

Moldagem por microinjeção é o cenário para a produção em massa de micropeças.
Por exemplo, um microconector que requer uma espessura de parede de 0,15 mm, os métodos convencionais ainda falham 67% das vezes porque o material não está devidamente preenchido. Além disso, uma micro engrenagem com módulo 0,3 e 40% de risco de aprisionamento de ar poderia destruir moldes que valem dezenas de milhares de dólares.
Podemos simplesmente reduzir os antigos sistemas de injeção e esperar que funcionem? A produção em massa, neste caso, não se trata de replicar as grandes máquinas em menor escala. Pressurizar o enchimento, garantir a precisão do molde e o controle estável do processo são os principais problemas que as plantas tradicionais não conseguem resolver.
Referência rápida
| Questões Centrais | Soluções Técnicas | Dados principais | Valor Comercial |
| Preenchimento insuficiente | Microparafuso (8-14mm) + Controle Variável de Temperatura do Molde | Precisão de injeção 0,001g, rendimento 94% | A produção diária ultrapassa 100.000 peças |
| Defeitos de molde | Portão em forma de leque de filme fino + Micro canais de ventilação | Taxa de ar retido 0,3%, vida útil do molde 1,5 milhões de ciclos | Primeira taxa de sucesso de moldagem experimental ≥90% |
| Controle de produção em massa | Feedback de moldagem em circuito fechado + Inspeção visual on-line | Cpk aumenta de 0,92 para 1,41, taxa de defeito 22ppm | Consistência garantida para 1 milhão de peças |
| Alto custo unitário | Molde de 128 cavidades + Corte automático do portão no molde | Custo unitário $ 0,0052 (incluindo depreciação) | Cálculo do modelo de custo gratuito |
Principais conclusões
- A produção em massa de micropeças precisa de micromáquinas especializadas de moldagem por injeção, com volume inferior a 0,005g. Equipamentos industriais comuns não conseguem lidar com essa carga. Um único desalinhamento na cavidade do molde pode arruinar todo o lote.
- A tolerância da cavidade deve permanecer dentro de 0,002 mm, rugosidade da superfície em Ra0,5 m e atingir as especificações de polimento SPI A-2. Isso não é opcional – é obrigatório para uma saída consistente.
- Testar um protótipo antecipadamente economiza dezenas de milhares de materiais perdidos e retrabalho. UM Peça de micro molde impressa em 3D custa cerca de US $ 500 - barato em comparação com os custos de falha.
- JS Precision cobre tudo, desde o design até o dimensionamento baseado em IA. Eles cuidam de toda a jornada, desde a primeira amostra até a execução em escala real, resolvendo problemas reais na fabricação de micropeças.
Por que confiar na moldagem por microinjeção da JS Precision?
A moldagem por microinjeção é mais do que um prazo – é uma base para gerenciar custos e reduzir riscos ao dimensionar a produção de micropeças.
A JS Precision atua nas áreas médica, eletrônica e automotiva há mais de dez anos. Construindo experiência profunda por meio de dados do mundo real.
Nosso controle de processo não é apenas teórico e é respaldado por milhares de resultados de testes de produção real. Provavelmente mais ou menos, a sua fiabilidade decorre do envolvimento a longo prazo com indústrias de alto risco.
A principal demanda para a produção em massa de micropeças é a total controlabilidade do processo e a precisão garantida. A vantagem do controle tecnológico de cadeia completa da JS Precision pode atender com precisão a essa demanda.
Todo o processo de moldagem por injeção, desde o projeto e prototipagem do molde até a moldagem por injeção em grande escala e também de baixo custo, é realizado por engenheiros profissionais.
Nosso Norma ISO 13485:2016 a oficina interna de moldes está equipada com equipamentos de eletroerosão a fio e CNC de ultra precisão , que permitem usinar cavidades com tolerâncias de 0,002 mm e possibilitam a produção em massa de alta precisão para nossos clientes.
Nada mostra a colaboração de forma mais clara do que exemplos do mundo real. Por exemplo, um de nossos clientes médicos, que fabrica um invólucro de minisensor com espessura de parede tão baixa quanto 0,12 mm, costumava terceirizar a produção em massa para grandes empresas de moldagem por injeção.
Como resultado, tinham uma taxa de rendimento baixa de apenas 78% e o seu custo por unidade era de cerca de 0,022 dólares, o que reduzia significativamente a rentabilidade.
Nosso cliente mudou para JS Precision e, por meio de nosso processo personalizado de micromoldagem por injeção e otimização do projeto do molde de moldagem por injeção, o cliente aumentou sua taxa de rendimento para 96%, a produção diária para mais de 120.000 unidades e reduziu o custo unitário para US$ 0,0078.
Eles economizaram quase um milhão de dólares americanos anualmente e alcançaram efetivamente redução de custos e melhoria de eficiência.
Redução de custos, melhoria de eficiência e fornecimento de soluções estáveis de produção em massa são as principais demandas de nossos clientes. A JS Precision está sempre dedicada a essa necessidade e nosso serviço é totalmente transparente e os resultados são mensuráveis.
Todas as soluções técnicas são testadas em protótipos e testadas em dados, não deixando assim espaço para conversas sobre vantagens.
Para saber mais sobre nossos recursos, entre em contato com nossos engenheiros para uma avaliação de viabilidade de moldagem por microinjeção dedicada e desbloqueie uma solução personalizada adaptada às suas necessidades.
Como a moldagem por microinjeção resolve o problema da produção em larga escala de micropeças?
O processo de moldagem por microinjeção produz com eficiência grandes quantidades de pequenos componentes necessários para a fabricação industrial. O principal benefício deste sistema permite a resolução de dois grandes problemas que incluem enchimento incompleto e processos de produção instáveis .
O sistema utiliza microparafusos com seu sistema de temperatura de molde variável para atingir uma medição de peso de 0,001g, o que mantém uma produção consistente através de moldagem por injeção de alto volume operações.
Parâmetros técnicos de microparafuso e controle de temperatura variável do molde
Os parâmetros principais do equipamento do processo de moldagem por injeção de micropeças direcionam todas as operações de acordo com suas necessidades específicas.
O sistema permite o controle preciso da massa de 0,001g a 0,001g por meio da faixa de diâmetro do microparafuso de 8 a 14 mm, o que permite aos operadores gerenciar a quantidade de injeção em incrementos de miligramas para obter resultados de enchimento ideais.
O operador controla o fluxo de tinta através de uma agulha fina que fornece controle de volume exato para preencher o pequeno espaço de escrita com quantidades perfeitas de tinta.
O sistema permite a modificação ativa da temperatura do molde através de sua capacidade de mudanças dinâmicas de temperatura.
O sistema mantém as operações de enchimento através do controle de temperatura, o que permite que a temperatura da resina atinja os níveis exigidos, enquanto o sistema também utiliza métodos de resfriamento rápido para reduzir o tempo operacional durante a fase de resfriamento.
Dados de produção em massa de microconectores e implicações comerciais
O projeto do micro conector apresentou um rendimento de 67% com a moldagem por injeção tradicional através de seu design com espessura de parede de 0,18 mm, que produziu menos de 30.000 unidades por dia .
A implementação da moldagem por microinjeção na JS Precision resultou em um processo de produção que atingiu 94% de rendimento e produziu mais de 100.000 unidades por dia, de acordo com padrões de moldagem por injeção de alto volume.
Fornecemos uma avaliação de viabilidade de micromoldagem por injeção que requer 0,005g como volume mínimo de injeção para produção em massa de diferentes micropeças, ao mesmo tempo que resolve o problema de enchimento incompleto. Clique para consultar detalhes da avaliação.
Como o projeto do molde de moldagem por injeção pode redefinir o controle e a exaustão de micropeças?
Projeto de molde de moldagem por injeção é a chave para a moldagem de microcomponentes, e o projeto inadequado de comportas e escapamentos pode facilmente levar à sucata do molde.
Ele adota um esquema dedicado de porta e micro ranhura de exaustão, que pode resolver defeitos como gás aprisionado , garantindo a produção em massa bem-sucedida de moldagem por micro injeção.
Especificações de projeto para portões em formato de leque de filme fino e canais de microventilação
A porta e a ventilação no projeto do molde de moldagem por injeção têm especificações muito exatas. Estes têm um impacto direto no resultado da moldagem:
Portões em forma de leque de filme fino: 0. 05-0. 10 mm de espessura, largura 2-3 vezes a espessura da parede da peça. Isso ajuda a diminuir a resistência ao derretimento e confere ao material uma vida longa.
Resumindo, é como conectar um cano de água de pequeno diâmetro a um conector de grande diâmetro. A água fluirá muito suavemente e não haverá perigo de danos devido ao fluxo excessivo .
Canais de micro ventilação: 0. 003-0. 0,008 mm de profundidade, 0,5 mm de largura, 2 mm de distância e distribuídos uniformemente nas extremidades fundidas. Isso ajuda muito a reduzir a taxa de ar aprisionado.
Resultados de Verificação e Compromisso Comercial
Ao simplificar o projeto do molde de moldagem por injeção, a taxa de defeitos devido ao aprisionamento de ar enfrentado nas microengrenagens foi drasticamente reduzida de 12% para 0,3% , e também a vida útil do molde foi aumentada para até 1,5 milhão de ciclos. A otimização do projeto da Moldávia é fornecida com um relatório DFM gratuito.
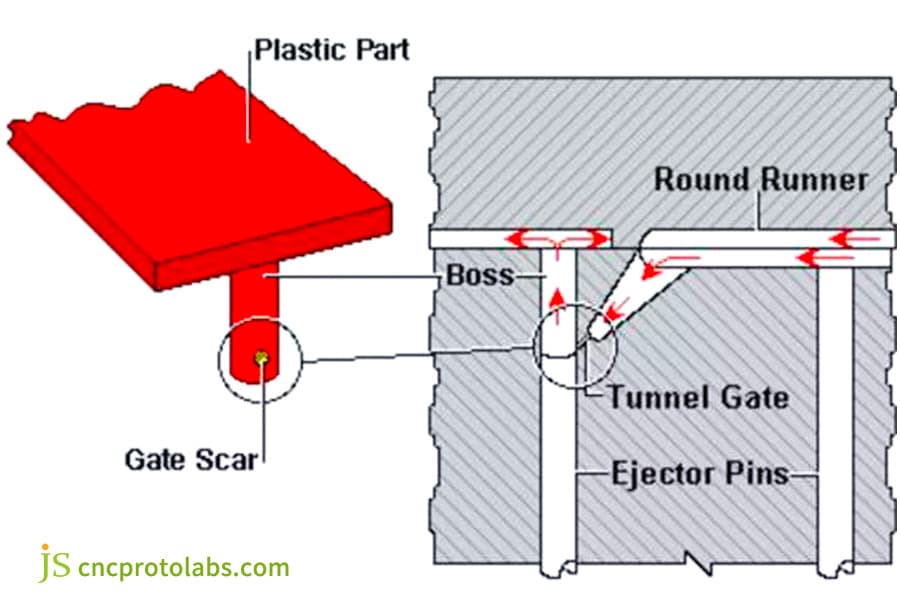
Figura 1: Um diagrama de seção transversal de uma configuração de moldagem por injeção de porta de túnel para micropeças, mostrando o sistema de canal, a comporta e a peça resultante com uma cicatriz de comporta.
Como verificar antecipadamente o limite de enchimento de micropeças por meio de prototipagem de moldagem por injeção?
A prototipagem de moldagem por injeção é uma etapa de produção antes da fabricação em larga escala. Ajuda a verificar antecipadamente as limitações de preenchimento e reduz os riscos da fabricação de moldes .
Isso é feito usando inserções impressas em 3D de baixo custo ou moldes de alumínio de cavidade única para moldagem por injeção para alterar rapidamente o design do molde de moldagem por injeção e os parâmetros do processo, limitando assim os tempos de moldagem experimental.
Caminho técnico para inserções de micro moldes de impressão 3D
Prototipagem de moldagem por injeção com impressão 3D cumpre a precisão e usabilidade de um protótipo:
Os núcleos do molde são impressos em resina fotossensível resistente a altas temperaturas com HDT 150, 50-200 peças de POM, ABS e outros materiais , que são moldados por injeção, permitindo que os clientes realizem a verificação de viabilidade do projeto rapidamente e com baixo custo e se livrem das perdas na fabricação de moldes cegos.
Estudos de caso reais e aprimoramento da janela de processo
Um dos protótipos de nossos clientes, projetado com uma espessura de canal de apenas 0,15 mm, após testes em moldagem por injeção, exigia uma pressão de injeção de 220MPa (o que causaria facilmente a degradação do material).
Ao alterar o rotor através de um redesenho, a pressão foi reduzida para 180MPa, o que comprometeu o efeito de enchimento e o desempenho do material.
Como alcançar a produção em massa de micropeças com zero defeitos por meio de moldagem por injeção de alto volume?
A moldagem por injeção de alto volume, combinada com a tecnologia de micromoldagem por injeção, é capaz de produzir micropeças em massa com zero defeitos, equilibrando com eficiência os dois aspectos de velocidade e qualidade de produção .
Aqui, o controle da capacidade de produção é estabilizado através de tecnologia precisa de monitoramento e controle de temperatura, que ao mesmo tempo satisfaz os moldagem por injeção de baixo custo aspecto, resultando em produção eficiente, de baixo custo e sem defeitos.
Feedback de moldagem em circuito fechado e sistema de inspeção de visão on-line
É um fato que a estabilidade da moldagem por injeção de alto volume requer um sistema de monitoramento preciso. Os principais pontos da discussão são os seguintes:
Um sensor de pressão de cavidade com taxa de amostragem de 1kHz, usando controle de circuito fechado para alternar com precisão entre os nós de retenção de pressão e de enchimento, eliminando assim quaisquer problemas que possam surgir durante o enchimento.
O sistema de visão de 5 megapixels pode identificar variações dimensionais tão pequenas quanto 0,01 mm e rejeitar imediatamente produtos defeituosos em tempo real, que é a melhor forma de garantir a consistência das peças.
Dados de capacidade de processo e ajuste de processo
Nossa implementação do sistema acima resultou no aumento do valor Cpk para micropeças de 0,92 para 1,41 e na redução da taxa de defeitos para 22 ppm, o que nos coloca entre as empresas líderes do setor.
Empregamos uma máquina de moldagem por injeção totalmente elétrica + autoajuste do processo de IA para compensar em tempo real as flutuações de temperatura e viscosidade do molde, que é a chave para obter consistência de 1 milhão de peças consecutivas e atender aos requisitos de moldagem por injeção de alto volume.
Comparação de custo e eficiência de micromoldes com diferentes números de cavidades
| Número de cavidades | Custo unitário (incluindo depreciação, USD) | Produção Diária (peças) | Vida útil do molde (10.000 ciclos) | Tipos de peças aplicáveis | Ciclo de Moldagem (segundos) |
| 32 cavidades | US$ 0,012 | 50.000 | 120 | Micropeças Complexas | 8 |
| 64 cavidades | US$ 0,009 | 80.000 | 130 | Microconectores Convencionais | 7 |
| 128 cavidades | US$ 0,0052 | 150.000 | 150 | Microengrenagens Simples | 5 |
| 256 cavidades | US$ 0,0045 | 280.000 | 100 | Microcontatos ultrapequenos | 4 |

Figura 2: Uma pinça segura delicadamente uma pequena peça cilíndrica escura com outros componentes micromoldados de vários formatos e cores dispostos ao seu redor sobre uma superfície branca.
Como a moldagem por injeção de baixo custo pode reduzir o custo individual dos microcomponentes?
A moldagem por injeção barata pode reduzir significativamente o custo unitário das micropeças sem reduzir a qualidade. Também pode ser muito bem compatível com os requisitos de produção em lote .
Ao integrar moldes multicavidades e tecnologias de automação com as capacidades de processamento de molde de injeção china , é possível alcançar novos níveis de rentabilidade e produtividade.
Molde de 128 cavidades e tecnologia de corte automático de portão no molde
O objetivo da moldagem por injeção de baixo custo é aumentar a produtividade e reduzir o custo de mão de obra. Resumidamente, a seguir estão os principais aspectos técnicos:
- Uma distribuição de câmara quente totalmente simétrica de 128 cavidades pode preencher as peças uniformemente. O tamanho da porta restante é de apenas 0,05 mm, o que torna desnecessária a operação adicional, levando à redução dos custos de mão de obra.
- O sistema de corte automático no molde pode completar o corte durante o processo de moldagem por injeção, encurtar o ciclo de moldagem em 2 segundos e melhorar ainda mais a eficiência da produção.
Comparação de custos e serviço de cálculo gratuito
A despesa de produção de uma peça moldada é em grande parte ditada pelo número de cavidades: 64 cavidades $ 0,009, 128 cavidades $ 0,0052, 256 cavidades $ 0,0045. Tem que haver uma compensação entre o preço do molde, a força usada para fixar e o equilíbrio do enchimento.
Tabela de comparação de parâmetros do processo de moldagem por injeção para micropeças
| Tipo de peça | Espessura da Parede (mm) | Pressão de injeção (MPa) | Temperatura do Molde (°C) | Colheita (%) | Processo Aplicável |
| Microconector | 0,15-0,20 | 180-220 | 80-100 | 94 | Moldagem por microinjeção |
| Micro Engrenagem (Módulo 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Moldagem por microinjeção |
| Carcaça de sensor médico | 0,10-0,15 | 195-250 | 100-120 | 96 | Moldagem por injeção de alto volume |
| Microcontato | 0,08-0,12 | 220-260 | 110-130 | 93 | Moldagem por injeção de baixo custo |
Por que a capacidade de processamento dos moldes de injeção na China é um gargalo importante para a produção em massa em microescala?
A capacidade de processamento do molde de injeção na China é o principal gargalo da microprodução em massa, que determina diretamente a vida útil do molde e o rendimento do produto.
O processo de usinagem superior produz dimensões exatas de cavidade juntamente com valores de rugosidade superficial que atendem Normas ISO 286-2:2010 .
A utilização de moldes de baixa qualidade resulta em problemas de montagem que geram grandes prejuízos financeiros. O processo de substituição do molde permite uma extensão da vida útil do molde de 300.000 ciclos para 2 milhões de ciclos, o que serve como base para a execução bem-sucedida do projeto do molde de moldagem por injeção.
Equipamentos de usinagem e requisitos de precisão para micromoldes
O processo de usinagem de alta precisão de micromoldes necessita de equipamentos especiais e condições ambientais completas.
A combinação de precisão de usinagem EDM com fio lento que atinge ±0,001 mm e 40.000 rpm CNC de ultra precisão que tem precisão de posicionamento de ± 0,002 mm, oferece um método preciso para usinar microcavidades complexas.
O processo assemelha-se a esculpir desenhos complexos em superfícies do tamanho de uma unha, usando ferramentas de gravação avançadas que alcançam uma precisão de corte perfeita.
A oficina de temperatura constante mantém 20±0,5°C, o que protege contra mudanças de temperatura que criam erros de processamento essenciais para manter a precisão da usinagem de moldes de injeção.
Estudo de caso de falha de molde de baixo custo e posicionamento comercial
Um cliente escolheu um molde de injeção chinês de baixo custo para produção em massa de conectores em miniatura. O molde exigiu 200.000 utilizações antes de chegar ao ponto de ficar inutilizável porque a tolerância da cavidade excedia 0,008 mm, o que resultou em perdas financeiras diretas que ultrapassaram dezenas de milhares de dólares americanos.
A substituição do molde pelo molde de injeção de porcelana da JS Precision resultou em um controle de tolerância de cavidade entre ± 0,002 mm, alcançando 2 milhões de ciclos de vida útil do molde e mantendo continuamente uma taxa de rendimento superior a 95%.
Nossos moldes atendem aos padrões ISO 13485 e o preço é de apenas 60% dos moldes europeus e americanos comparáveis, alcançando alta relação custo-benefício em moldagem por injeção.
Quer confirmar se a precisão de usinagem de nossos moldes de injeção na China atende às suas necessidades? Entre em contato com nossos engenheiros para obter um relatório de teste de precisão de usinagem e obter uma compreensão clara de nossas vantagens.

Figura 3: Um close de uma placa de cavidade de molde de injeção de precisão, mostrando diversas cavidades usinadas, sistemas de canais, portas e pinos ejetores, com marcações de fabricação visíveis.
Estudo de caso de precisão JS: micro molde de injeção e avanço no processo para micro sensor médico
A produção em massa de invólucros em miniatura para sensores médicos pode ser muito difícil e tais produtos devem atender a padrões muito elevados.
O estudo de caso abaixo mostra como a JS Precision conseguiu contornar alguns dos gargalos de produção enfrentados na produção em massa de sensores médicos usando uma combinação de micromoldagem por injeção, design de molde de moldagem por injeção e prototipagem de moldagem por injeção.
Dificuldades encontradas
As principais dificuldades com este componente médico tão preciso são:
- O componente tem espessura de parede de 0,12 mm, incluindo saliências de 0,2 mm × 0,5 mm. Geralmente, a moldagem por injeção tradicional resulta em defeitos como falta de material e marcas de encolhimento .
- A porta em forma de leque, que é tradicionalmente usada, causa degradação térmica por cisalhamento e fusão, o que resulta em uma taxa de aprisionamento de gás na cavidade de até 45%, na alta proporção de produtos defeituosos e na incapacidade de atender aos requisitos de qualidade médica.
- O cliente trabalhou anteriormente com grandes empresas de moldagem por injeção, mas seu equipamento de uso geral combinado com a falta de precisão dos operadores resultou em um rendimento de produção em massa de apenas 78%, custo unitário de US$ 0,022 e incapacidade de garantir o prazo de entrega.
Solução
A JS Precision criou uma solução muito detalhada para o problema, combinando micromoldagem por injeção e otimização do projeto do molde de moldagem por injeção para superar gargalos na produção em massa:
A otimização dos recursos do molde de moldagem por injeção incluiu o uso de portão em forma de leque de filme fino de 0,06 mm (largura 2,5 vezes a espessura da parede da peça), ao mesmo tempo em que os canais de microventilação tinham 0,005 mm de profundidade e espaçamento de 1,5 mm, a precisão do molde foi aumentada pelo polimento nos padrões de nível SPI A-2, o que levou à redução da degradação do material e menos ar preso.
Para a prototipagem de moldagem por injeção, 100 amostras foram injetadas usando insertos impressos em 3D (temperaturas acima de 150 resina fotossensível), a pressão de injeção necessária para o material original (250MPa) foi reduzida obtendo o resultado máximo na pressão de injeção de 195MPa, o que também ajudou a evitar o desgaste do molde e a degradação do material.
Para atingir o estágio de moldagem por injeção de volume muito alto, um feedback de moldagem de circuito fechado e um sistema de inspeção visual on-line foram estabelecidos para controlar as flutuações de temperatura do molde dentro de ± 0,5 ℃ , combinando o corte automático da porta no molde e a melhoria de eficiência trazida pelo molde de injeção da China, ajudando a reduzir custos e ao mesmo tempo aumentando a produtividade.
Resultados Finais
Após a implementação, o projeto alcançou um grande avanço qualitativo, alcançando os seguintes resultados principais:
- O número de defeitos de gases aprisionados foi reduzido em 0,8%, eliminamos os problemas de degradação do material, o produto foi qualificado de acordo com os padrões da indústria médica e requisitos de biocompatibilidade.
- O rendimento estava passando por um grande surto de crescimento de 78% para 96%, a produção diária superou 120.000 unidades, muito esforço foi feito para satisfazer os requisitos de moldagem por injeção de alto volume, o tempo de entrega também foi reduzido em 30%.
- A vida útil do molde foi de 1,8 milhão de ciclos, o preço unitário (incluindo depreciação) caiu para US$ 0. 0078, e o cliente obteve uma economia de custos de quase um milhão de dólares americanos por ano.
- A variação dimensional do produto foi de 0,003mm, e o valor do Cpk foi de 1,52, o que supera por grande margem a exigência do cliente de 1,33, dessa forma foi estabelecida uma parceria de longo prazo.
Quer replicar esse sucesso? Envie seus requisitos de peças e desenhos , e personalizaremos uma solução de micromoldagem por injeção para ajudá-lo a superar gargalos na produção em massa.
Por que as grandes empresas de moldagem por injeção não são adequadas para a produção em massa de micropeças?
Devido à incompatibilidade entre seus equipamentos e a demanda, as grandes empresas de moldagem por injeção não são a melhor opção para a produção em massa de micropeças. Equipamentos de uso geral com menos precisão e monitoramento detalhado resultam em baixa produção, alto custo e incapacidade de responder à microprodução para essas empresas.
Incompatibilidade entre capacidades de equipamentos e monitoramento de processos
As grandes empresas de moldagem por injeção destacam-se na produção de peças grandes em um ambiente de produção em massa, mas seus equipamentos e sistemas de monitoramento não são adequados para os requisitos da produção de micropeças. Os principais pontos de diferenças são:
- Equipamentos: As injetoras de grandes empresas possuem diâmetros de rosca de 16 mm e os volumes de injeção partem de 0,5 gramas, portanto não são capazes de microinjeção com precisão de 0,005 gramas, levando a prováveis anormalidades de enchimento e produtos descartados.
- Monitoramento: Grandes empresas de moldagem por injeção não possuem monitoramento da pressão de cavidade única, portanto, não é viável detectar desequilíbrios no preenchimento de múltiplas cavidades. É necessária uma consistência de enchimento muito alta na produção em massa de micropeças e qualquer variação de enchimento pode levar a perdas de rendimento.
Caso do mundo real e as vantagens do JS Precision
Um cliente de microssensores costumava trabalhar com grandes empresas de moldagem por injeção. As máquinas não eram afiadas o suficiente e a tecnologia para micromoldagem não existia - o rendimento atingiu 78%, o custo unitário foi de US$ 0,025 e os prazos de entrega sempre foram duvidosos.
Depois de mudar para JS Precision, o rendimento saltou para 96%. O custo por peça caiu para US$ 0,0078. Temos engenheiros de plantão 24 horas por dia, 7 dias por semana e suporte personalizado completo que atende perfeitamente às necessidades de produção em massa.
Eles não têm as ferramentas ou o conhecimento adequados, por isso os resultados foram ruins. Com as máquinas, o design e o monitoramento da JS Precision, os rendimentos aumentaram e os custos diminuíram. A entrega continua no caminho certo agora. A configuração funciona bem para peças pequenas feitas em massa.
Perguntas frequentes
Q1: Qual é a espessura mínima de parede alcançável com moldagem por microinjeção?
Para moldagem por microinjeção, a espessura estável da parede de produção em massa é geralmente menor ou igual a 0,15 mm, com uma espessura mínima de 0,1 mm. Isto envolve não apenas os fatores do material selecionado, mas também a otimização do projeto do molde de moldagem por injeção juntamente com a pressão de injeção para alcançar moldagem e qualidade estáveis.
Q2: Como a localização da porta para microengrenagens deve ser selecionada no projeto do molde de moldagem por injeção?
Durante o projeto do molde de moldagem por injeção, geralmente é recomendado localizar a porta para microengrenagens no cubo ou na face final não engrenada para não afetar o perfil do dente. De acordo com as especificações SPI, uma comporta de filme fino em forma de leque é implementada para minimizar os danos térmicos por cisalhamento do material.
Q3: Quantas peças podem ser moldadas por injeção usando um molde impresso em 3D para prototipagem de moldagem por injeção?
Dependendo do material, da pressão de injeção e da resistência à temperatura dos componentes do molde, os moldes impressos em 3D para prototipagem de moldagem por injeção podem normalmente produzir de 50 a 200 peças , o que será suficiente para a verificação do protótipo.
Q4: Como a moldagem por injeção de alto volume garante uma produção contínua estável de 24 horas?
A moldagem por injeção de alto volume adota feedback de moldagem em circuito fechado + autoajuste do processo de IA para compensar mudanças na temperatura e viscosidade do molde, juntamente com inspeção visual on-line que, juntos, garantem uma produção contínua estável de 24 horas.
Q5: Para moldagem por injeção de baixo custo, é sempre melhor ter mais cavidades?
Ter mais cavidades nem sempre é a melhor opção para moldagem por injeção de baixo custo. A decisão deve ser tomada em conjunto com outros aspectos como custo do molde, força de fixação e equilíbrio de enchimento. As cavidades 64-128 representam o melhor ponto de compromisso entre custo e uniformidade.
Q6: Qual é a razão pela qual as grandes empresas de moldagem por injeção se recusam a aceitar pedidos de micropeças?
Grandes empresas de moldagem por injeção possuem máquinas de moldagem por injeção de uso geral que carecem da precisão e do controle necessários para micropeças, o que leva a problemas como baixos rendimentos de produção e baixo retorno sobre o investimento - esses fatores não suportam a manutenção e atualização dos micromoldes, por isso elas têm problemas em aceitar tais pedidos.
P7: Qual é o tempo de resposta mais rápido para passar do protótipo à produção em massa?
Oferecemos um prazo de prototipagem rápida de 3 dias, entrega de amostra experimental em 15 dias e produção de pequenos lotes em 35 dias, tornando-nos capazes de dar uma resposta rápida às solicitações do cliente. requisitos de produção em massa .
Q8: Quanto mais baixos são os preços dos moldes na JS Precision em comparação com a Europa e a América?
O preço de processamento de moldes de injeção da JS Precision na China é cerca de 60% daquele na Europa e na América, para moldes de igual precisão e vida útil. Isso permite que nossos clientes reduzam drasticamente os custos de aquisição de moldes.
Resumo
Os desafios triplos de enchimento, precisão e custo na produção em massa de micropeças podem ser resolvidos com micromoldagem por injeção, design de molde inteligente e prototipagem, sem mais suposições.
A JS Precision baseia-se nas necessidades do cliente, oferecendo serviços personalizados de ponta a ponta usando tecnologia comprovada e projetos reais para abrir caminho para a produção. Parece difícil ignorar como estes factores se conjugam na prática.
Não se preocupe mais com baixo rendimento, alto custo e baixa estabilidade. Contate-nos agora para avaliação gratuita de viabilidade e estimativa de custos. Verifique os limites do seu projeto em 3 dias e embarque na jornada da produção em massa eficiente de micropeças.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

