

Microstampaggio ad iniezione è lo strumento per la produzione di massa di microparti.
Ad esempio, un micro connettore che richiede uno spessore di parete di 0,15 mm, i metodi convenzionali falliscono ancora nel 67% dei casi perché il materiale non è riempito adeguatamente. Inoltre, un micro ingranaggio da 0,3 moduli con il 40% di rischio di intrappolamento d'aria potrebbe distruggere stampi che valgono decine di migliaia di dollari.
Possiamo semplicemente ridurre i vecchi sistemi di iniezione e aspettarci che funzionino? La produzione di massa in questo caso non significa replicare le grandi macchine su scala più piccola. Pressurizzare il riempimento, garantire la precisione dello stampo e un controllo stabile del processo sono i principali problemi che gli impianti tradizionali non sono in grado di gestire.
Riferimento rapido
| Problemi fondamentali | Soluzioni tecniche | Dati chiave | Valore commerciale |
| Riempimento insufficiente | Microvite (8-14 mm) + controllo variabile della temperatura dello stampo | Precisione di iniezione 0,001 g, resa 94% | La produzione giornaliera supera i 100.000 pezzi |
| Difetti di muffa | Cancello a ventaglio a film sottile + Micro canali di ventilazione | Tasso di aria intrappolata 0,3%, durata dello stampo 1,5 milioni di cicli | Tasso di successo dello stampaggio della prima prova ≥90% |
| Controllo della produzione di massa | Feedback sullo stampaggio a circuito chiuso + Ispezione visiva online | Il Cpk aumenta da 0,92 a 1,41, il tasso di difetti è di 22 ppm | Consistenza garantita per 1 milione di pezzi |
| Costo unitario elevato | Stampo a 128 cavità + Taglio automatico del cancello nello stampo | Costo unitario $ 0,0052 (incluso l'ammortamento) | Calcolo del modello di costo gratuito |
Punti chiave
- La produzione di massa di microparti richiede macchine per microstampaggio a iniezione specializzate, volume inferiore a 0,005 g. I normali attrezzi industriali non sono in grado di gestire quel carico. Un singolo disallineamento nella cavità dello stampo può rovinare l’intero lotto.
- La tolleranza della cavità deve rimanere entro 0,002 mm, la ruvidità superficiale di Ra 0,5 m e soddisfare le specifiche di lucidatura SPI A-2. Non è facoltativo: è obbligatorio per un output coerente.
- Il test anticipato di un prototipo consente di risparmiare decine di migliaia di materiali persi e rilavorazioni. UN Parte microstampo stampata in 3D costa circa $ 500: economico rispetto ai costi di fallimento.
- JS Precision copre tutto, dalla progettazione al ridimensionamento basato sull'intelligenza artificiale. Gestiscono l'intero percorso, dal primo campione alla produzione su vasta scala, risolvendo problemi reali nella produzione di microparti.
Perché affidarsi al micro stampaggio a iniezione di JS Precision?
Il microstampaggio a iniezione è più di una scadenza: è una base per gestire i costi e ridurre i rischi quando si ridimensiona la produzione di microparti.
JS Precision opera da oltre dieci anni nei settori medico, elettronico e automobilistico . Costruire un'esperienza approfondita attraverso dati del mondo reale.
Il nostro controllo dei processi non è solo teorico ed è supportato da migliaia di risultati di test provenienti da cicli di produzione effettivi. Probabilmente, più o meno, la loro affidabilità deriva dall’impegno a lungo termine con settori ad alto rischio.
La richiesta principale per la produzione di massa di microparti è la completa controllabilità del processo e la precisione garantita. Il vantaggio del controllo tecnologico dell'intera catena di JS Precision può soddisfare con precisione questa richiesta.
L'intero processo di stampaggio a iniezione, a partire dalla progettazione e prototipazione degli stampi fino allo stampaggio a iniezione su larga scala e anche a basso costo, viene eseguito da ingegneri professionisti.
Nostro Norma ISO 13485:2016 L'officina interna per gli stampi è dotata di elettroerosione a filo e apparecchiature CNC ad alta precisione , che consentono la lavorazione di cavità con tolleranze di 0,002 mm e rendono possibile per i nostri clienti una produzione in serie di alta precisione.
Niente mostra la collaborazione più chiaramente degli esempi del mondo reale. Ad esempio, uno dei nostri clienti del settore medico, che produce un alloggiamento per mini sensori con uno spessore di parete di soli 0,12 mm, era solito esternalizzare la produzione di massa a grandi aziende di stampaggio a iniezione.
Di conseguenza, avevano un tasso di rendimento basso di appena il 78% e il loro costo per unità era di circa $ 0,022, il che riduceva significativamente la redditività.
Il nostro cliente è passato a JS Precision e, attraverso il nostro processo di micro stampaggio a iniezione su misura e l'ottimizzazione della progettazione degli stampi per stampaggio a iniezione, ha aumentato il tasso di rendimento al 96%, la produzione giornaliera a oltre 120.000 unità e ha ridotto il costo unitario a $ 0,0078.
Hanno risparmiato quasi un milione di dollari all'anno e hanno effettivamente ottenuto una riduzione dei costi e un miglioramento dell'efficienza.
La riduzione dei costi, il miglioramento dell'efficienza e la fornitura di soluzioni stabili per la produzione di massa sono le principali richieste dei nostri clienti. JS Precision è sempre dedicata a questa esigenza e il nostro servizio è completamente trasparente e i risultati sono misurabili.
Tutte le soluzioni tecniche sono verificate su prototipi e testate sui dati, quindi non c'è spazio per parlare di vantaggi.
Per saperne di più sulle nostre capacità, contatta i nostri ingegneri per una valutazione dedicata della fattibilità del micro stampaggio a iniezione e sblocca una soluzione personalizzata su misura per le tue esigenze.
In che modo il micro stampaggio a iniezione risolve il problema della produzione su larga scala di microparti?
Il processo di microstampaggio a iniezione produce in modo efficiente grandi quantità di minuscoli componenti necessari per la produzione industriale. Il vantaggio principale di questo sistema consente la risoluzione di due problemi principali che includono il riempimento incompleto e processi di produzione instabili .
Il sistema utilizza micro viti con il suo sistema di temperatura dello stampo variabile per ottenere una misurazione del peso di 0,001 g che mantiene una produzione costante attraverso stampaggio ad iniezione ad alto volume operazioni.
Parametri tecnici del controllo della temperatura della microvite e dello stampo variabile
I parametri principali dell'attrezzatura del processo di stampaggio a iniezione di microparti dirigono tutte le operazioni in base alle loro esigenze specifiche.
Il sistema consente un controllo preciso della massa da 0,001 ga 0,001 g attraverso l'intervallo di diametri della microvite compreso tra 8 e 14 mm che consente agli operatori di gestire la quantità di iniezione con incrementi di milligrammi per risultati di riempimento ottimali.
L'operatore controlla il flusso dell'inchiostro attraverso un ago sottile che fornisce un controllo esatto del volume per riempire il piccolo spazio di scrittura con quantità perfette di inchiostro.
Il sistema consente la modifica attiva della temperatura dello stampo grazie alla sua capacità di variazioni dinamiche della temperatura.
Il sistema mantiene le operazioni di riempimento attraverso il controllo della temperatura che consente alla temperatura della resina di raggiungere i livelli richiesti, mentre il sistema utilizza anche metodi di raffreddamento rapido per ridurre i tempi operativi durante la fase di raffreddamento.
Dati sulla produzione di massa del micro connettore e implicazioni commerciali
Il progetto del micro connettore ha mostrato una resa del 67% con lo stampaggio a iniezione tradizionale grazie al design con spessore della parete di 0,18 mm che ha prodotto meno di 30.000 unità al giorno .
L'implementazione del micro stampaggio a iniezione presso JS Precision ha dato come risultato un processo di produzione che ha raggiunto una resa del 94% e ha prodotto oltre 100.000 unità al giorno secondo gli standard di stampaggio a iniezione ad alto volume.
Forniamo una valutazione di fattibilità del microstampaggio a iniezione che richiede 0,005 g come volume di iniezione minimo per la produzione di massa di diverse microparti mentre risolve il problema del riempimento incompleto. Fare clic per richiedere informazioni sui dettagli della valutazione.
In che modo la progettazione degli stampi per stampaggio a iniezione può ridefinire il collegamento e lo scarico delle microparti?
Progettazione stampi per stampaggio ad iniezione è la chiave per lo stampaggio di microcomponenti e una progettazione inadeguata di porte e scarichi può facilmente portare alla rottura dello stampo.
Adotta uno schema dedicato di gate e micro scanalatura di scarico, che può risolvere difetti come il gas intrappolato , garantendo il successo della produzione in serie del micro stampaggio a iniezione.
Specifiche di progettazione per cancelli a ventaglio a film sottile e canali di microsfiato
Il cancello e lo sfiato nella progettazione dello stampo per stampaggio a iniezione hanno specifiche molto precise. Questi hanno un impatto diretto sul risultato dello stampaggio:
Cancelli a ventaglio a film sottile: 0,05-0,00. Spessore 10 mm, larghezza 2-3 volte lo spessore della parete della parte. Ciò aiuta a ridurre la resistenza alla fusione e conferisce al materiale una lunga durata.
In breve, è come collegare un tubo dell'acqua di piccolo diametro con un raccordo di grande diametro. L'acqua scorrerà in modo molto fluido e non ci sarà pericolo di danni dovuti al flusso eccessivo .
Canali di micro ventilazione: 0,003-0,00 008 mm di profondità, 0,5 mm di larghezza, 2 mm di distanza e distribuiti uniformemente alle estremità fuse. Ciò aiuta notevolmente a ridurre la velocità dell'aria intrappolata.
Risultati della verifica e impegno commerciale
Razionalizzando la progettazione dello stampo per stampaggio a iniezione, il tasso di difetti dovuti all'intrappolamento d'aria nei microingranaggi è stato drasticamente ridotto dal 12% allo 0,3% e anche la durata dello stampo è stata aumentata fino a 1,5 milioni di cicli. L'ottimizzazione del design Moldova viene fornita con un report DFM gratuito.
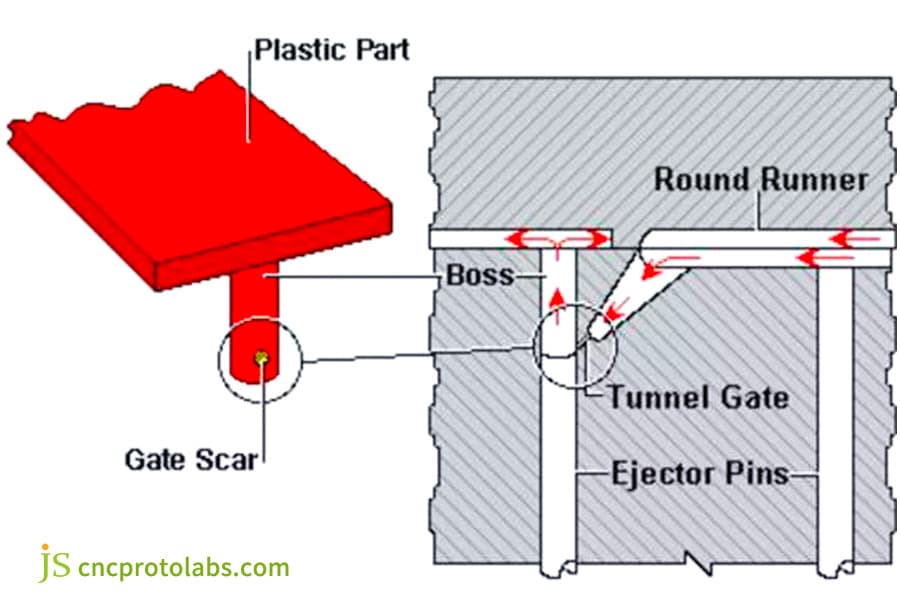
Figura 1: Un diagramma in sezione trasversale di una configurazione di stampaggio a iniezione con accesso a tunnel per microparti, che mostra il sistema di canali, l'accesso e la parte risultante con un'impronta dell'accesso.
Come verificare in anticipo il limite di riempimento delle microparti attraverso la prototipazione con stampaggio a iniezione?
La prototipazione mediante stampaggio a iniezione è una fase di produzione che precede la produzione su larga scala. Aiuta a verificare tempestivamente i limiti di riempimento e riduce i rischi legati alla realizzazione di stampi .
Viene effettuato utilizzando inserti stampati in 3D a basso costo o stampi in alluminio a cavità singola per lo stampaggio a iniezione per modificare rapidamente il design dello stampo a iniezione e i parametri di processo, limitando così i tempi di stampaggio di prova.
Percorso tecnico per la stampa 3D di inserti per microstampi
Prototipazione per stampaggio ad iniezione con la stampa 3D rispetta la precisione e l'usabilità di un prototipo:
I nuclei dello stampo sono stampati in resina fotosensibile resistente alle alte temperature con un HDT 150, 50-200 pezzi di POM, ABS e altri materiali , che sono stampati a iniezione, consentendo ai clienti di eseguire la verifica della fattibilità del progetto in modo rapido e a basso costo ed eliminare le perdite dovute alla realizzazione di stampi ciechi.
Casi di studio reali e miglioramento della finestra di processo
Uno dei prototipi del nostro cliente, progettato con uno spessore del canale di soli 0,15 mm dopo il test nello stampaggio a iniezione, richiedeva una pressione di iniezione di 220 MPa (che causerebbe molto facilmente il degrado del materiale).
Modificando il corridore attraverso una riprogettazione, la pressione è stata ridotta a 180 MPa, che rappresentava il compromesso tra effetto di riempimento e prestazioni del materiale.
Come ottenere una produzione di massa di microparti senza difetti tramite lo stampaggio a iniezione di volumi elevati?
Lo stampaggio a iniezione di volumi elevati, abbinato alla tecnologia del microstampaggio a iniezione, è in grado di produrre in serie senza difetti microparti, bilanciando in modo efficiente i due aspetti della velocità e della qualità della produzione .
Qui, il controllo della capacità produttiva è stabilizzato attraverso una precisa tecnologia di monitoraggio e controllo della temperatura, che allo stesso tempo soddisfa le stampaggio ad iniezione a basso costo aspetto, con conseguente produzione efficiente, a basso costo e senza difetti.
Feedback sullo stampaggio a circuito chiuso e sistema di ispezione visiva online
È un dato di fatto che la stabilità dello stampaggio a iniezione di grandi volumi richiede un sistema di monitoraggio accurato. I punti principali della discussione sono i seguenti:
Un sensore di pressione della cavità con una frequenza di campionamento di 1kHz, che utilizza il controllo ad anello chiuso per passare con precisione tra i nodi di mantenimento della pressione e quelli di riempimento, eliminando così eventuali problemi che potrebbero verificarsi durante il riempimento.
Il sistema di visione da 5 megapixel è in grado di identificare variazioni dimensionali fino a 0,01 mm e di scartare immediatamente i prodotti difettosi in tempo reale, il che è il modo migliore per garantire la coerenza delle parti.
Dati sulla capacità del processo e adeguamento del processo
La nostra implementazione del sistema di cui sopra ha comportato un aumento del valore Cpk per le microparti da 0,92 a 1,41 e una riduzione del tasso di difetti a 22 ppm, il che ci colloca tra le aziende leader del settore.
Utilizziamo una macchina per lo stampaggio a iniezione completamente elettrica + autoregolazione del processo AI per effettuare una compensazione in tempo reale per le fluttuazioni di temperatura e viscosità dello stampo, che è la chiave per ottenere la consistenza di 1 milione di parti consecutive e soddisfare i requisiti di stampaggio a iniezione di volumi elevati.
Confronto tra costi ed efficienza di microstampi con diversi numeri di cavità
| Numero di cavità | Costo unitario (compreso l'ammortamento, USD) | Produzione giornaliera (pezzi) | Durata dello stampo (10.000 cicli) | Tipi di parti applicabili | Ciclo di stampaggio (secondi) |
| 32 cavità | $ 0,012 | 50.000 | 120 | Microparti complesse | 8 |
| 64 cavità | $ 0,009 | 80.000 | 130 | Microconnettori convenzionali | 7 |
| 128 cavità | $ 0,0052 | 150.000 | 150 | Microingranaggi semplici | 5 |
| 256 cavità | $ 0,0045 | 280.000 | 100 | Micro contatti ultra piccoli | 4 |

Figura 2: Un paio di pinzette trattiene delicatamente una piccola parte cilindrica scura con altri componenti microstampati di varie forme e colori disposti attorno ad essa su una superficie bianca.
In che modo lo stampaggio a iniezione a basso costo può ridurre il costo individuale dei microcomponenti?
Lo stampaggio a iniezione economico può ridurre significativamente il costo unitario delle microparti senza ridurne la qualità. Può anche essere molto ben abbinato ai requisiti di produzione in batch .
Integrando le tecnologie di stampo multicavità e di automazione con le capacità di lavorazione di Cina per stampi ad iniezione , è possibile raggiungere nuovi livelli di efficienza dei costi e di produttività.
Tecnologia di taglio automatico dello stampo a 128 cavità e del cancello nello stampo
Lo scopo dello stampaggio a iniezione a basso costo è aumentare la produttività e ridurre il costo della manodopera. Di seguito in sintesi gli aspetti tecnici principali:
- Una distribuzione del canale caldo completamente simmetrica da 128 cavità può riempire le parti in modo uniforme. La dimensione del cancello rimasto è di soli 0,05 mm, il che rende superflue ulteriori operazioni, con conseguente riduzione dei costi di manodopera.
- Il sistema di taglio automatico del cancello nello stampo può completare il taglio durante il processo di stampaggio a iniezione, abbreviare il ciclo di stampaggio di 2 secondi e migliorare ulteriormente l'efficienza produttiva.
Servizio di confronto dei costi e calcolo gratuito
Il costo di produzione di un pezzo stampato è in gran parte determinato dal numero di cavità: 64 cavità $ 0,009, 128 cavità $ 0,0052, 256 cavità $ 0,0045. Deve esserci un compromesso tra il prezzo dello stampo, la forza utilizzata per serrare e il bilancio di riempimento.
Tabella comparativa dei parametri del processo di stampaggio a iniezione per microparti
| Tipo di parte | Spessore della parete (mm) | Pressione di iniezione (MPa) | Temperatura dello stampo (°C) | Prodotto (%) | Processo applicabile |
| Microconnettore | 0,15-0,20 | 180-220 | 80-100 | 94 | Microstampaggio ad iniezione |
| Microingranaggio (Modulo 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Microstampaggio ad iniezione |
| Alloggiamento del sensore medico | 0,10-0,15 | 195-250 | 100-120 | 96 | Stampaggio ad iniezione ad alto volume |
| Microcontatto | 0,08-0,12 | 220-260 | 110-130 | 93 | Stampaggio ad iniezione a basso costo |
Perché la capacità di lavorazione dello stampo a iniezione cinese è un collo di bottiglia chiave per la produzione di massa su scala micro?
La capacità di lavorazione dello stampo a iniezione cinese è il collo di bottiglia principale della microproduzione di massa, che determina direttamente la durata dello stampo e la resa del prodotto.
Il processo di lavorazione superiore produce dimensioni esatte della cavità insieme a valori di rugosità superficiale che soddisfano Norme ISO 286-2:2010 .
L'utilizzo di stampi di bassa qualità comporta problemi di assemblaggio che creano ingenti danni economici. Il processo di sostituzione dello stampo consente un'estensione della durata dello stampo da 300.000 cicli a 2 milioni di cicli che funge da base per l'esecuzione corretta della progettazione dello stampo per stampaggio a iniezione.
Attrezzature di lavorazione e requisiti di precisione per microstampi
Il processo di lavorazione ad alta precisione di microstampi richiede sia attrezzature speciali che condizioni ambientali complete.
La combinazione di precisione di lavorazione dell'elettroerosione a filo lenta che raggiunge ±0,001 mm e 40.000 giri/min CNC ultrapreciso che ha una precisione di posizionamento di ±0,002 mm offre un metodo accurato per lavorare microcavità complesse.
Il processo assomiglia all'intaglio di disegni complessi su superfici delle dimensioni di un'unghia utilizzando strumenti di incisione avanzati che raggiungono una perfetta precisione di taglio.
L'officina a temperatura costante mantiene 20±0,5 ℃ che protegge dai cambiamenti di temperatura che creano errori di lavorazione essenziali per mantenere la precisione della lavorazione della porcellana per stampi a iniezione.
Caso di studio sul guasto di stampi a basso costo e posizionamento aziendale
Un cliente ha scelto uno stampo a iniezione in porcellana a basso costo per la produzione in serie di connettori miniaturizzati. Lo stampo ha richiesto 200.000 utilizzi prima di raggiungere il punto di essere inutilizzabile perché la sua tolleranza alla cavità superava 0,008 mm, il che ha comportato perdite finanziarie dirette che superavano le decine di migliaia di dollari USA.
La sostituzione dello stampo con la porcellana per stampi a iniezione di JS Precision ha consentito di ottenere un controllo della tolleranza della cavità compreso tra ±0,002 mm, ottenendo 2 milioni di cicli di durata dello stampo e mantenendo costantemente un tasso di rendimento superiore al 95%.
I nostri stampi soddisfano gli standard ISO 13485 e il prezzo è solo il 60% rispetto agli stampi europei e americani comparabili, ottenendo un elevato rapporto costo-efficacia nello stampaggio a iniezione.
Vuoi confermare se la precisione di lavorazione della nostra porcellana per stampi a iniezione soddisfa le tue esigenze? Contatta i nostri ingegneri per ottenere un rapporto di prova sulla precisione di lavorazione e ottenere una chiara comprensione dei nostri vantaggi.

Figura 3: Un primo piano di una piastra con cavità per uno stampo a iniezione di precisione, che mostra più cavità lavorate, sistemi di guida, punti di accesso e perni di espulsione, con i contrassegni di produzione visibili.
Caso di studio JS Precision: microstampo a iniezione e innovazione del processo per l'involucro del sensore micromedico
La produzione in serie di custodie miniaturizzate per sensori medici può essere molto difficile e tali prodotti devono soddisfare standard molto elevati.
Il caso di studio riportato di seguito mostra come JS Precision sia riuscita a aggirare alcuni dei colli di bottiglia nella produzione di massa di sensori medici utilizzando una combinazione di micro stampaggio a iniezione, progettazione di stampi per stampaggio a iniezione e prototipazione per stampaggio a iniezione.
Difficoltà incontrate
Le principali difficoltà con questo componente medico molto accurato sono:
- Il componente ha uno spessore di parete di 0,12 mm, comprese le sporgenze di 0,2 mm×0,5 mm. In generale, lo stampaggio a iniezione tradizionale presenta difetti come carenza di materiale e segni di restringimento .
- Il cancello a forma di ventaglio, tradizionalmente utilizzato, provoca un degrado termico di taglio e fusione che si traduce in un tasso di intrappolamento dei gas nella cavità fino al 45%, nell'elevata percentuale di prodotti difettosi e nell'incapacità di soddisfare i requisiti di qualità medica.
- Il cliente ha lavorato in precedenza con grandi aziende di stampaggio a iniezione, ma le loro attrezzature generiche, unite alla mancanza di precisione degli operatori, hanno portato a una resa della produzione di massa solo del 78%, a un costo unitario di 0,022 dollari e all'impossibilità di garantire i tempi di consegna.
Soluzione
JS Precision ha creato una soluzione molto dettagliata al problema combinando il micro stampaggio a iniezione e l'ottimizzazione della progettazione degli stampi per stampaggio a iniezione per superare i colli di bottiglia nella produzione di massa:
L'ottimizzazione delle caratteristiche dello stampo per stampaggio a iniezione includeva l'utilizzo di un cancello a forma di ventaglio a film sottile da 0,06 mm (larghezza 2,5 volte lo spessore della parete della parte), allo stesso tempo i micro canali di ventilazione erano profondi 0,005 mm e distanziati di 1,5 mm, la precisione dello stampo è stata aumentata mediante lucidatura agli standard di livello SPI A-2 che hanno portato a una riduzione del degrado del materiale e a meno aria intrappolata.
Per la prototipazione con stampaggio a iniezione, 100 campioni sono stati iniettati utilizzando inserti stampati in 3D (temperature superiori a 150 resina fotosensibile), la pressione di iniezione richiesta per il materiale originale (250 MPa) è stata ridotta ottenendo il risultato massimo con una pressione di iniezione di 195 MPa che ha anche contribuito a prevenire l'usura dello stampo e il degrado del materiale.
Per raggiungere la fase di stampaggio a iniezione di volumi molto elevati, sono stati istituiti un feedback di stampaggio a circuito chiuso e un sistema di ispezione visiva online per controllare le fluttuazioni della temperatura dello stampo entro ± 0,5 ℃ , combinando il taglio automatico del cancello nello stampo e il miglioramento dell'efficienza apportato dallo stampo a iniezione in Cina ha contribuito a ridurre i costi, aumentando al contempo la produttività.
Risultati finali
Dopo l’implementazione, il progetto ha raggiunto un importante passo avanti qualitativo, ottenendo i seguenti risultati principali:
- Il numero di difetti legati al gas intrappolato è stato ridotto dello 0,8%, abbiamo eliminato i problemi di degrado dei materiali, il prodotto è stato qualificato secondo gli standard del settore medico e i requisiti di biocompatibilità.
- La resa ha registrato una forte crescita dal 78% al 96%, la produzione giornaliera ha superato le 120.000 unità, sono stati compiuti molti sforzi per soddisfare le esigenze dello stampaggio a iniezione di grandi volumi, anche i tempi di consegna sono stati ridotti del 30%.
- La durata dello stampo è stata di 1,8 milioni di cicli, il prezzo unitario (compreso l'ammortamento) è sceso a 0 dollari. 0078 e il cliente ha ottenuto un risparmio sui costi di quasi un milione di dollari all'anno.
- La variazione dimensionale del prodotto è stata di 0,003 mm e il valore di Cpk è stato di 1,52, che supera di gran lunga il requisito del cliente di 1,33, di conseguenza è stata stabilita una partnership a lungo termine.
Vuoi replicare questo successo? Invia i requisiti e i disegni delle parti e personalizzeremo per te una soluzione di microstampaggio a iniezione per aiutarti a superare i colli di bottiglia della produzione di massa.
Perché le grandi aziende di stampaggio a iniezione non sono adatte alla produzione di massa di microparti?
A causa della discrepanza tra le loro attrezzature e la domanda, le grandi imprese di stampaggio a iniezione non sono l’opzione migliore per la produzione di massa di microparti. Le apparecchiature per uso generale con minore precisione e monitoraggio dettagliato si traducono in una bassa produzione, costi elevati e nell'incapacità di rispondere alla microproduzione per queste aziende.
Mancata corrispondenza delle capacità delle apparecchiature e del monitoraggio del processo
Le grandi aziende di stampaggio a iniezione eccellono nella produzione di pezzi di grandi dimensioni in un ambiente di produzione di massa, ma le loro attrezzature e i loro sistemi di monitoraggio non sono adatti ai requisiti della produzione di microparti. I principali punti di differenza sono:
- Attrezzature: Le macchine per lo stampaggio a iniezione delle grandi aziende hanno un diametro della vite di 16 mm e i volumi di iniezione partono da 0,5 grammi, quindi non sono in grado di eseguire una precisione di microiniezione di 0,005 grammi, con conseguenti anomalie di riempimento e prodotti scartati.
- Monitoraggio: le grandi aziende di stampaggio a iniezione non dispongono del monitoraggio della pressione della singola cavità, pertanto non è possibile rilevare squilibri di riempimento di più cavità. Nella produzione di massa di microparti è richiesta una consistenza di riempimento molto elevata e qualsiasi variazione di riempimento può comportare riduzioni della resa.
Caso del mondo reale e vantaggi di JS Precision
Un cliente di microsensori lavorava con grandi aziende di stampaggio a iniezione. Le macchine non erano abbastanza potenti e la tecnologia per il microstampaggio non esisteva: la resa raggiunse il 78%, il costo unitario era di $ 0,025 e i tempi di spedizione erano sempre incerti.
Dopo il passaggio a JS Precision, il rendimento è balzato al 96%. Il costo per parte è sceso a $ 0,0078. Disponiamo di ingegneri disponibili 24 ore su 24, 7 giorni su 7 e di un supporto personalizzato completo che si adatta perfettamente alle esigenze della produzione di massa.
Non hanno gli strumenti o il know-how giusti, quindi i risultati sono stati scarsi. Con le macchine, la progettazione e il monitoraggio di JS Precision, i rendimenti sono aumentati e i costi sono diminuiti. La consegna rimane in linea ora. La configurazione funziona bene per piccole parti realizzate in grandi quantità.
Domande frequenti
Q1: Qual è lo spessore minimo della parete ottenibile con il micro stampaggio a iniezione?
Per il microstampaggio a iniezione, lo spessore stabile della parete della produzione di massa è generalmente inferiore o uguale a 0,15 mm, con uno spessore minimo di 0,1 mm. Ciò coinvolge non solo i fattori del materiale selezionato, ma anche l'ottimizzazione del design dello stampo per stampaggio a iniezione insieme alla pressione di iniezione per ottenere uno stampaggio e una qualità stabili.
Q2: Come dovrebbe essere selezionata la posizione del punto di iniezione per i microingranaggi nella progettazione dello stampo per stampaggio a iniezione?
Durante la progettazione dello stampo per stampaggio a iniezione, di solito si consiglia di posizionare la porta per i microingranaggi sul mozzo o sulla faccia terminale senza ingranamento per non influenzare il profilo del dente. In conformità con le specifiche SPI, è implementato un cancello a forma di ventaglio a film sottile per ridurre al minimo il danno termico da taglio del materiale.
Q3: Quante parti possono essere stampate a iniezione utilizzando uno stampo stampato in 3D per la prototipazione con stampaggio a iniezione?
A seconda del materiale, della pressione di iniezione e della resistenza alla temperatura dei componenti dello stampo, gli stampi stampati in 3D per la prototipazione mediante stampaggio a iniezione possono in genere produrre 50-200 parti , che saranno sufficienti per la verifica del prototipo.
D4: In che modo lo stampaggio a iniezione di grandi volumi garantisce una produzione continua stabile 24 ore su 24?
Lo stampaggio a iniezione di volumi elevati adotta il feedback dello stampaggio a circuito chiuso + l'autoregolazione del processo AI per compensare le variazioni di temperatura e viscosità dello stampo, insieme all'ispezione visiva online che insieme garantiscono una produzione continua stabile 24 ore su 24.
D5: Per lo stampaggio a iniezione a basso costo, è sempre meglio avere più cavità?
Avere più cavità non è sempre la soluzione migliore per lo stampaggio a iniezione a basso costo. La decisione deve essere presa insieme ad altri aspetti come il costo dello stampo, la forza di chiusura e il bilanciamento del riempimento. 64-128 cavità rappresentano il miglior punto di compromesso tra costo e uniformità.
D6: Qual è il motivo per cui le grandi aziende di stampaggio a iniezione rifiutano di accettare ordini per microparti?
Le grandi aziende di stampaggio a iniezione dispongono di macchine per lo stampaggio a iniezione generiche che mancano sia della precisione che del controllo necessari per le microparti, il che porta a problemi come basse rese di produzione e basso ritorno sull'investimento : questi fattori non supportano la manutenzione e l'aggiornamento dei microstampi, quindi hanno problemi ad accettare tali ordini.
Q7: Qual è il tempo di consegna più veloce per passare dal prototipo alla produzione di massa?
Offriamo un periodo di prototipazione rapida di 3 giorni, consegna di campioni di prova in 15 giorni e produzione in piccoli lotti in 35 giorni, rendendoci in grado di dare una risposta rapida alle richieste del cliente requisiti di produzione di massa .
D8: Quanto sono più bassi i prezzi degli stampi presso JS Precision rispetto a Europa e America?
Il prezzo per la lavorazione degli stampi a iniezione di JS Precision in Cina è circa il 60% di quello in Europa e America, per stampi di pari precisione e durata. Ciò consente ai nostri clienti di ridurre drasticamente i costi di acquisizione degli stampi.
Riepilogo
La tripla sfida di riempimento, precisione e costo nella produzione di massa di microparti può essere risolta con il microstampaggio a iniezione, la progettazione intelligente degli stampi e la prototipazione, senza più congetture.
JS Precision si basa sulle esigenze dei clienti, offrendo servizi personalizzati end-to-end utilizzando tecnologie collaudate e progetti reali per aprire la strada alla produzione. Sembra difficile ignorare il modo in cui questi fattori si combinano nella pratica.
Non preoccuparti più della bassa resa, dei costi elevati e della scarsa stabilità. Contattaci ora per valutazione di fattibilità gratuita e preventivo di spesa. Verifica i limiti della tua progettazione entro 3 giorni e intraprendi il viaggio verso una produzione di massa efficiente di microparti.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

