

Moldeo por microinyección es el escenario para la producción en masa de micropiezas.
Por ejemplo, para un microconector que requiere un espesor de pared de 0,15 mm, los métodos convencionales aún fallan el 67% de las veces porque el material no se rellena adecuadamente. Además, un microengranaje con un módulo de 0,3 y un riesgo de atrapamiento de aire del 40% podría destruir los moldes que valen decenas de miles de dólares.
¿Podemos simplemente reducir los viejos sistemas de inyección y esperar que funcionen? La producción en masa en este caso no se trata de replicar máquinas grandes a menor escala. Presurizar el llenado, garantizar la precisión del molde y un control estable del proceso son los principales problemas que las plantas tradicionales no pueden manejar.
Referencia rápida
| Cuestiones centrales | Soluciones técnicas | Datos clave | Valor Comercial |
| Llenado insuficiente | Microtornillo (8-14 mm) + Control de temperatura del molde variable | Precisión de inyección 0,001 g, rendimiento 94 % | La producción diaria supera las 100.000 piezas |
| Defectos de molde | Puerta en forma de abanico de película delgada + Canales de microventilación | Tasa de aire atrapado 0,3%, vida útil del molde 1,5 millones de ciclos | Tasa de éxito del moldeado de la primera prueba ≥90% |
| Control de producción en masa | Retroalimentación de moldeo de circuito cerrado + Inspección visual en línea | Cpk aumenta de 0,92 a 1,41, tasa de defectos 22 ppm | Consistencia garantizada para 1 millón de piezas |
| Alto costo unitario | Molde de 128 cavidades + corte automático de puerta en molde | Costo unitario $0.0052 (incluida la depreciación) | Cálculo del modelo de coste gratuito |
Conclusiones clave
- La producción en masa de micropiezas necesita máquinas de moldeo por microinyección especializadas, con un volumen inferior a 0,005 g. El equipo industrial normal no puede soportar esa carga. Una sola desalineación en la cavidad del molde puede arruinar todo el lote.
- La tolerancia de la cavidad debe permanecer dentro de 0,002 mm, la rugosidad de la superficie en Ra0,5 m y cumplir con las especificaciones de pulido SPI A-2. Eso no es opcional, es obligatorio para lograr resultados consistentes.
- Probar un prototipo tempranamente ahorra decenas de miles de materiales perdidos y retrabajos. A Pieza de micromolde impresa en 3D cuesta alrededor de $500, barato en comparación con los costos de falla.
- JS Precision cubre todo, desde el diseño hasta el escalado impulsado por IA. Se encargan de todo el proceso, desde la primera muestra hasta el procesamiento a escala completa, resolviendo problemas reales en la fabricación de micropiezas.
¿Por qué confiar en el moldeo por microinyección de JS Precision?
El moldeo por microinyección es más que una fecha límite: es la base para gestionar los costos y reducir el riesgo al escalar la producción de micropiezas.
JS Precision ha operado en los campos médico, electrónico y automotriz durante más de diez años. Construyendo una experiencia profunda a través de datos del mundo real.
Nuestro control de procesos no es sólo teórico y está respaldado por miles de resultados de pruebas de series de producción reales. Probablemente, más o menos, su confiabilidad se deriva de un compromiso a largo plazo con industrias de alto riesgo.
La principal demanda para la producción en masa de micropiezas es la capacidad de control total del proceso y la precisión garantizada. La ventaja del control de la tecnología de cadena completa de JS Precision puede satisfacer con precisión esta demanda.
Todo el proceso de moldeo por inyección, desde el diseño de moldes y la creación de prototipos hasta el moldeo por inyección a gran escala y también de bajo costo, lo llevan a cabo ingenieros profesionales.
Nuestro Norma ISO 13485:2016 El taller de moldes interno está equipado con electroerosión por hilo y equipos CNC de ultra precisión , que permiten mecanizar cavidades con tolerancias de 0,002 mm y hacen posible la producción en masa de alta precisión para nuestros clientes.
Nada muestra la colaboración más claramente que los ejemplos del mundo real. Por ejemplo, uno de nuestros clientes médicos, que fabrica una carcasa de mini sensor con un espesor de pared de tan solo 0,12 mm, solía subcontratar la producción en masa a grandes empresas de moldeo por inyección.
Como resultado, tenían una baja tasa de rendimiento de sólo el 78% y su costo por unidad era de alrededor de $0,022, lo que redujo significativamente la rentabilidad.
Nuestro cliente cambió a JS Precision y, a través de nuestro proceso de moldeo por microinyección personalizado y la optimización del diseño de moldes de moldeo por inyección, el cliente aumentó su tasa de rendimiento al 96 %, la producción diaria a más de 120 000 unidades y redujo el costo unitario a $0,0078.
Han ahorrado casi un millón de dólares estadounidenses al año y han logrado efectivamente una reducción de costos y una mejora de la eficiencia.
La reducción de costos, la mejora de la eficiencia y la provisión de soluciones estables de producción en masa son las principales demandas de nuestros clientes. JS Precision siempre está dedicado a esta necesidad y nuestro servicio es completamente transparente y los resultados son medibles.
Todas las soluciones técnicas se verifican mediante prototipos y se prueban los datos, por lo que no hay lugar para hablar de ventajas.
Para obtener más información sobre nuestras capacidades, comuníquese con nuestros ingenieros para realizar una evaluación de viabilidad de moldeo por microinyección dedicada y desbloquear una solución personalizada adaptada a sus necesidades.
¿Cómo resuelve el moldeo por microinyección el problema de la producción a gran escala de micropiezas?
El proceso de moldeo por microinyección produce de manera eficiente grandes cantidades de pequeños componentes necesarios para la fabricación industrial. El principal beneficio de este sistema permite la resolución de dos problemas principales que incluyen el llenado incompleto y los procesos de producción inestables .
El sistema utiliza microtornillos con su sistema de temperatura de molde variable para lograr una medición de peso de 0,001 g, lo que mantiene una producción constante durante todo el proceso. moldeo por inyección de alto volumen operaciones.
Parámetros técnicos del control de temperatura de molde variable y microtornillo
Los parámetros centrales del equipo del proceso de moldeo por inyección de micropiezas dirigen todas las operaciones de acuerdo con sus necesidades específicas.
El sistema permite un control de masa preciso de 0,001 ga 0,001 g a través de un rango de diámetro de microtornillo de 8 a 14 mm, lo que permite a los operadores gestionar la cantidad de inyección en incrementos de miligramos para obtener resultados de llenado óptimos.
El operador controla el flujo de tinta a través de una fina aguja que proporciona un control de volumen exacto para llenar el pequeño espacio de escritura con cantidades perfectas de tinta.
El sistema permite la modificación activa de la temperatura del molde a través de su capacidad para cambios dinámicos de temperatura.
El sistema mantiene las operaciones de llenado mediante control de temperatura, lo que permite que la temperatura de la resina alcance los niveles requeridos, mientras que el sistema también utiliza métodos de enfriamiento rápido para reducir el tiempo operativo durante la fase de enfriamiento.
Datos de producción en masa de microconectores e implicaciones comerciales
El proyecto del microconector mostró un rendimiento del 67 por ciento con el moldeo por inyección tradicional gracias a su diseño de espesor de pared de 0,18 mm, que produjo menos de 30.000 unidades por día .
La implementación del moldeo por microinyección en JS Precision dio como resultado un proceso de producción que alcanzó un rendimiento del 94 por ciento y produjo más de 100.000 unidades por día de acuerdo con los estándares de moldeo por inyección de alto volumen.
Proporcionamos una evaluación de viabilidad del moldeo por microinyección que requiere 0,005 g como volumen mínimo de inyección para la producción en masa de diferentes micropartes mientras resuelve el problema del llenado incompleto. Haga clic para solicitar detalles de la evaluación.
¿Cómo puede el diseño de moldes de moldeo por inyección redefinir la entrada y el escape de micropiezas?
Diseño de moldes de moldeo por inyección. es la clave para el moldeado de microcomponentes, y el diseño inadecuado de compuertas y escapes puede provocar fácilmente desechos del molde.
Adopta un esquema de compuerta dedicada y ranura de micro escape, que puede resolver defectos como el gas atrapado , asegurando la exitosa producción en masa de moldeo por microinyección.
Especificaciones de diseño para compuertas de película delgada en forma de abanico y canales de microventilación
La compuerta y la ventilación en el diseño del molde de moldeo por inyección tienen especificaciones muy exactas. Estos tienen un impacto directo en el resultado del moldeo:
Puertas en forma de abanico de película fina: 0, 05-0. 10 mm de espesor, ancho 2-3 veces el espesor de la pared de la pieza. Esto ayuda a reducir la resistencia a la fusión y le da al material una larga vida útil.
En definitiva, es como conectar una tubería de agua de pequeño diámetro con un conector de gran diámetro. El agua fluirá muy suavemente y no habrá peligro de daños por exceso de caudal .
Canales de microventilación: 0. 003-0. 008 mm de profundidad, 0, 5 mm de ancho, 2 mm de separación y distribuidos uniformemente en los extremos de la masa fundida. Esto ayuda enormemente a reducir la tasa de aire atrapado.
Resultados de la Verificación y Compromiso Comercial
Al simplificar el diseño del molde de moldeo por inyección, la tasa de defectos debido al atrapamiento de aire en los microengranajes se redujo drásticamente del 12% al 0,3% , y también la vida útil del molde se incrementó hasta 1,5 millones de ciclos. La optimización del diseño de Moldavia se proporciona con un informe DFM gratuito.
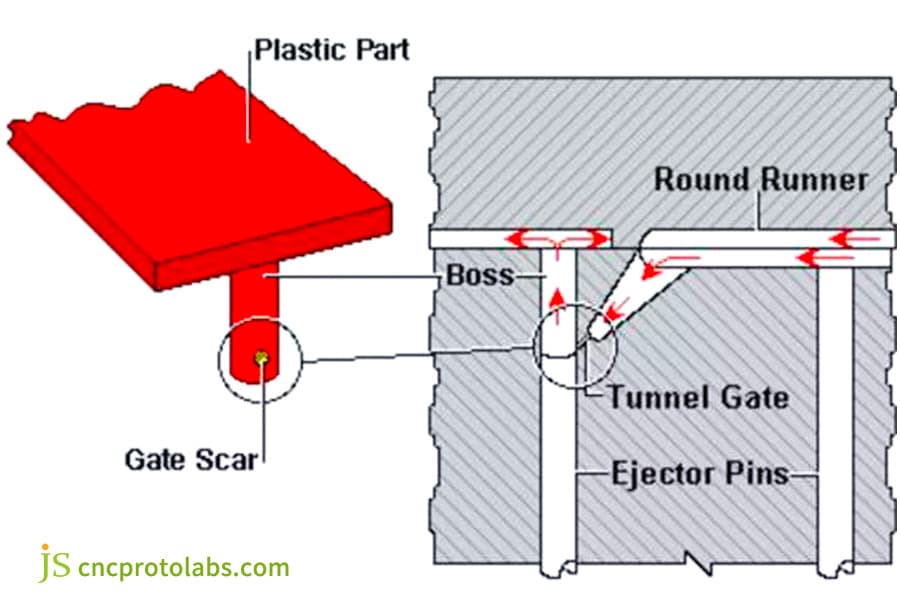
Figura 1: Un diagrama de sección transversal de una configuración de moldeo por inyección de compuerta de túnel para micropiezas, que muestra el sistema de guías, la compuerta y la pieza resultante con una cicatriz de compuerta.
¿Cómo verificar el límite de llenado de las micropiezas por adelantado mediante la creación de prototipos de moldeo por inyección?
La creación de prototipos por moldeo por inyección es un paso de producción antes de la fabricación a gran escala. Ayuda a verificar las limitaciones de relleno de manera temprana y reduce los riesgos de la fabricación de moldes .
Se realiza mediante el uso de inserciones impresas en 3D de bajo costo o moldes de aluminio de una sola cavidad para moldeo por inyección para cambiar rápidamente el diseño del molde de moldeo por inyección y los parámetros del proceso, limitando así los tiempos de moldeo de prueba.
Ruta técnica hacia la impresión 3D de inserciones de micromoldes
Prototipos de moldeo por inyección con impresión 3D cumple con la precisión y usabilidad de un prototipo:
Los núcleos de molde se imprimen a partir de resina fotosensible resistente a altas temperaturas que tiene HDT 150, 50-200 piezas de POM, ABS y otros materiales , que se moldean por inyección, lo que permite a los clientes realizar la verificación de viabilidad del diseño de forma rápida y a bajo costo y eliminar las pérdidas de la fabricación de moldes a ciegas.
Estudios de casos reales y mejora de la ventana de procesos
Uno de los prototipos de nuestro cliente, diseñado con un espesor de canal de solo 0,15 mm después de realizar pruebas en moldeo por inyección, requirió una presión de inyección de 220 MPa (lo que muy fácilmente causaría la degradación del material).
Al cambiar el corredor mediante un rediseño, la presión se redujo a 180 MPa, lo que comprometió el efecto de llenado y el rendimiento del material.
¿Cómo lograr una producción en masa sin defectos de micropiezas mediante moldeo por inyección de gran volumen?
El moldeo por inyección de alto volumen, combinado con la tecnología de moldeo por microinyección, es capaz de producir micropiezas en masa sin defectos, equilibrando eficientemente los dos aspectos de la velocidad de producción y la calidad .
Aquí, el control de la capacidad de producción se estabiliza mediante una tecnología precisa de monitoreo y control de temperatura, que al mismo tiempo satisface las moldeo por inyección de bajo costo aspecto, lo que resulta en una producción eficiente, de bajo costo y sin defectos.
Sistema de inspección por visión en línea y retroalimentación de moldeo de circuito cerrado
Es un hecho que la estabilidad del moldeo por inyección de alto volumen requiere un sistema de monitoreo preciso. Los puntos principales de la discusión son los siguientes:
Un sensor de presión de cavidad con una frecuencia de muestreo de 1 kHz, que utiliza control de circuito cerrado para cambiar con precisión entre los nodos de retención y llenado de presión, eliminando así cualquier problema que pueda surgir durante el llenado.
El sistema de visión de 5 megapíxeles puede identificar variaciones dimensionales tan pequeñas como 0, 01 mm y rechazar inmediatamente productos defectuosos en tiempo real, que es la mejor manera de garantizar la consistencia de las piezas.
Datos de capacidad del proceso y ajuste del proceso
Nuestra implementación del sistema anterior ha dado como resultado que el valor Cpk para micropiezas aumente de 0, 92 a 1, 41 y que la tasa de defectos se reduzca a 22 ppm, lo que nos coloca entre las empresas líderes de la industria.
Empleamos una máquina de moldeo por inyección totalmente eléctrica + autoajuste del proceso de IA para compensar en tiempo real las fluctuaciones de temperatura y viscosidad del molde, que es la clave para obtener la consistencia de 1 millón de piezas consecutivas y cumplir con los requisitos de moldeo por inyección de gran volumen.
Comparación de costo y eficiencia de micromoldes con diferentes números de cavidades
| Número de cavidades | Costo unitario (incluida la depreciación, USD) | Producción Diaria (piezas) | Vida del molde (10.000 ciclos) | Tipos de piezas aplicables | Ciclo de moldeo (segundos) |
| 32 Cavidades | $0.012 | 50.000 | 120 | Micropiezas complejas | 8 |
| 64 Cavidades | $0.009 | 80.000 | 130 | Microconectores convencionales | 7 |
| 128 caries | $0.0052 | 150.000 | 150 | Microengranajes simples | 5 |
| 256 Cavidades | $0.0045 | 280.000 | 100 | Microcontactos ultrapequeños | 4 |

Figura 2: Un par de pinzas sostienen delicadamente una pequeña pieza cilíndrica oscura con otros componentes micromoldeados de diversas formas y colores dispuestos a su alrededor sobre una superficie blanca.
¿Cómo puede el moldeo por inyección de bajo costo reducir el costo individual de los microcomponentes?
El moldeo por inyección económico puede reducir significativamente el costo unitario de las micropiezas sin reducir la calidad. También puede adaptarse muy bien a los requisitos de producción por lotes .
Al integrar tecnologías de automatización y moldes de múltiples cavidades con las capacidades de procesamiento de molde de inyección de china , es posible alcanzar nuevos niveles de rentabilidad y productividad.
Tecnología de corte automático de compuertas en molde y en molde de 128 cavidades
El objetivo del moldeo por inyección de bajo costo es aumentar la productividad y reducir el costo de mano de obra. Brevemente, los siguientes son los aspectos técnicos clave:
- Una distribución de canal caliente totalmente simétrica de 128 cavidades puede llenar las piezas de manera uniforme. El tamaño de la compuerta restante es de solo 0,05 mm, lo que hace innecesaria la operación adicional, lo que lleva a la reducción de los costos de mano de obra.
- El sistema de corte automático de compuerta en el molde puede completar el corte durante el proceso de moldeo por inyección, acortar el ciclo de moldeo en 2 segundos y mejorar aún más la eficiencia de producción.
Servicio gratuito de comparación de costes y cálculo
El costo de producción de una pieza moldeada depende en gran medida del número de cavidades: 64 cavidades $0,009, 128 cavidades $0,0052, 256 cavidades $0,0045. Tiene que haber un equilibrio entre el precio del molde, la fuerza utilizada para sujetarlo y el equilibrio del llenado.
Tabla comparativa de parámetros del proceso de moldeo por inyección para micropiezas
| Tipo de pieza | Espesor de pared (mm) | Presión de inyección (MPa) | Temperatura del molde (°C) | Producir (%) | Proceso aplicable |
| Microconector | 0,15-0,20 | 180-220 | 80-100 | 94 | Moldeo por microinyección |
| Microengranaje (Módulo 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Moldeo por microinyección |
| Carcasa del sensor médico | 0,10-0,15 | 195-250 | 100-120 | 96 | Moldeo por inyección de alto volumen |
| Microcontacto | 0,08-0,12 | 220-260 | 110-130 | 93 | Moldeo por inyección de bajo costo |
¿Por qué la capacidad de procesamiento de los moldes de inyección de China es un cuello de botella clave para la producción en masa a microescala?
La capacidad de procesamiento de los moldes de inyección en China es el principal cuello de botella de la microproducción en masa, que determina directamente la vida útil del molde y el rendimiento del producto.
El proceso de mecanizado superior produce dimensiones de cavidad exactas junto con valores de rugosidad de la superficie que cumplen Normas ISO 286-2:2010 .
El uso de moldes de baja calidad provoca problemas de montaje que generan importantes daños económicos. El proceso de reemplazo de moldes permite una extensión de la vida útil del molde de 300.000 ciclos a 2 millones de ciclos, lo que sirve como base para la ejecución exitosa del diseño de moldes de moldeo por inyección.
Equipos de mecanizado y requisitos de precisión para micromoldes
El proceso de mecanizado de alta precisión de micromoldes necesita tanto equipos especiales como condiciones ambientales completas.
La combinación de precisión de mecanizado por electroerosión por hilo lento que alcanza ±0,001 mm y 40.000 rpm CNC de ultraprecisión que tiene una precisión de posicionamiento de ±0,002 mm y ofrece un método preciso para mecanizar microcavidades complejas.
El proceso se asemeja a tallar diseños intrincados en superficies del tamaño de una uña utilizando herramientas de grabado avanzadas que logran una precisión de corte perfecta.
El taller de temperatura constante mantiene 20 ± 0,5 ℃, lo que protege contra cambios de temperatura que crean errores de procesamiento esenciales para mantener la precisión del mecanizado de porcelana del molde de inyección.
Estudio de caso sobre fallas de moldes de bajo costo y posicionamiento empresarial
Un cliente eligió un molde de inyección de porcelana de bajo costo para la producción en masa de conectores en miniatura. El molde requirió 200.000 usos antes de llegar al punto de quedar inutilizable porque su tolerancia de cavidad excedía los 0,008 mm, lo que provocó pérdidas financieras directas que superaron las decenas de miles de dólares estadounidenses.
El reemplazo del molde con porcelana para moldes de inyección de JS Precision dio como resultado un control de la tolerancia de la cavidad entre ±0,002 mm, al mismo tiempo que se lograron 2 millones de ciclos de vida útil del molde y se mantuvo continuamente una tasa de rendimiento superior al 95 %.
Nuestros moldes cumplen con los estándares ISO 13485 y el precio es solo el 60% del de los moldes europeos y americanos comparables, logrando una alta rentabilidad en el moldeo por inyección.
¿Quiere confirmar si la precisión del mecanizado de nuestra porcelana de moldeo por inyección satisface sus necesidades? Póngase en contacto con nuestros ingenieros para obtener un informe de prueba de precisión del mecanizado y comprender claramente nuestras ventajas.

Figura 3: Un primer plano de una placa de cavidad de molde de inyección de precisión, que muestra múltiples cavidades mecanizadas, sistemas de guías, compuertas y pasadores expulsores, con marcas de fabricación visibles.
Estudio de caso de JS Precision: molde de microinyección y avance en el proceso para la carcasa de microsensor médico
La producción en masa de carcasas en miniatura para sensores médicos puede resultar muy difícil y dichos productos deben cumplir estándares muy altos.
El siguiente estudio de caso muestra cómo JS Precision pudo sortear algunos de los cuellos de botella que enfrenta la producción en masa de sensores médicos mediante el uso de una combinación de moldeo por microinyección, diseño de moldes por inyección y creación de prototipos por moldeo por inyección.
Dificultades encontradas
Las principales dificultades con este componente médico tan preciso son:
- El componente tiene un espesor de pared de 0,12 mm, incluidas protuberancias de 0,2 mm × 0,5 mm. Generalmente, el moldeo por inyección tradicional produce defectos como escasez de material y marcas de contracción .
- La compuerta en forma de abanico, que se utiliza tradicionalmente, provoca una degradación térmica por fusión y corte, lo que da como resultado una tasa de atrapamiento de gas en la cavidad de hasta el 45 %, una alta proporción de productos defectuosos y la incapacidad de cumplir con los requisitos de calidad médica.
- El cliente trabajó anteriormente con grandes empresas de moldeo por inyección, pero su equipo de uso general combinado con la falta de precisión de los operadores dio como resultado un rendimiento de producción en masa de solo el 78 %, un costo unitario de $0,022 y la incapacidad de garantizar el tiempo de entrega.
Solución
JS Precision ha creado una solución muy detallada al problema combinando el moldeo por microinyección y la optimización del diseño del molde de moldeo por inyección para superar los cuellos de botella en la producción en masa:
La optimización de las características del molde de moldeo por inyección incluyó el uso de una compuerta en forma de abanico de película delgada de 0,06 mm (ancho 2,5 veces el espesor de la pared de la pieza); al mismo tiempo, los canales de microventilación tenían una profundidad de 0,005 mm y un espaciado de 1,5 mm; la precisión del molde se incrementó mediante el pulido con estándares de nivel SPI A-2, lo que condujo a una reducción de la degradación del material y a una menor cantidad de aire atrapado.
Para la creación de prototipos de moldeo por inyección, se inyectaron 100 muestras utilizando inserciones impresas en 3D (temperaturas superiores a 150ºC con resina fotosensible), la presión de inyección requerida para el material original (250MPa) se redujo obteniendo el resultado máximo a una presión de inyección de 195MPa, lo que también ayudó a prevenir el desgaste del molde y la degradación del material.
Para alcanzar la etapa de moldeo por inyección de muy alto volumen, se estableció un sistema de inspección visual en línea y retroalimentación de moldeo de circuito cerrado para controlar las fluctuaciones de temperatura del molde dentro de ±0,5 ℃ , combinando el corte automático de compuertas en el molde y la mejora de la eficiencia aportada por el molde de inyección de China, ayudó a reducir costos y al mismo tiempo aumentó la productividad.
Resultados finales
Después de la implementación, el proyecto alcanzó un importante avance cualitativo, logrando los resultados principales siguientes:
- La cantidad de defectos de gas atrapado se redujo en un 0,8%, eliminamos los problemas de degradación del material y el producto cumplió con los estándares de la industria médica y los requisitos de biocompatibilidad.
- El rendimiento estaba experimentando un importante crecimiento del 78% al 96%, la producción diaria superó las 120.000 unidades, se puso mucho esfuerzo en satisfacer los requisitos del moldeo por inyección de gran volumen y el tiempo de entrega también se redujo en un 30%.
- La vida útil del molde fue de 1,8 millones de ciclos y el precio unitario (incluida la depreciación) cayó a 0 dólares. 0078, y el cliente obtuvo un ahorro de costes de casi un millón de dólares estadounidenses al año.
- La variación dimensional del producto fue de 0,003 mm y el valor de Cpk fue de 1,52, lo que supera el requisito del cliente de 1,33 por un gran margen, por lo que se estableció una asociación a largo plazo.
¿Quieres replicar este éxito? Envíe los requisitos y dibujos de sus piezas. y personalizaremos una solución de moldeo por microinyección para ayudarle a superar los cuellos de botella de la producción en masa.
¿Por qué las grandes empresas de moldeo por inyección no son adecuadas para la producción en masa de micropiezas?
Debido al desajuste entre sus equipos y la demanda, las grandes empresas de moldeo por inyección no son la mejor opción para la producción en masa de micropiezas. Los equipos de uso general con menos precisión y monitoreo detallado resultan en baja producción, alto costo e incapacidad para responder a la microproducción para estas empresas.
Desajuste de capacidades de equipos y monitoreo de procesos
Las grandes empresas de moldeo por inyección se destacan en la producción de piezas grandes en un entorno de producción en masa, pero sus equipos y sistemas de monitoreo no son adecuados para los requisitos de la producción de micropiezas. Los principales puntos de diferencias son:
- Equipo: Las máquinas de moldeo por inyección de las grandes empresas tienen diámetros de tornillo de 16 mm y los volúmenes de inyección comienzan desde 0,5 gramos, por lo que no son capaces de realizar una microinyección con una precisión de 0,005 gramos, lo que muy probablemente provoca anomalías en el llenado y productos desechados.
- Monitoreo: Las grandes empresas de moldeo por inyección carecen de monitoreo de presión de una sola cavidad, por lo tanto, no es factible detectar desequilibrios en el llenado de múltiples cavidades. Se requiere una consistencia de llenado muy alta en la producción en masa de micropiezas y cualquier variación en el llenado puede afectar el rendimiento.
Caso del mundo real y las ventajas de JS Precision
Un cliente de microsensores solía trabajar con grandes empresas de moldeo por inyección. Las máquinas no eran lo suficientemente afiladas y la tecnología para el micromoldeo no existía: el rendimiento alcanzó el 78%, el costo unitario fue de $0,025 y los tiempos de envío siempre estuvieron en duda.
Después de pasar a JS Precision, el rendimiento saltó al 96%. El costo por pieza cayó a $0,0078. Contamos con ingenieros disponibles las 24 horas del día, los 7 días de la semana y soporte personalizado completo que se adapta perfectamente a las necesidades de producción en masa.
No tienen las herramientas ni los conocimientos adecuados, por lo que los resultados fueron deficientes. Con las máquinas, el diseño y el monitoreo de JS Precision, los rendimientos aumentaron y los costos bajaron. La entrega sigue su curso ahora. La configuración funciona bien para piezas pequeñas fabricadas al por mayor.
Preguntas frecuentes
P1: ¿Cuál es el espesor de pared mínimo que se puede lograr con el moldeo por microinyección?
Para el moldeo por microinyección, el espesor de pared estable de producción en masa es generalmente menor o igual a 0,15 mm, con un espesor mínimo de 0,1 mm. Esto implica no sólo los factores del material seleccionado sino también la optimización del diseño del molde de moldeo por inyección junto con la presión de inyección para lograr un moldeo y una calidad estables.
P2: ¿Cómo se debe seleccionar la ubicación de la compuerta para los microengranajes en el diseño del molde de moldeo por inyección?
Durante el diseño del molde de moldeo por inyección, generalmente se recomienda ubicar la compuerta para los microengranajes en el cubo o en la cara del extremo que no engrana para no afectar el perfil del diente. De acuerdo con las especificaciones de SPI, se implementa una compuerta de película delgada en forma de abanico para minimizar el daño térmico por corte del material.
P3: ¿Cuántas piezas se pueden moldear por inyección utilizando un molde impreso en 3D para la creación de prototipos de moldeo por inyección?
Dependiendo del material, la presión de inyección y la resistencia a la temperatura de los componentes del molde, los moldes impresos en 3D para la creación de prototipos de moldeo por inyección normalmente pueden producir entre 50 y 200 piezas , lo que será suficiente para la verificación del prototipo.
P4: ¿Cómo garantiza el moldeo por inyección de alto volumen una producción continua estable las 24 horas?
El moldeo por inyección de gran volumen adopta retroalimentación de moldeo de circuito cerrado + autoajuste del proceso de IA para compensar los cambios en la temperatura y la viscosidad del molde, junto con una inspección visual en línea que en conjunto garantizan una producción continua estable las 24 horas.
P5: Para moldeo por inyección de bajo costo, ¿siempre es mejor tener más cavidades?
Tener más cavidades no siempre es la mejor opción para el moldeo por inyección de bajo costo. La decisión debe tomarse en conjunto con otros aspectos como el costo del molde, la fuerza de sujeción y el equilibrio de llenado. 64-128 cavidades representan el mejor punto de equilibrio entre coste y uniformidad.
P6: ¿Cuál es la razón por la que las grandes empresas de moldeo por inyección se niegan a aceptar pedidos de micropiezas?
Las grandes empresas de moldeo por inyección tienen máquinas de moldeo por inyección de uso general que carecen de la precisión y el control necesarios para las micropiezas, lo que genera problemas como bajos rendimientos de producción y bajo retorno de la inversión ; estos factores no respaldan el mantenimiento y la actualización de los micromoldes, por lo que tienen problemas para aceptar dichos pedidos.
P7: ¿Cuál es su tiempo de respuesta más rápido para pasar del prototipo a la producción en masa?
Ofrecemos un plazo rápido de creación de prototipos de 3 días, entrega de muestras de prueba en 15 días y producción de lotes pequeños en 35 días, lo que nos permite dar una respuesta rápida a las necesidades del cliente. requisitos de producción en masa .
P8: ¿Cuánto más bajos son los precios de los moldes en JS Precision en comparación con Europa y América?
El precio de procesamiento de moldes de inyección de JS Precision en China es aproximadamente el 60% del de Europa y América, para moldes de igual precisión y vida útil. Esto permite a nuestros clientes reducir drásticamente sus costos de adquisición de moldes.
Resumen
Los triples desafíos de llenado, precisión y costo en la producción en masa de micropiezas se pueden resolver con moldeo por microinyección, diseño inteligente de moldes y creación de prototipos, sin más conjeturas.
JS Precision se basa en las necesidades de los clientes y ofrece servicios personalizados de extremo a extremo utilizando tecnología probada y proyectos reales para allanar el camino a la producción. Parece difícil ignorar cómo se combinan estos factores en la práctica.
Ya no se preocupe por el bajo rendimiento, el alto costo y la mala estabilidad. Contáctenos ahora para una evaluación de viabilidad y una estimación de costes gratuitas. Verifique los límites de su diseño en 3 días y emprenda el viaje hacia la producción en masa eficiente de micropiezas.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

