

Moulage par micro-injection est l'outil idéal pour la production en série de micro-pièces.
Par exemple, pour un micro-connecteur qui nécessite une épaisseur de paroi de 0,15 mm, les méthodes conventionnelles échouent encore 67 % du temps parce que le matériau n'est pas correctement rempli. De plus, un micro-engrenage de 0,3 module et un risque d'emprisonnement d'air de 40 % pourrait détruire des moules qui valent des dizaines de milliers de dollars.
Pouvons-nous simplement réduire les anciens systèmes d’injection et espérer qu’ils fonctionnent ? Dans ce cas, la production de masse ne consiste pas à reproduire les grandes machines à plus petite échelle. La pressurisation du remplissage, la garantie de la précision du moule et un contrôle stable du processus sont les problèmes majeurs que les usines traditionnelles ne sont pas en mesure de résoudre.
Référence rapide
| Questions fondamentales | Solutions techniques | Données clés | Valeur commerciale |
| Remplissage insuffisant | Micro vis (8-14 mm) + contrôle variable de la température du moule | Précision d'injection 0,001g, rendement 94% | La production quotidienne dépasse 100 000 pièces |
| Défauts de moisissure | Porte en forme d'éventail à couche mince + canaux de micro-aération | Taux d'air emprisonné 0,3 %, durée de vie du moule 1,5 million de cycles | Taux de réussite du premier essai de moulage ≥90 % |
| Contrôle de la production de masse | Retour d'information sur le moulage en boucle fermée + Inspection visuelle en ligne | Cpk passe de 0,92 à 1,41, taux de défauts 22 ppm | Consistance garantie pour 1 million de pièces |
| Coût unitaire élevé | Moule 128 empreintes + Découpe automatique des portes dans le moule | Coût unitaire 0,0052 $ (y compris l'amortissement) | Calcul gratuit du modèle de coût |
Points clés à retenir
- La production de masse de micro-pièces nécessite des machines de moulage par micro-injection spécialisées, d'un volume inférieur à 0,005 g. Les équipements industriels ordinaires ne peuvent pas gérer cette charge. Un seul mauvais alignement dans la cavité du moule peut ruiner l’ensemble du lot.
- La tolérance de cavité doit rester inférieure à 0,002 mm, la rugosité de la surface à Ra0,5 m et respecter les spécifications de polissage SPI A-2. Ce n’est pas facultatif – c’est obligatoire pour un résultat cohérent.
- Tester un prototype à un stade précoce permet d'économiser des dizaines de milliers de dollars en matériaux perdus et en retouches. UN Pièce de micro-moule imprimée en 3D coûte environ 500 $ - bon marché par rapport aux coûts d'échec.
- JS Precision couvre tout, de la conception à la mise à l'échelle pilotée par l'IA. Ils gèrent l'intégralité du processus, du premier échantillon à l'exécution à grande échelle, résolvant ainsi les problèmes réels liés à la fabrication de micropièces.
Pourquoi faire confiance au moulage par micro-injection de JS Precision ?
Le moulage par micro-injection est plus qu'une date limite : c'est une base pour gérer les coûts et réduire les risques lors de l'augmentation de la production de micro-pièces.
JS Precision opère dans les domaines médical, électronique et automobile depuis plus de dix ans. Construire une expérience approfondie grâce à des données du monde réel.
Notre contrôle de processus n'est pas seulement théorique : il s'appuie sur des milliers de résultats de tests réalisés sur des cycles de production réels. Probablement plus ou moins, leur fiabilité découle d’un engagement à long terme auprès d’industries à enjeux élevés.
La principale exigence pour la production en série de micropièces est la contrôlabilité totale du processus et la précision garantie. L'avantage du contrôle technologique complet de la chaîne de JS Precision peut répondre avec précision à cette demande.
L'ensemble du processus de moulage par injection, depuis la conception et le prototypage du moule jusqu'au moulage par injection à grande échelle et à faible coût, est réalisé par des ingénieurs professionnels.
Notre Norme ISO 13485:2016 L'atelier de moulage interne est équipé d' équipements d'électroérosion à fil et de CNC d'ultra précision , qui permettent d'usiner des cavités avec des tolérances de 0,002 mm et rendent possible une production de masse de haute précision pour nos clients.
Rien ne met plus clairement en valeur la collaboration que des exemples concrets. Par exemple, l'un de nos clients du secteur médical, qui fabrique un mini boîtier de capteur avec une épaisseur de paroi aussi faible que 0,12 mm, sous-traitait la production de masse à de grandes entreprises de moulage par injection.
En conséquence, ils avaient un faible taux de rendement de seulement 78 % et leur coût par unité était d'environ 0,022 $, ce qui réduisait considérablement la rentabilité.
Notre client est passé à JS Precision et grâce à notre processus de moulage par micro-injection sur mesure et à l'optimisation de la conception des moules de moulage par injection, le client a augmenté son taux de rendement à 96 %, sa production quotidienne à plus de 120 000 unités et a réduit le coût unitaire à 0,0078 $.
Ils ont économisé près d'un million de dollars américains par an et ont effectivement réalisé une réduction des coûts et une amélioration de l'efficacité.
La réduction des coûts, l'amélioration de l'efficacité et la fourniture de solutions de production de masse stables sont les principales exigences de nos clients. JS Precision est toujours dédié à ce besoin et notre service est totalement transparent et les résultats sont mesurables.
Toutes les solutions techniques sont des prototypes vérifiés et des données testées, ne laissant ainsi aucune place aux discussions sur les avantages.
Pour en savoir plus sur nos capacités, contactez nos ingénieurs pour une évaluation de faisabilité dédiée au moulage par micro-injection et débloquez une solution personnalisée adaptée à vos besoins.
Comment le moulage par micro-injection résout-il le problème de la production à grande échelle de micro-pièces ?
Le processus de moulage par micro-injection produit efficacement de grandes quantités de minuscules composants nécessaires à la fabrication industrielle. Le principal avantage de ce système permet de résoudre deux problèmes majeurs : le remplissage incomplet et les processus de production instables .
Le système utilise des micro-vis avec son système de température de moule variable pour obtenir une mesure de poids de 0,001 g, ce qui maintient une production constante grâce à moulage par injection à grand volume opérations.
Paramètres techniques de la microvis et du contrôle variable de la température du moule
Les paramètres d’équipement de base du processus de moulage par injection de micro-pièces dirigent toutes les opérations en fonction de leurs besoins spécifiques.
Le système permet un contrôle précis de la masse de 0,001 g à 0,001 g grâce à une plage de diamètres de micro-vis de 8 à 14 mm, ce qui permet aux opérateurs de gérer la quantité d'injection par incréments de milligrammes pour des résultats de remplissage optimaux.
L'opérateur contrôle le débit d'encre à travers une fine aiguille qui permet un contrôle précis du volume pour remplir le petit espace d'écriture avec des quantités parfaites d'encre.
Le système permet une modification active de la température du moule grâce à sa capacité de changements dynamiques de température.
Le système maintient les opérations de remplissage grâce à un contrôle de la température qui permet à la température de la résine d'atteindre les niveaux requis, tandis que le système utilise également des méthodes de refroidissement rapide pour réduire le temps de fonctionnement pendant la phase de refroidissement.
Données de production de masse de microconnecteurs et implications commerciales
Le projet de micro-connecteurs a montré un rendement de 67 pour cent avec le moulage par injection traditionnel grâce à sa conception d'épaisseur de paroi de 0,18 mm qui a produit moins de 30 000 unités par jour .
La mise en œuvre du moulage par micro-injection chez JS Precision a abouti à un processus de production qui a atteint un rendement de 94 % et produit plus de 100 000 unités par jour selon les normes de moulage par injection à haut volume.
Nous fournissons une évaluation de faisabilité du moulage par micro-injection qui nécessite un volume d'injection minimum de 0,005 g pour la production en série de différentes micro-pièces tout en résolvant le problème du remplissage incomplet. Cliquez pour demander les détails de l’évaluation.
Comment la conception des moules de moulage par injection peut-elle redéfinir le déclenchement et l’échappement des micro-pièces ?
Conception de moules de moulage par injection est la clé du moulage de micro-composants, et une mauvaise conception des portes et des échappements peut facilement conduire à des déchets de moule.
Il adopte un système de porte dédié et de micro-rainure d'échappement, qui peut résoudre des défauts tels que les gaz piégés , garantissant ainsi la production de masse réussie de moulage par micro-injection.
Spécifications de conception pour les portes en forme d'éventail à couche mince et les micro-canaux de ventilation
La porte et l'évent dans la conception du moule de moulage par injection ont des spécifications très précises. Ceux-ci ont un impact direct sur le résultat du moulage :
Portes en forme d'éventail à couche mince: 0. 05-0. 10 mm d'épaisseur, largeur 2 à 3 fois l'épaisseur de la paroi de la pièce. Cela contribue à réduire la résistance à la fusion et donne au matériau une longue durée de vie.
En bref, c'est comme connecter une conduite d'eau de petit diamètre avec un connecteur de grand diamètre. L'eau s'écoulera très facilement et il n'y aura aucun risque de dommage dû à un débit excessif .
Canaux de micro-ventilation: 0. 003-0. 008 mm de profondeur, 0. 5 mm de largeur, espacés de 2 mm et uniformément répartis aux extrémités fondues. Cela aide grandement à réduire le taux d’air emprisonné.
Résultats de la vérification et engagement commercial
En rationalisant la conception des moules de moulage par injection, le taux de défauts dus à l'emprisonnement d'air dans les micro-engrenages a été considérablement réduit, passant de 12 % à 0,3 % , et la durée de vie du moule a également été augmentée jusqu'à 1,5 million de cycles. L'optimisation de la conception en Moldavie est fournie avec un rapport DFM gratuit.
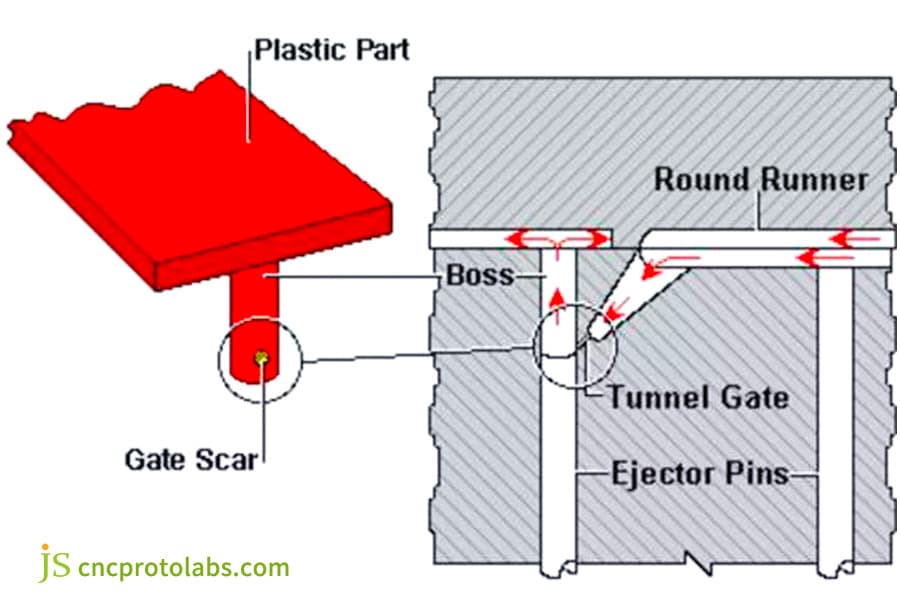
Figure 1 : Un schéma en coupe d'une configuration de moulage par injection de porte de tunnel pour des micro-pièces, montrant le système de canaux, la porte et la pièce résultante avec une cicatrice de porte.
Comment vérifier à l'avance la limite de remplissage des micro-pièces grâce au prototypage par moulage par injection ?
Le prototypage par moulage par injection est une étape de production précédant la fabrication à grande échelle. Cela permet de vérifier rapidement les limites de remplissage et de réduire les risques liés à la fabrication de moules .
Cela se fait en utilisant des inserts imprimés en 3D à faible coût ou des moules en aluminium à cavité unique pour le moulage par injection afin de modifier rapidement la conception du moule de moulage par injection et les paramètres du processus, limitant ainsi les temps d'essai de moulage.
Chemin technique vers l’impression 3D d’inserts de micro-moules
Prototypage en moulage par injection avec l'impression 3D est conforme à la précision et à la convivialité d'un prototype :
Les noyaux de moule sont imprimés à partir d'une résine photosensible résistante aux hautes températures ayant un HDT 150, 50 à 200 morceaux de POM, d'ABS et d'autres matériaux , qui sont moulés par injection, permettant aux clients d'effectuer une vérification de faisabilité de la conception rapidement et à faible coût et de se débarrasser des pertes de fabrication de moules aveugles.
Études de cas réelles et amélioration de la fenêtre de processus
L'un de nos prototypes clients, conçu avec une épaisseur de canal de seulement 0,15 mm après des tests en moulage par injection, nécessitait une pression d'injection de 220 MPa (ce qui entraînerait très facilement une dégradation du matériau).
En changeant le canal grâce à une nouvelle conception, la pression a été réduite à 180 MPa, ce qui était un compromis entre l'effet de remplissage et les performances du matériau.
Comment parvenir à une production de masse zéro défaut de micropièces grâce au moulage par injection à haut volume ?
Le moulage par injection à grand volume, associé à la technologie de moulage par micro-injection, est capable de produire en masse des micropièces sans défaut, équilibrant efficacement les deux aspects de la vitesse et de la qualité de la production .
Ici, le contrôle de la capacité de production est stabilisé grâce à une technologie précise de surveillance et de contrôle de la température, qui satisfait en même temps aux moulage par injection à faible coût aspect, résultant en une production efficace, à faible coût et sans défaut.
Système de retour d'information sur le moulage en boucle fermée et d'inspection de vision en ligne
C’est un fait que la stabilité du moulage par injection à haut volume nécessite un système de surveillance précis. Les principaux points de la discussion sont les suivants :
Un capteur de pression de cavité avec un taux d'échantillonnage de 1 kHz, utilisant un contrôle en boucle fermée pour basculer avec précision entre les nœuds de maintien de pression et de remplissage, éliminant ainsi tout problème pouvant survenir lors du remplissage.
Le système de vision de 5 mégapixels peut identifier des variations dimensionnelles aussi petites que 0,01 mm et rejeter immédiatement les produits défectueux en temps réel, ce qui est le meilleur moyen de garantir la cohérence des pièces.
Données sur la capacité du processus et ajustement du processus
Notre mise en œuvre du système ci-dessus a permis d'augmenter la valeur Cpk des micro-pièces de 0, 92 à 1, 41 et de réduire le taux de défauts à 22 ppm, ce qui nous place parmi les principales entreprises du secteur.
Nous utilisons une machine de moulage par injection entièrement électrique + un processus d'auto-ajustement par IA pour compenser en temps réel les fluctuations de température et de viscosité du moule, ce qui est la clé pour obtenir la cohérence d'un million de pièces consécutives et répondre aux exigences de moulage par injection de volumes élevés.
Comparaison du coût et de l'efficacité des micro-moules avec différents numéros d'empreinte
| Nombre de cavités | Coût unitaire (y compris amortissement, USD) | Production quotidienne (pièces) | Durée de vie du moule (10 000 cycles) | Types de pièces applicables | Cycle de moulage (secondes) |
| 32 cavités | 0,012 $ | 50 000 | 120 | Micro-pièces complexes | 8 |
| 64 cavités | 0,009 $ | 80 000 | 130 | Micro-connecteurs conventionnels | 7 |
| 128 cavités | 0,0052 $ | 150 000 | 150 | Micro-engrenages simples | 5 |
| 256 cavités | 0,0045 $ | 280 000 | 100 | Micro-contacts ultra-petits | 4 |

Figure 2 : Une pince à épiler maintient délicatement une petite pièce cylindrique sombre avec d'autres composants micro-moulés de différentes formes et couleurs disposés autour d'elle sur une surface blanche.
Comment le moulage par injection à faible coût peut-il réduire le coût individuel des micro-composants ?
Le moulage par injection bon marché peut réduire considérablement le coût unitaire des micro-pièces sans en réduire la qualité. Il peut également être très bien adapté aux exigences de production par lots .
En intégrant les technologies de moules multi-empreintes et d'automatisation aux capacités de traitement de Chine de moulage par injection , il est possible d’atteindre de nouveaux niveaux de rentabilité et de productivité.
Technologie de découpe automatique de portes et de moules à 128 cavités
L’objectif du moulage par injection à faible coût est d’augmenter la productivité et de réduire les coûts de main-d’œuvre. En bref, voici les principaux aspects techniques :
- Une distribution de canaux chauds entièrement symétrique à 128 cavités peut remplir les pièces de manière uniforme. La taille de la porte restante n'est que de 0,05 mm, ce qui rend toute opération ultérieure inutile, entraînant une réduction des coûts de main-d'œuvre.
- Le système de découpe automatique du moule dans le moule peut terminer la découpe pendant le processus de moulage par injection, raccourcir le cycle de moulage de 2 secondes et améliorer encore l'efficacité de la production.
Service de comparaison des coûts et de calcul gratuit
Les dépenses de production d'une pièce moulée sont largement dictées par le nombre de cavités : 64 cavités 0,009 $, 128 cavités 0,0052 $, 256 cavités 0,0045 $. Il doit y avoir un compromis entre le prix du moule, la force utilisée pour le serrage et l'équilibre de remplissage.
Tableau de comparaison des paramètres du processus de moulage par injection pour les micro-pièces
| Type de pièce | Épaisseur de paroi (mm) | Pression d'injection (MPa) | Température du moule (°C) | Rendement (%) | Processus applicable |
| Micro-connecteur | 0,15-0,20 | 180-220 | 80-100 | 94 | Moulage par micro-injection |
| Micro-engrenage (Module 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Moulage par micro-injection |
| Boîtier de capteur médical | 0,10-0,15 | 195-250 | 100-120 | 96 | Moulage par injection à grand volume |
| Micro-contact | 0,08-0,12 | 220-260 | 110-130 | 93 | Moulage par injection à faible coût |
Pourquoi la capacité de traitement du moulage par injection en Chine est-elle un goulot d’étranglement clé pour la production de masse à micro-échelle ?
La capacité de traitement des moules à injection en Chine constitue le principal goulot d’étranglement de la production de micro-masse, qui détermine directement la durée de vie du moule et le rendement du produit.
Le processus d'usinage de pointe produit des dimensions exactes de la cavité ainsi que des valeurs de rugosité de surface qui satisfont Normes ISO 286-2:2010 .
L'utilisation de moules de mauvaise qualité entraîne des problèmes d'assemblage qui génèrent des dégâts financiers importants. Le processus de remplacement du moule permet de prolonger la durée de vie du moule de 300 000 cycles à 2 millions de cycles, ce qui sert de base à l'exécution réussie de la conception du moule de moulage par injection.
Équipement d'usinage et exigences de précision pour les micro-moules
Le processus d’usinage de haute précision des micro-moules nécessite à la fois un équipement spécial et des conditions environnementales complètes.
La combinaison d'une précision d'usinage EDM à fil lent qui atteint ± 0,001 mm et 40 000 tr/min CNC ultra précision qui a une précision de positionnement de ± 0,002 mm, offre une méthode précise pour usiner des microcavités complexes.
Le processus ressemble à la sculpture de motifs complexes sur des surfaces de la taille d'un ongle à l'aide d'outils de gravure avancés qui permettent d'obtenir une précision de coupe parfaite.
L'atelier à température constante maintient 20 ± 0,5 ℃, ce qui protège contre les changements de température qui créent des erreurs de traitement essentielles au maintien de la précision de l'usinage de la porcelaine moulée par injection.
Étude de cas sur la défaillance d'un moule à faible coût et le positionnement de l'entreprise
Un client a choisi une porcelaine de moulage par injection à faible coût pour la production en série de connecteurs miniatures. Le moule a nécessité 200 000 utilisations avant de devenir inutilisable car sa tolérance de cavité dépassait 0,008 mm, ce qui a entraîné des pertes financières directes dépassant les dizaines de milliers de dollars américains.
Le remplacement du moule par la porcelaine de moulage par injection de JS Precision a permis un contrôle de la tolérance de la cavité entre ± 0,002 mm tout en atteignant 2 millions de cycles de vie du moule et en maintenant continuellement un taux de rendement supérieur à 95 %.
Nos moules répondent aux normes ISO 13485 et leur prix ne représente que 60 % des moules européens et américains comparables, ce qui permet d'obtenir une rentabilité élevée dans le moulage par injection.
Vous voulez confirmer si la précision d'usinage de notre moule à injection en Chine répond à vos besoins ? Contactez nos ingénieurs pour obtenir un rapport de test de précision d’usinage et bien comprendre nos avantages.

Figure 3 : Gros plan d'une plaque d'empreinte de moulage par injection de précision, montrant plusieurs cavités usinées, systèmes de glissières, portes et broches d'éjection, avec les marquages de fabrication visibles.
Étude de cas JS Precision : moulage par micro-injection et percée du processus pour la coque de micro-capteur médical
La production en série de boîtiers miniatures pour capteurs médicaux peut s’avérer très difficile et ces produits doivent répondre à des normes très élevées.
L'étude de cas ci-dessous montre comment JS Precision a pu contourner certains des goulots d'étranglement de production rencontrés dans la production de masse de capteurs médicaux en utilisant une combinaison de micro-moulage par injection, de conception de moules de moulage par injection et de prototypage de moulage par injection.
Difficultés rencontrées
Les principales difficultés de ce volet médical très précis sont :
- Le composant a une épaisseur de paroi de 0,12 mm, comprenant des bossages de 0,2 mm × 0,5 mm. Généralement, le moulage par injection traditionnel entraîne des défauts tels qu'un manque de matériaux et marques de retrait .
- La porte en forme d'éventail, traditionnellement utilisée, provoque une dégradation thermique par cisaillement par fusion, ce qui entraîne un taux de piégeage des gaz dans la cavité pouvant atteindre 45 %, une proportion élevée de produits défectueux et l'incapacité de répondre aux exigences de qualité médicale.
- Le client travaillait auparavant avec de grandes entreprises de moulage par injection, mais leur équipement général, combiné au manque de précision des opérateurs, entraînait un rendement de production en série de seulement 78 %, un coût unitaire de 0,022 $ et une incapacité à garantir les délais de livraison.
Solution
JS Precision a créé une solution très détaillée au problème en combinant le moulage par micro-injection et l'optimisation de la conception des moules de moulage par injection pour surmonter les goulots d'étranglement de la production de masse :
L'optimisation des caractéristiques du moule de moulage par injection comprenait l'utilisation d'une porte en forme d'éventail à couche mince de 0,06 mm (largeur 2,5 fois l'épaisseur de la paroi de la pièce), en même temps les micro-canaux de ventilation avaient une profondeur de 0,005 mm et un espacement de 1,5 mm, la précision du moule a été augmentée par un polissage aux normes de niveau SPI A-2, ce qui a conduit à une dégradation réduite du matériau et à moins d'air emprisonné.
Pour le prototypage par moulage par injection, 100 échantillons ont été injectés à l'aide d'inserts imprimés en 3D (températures supérieures à 150 °C de résine photosensible), la pression d'injection requise pour le matériau d'origine (250 MPa) a été réduite en obtenant le résultat maximum à une pression d'injection de 195 MPa, ce qui a également permis d'éviter l'usure du moule et la dégradation du matériau.
Pour atteindre le stade du moulage par injection à très haut volume, un système de retour d'information sur le moulage en boucle fermée et d'inspection visuelle en ligne a été mis en place pour contrôler les fluctuations de température du moule dans une plage de ±0,5 ℃ , combinant la découpe automatique des portes dans le moule et l'amélioration de l'efficacité apportée par le moulage par injection en Chine a contribué à réduire les coûts, tout en augmentant la productivité.
Résultats finaux
Après la mise en œuvre, le projet a atteint une avancée qualitative majeure, atteignant les principaux résultats suivants :
- Le nombre de défauts de gaz piégés a diminué de 0,8 %, nous avons éliminé les problèmes de dégradation des matériaux, le produit a été qualifié selon les normes de l'industrie médicale et les exigences de biocompatibilité.
- Le rendement a connu une forte croissance, passant de 78 % à 96 %, la production quotidienne a dépassé 120 000 unités, de nombreux efforts ont été déployés pour satisfaire aux exigences du moulage par injection à grand volume et les délais de livraison ont également été raccourcis de 30 %.
- La durée de vie du moule était de 1,8 million de cycles, le prix unitaire (amortissement compris) est tombé à 0 $. 0078, et le client a réalisé une économie de près d'un million de dollars américains par an.
- La variation dimensionnelle du produit était de 0,003 mm et la valeur du Cpk était de 1,52, ce qui dépasse largement les exigences du client de 1,33. Un partenariat à long terme a donc été établi.
Envie de reproduire ce succès ? Soumettez vos exigences en matière de pièces et vos dessins , et nous personnaliserons pour vous une solution de moulage par micro-injection afin de vous aider à surmonter les goulots d'étranglement de la production de masse.
Pourquoi les grandes entreprises de moulage par injection ne sont-elles pas adaptées à la production en série de micro-pièces ?
En raison de l’inadéquation entre leurs équipements et la demande, les grandes entreprises de moulage par injection ne constituent pas la meilleure option pour produire en masse des micropièces. Les équipements à usage général avec moins de précision et une surveillance détaillée entraînent une faible production, des coûts élevés et une incapacité à répondre à la micro-production pour ces entreprises.
Inadéquation des capacités des équipements et de la surveillance des processus
Les grandes entreprises de moulage par injection excellent dans la production de grandes pièces dans un environnement de production de masse, mais leurs équipements et systèmes de surveillance ne sont pas adaptés aux exigences de la production de micropièces. Les principaux points de différences sont :
- Équipement : Les machines de moulage par injection des grandes entreprises ont des diamètres de vis de 16 mm et les volumes d'injection commencent à partir de 0,5 gramme, elles ne sont donc pas capables d'une précision de micro-injection de 0,005 gramme, ce qui entraîne très probablement des anomalies de remplissage et des produits mis au rebut.
- Surveillance : Les grandes entreprises de moulage par injection ne disposent pas d'une surveillance de la pression d'une seule cavité. Il n'est donc pas possible de détecter les déséquilibres de remplissage de plusieurs cavités. Une très grande régularité de remplissage est requise dans la production en série de micropièces et toute variation de remplissage peut entraîner des pertes de rendement.
Cas concret et avantages de JS Precision
Un client de micro-capteurs travaillait auparavant avec de grandes entreprises de moulage par injection. Les machines n'étaient pas assez affûtées et la technologie de micromoulage n'existait pas : le rendement atteignait 78 %, le coût unitaire était de 0,025 $ et les délais d'expédition étaient toujours incertains.
Après être passé à JS Precision, le rendement a bondi à 96 %. Le coût par pièce est tombé à 0,0078 $. Nous disposons d'ingénieurs de garde 24h/24 et 7j/7 et d'un support personnalisé complet qui répond parfaitement aux besoins de la production de masse.
Ils ne disposent pas des outils ou du savoir-faire adéquats, donc les résultats ont été médiocres. Grâce aux machines, à la conception et à la surveillance de JS Precision, les rendements ont augmenté et les coûts ont diminué. La livraison reste sur la bonne voie maintenant. La configuration fonctionne bien pour les petites pièces fabriquées en vrac.
FAQ
Q1 : Quelle est l’épaisseur de paroi minimale réalisable avec le moulage par micro-injection ?
Pour le moulage par micro-injection, l'épaisseur de paroi stable pour la production de masse est généralement inférieure ou égale à 0,15 mm, avec une épaisseur minimale de 0,1 mm. Cela implique non seulement les facteurs liés au matériau sélectionné, mais également l'optimisation de la conception du moule de moulage par injection ainsi que la pression d'injection pour obtenir un moulage et une qualité stables.
Q2 : Comment l'emplacement de la porte pour les micro-engrenages doit-il être sélectionné dans la conception du moule de moulage par injection ?
Lors de la conception du moule de moulage par injection, il est généralement recommandé de localiser la porte pour les micro-engrenages au niveau du moyeu ou de la face d'extrémité sans engrènement afin de ne pas affecter le profil des dents. Conformément aux spécifications SPI, une grille en forme d'éventail à couche mince est mise en œuvre pour minimiser les dommages thermiques liés au cisaillement du matériau.
Q3 : Combien de pièces peuvent être moulées par injection à l’aide d’un moule imprimé en 3D pour le prototypage par moulage par injection ?
En fonction du matériau, de la pression d'injection et de la résistance à la température des composants du moule, les moules imprimés en 3D pour le prototypage par moulage par injection peuvent généralement produire 50 à 200 pièces , ce qui sera suffisant pour la vérification du prototype.
Q4 : Comment le moulage par injection à grand volume garantit-il une production continue et stable 24 heures sur 24 ?
Le moulage par injection à grand volume adopte un retour de moulage en boucle fermée + un auto-ajustement du processus d'IA pour compenser les changements de température et de viscosité du moule, ainsi qu'une inspection visuelle en ligne qui, ensemble, garantissent une production continue et stable 24 heures sur 24.
Q5 : Pour le moulage par injection à faible coût, est-il toujours préférable d'avoir plus d'empreintes ?
Avoir plus de cavités n'est pas toujours la meilleure option pour un moulage par injection à faible coût. La décision doit être prise en conjonction avec d'autres aspects tels que le coût du moule, la force de serrage et l'équilibre de remplissage. 64-128 cavités représentent le meilleur compromis entre coût et uniformité.
Q6 : Quelle est la raison pour laquelle les grandes entreprises de moulage par injection refusent d’accepter les commandes de micro-pièces ?
Les grandes entreprises de moulage par injection disposent de machines de moulage par injection à usage général qui manquent à la fois de la précision et du contrôle nécessaires pour les micro-pièces, ce qui entraîne des problèmes tels que de faibles rendements de production et un faible retour sur investissement . Ces facteurs ne prennent pas en charge la maintenance et la mise à niveau des micro-moules, elles ont donc des problèmes pour accepter de telles commandes.
Q7 : Quel est votre délai d'exécution le plus rapide pour passer du prototype à la production de masse ?
Nous offrons un délai de prototypage rapide de 3 jours, une livraison d'échantillons d'essai en 15 jours et une production en petits lots en 35 jours, ce qui nous permet de répondre rapidement aux demandes des clients. exigences de production de masse .
Q8 : Dans quelle mesure les prix des moules chez JS Precision sont-ils inférieurs à ceux de l'Europe et de l'Amérique ?
Le prix de traitement des moules à injection de JS Precision en Chine représente environ 60 % de celui en Europe et en Amérique, pour des moules de précision et de durée de vie égales. Cela permet à nos clients de réduire considérablement leurs coûts d’acquisition de moules.
Résumé
Les triples défis du remplissage, de la précision et du coût dans la production de micro-pièces en série peuvent être résolus grâce au moulage par micro-injection, à la conception intelligente de moules et au prototypage, sans plus de conjectures.
JS Precision s'appuie sur les besoins des clients en proposant des services personnalisés de bout en bout utilisant une technologie éprouvée et des projets réels pour ouvrir la voie à la production. Il semble difficile d’ignorer la façon dont ces facteurs s’articulent dans la pratique.
Ne vous inquiétez plus du faible rendement, du coût élevé et de la mauvaise stabilité. Contactez-nous maintenant pour une évaluation gratuite de la faisabilité et une estimation des coûts. Vérifiez vos limites de conception dans les 3 jours et lancez-vous dans la voie d’une production de masse efficace de micropièces.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

