

Micro injection molding is the scaple for mass production of micro parts.
For instance, a micro connector that requres a wall thickness of 0.15mm, conventional methods still fail 67% of the time because the material is not properly filled. Besides, a micro gear with 0.3 module and 40% risk of air entrapment could destroy the molds that are worth tens of thousands of dollars.
Can we just shrink down the old injection systems and expect them to work? Mass production in this case is not about replicating the large machines at a smaller scale. Pressurizing the filling, ensuring mold accuracy and stable process control are the major problems that the traditional plants are not able to handle.
Quick Reference
| Core Issues | Technical Solutions | Key Data | Commercial Value |
| Insufficient Filling | Micro screw (8-14mm) + Variable Mold Temperature Control | Injection accuracy 0.001g, yield 94% | Daily output exceeds 100,000 pieces |
| Mold Defects | Thin-film fan-shaped gate + Micro venting channels | Trapped air rate 0.3%, mold life 1.5 million cycles | First trial molding success rate ≥90% |
| Mass Production Control | Closed-loop molding feedback + Online visual inspection | Cpk increases from 0.92 to 1.41, defect rate 22ppm | Consistency guaranteed for 1 million pieces |
| High Unit Cost | 128-cavity mold + In-mold automatic gate cutting | Unit cost $0.0052 (including depreciation) | Free cost model calculation |
Key Takeaways
- Micro parts mass production needs specialized micro injection molding machines, volume under 0.005g. Regular industrial gear can't manage that load. A single misalignment in the mold cavity can ruin the whole batch.
- Cavity tolerance must stay within 0.002mm, surface roughness at Ra0.5m, and hit SPI A-2 polishing specs. That's not optional - it's mandatory for consistent output.
- Testing a prototype early saves tens of thousands in lost materials and rework. A 3D-printed micro mold part runs about $500 - cheap compared to failure costs.
- JS Precision covers everything from design through AI-driven scaling. They handle the entire journey, from first sample to full scale run, solving real issues in micro part manufacturing.
Why Trust JS Precision’s Micro Injection Molding?
Micro injection molding is more than a deadline - it's a foundation for managing costs and reducing risk when scaling micro part production.
JS Precision has operated in medical, electronics, and automotive fields for over ten years. Building deep experience through real-world data.
Our process control isn't just theoretical, and it's backed by thousands of test results from actual production runs. Probably more or less, their reliability stems from long-term engagement with high stakes industries.
The core demand for mass production of micro parts is full process controllability and guaranteed accuracy. The advantage of JS Precision's full chain technology control can accurately match this demand.
The entire process of injection molding, starting from mold designing and prototyping to large-scale and also low cost injection molding, is carried out by professional engineers.
Our ISO 13485:2016 standard in-house mold workshop is equipped with wire EDM and ultra precision CNC equipment, which allow machining cavities with tolerances of 0.002mm and making high precision mass production possible for our clients.
Nothing showcases collaboration more clearly than real-world examples. For instance, one of our medical clients, who manufactures a mini sensor housing with wall thickness as low as 0.12mm, used to outsource mass production to large injection molding companies.
As a result, they had a low yield rate of just 78% and their cost per unit was around $0.022, which significantly reduced the profitability.
Our client shifted to JS Precision and through our tailored micro injection molding process and injection molding mold design optimization, the client has raised their yield rate to 96%, daily production to 120,000+ units, and cut the unit cost to $0.0078.
They have saved almost one million US dollars annually and have effectively achieved cost-reduction and efficiency improvement.
Reduction of costs, improvement of efficiency, and provision of stable mass production solutions are the main demands of our customers. JS Precision is always dedicated to this need and our service is completely transparent with the results being measurable.
All the technical solutions are prototype verified and data tested, thereby leaving no room for the talk of advantages.
To learn more about our capabilities, contact our engineers for a dedicated micro injection molding feasibility assessment and unlock a customized solution tailored to your needs.
How Does Micro Injection Molding Solve The Problem Of Large-Scale Production Of Micro Parts?
The micro injection molding process efficiently produces large quantities of tiny components required for industrial manufacturing. The main benefit of this system enables the resolution of two major problems which include incomplete filling and unstable production processes.
The system uses micro screws with its variable mold temperature system to achieve weight measurement of 0.001g which maintains consistent production output through high volume injection molding operations.
Technical Parameters of Micro Screw and Variable Mold Temperature Control
The core equipment parameters of micro parts injection molding process direct all operations according to their specific needs.
The system enables precise mass control from 0.001g to 0.001g through micro screw diameter range 8-14mm which allows operators to manage injection quantity at milligram increments for optimal filling results.
The operator controls ink flow through a thin needle which provides exact volume control for filling the small writing space with perfect amounts of ink.
The system enables active modification of mold temperature through its capacity for dynamic temperature changes.
The system maintains filling operations through temperature control which enables resin temperature to reach required levels while the system also uses quick cooling methods to reduce operational time during the cooling phase.
Micro connector Mass Production Data and Commercial Implications
The micro connector project showed a yield of 67 percent with traditional injection molding through its 0.18 mm wall thickness design which produced less than 30000 units per day.
The implementation of micro injection molding at JS Precision resulted in a production process which reached 94 percent yield and produced over 100000 units per day according to high volume injection molding standards.
We provide a micro injection molding feasibility assessment which requires 0.005g as its minimum injection volume for mass production of different micro parts while it solves the issue of incomplete filling. Click to inquire for assessment details.
How Can Injection Molding Mold Design Redefine The Gating And Exhaust Of Micro Parts?
Injection molding mold design is the key to micro component molding, and improper design of gates and exhausts can easily lead to mold scrap.
It adopts a dedicated gate and micro exhaust groove scheme, which can solve defects such as trapped gas, ensuring the successful mass production of micro injection molding.
Design Specifications for Thin-Film Fan-Shaped Gates and Micro Venting Channels
The gate and vent in injection molding mold design have very exact specifications. These have a direct impact on the molding result:
Thin-film fan-shaped gates: 0. 05-0. 10mm thick, width 2-3 times the part wall thickness. This helps in lowering the melt resistance and gives the material a long life.
In short, it is like connecting a water pipe of a small diameter with a connector of a large diameter.The water will flow very smoothly and there will be no danger of damage due to excessive flow.
Micro venting channels: 0. 003-0. 008mm in depth, 0. 5mm in width, 2mm apart, and evenly distributed at the melt ends. This greatly helps in reducing trapped air rate.
Verification Results and Commercial Commitment
By streamlining injection molding mold design, the defect rate due to air trapping faced in micro gears was drastically brought down from 12% to 0. 3%, and also the mold life was increased to as much as 1. 5 million cycles. Moldova design optimization is provided with a free DFM report.
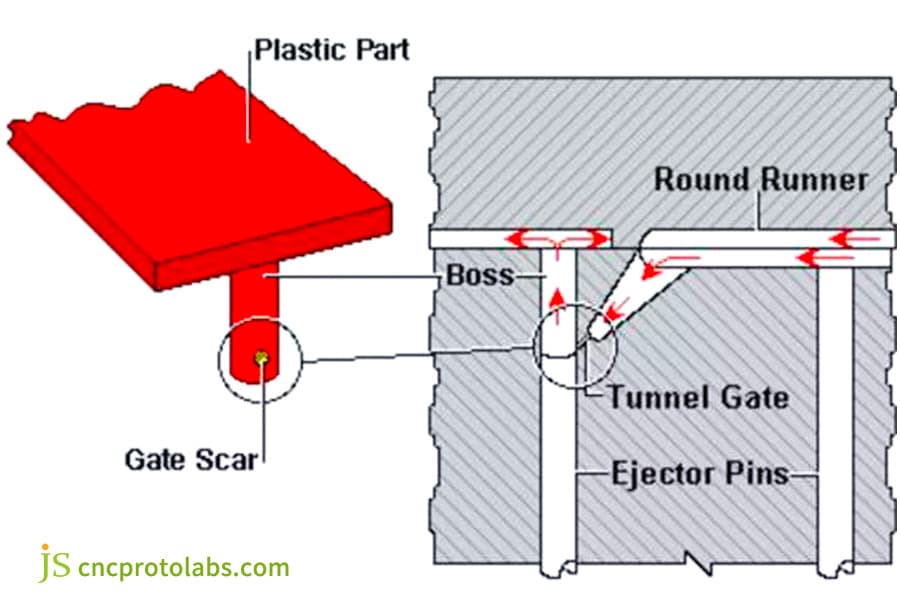
Figure 1: A cross-sectional diagram of a tunnel gate injection molding setup for micro parts, showing the runner system, gate, and the resulting part with a gate scar.
How To Verify The Filling Limit Of Micro Parts In Advance Through Injection Molding Prototyping?
Injection molding prototyping is a production step before full scale manufacturing. It helps verify infill limitations early and reduces the hazards of mold-making.
It is done by using low cost 3D printed inserts or single cavity aluminum molds for injection molding to rapidly change the injection molding mold design and process parameters thus, limiting the times of trial molding.
Technical Path to 3D Printing Micro Mold Inserts
Injection molding prototyping with 3D printing complies with the accuracy and usability of a prototype:
Mold cores are printed out of high temperature resistant photosensitive resin having an HDT 150, 50-200 pieces of POM, ABS, and other materials, which are injection molded, letting customers perform design feasibility verification quickly and at a low cost and get rid of losses of blind mold making.
Actual Case Studies and Process Window Enhancement
One of our customer prototypes designed with a runner thickness of only 0.15 mm after testing in injection molding, required injection pressure of 220MPa (which would very easily cause degradation of the material).
By changing the runner through a redesign, the pressure was reduced to 180MPa, which was the compromise of filling effect and material performance.
How To Achieve Zero Defect Mass Production Of Micro Parts Through High Volume Injection Molding?
High volume injection molding, paired with micro injection molding technology, is capable of zero defect mass production of micro parts, efficiently balancing the two aspects of production speed and quality.
Here, the control of production capacity is stabilized through precise monitoring and temperature control technology, which at the same time satisfies the low cost injection molding aspect, resulting in efficient, low cost, and zero defect production.
Closed-Loop Molding Feedback and Online Vision Inspection System
It is a fact that high volume injection molding stability requires an accurate monitoring system. The main points of the discussion are as follows:
A cavity pressure sensor with a sampling rate of 1kHz, using closed loop control to precisely switch between pressure-holding and filling nodes, thus eliminating any problems that may arise during filling.
5-megapixel vision system can identify dimensional variations as small as 0. 01mm and immediately reject defective products in the real-time, which is the best way to ensure the consistency of the parts.
Process Capability Data and Process Adjustment
Our implementation of the above system has resulted in the Cpk value for micro parts increasing from 0. 92 to 1. 41 and the defect rate being reduced to 22 ppm, which places us among the leading companies in the industry.
We employ a fully electric injection molding machine + AI process self adjustment to make real-time compensation for mold temperature and viscosity fluctuations, which is the key to obtaining consistency of 1 million consecutive parts and meeting high volume injection molding requirements.
Comparison of Cost and Efficiency of Micro Molds with Different Cavity Numbers
| Number of Cavities | Unit Cost (including depreciation, USD) | Daily Output (pieces) | Mold Life (10,000 cycles) | Applicable Part Types | Molding Cycle (seconds) |
| 32 Cavities | $0.012 | 50,000 | 120 | Complex Micro Parts | 8 |
| 64 Cavities | $0.009 | 80,000 | 130 | Conventional Micro Connectors | 7 |
| 128 Cavities | $0.0052 | 150,000 | 150 | Simple Micro Gears | 5 |
| 256 Cavities | $0.0045 | 280,000 | 100 | Ultra-small Micro Contacts | 4 |

Figure 2: A pair of tweezers delicately holds a small, dark cylindrical part with other micro-molded components of various shapes and colors arranged around it on a white surface.
How Can Low Cost Injection Molding Reduce The Individual Cost Of Micro Components?
Cheap injection molding can significantly reduce the unit cost of micro parts without reducing the quality. It can also be very well matched with batch production requirement.
By integrating multi cavity mold and automation technologies with the processing capacities of injection mold china, it is possible to achieve new levels of cost-effectiveness and productivity.
128-Cavity Mold and In-Mold Automatic Gate Cutting Technology
The aim of low cost injection molding is to increase productivity and reduce labor cost. Briefly, the following are the key technical aspects:
- A 128-cavity fully symmetrical hot runner distribution can fill the parts evenly.The gate size left is only 0.05mm, which makes the further operation unnecessary, leading to the reduction of labor costs.
- The automatic gate cutting system in the mold can complete cutting during the injection molding process, shorten the molding cycle by 2 seconds, and further improve production efficiency.
Cost Comparison and Free Calculation Service
The production expense of one molded piece is largely dictated by the number of cavities: 64 cavities $0.009, 128 cavities $0.0052, 256 cavities $0.0045. There has to be a trade-off between the pricing of the mold, the force used to clamp, and the filling balance.
Comparison Table of Injection Molding Process Parameters for Micro Parts
| Part Type | Wall Thickness (mm) | Injection Pressure (MPa) | Mold Temperature (°C) | Yield (%) | Applicable Process |
| Micro Connector | 0.15-0.20 | 180-220 | 80-100 | 94 | Micro Injection Molding |
| Micro Gear (Module 0.15) | 0.12-0.18 | 200-240 | 90-110 | 95 | Micro Injection Molding |
| Medical Sensor Housing | 0.10-0.15 | 195-250 | 100-120 | 96 | High Volume Injection Molding |
| Micro Contact | 0.08-0.12 | 220-260 | 110-130 | 93 | Low Cost Injection Molding |
Why Is The Processing Capability Of Injection Mold China a Key Bottleneck For Micro Scale Mass Production?
The processing capability of injection mold China is the core bottleneck of micro mass production, which directly determines the mold life and product yield.
The top machining process produces exact cavity dimensions together with surface roughness values that fulfill ISO 286-2:2010 standards.
The use of low quality molds results in assembly problems which create major financial damage. The mold replacement process enables an extension of mold life from 300,000 cycles to 2 million cycles which serves as the base for successful execution of injection molding mold design.
Machining Equipment and Precision Requirements for Micro Molds
The process of micro mold high precision machining needs both special equipment and complete environmental conditions.
The combination of slow wire EDM machining accuracy which reaches ±0.001mm and 40,000rpm ultra precision CNC which has positioning accuracy of ±0.002mm delivers an accurate method to machine complex micro cavities.
The process resembles carving intricate designs onto fingernail-sized surfaces using advanced engraving tools which achieve perfect cutting precision.
The constant temperature workshop maintains 20±0.5℃ which protects against temperature changes that create processing mistakes essential for maintaining injection mold china machining accuracy.
Case Study of Low-Cost Mold Failure and Business Positioning
A customer chose a low cost injection mold china for mass production of miniature connectors. The mold required 200000 uses before it reached the point of being unusable because its cavity tolerance exceeded 0.008mm which resulted in direct financial losses that exceeded tens of thousands of US dollars.
The mold replacement with JS Precision's injection mold china resulted in cavity tolerance control between ±0.002mm while achieving 2 million cycles of mold life and continuously maintaining over 95% yield rate.
Our molds meet ISO 13485 standards, and the price is only 60% of comparable European and American molds, achieving high cost-effectiveness in injection molding.
Want to confirm whether our injection mold china's machining accuracy meets your needs? Contact our engineers to obtain a machining accuracy test report and gain a clear understanding of our advantages.

Figure 3: A close-up of a precision injection mold cavity plate, showing multiple machined cavities, runner systems, gates, and ejector pins, with manufacturing markings visible.
JS Precision Case Study: Micro Injection Mold And Process Breakthrough For Micro Medical Sensor Shell
Mass producing miniature housings for medical sensors can be very difficult, and such products must meet very high standards.
The case study below shows how JS Precision was able to get around some of the production bottlenecks faced in the mass production of medical sensors by using a combination of micro injection molding, injection molding mold design, and injection molding prototyping.
Difficulties Encountered
The main difficulties with this very accurate medical component are:
- The component has a 0.12mm wall thickness, including 0.2mm×0.5mm bosses. Generally, traditional injection molding results in defects such as material shortage and shrinkage marks.
- The fan-shaped gate, which is traditionally used, causes melting shearing thermal degrading which results in cavity gas trapping rate as high as 45%, the high proportion of defective products and the inability to meet the medical quality requirements.
- The customer worked previously with big injection molding companies but their general-purpose equipment mixed with the lack of precision of the operators resulted in a mass production yield of only 78%, unit cost of $0.022 and inability to guarantee time of delivery.
Solution
JS Precision has created a very detailed solution to the problem by combining micro injection molding and injection molding mold design optimization to get over bottlenecks in mass production:
Optimization of injection molding mold features included using 0.06 mm thin-film fan-shaped gate (width 2.5 times the thickness of the part wall), at the same time micro venting channels were 0.005 mm deep and 1.5 mm spaced, mold accuracy was increased by polishing at SPI A-2 level standards which led to reduced material degradation and less trapped air.
For injection molding prototyping 100 samples were injected using 3D-printed inserts (temperatures above 150 photosensitive resin), the injection pressure required for the original material (250MPa) was reduced by getting the maximum result at 195MPa injection pressure which also helped prevent mold wear and material degradation.
To reach the stage of very high volume injection molding, a closed loop molding feedback and online visual inspection system were established to control mold temperature fluctuations within ±0.5℃, combining in-mold automatic gate cutting and efficiency improvement brought by injection mold China helped reduce costs, while boosting productivity.
Final Results
After the implementation, the project reached a major qualitative breakthrough, achieving the core results as follows:
- The number of trapped gas defects was decreased by 0. 8%, we eliminated the material degradation issues, the product was qualified to medical industry standards and biocompatibility requirements.
- Yield was experiencing a major growth spurt from 78% to 96%, daily production output topped 120,000 units, a lot of effort was put into satisfying the requirements of high volume injection molding, delivery time was shortened by 30% as well.
- Mold lifetime was 1.8 million cycles, unit price (including depreciation) dropped to $0. 0078, and the client gained a cost saving of almost one million US dollars per annum.
- Product dimensional variation was 0.003mm, and the value of Cpk was 1.52, which exceeds the customer's requirement of 1.33 by a great margin, accordingly a long-term partnership was established.
Want to replicate this success? Submit your part requirements and drawings, and we will customize a micro injection molding solution for you to help you overcome mass production bottlenecks.
Why Are Large Injection Molding Companies Not Suitable For Mass Production Of Micro Parts?
Due to the mismatch between their equipment and the demand, large injection molding enterprises are not the best option for mass producing micro parts. General-purpose equipment with less precision and detailed monitoring results in low production, high cost, and an inability to respond to micro production for these companies.
Mismatch of Equipment Capabilities and Process Monitoring
Large injection molding companies excel at producing large parts in a mass production environment but their equipment and monitoring systems are not suitable for the requirements of micro part production. The main points of differences are:
- Equipment: The injection molding machines of large companies have screw diameters of 16mm and the injection volumes start from 0.5 grams, hence they are not capable of micro injection precision of 0.005 grams, leading to very likely filling abnormalities and scrapped products.
- Monitoring: Large injection molding companies lack single cavity pressure monitoring, therefore, it is not feasible to detect multi cavity filling imbalances. Very high filling consistency is required in micro part mass production and any filling variation can lead to yield detriments.
Real-world Case and the Advantages of JS Precision
A micro sensor customer used to work with big injection molding firms. The machines weren't sharp enough and the tech for micro molding didn't exist - yield hit 78%, unit cost was $0.025, and shipping times were always in doubt.
After moving to JS Precision, the yield jumped to 96%. The cost per part dropped to $0.0078. We've got engineers on call 24/7 and full custom support that fits mass production needs perfectly.
They don't have the right tools or know-how, so results were poor. With JS Precision's machines, design, and monitoring, yields went up and costs came down. Delivery stays on track now. The setup works well for small parts made in bulk.
FAQs
Q1: What is the minimum wall thickness achievable with micro injection molding?
For micro injection molding, the stable mass production wall thickness is generally less than or equal to 0.15mm, with a minimum thickness of 0.1mm. This involves not only the factors of the selected material but also the optimization of the injection molding mold design along with the injection pressure for achieving stable molding and quality.
Q2: How should the gate location for micro gears be selected in the injection molding mold design?
During the injection molding mold design, it is usually recommended to locate the gate for micro gears at the hub or non-meshing end face in order not to affect the tooth profile. In accordance with SPI specifications, a thin-film fan-shaped gate is implemented to minimize the material shear thermal damage.
Q3: How many parts can be injection molded using a 3D printed mold for injection molding prototyping?
Depending on the material, injection pressure, and temperature resistance of the mold components, 3D printed molds for injection molding prototyping can typically produce 50-200 parts, which will be sufficient for prototype verification.
Q4: How does high volume injection molding ensure stable 24-hour continuous production?
High volume injection molding adopts closed loop molding feedback + AI process self adjustment to make up for changes in mold temperature and viscosity, along with online visual inspection that together ensure stable 24-hour continuous production.
Q5: For low cost injection molding, is it always better to have more cavities?
Having more cavities is not always the better option for low cost injection molding. The decision has to be made in conjunction with other aspects such as mold cost, clamping force, and filling balance. 64-128 cavities represent the best point of compromise between cost and uniformity.
Q6: What is the reason large injection molding companies refuse to accept orders for micro parts?
Large injection molding companies have general-purpose injection molding machines that lack both precision and control needed for micro parts, which leads to issues like low production yields and low return on investment - these factors do not support the maintenance and upgrade of the micro molds, so they have issues with accepting such orders.
Q7: What is your fastest turnaround time for go from prototype to mass production?
We offer a rapid prototyping timeframe of 3 days, trial sample delivery in 15 days and small batch production in 35 days, making us able to give a fast response to customer's mass production requirements.
Q8: How much lower are the prices for molds at JS Precision versus Europe and America?
JS Precision's injection mold processing price in China is about 60% of that in Europe and America, for molds of equal precision and lifespan. This allows our customers to drastically lower their mold acquisition costs.
Summary
The triple challenges of filling, precision, and cost in mass-producing micro parts can be solved with micro injection molding, smart mold design, and prototyping, no more guesswork.
JS Precision builds on customer needs, offering end-to-end custom services using proven tech and real projects to clear the way for production. It seems hard to ignore how these factors come together in practice.
Don't worry about low yield, high cost, and poor stability anymore. Contact us now for free feasibility assessment and cost estimation. Verify your design limits within 3 days and embark on the journey of efficient mass production of micro parts.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

