte zu einer Massenproduktionsausbeute von nur 78 %, Stückkosten von 0,022 $ und der Unfähigkeit, die Lieferzeit zu garantieren.
Lösung
JS Precision hat eine sehr detaillierte Lösung für das Problem geschaffen, indem es Mikrospritzguss und Optimierung des Spritzgussformdesigns kombiniert, um Engpässe in der Massenproduktion zu überwinden:
Die Optimierung der Merkmale der Spritzgussform umfasste die Verwendung eines 0,06 mm dünnen fächerförmigen Anschnitts (Breite 2,5-mal so dick wie die Teilewand). Gleichzeitig waren die Mikroentlüftungskanäle 0,005 mm tief und hatten einen Abstand von 1,5 mm. Die Formgenauigkeit wurde durch Polieren nach SPI A-2-Standards erhöht, was zu einer geringeren Materialverschlechterung und weniger eingeschlossener Luft führte.
Für das Spritzguss-Prototyping wurden 100 Proben mit 3D-gedruckten Einsätzen (Temperaturen über 150 °C lichtempfindliches Harz) eingespritzt. Der für das Originalmaterial erforderliche Einspritzdruck (250 MPa) wurde reduziert, indem das maximale Ergebnis bei einem Einspritzdruck von 195 MPa erzielt wurde, was auch dazu beitrug, Formverschleiß und Materialverschlechterung zu verhindern.
Um das Stadium des Spritzgießens mit sehr hohen Stückzahlen zu erreichen, wurde ein geschlossener Formrückkopplungs- und Online-Sichtkontrollsystem eingerichtet, um Schwankungen der Formtemperatur innerhalb von ±0,5 °C zu kontrollieren . Durch die Kombination des automatischen Angussschneidens im Werkzeug und der durch das Spritzgießen in China erzielten Effizienzsteigerung konnten die Kosten gesenkt und gleichzeitig die Produktivität gesteigert werden.
Endgültige Ergebnisse
Nach der Implementierung erzielte das Projekt einen großen qualitativen Durchbruch und erzielte die folgenden Kernergebnisse:
- Die Anzahl der eingeschlossenen Gasdefekte wurde um 0,8 % gesenkt, wir haben die Probleme mit der Materialverschlechterung beseitigt, das Produkt wurde gemäß den Standards der medizinischen Industrie und den Biokompatibilitätsanforderungen qualifiziert.
- Die Ausbeute verzeichnete einen deutlichen Wachstumsschub von 78 % auf 96 %, die tägliche Produktionsleistung lag bei über 120.000 Einheiten, es wurden große Anstrengungen unternommen, um die Anforderungen des Großserien-Spritzgießens zu erfüllen, und auch die Lieferzeit wurde um 30 % verkürzt.
- Die Lebensdauer der Form betrug 1,8 Millionen Zyklen, der Stückpreis (einschließlich Abschreibung) sank auf 0 US-Dollar. 0078, und der Kunde erzielte eine Kostenersparnis von fast einer Million US-Dollar pro Jahr.
- Die Abweichung der Produktabmessungen betrug 0,003 mm und der Cpk-Wert lag bei 1,52, was die Kundenanforderung von 1,33 deutlich übersteigt, sodass eine langfristige Partnerschaft etabliert wurde.
Möchten Sie diesen Erfolg wiederholen? Senden Sie Ihre Teileanforderungen und Zeichnungen , und wir passen eine Mikrospritzgusslösung für Sie an, um Sie bei der Überwindung von Engpässen in der Massenproduktion zu unterstützen.
Warum sind große Spritzgussunternehmen nicht für die Massenproduktion von Mikroteilen geeignet?
Aufgrund der Diskrepanz zwischen ihrer Ausrüstung und der Nachfrage sind große Spritzgussunternehmen nicht die beste Option für die Massenproduktion von Mikroteilen. Allzweckgeräte mit geringerer Präzision und detaillierter Überwachung führen für diese Unternehmen zu einer geringen Produktion, hohen Kosten und der Unfähigkeit, auf die Mikroproduktion zu reagieren.
Diskrepanz zwischen Gerätekapazitäten und Prozessüberwachung
Große Spritzgussunternehmen zeichnen sich durch die Herstellung großer Teile in einer Massenproduktionsumgebung aus, ihre Ausrüstung und Überwachungssysteme sind jedoch nicht für die Anforderungen der Mikroteileproduktion geeignet. Die Hauptunterschiede sind:
- Ausrüstung: Die Spritzgießmaschinen großer Unternehmen haben Schneckendurchmesser von 16 mm und die Einspritzvolumina beginnen bei 0,5 Gramm. Daher sind sie nicht in der Lage, eine Mikrospritzgenauigkeit von 0,005 Gramm zu erreichen, was sehr wahrscheinlich zu Füllanomalien und Ausschussprodukten führt.
- Überwachung: Große Spritzgussunternehmen verfügen nicht über die Überwachung des Drucks in einer einzelnen Kavität, daher ist es nicht möglich, Füllungleichgewichte in mehreren Kavitäten zu erkennen. Bei der Massenproduktion von Mikroteilen ist eine sehr hohe Füllkonsistenz erforderlich , und jede Füllvariation kann zu Ertragseinbußen führen.
Praxisfall und die Vorteile von JS Precision
Ein Kunde von Mikrosensoren arbeitete früher mit großen Spritzgussunternehmen zusammen. Die Maschinen waren nicht scharf genug und es gab keine Technologie für das Mikroformen – die Ausbeute lag bei 78 %, die Stückkosten betrugen 0,025 $ und die Lieferzeiten waren immer fraglich.
Nach dem Wechsel zu JS Precision stieg die Rendite sprunghaft auf 96 %. Die Kosten pro Teil sanken auf 0,0078 $. Wir haben rund um die Uhr Ingenieure auf Abruf und bieten umfassenden, maßgeschneiderten Support, der perfekt auf die Anforderungen der Massenproduktion zugeschnitten ist.
Da ihnen die richtigen Werkzeuge oder das richtige Know-how fehlten, waren die Ergebnisse schlecht. Mit den Maschinen, dem Design und der Überwachung von JS Precision konnten die Erträge gesteigert und die Kosten gesenkt werden. Die Lieferung verläuft jetzt wie vorgesehen. Das Setup eignet sich gut für kleine Teile, die in großen Mengen hergestellt werden.
FAQs
F1: Was ist die minimale Wandstärke, die mit Mikrospritzguss erreicht werden kann?
Beim Mikrospritzguss beträgt die stabile Wandstärke für die Massenproduktion im Allgemeinen weniger als oder gleich 0,15 mm, mit einer Mindestdicke von 0,1 mm. Dabei geht es nicht nur um die Faktoren des ausgewählten Materials, sondern auch um die Optimierung des Spritzgussformdesigns sowie des Einspritzdrucks, um eine stabile Formgebung und Qualität zu erreichen.
F2: Wie sollte die Angussposition für Mikrozahnräder bei der Konstruktion der Spritzgussform ausgewählt werden?
Bei der Gestaltung der Spritzgussform empfiehlt es sich in der Regel, den Anguss für Mikrozahnräder an der Nabe oder der nicht kämmenden Stirnfläche anzuordnen, um das Zahnprofil nicht zu beeinträchtigen. Gemäß den SPI-Spezifikationen wird ein fächerförmiger Dünnschichtanschnitt implementiert, um den thermischen Schaden durch Materialscherung zu minimieren.
F3: Wie viele Teile können mit einer 3D-gedruckten Form für das Spritzguss-Prototyping spritzgegossen werden?
Je nach Material, Einspritzdruck und Temperaturbeständigkeit der Formkomponenten können mit 3D-gedruckten Formen für das Spritzguss-Prototyping typischerweise 50–200 Teile hergestellt werden , was für die Prototypenüberprüfung ausreicht.
F4: Wie gewährleistet das Großserien-Spritzgießen eine stabile 24-Stunden-Dauerproduktion?
Beim Großserien-Spritzgießen werden Formrückmeldungen mit geschlossenem Regelkreis und die Selbstanpassung des KI-Prozesses genutzt, um Änderungen in der Formtemperatur und -viskosität auszugleichen, zusammen mit einer visuellen Online-Inspektion, die zusammen eine stabile 24-Stunden-Kontinuitätsproduktion gewährleisten.
F5: Ist es für kostengünstiges Spritzgießen immer besser, mehr Kavitäten zu haben?
Mehr Kavitäten sind nicht immer die bessere Option für kostengünstiges Spritzgießen. Die Entscheidung muss in Verbindung mit anderen Aspekten wie Formkosten, Schließkraft und Füllbalance getroffen werden. 64–128 Kavitäten stellen den besten Kompromiss zwischen Kosten und Einheitlichkeit dar.
F6: Aus welchem Grund weigern sich große Spritzgussunternehmen, Bestellungen für Mikroteile anzunehmen?
Große Spritzgussunternehmen verfügen über Allzweck-Spritzgussmaschinen, denen es an Präzision und Kontrolle für Mikroteile mangelt, was zu Problemen wie geringen Produktionsausbeuten und geringer Kapitalrendite führt. Diese Faktoren unterstützen die Wartung und Aufrüstung der Mikroformen nicht, sodass sie Probleme bei der Annahme solcher Aufträge haben.
F7: Was ist Ihre schnellste Durchlaufzeit für den Übergang vom Prototyp zur Massenproduktion?
Wir bieten einen Rapid-Prototyping-Zeitrahmen von 3 Tagen, die Lieferung von Testmustern in 15 Tagen und die Kleinserienfertigung in 35 Tagen, wodurch wir in der Lage sind, schnell auf Kundenanfragen zu reagieren Massenproduktionsanforderungen .
F8: Wie viel niedriger sind die Preise für Formen bei JS Precision im Vergleich zu Europa und Amerika?
Der Bearbeitungspreis für Spritzgussformen von JS Precision in China beträgt etwa 60 % des Preises in Europa und Amerika, für Formen mit gleicher Präzision und Lebensdauer. Dadurch können unsere Kunden ihre Werkzeuganschaffungskosten drastisch senken.
Zusammenfassung
Die dreifachen Herausforderungen Füllung, Präzision und Kosten bei der Massenproduktion von Mikroteilen können mit Mikrospritzguss, intelligentem Formendesign und Prototyping gelöst werden – kein Rätselraten mehr.
JS Precision baut auf den Bedürfnissen der Kunden auf und bietet maßgeschneiderte End-to-End-Services unter Verwendung bewährter Technologien und realer Projekte, um den Weg für die Produktion freizumachen. Es scheint schwer zu ignorieren, wie diese Faktoren in der Praxis zusammenwirken.
Machen Sie sich keine Sorgen mehr über geringe Erträge, hohe Kosten und schlechte Stabilität. Kontaktieren Sie uns jetzt zur kostenlosen Machbarkeitsbeurteilung und Kostenschätzung. Überprüfen Sie Ihre Designgrenzen innerhalb von 3 Tagen und begeben Sie sich auf die Reise zur effizienten Massenproduktion von Mikroteilen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

