

Микролитье под давлением это весы для массового производства микродеталей.
Например, для микроразъема, для которого требуется толщина стенки 0,15 мм, традиционные методы по-прежнему терпят неудачу в 67% случаев, поскольку материал не заполнен должным образом. Кроме того, микроредуктор с модулем 0,3 и риском захвата воздуха 40% может разрушить формы стоимостью десятки тысяч долларов.
Можем ли мы просто уменьшить старые системы впрыска и ожидать, что они будут работать? Массовое производство в данном случае не подразумевает копирование больших машин в меньшем масштабе. Создание давления при заполнении, обеспечение точности пресс-форм и стабильное управление процессом — основные проблемы, с которыми традиционные заводы не могут справиться.
Краткий справочник
| Основные проблемы | Технические решения | Ключевые данные | Коммерческая ценность |
| Недостаточное заполнение | Микровинт (8-14 мм) + регулируемый контроль температуры формы | Точность инъекции 0,001 г, выход 94% | Ежедневный объем производства превышает 100 000 штук. |
| Дефекты пресс-формы | Тонкопленочные веерообразные ворота + микровентиляционные каналы | Уровень захваченного воздуха 0,3%, срок службы формы 1,5 миллиона циклов. | Уровень успеха первого пробного формования ≥90% |
| Контроль массового производства | Обратная связь по формованию с обратной связью + онлайн-визуальный контроль | Cpk увеличивается с 0,92 до 1,41, процент дефектов 22 ppm. | Гарантированная стабильность для 1 миллиона штук. |
| Высокая стоимость единицы | Пресс-форма на 128 гнезд + автоматическая резка ворот в форме | Себестоимость единицы $0,0052 (включая амортизацию) | Бесплатный расчет модели стоимости |
Ключевые выводы
- Для массового производства микродеталей требуются специализированные микролитьевые машины объемом менее 0,005 г. Обычное промышленное оборудование не выдерживает такой нагрузки. Единственное смещение в полости формы может испортить всю партию.
- Допуск полости должен оставаться в пределах 0,002 мм, шероховатость поверхности — Ra0,5 м и соответствовать спецификациям полировки SPI A-2. Это не является обязательным — это обязательно для согласованного вывода.
- Раннее тестирование прототипа экономит десятки тысяч потерянных материалов и переделок. А Деталь микроформы, напечатанная на 3D-принтере стоит около 500 долларов — дешево по сравнению с затратами на отказ.
- JS Precision охватывает все: от проектирования до масштабирования с помощью искусственного интеллекта. Они берут на себя весь путь, от первого образца до полномасштабного запуска, решая реальные проблемы в производстве микродеталей.
Почему стоит доверять микролитью под давлением JS Precision?
Микролитье под давлением — это больше, чем просто срок: это основа управления затратами и снижения рисков при масштабировании производства микродеталей.
JS Precision работает в сфере медицины, электроники и автомобилестроения более десяти лет. Приобретение глубокого опыта на основе реальных данных.
Наш контроль процесса не является просто теоретическим, он подкреплен тысячами результатов испытаний в ходе реальных производственных циклов. Вероятно, более или менее, их надежность обусловлена долгосрочным сотрудничеством с отраслями с высокими ставками.
Основным требованием массового производства микродеталей является полная управляемость процесса и гарантированная точность. Преимущество полного управления технологией JS Precision может точно соответствовать этому требованию.
Весь процесс литья под давлением, начиная от проектирования и создания прототипов пресс-форм и заканчивая крупномасштабным и недорогим литьем под давлением, выполняется профессиональными инженерами.
Наш Стандарт ISO 13485:2016 Собственный цех пресс-форм оснащен проволочным электроэрозионным оборудованием и сверхточным оборудованием с ЧПУ , которое позволяет обрабатывать полости с допусками 0,002 мм и делает возможным высокоточное массовое производство для наших клиентов.
Ничто не демонстрирует сотрудничество более наглядно, чем примеры из реальной жизни. Например, один из наших медицинских клиентов, который производит корпуса мини-датчиков с толщиной стенок всего 0,12 мм, раньше поручал массовое производство крупным компаниям, занимающимся литьем под давлением.
В результате они имели низкую доходность — всего 78% , а себестоимость единицы — около 0,022 доллара, что значительно снижало рентабельность.
Наш клиент перешел на JS Precision, и благодаря нашему индивидуальному процессу микролитья под давлением и оптимизации конструкции пресс-формы клиент увеличил выход продукции до 96%, ежедневное производство до 120 000+ единиц и сократил себестоимость единицы продукции до 0,0078 доллара США.
Они сэкономили почти один миллион долларов США ежегодно и эффективно добились снижения затрат и повышения эффективности.
Сокращение затрат, повышение эффективности и обеспечение стабильных решений для массового производства являются основными требованиями наших клиентов. JS Precision всегда стремится удовлетворить эту потребность, и наши услуги полностью прозрачны, а результаты измеримы.
Все технические решения проверены на прототипах и проверены на данных, что не оставляет места для разговоров о преимуществах.
Чтобы узнать больше о наших возможностях, свяжитесь с нашими инженерами для специальной оценки осуществимости микролитья под давлением и разблокируйте индивидуальное решение, адаптированное к вашим потребностям.
Как микролитье под давлением решает проблему крупномасштабного производства микродеталей?
Процесс микролитья под давлением эффективно производит большое количество крошечных компонентов, необходимых для промышленного производства. Основное преимущество этой системы позволяет решить две основные проблемы, в том числе неполное заполнение и нестабильность производственных процессов .
В системе используются микрошнеки с системой переменной температуры пресс-формы для достижения измерения веса 0,001 г, что обеспечивает стабильную производительность благодаря литье под давлением больших объемов операции.
Технические параметры микрошнеков и регулируемой температуры пресс-формы
Параметры основного оборудования процесса литья под давлением микродеталей направляют все операции в соответствии с их конкретными потребностями.
Система обеспечивает точный контроль массы от 0,001 г до 0,001 г в диапазоне диаметров микрошнеков 8–14 мм, что позволяет операторам управлять количеством впрыскиваемых продуктов с шагом в миллиграммы для достижения оптимальных результатов наполнения.
Оператор контролирует поток чернил через тонкую иглу, которая обеспечивает точный контроль объема для заполнения небольшого пространства для письма идеальным количеством чернил.
Система позволяет активно изменять температуру пресс-формы благодаря способности динамически изменять температуру.
Система поддерживает операции наполнения посредством контроля температуры, что позволяет температуре смолы достигать требуемого уровня, а также использует методы быстрого охлаждения для сокращения рабочего времени на этапе охлаждения.
Данные о массовом производстве микроразъемов и коммерческое значение
Проект микросоединителя показал производительность 67 процентов при традиционном литье под давлением с толщиной стенок 0,18 мм, что позволило производить менее 30 000 единиц в день .
Внедрение микролитья под давлением в компании JS Precision привело к тому, что производственный процесс достиг производительности 94 процентов и производил более 100 000 единиц продукции в день в соответствии со стандартами литья под давлением больших объемов.
Мы предоставляем оценку осуществимости микролитья под давлением, для которой требуется 0,005 г в качестве минимального объема впрыска для массового производства различных микродеталей, одновременно решая проблему неполного заполнения. Нажмите, чтобы узнать подробности оценки.
Как конструкция пресс-формы для литья под давлением может изменить определение литников и выпусков микродеталей?
Конструкция пресс-формы для литья под давлением является ключом к формованию микрокомпонентов, а неправильная конструкция ворот и выпускных отверстий может легко привести к браку формы.
Он использует специальную схему ворот и микровыпускных канавок, которая может устранять такие дефекты, как захваченный газ , обеспечивая успешное массовое производство микролитья под давлением.
Технические характеристики конструкции тонкопленочных веерных ворот и микровентиляционных каналов
Затвор и вентиляционное отверстие в конструкции пресс-формы для литья под давлением имеют очень точные характеристики. Они оказывают непосредственное влияние на результат формования:
Вентиль тонкопленочный веерный: 0.05-0. Толщина 10 мм, ширина в 2-3 раза больше толщины стенки детали. Это помогает снизить сопротивление расплава и продлевает срок службы материала.
Короче говоря, это похоже на соединение водопроводной трубы небольшого диаметра с соединителем большого диаметра. Вода будет течь очень плавно, и не будет опасности повреждения из-за чрезмерного потока .
Микровентиляционные каналы: 0. 003-0. Глубина 0,008 мм, ширина 0,5 мм, расстояние между ними 2 мм и равномерное распределение на концах расплава. Это значительно помогает снизить уровень захваченного воздуха.
Результаты проверки и коммерческие обязательства
За счет оптимизации конструкции пресс-формы для литья под давлением количество дефектов из-за захвата воздуха в микрошестернях было резко снижено с 12% до 0,3% , а срок службы формы увеличился до 1,5 миллиона циклов. Оптимизация проектирования в Молдове предоставляется вместе с бесплатным отчетом DFM.
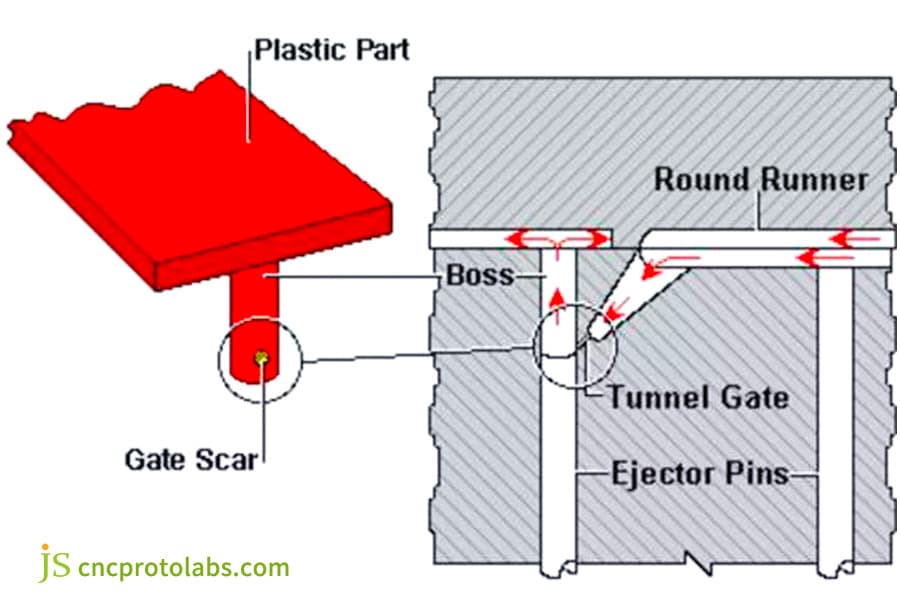
Рисунок 1: Схема поперечного сечения установки для литья под давлением с туннельными воротами для микродеталей, показывающая направляющую систему, ворота и полученную деталь со шрамом на воротах.
Как заранее проверить предел заполнения микродеталей с помощью прототипирования литьем под давлением?
Создание прототипа для литья под давлением — это производственный этап перед полномасштабным производством. Это помогает заранее проверить ограничения заполнения и снижает риски, связанные с изготовлением пресс-форм .
Это делается с использованием недорогих 3D-печатных вставок или алюминиевых форм с одной полостью для литья под давлением, чтобы быстро изменить конструкцию формы для литья под давлением и параметры процесса, тем самым ограничивая время пробного литья.
Технический путь к 3D-печати вставок для микроформ
Прототипирование литьем под давлением при 3D-печати соответствует точности и удобству использования прототипа:
Стержни пресс-форм печатаются из термостойкой светочувствительной смолы, содержащей HDT 150, 50-200 штук POM, ABS и других материалов , которые отливаются под давлением, что позволяет клиентам быстро и с низкими затратами выполнить проверку осуществимости конструкции и избавиться от потерь при изготовлении слепых форм.
Реальные практические примеры и улучшение окна процессов
Один из прототипов наших клиентов, спроектированный с толщиной рабочего колеса всего 0,15 мм, после испытаний методом литья под давлением требовал давления впрыска 220 МПа (что очень легко могло вызвать деградацию материала).
За счет изменения конструкции рабочего колеса давление было снижено до 180 МПа, что стало компромиссом между эффектом наполнения и характеристиками материала.
Как добиться массового производства микродеталей без дефектов посредством литья под давлением в больших объемах?
Высокообъемное литье под давлением в сочетании с технологией микролитья под давлением обеспечивает массовое производство микродеталей без дефектов, эффективно балансируя два аспекта: скорость производства и качество .
Здесь контроль производственных мощностей стабилизируется за счет точного мониторинга и технологии контроля температуры, что в то же время удовлетворяет низкая стоимость литья под давлением аспект, что приводит к эффективному, низкозатратному и бездефектному производству.
Замкнутая система обратной связи по формованию и онлайн-система визуального контроля
Это факт, что стабильность литья под давлением в больших объемах требует точной системы мониторинга. Основные моменты дискуссии заключаются в следующем:
Датчик давления в полости с частотой дискретизации 1 кГц, использующий управление с обратной связью для точного переключения между узлами поддержания давления и узлами наполнения, что исключает любые проблемы, которые могут возникнуть во время наполнения.
5-мегапиксельная система технического зрения может выявлять отклонения в размерах размером до 0,01 мм и немедленно отбраковывать дефектные изделия в режиме реального времени, что является лучшим способом обеспечить единообразие деталей.
Данные о возможностях процесса и корректировка процесса
Внедрение нами вышеуказанной системы привело к увеличению значения Cpk для микродеталей с 0,92 до 1,41, а уровень брака снизился до 22 частей на миллион, что ставит нас в число ведущих компаний в отрасли.
Мы используем полностью электрическую термопластавтомат + саморегулировку процесса искусственного интеллекта , чтобы компенсировать в реальном времени колебания температуры и вязкости пресс-формы, что является ключом к получению однородности 1 миллиона последовательных деталей и удовлетворению требований литья под давлением в больших объемах.
Сравнение стоимости и эффективности микроформ с разным количеством полостей
| Количество полостей | Стоимость единицы продукции (включая амортизацию, долл. США) | Ежедневный объем производства (шт.) | Срок службы пресс-формы (10 000 циклов) | Применимые типы деталей | Цикл формования (секунды) |
| 32 полости | 0,012 доллара США | 50 000 | 120 | Сложные микродетали | 8 |
| 64 полости | 0,009 доллара США | 80 000 | 130 | Обычные микроразъемы | 7 |
| 128 полостей | $0,0052 | 150 000 | 150 | Простые микрошестеренки | 5 |
| 256 полостей | $0,0045 | 280 000 | 100 | Ультрамаленькие микроконтакты | 4 |

Рисунок 2. Пинцет аккуратно удерживает небольшую темную цилиндрическую деталь с другими микроформованными компонентами различных форм и цветов, расположенными вокруг нее на белой поверхности.
Как низкозатратное литье под давлением может снизить индивидуальную стоимость микрокомпонентов?
Дешевое литье под давлением позволяет значительно снизить себестоимость единицы микродеталей без снижения качества. Это также может быть очень хорошо согласовано с требованиями серийного производства .
Путем интеграции многоместных пресс-форм и технологий автоматизации с производственными мощностями пресс-форма для литья под давлением Китай , можно достичь нового уровня экономической эффективности и производительности.
128-местная пресс-форма и технология автоматической резки литников в форме
Целью недорогого литья под давлением является повышение производительности и снижение затрат на рабочую силу. Вкратце, ниже приведены ключевые технические аспекты:
- Полностью симметричное распределение горячеканальных каналов с 128 полостями позволяет равномерно заполнять детали. Оставшийся размер литника составляет всего 0,05 мм, что делает дальнейшую операцию ненужной, что приводит к снижению трудозатрат.
- Автоматическая система резки ворот в форме может завершить резку во время процесса литья под давлением, сократить цикл формования на 2 секунды и еще больше повысить эффективность производства.
Служба сравнения затрат и бесплатных расчетов
Затраты на производство одной отлитой детали во многом определяются количеством полостей: 64 полости — 0,009 доллара, 128 полостей — 0,0052 доллара, 256 полостей — 0,0045 доллара. Должен быть компромисс между ценой формы, силой, используемой для зажима, и балансом наполнения.
Сравнительная таблица параметров процесса литья под давлением микродеталей
| Тип детали | Толщина стенки (мм) | Давление впрыска (МПа) | Температура формы (°C) | Урожай (%) | Применимый процесс |
| Микроразъем | 0,15-0,20 | 180-220 | 80-100 | 94 | Микро литье под давлением |
| Микро-Генерация (Модуль 0.15) | 0,12-0,18 | 200-240 | 90-110 | 95 | Микро литье под давлением |
| Корпус медицинского датчика | 0,10-0,15 | 195-250 | 100-120 | 96 | Высокообъемное литье под давлением |
| Микро Контакт | 0,08-0,12 | 220-260 | 110-130 | 93 | Низкая стоимость литья под давлением |
Почему возможности обработки литьевых форм в Китае являются ключевым узким местом для массового производства в микромасштабах?
Возможности обработки литьевых форм в Китае являются основным узким местом микромассового производства, которое напрямую определяет срок службы пресс-формы и выход продукта.
Процесс верхней обработки обеспечивает точные размеры полости вместе со значениями шероховатости поверхности , которые соответствуют требованиям Стандарты ISO 286-2:2010 .
Использование форм низкого качества приводит к проблемам со сборкой, что приводит к серьезному финансовому ущербу. Процесс замены пресс-формы позволяет продлить срок службы пресс-формы с 300 000 циклов до 2 миллионов циклов, что служит основой для успешного выполнения конструкции пресс-формы для литья под давлением.
Механообрабатывающее оборудование и требования к точности микроформ
Процесс высокоточной обработки микроформ требует как специального оборудования, так и условий окружающей среды.
Сочетание медленной электроэрозионной обработки, точность которой достигает ±0,001 мм, и скорости 40 000 об/мин. сверхточный ЧПУ точность позиционирования ±0,002 мм обеспечивает точный метод обработки сложных микрополостей.
Этот процесс напоминает вырезание замысловатых узоров на поверхности размером с ноготь с использованием современных инструментов для гравировки, которые обеспечивают идеальную точность резки.
В цехе с постоянной температурой поддерживается 20 ± 0,5 ℃ , что защищает от изменений температуры, которые приводят к ошибкам в обработке, необходимым для поддержания точности обработки фарфора в литьевых формах.
Практический пример неисправности недорогой пресс-формы и позиционирования бизнеса
Клиент выбрал недорогой фарфор, изготовленный методом литья под давлением, для массового производства миниатюрных разъемов. Пресс-форме потребовалось 200 000 использований, прежде чем она стала непригодной для использования, поскольку допуск ее полости превысил 0,008 мм, что привело к прямым финансовым потерям, превысившим десятки тысяч долларов США.
Замена пресс-формы на фарфоровую пресс-форму для литья под давлением JS Precision привела к контролю допусков полости в пределах ±0,002 мм при достижении 2 миллионов циклов срока службы пресс-формы и постоянном поддержании производительности более 95%.
Наши формы соответствуют стандартам ISO 13485, а цена составляет всего 60% от сопоставимых европейских и американских форм, что обеспечивает высокую экономическую эффективность при литье под давлением.
Хотите убедиться, что точность обработки нашего фарфора для литья под давлением соответствует вашим потребностям? Свяжитесь с нашими инженерами, чтобы получить отчет об испытаниях на точность обработки и получить четкое представление о наших преимуществах.

Рис. 3. Крупный план пластины полости прецизионной литьевой формы, на которой показаны многочисленные обработанные полости, системы направляющих, заслонки и выталкивающие штифты, с видимой производственной маркировкой.
Пример использования JS Precision: микролитьевая пресс-форма и прорыв в технологии изготовления корпуса микромедицинского датчика
Массовое производство миниатюрных корпусов для медицинских датчиков может быть очень сложным, и такая продукция должна соответствовать очень высоким стандартам.
В приведенном ниже тематическом исследовании показано, как JS Precision удалось обойти некоторые производственные узкие места, с которыми столкнулись при массовом производстве медицинских датчиков, используя комбинацию микролитья под давлением, проектирования пресс-форм для литья под давлением и прототипирования для литья под давлением.
Возникшие трудности
Основные трудности с этим весьма точным медицинским компонентом заключаются в следующем:
- Компонент имеет толщину стенок 0,12 мм, включая бобышки 0,2×0,5 мм. Как правило, традиционное литье под давлением приводит к таким дефектам, как нехватка материала и следы усадки .
- Традиционно используемый веерный затвор вызывает термическое разложение при сдвиге плавления, что приводит к удержанию газов в полости до 45%, высокой доле бракованной продукции и неспособности удовлетворить требования медицинского качества.
- Заказчик ранее работал с крупными компаниями по литью под давлением, но их универсальное оборудование в сочетании с недостаточной точностью операторов привело к тому, что выход массового производства составил всего 78%, стоимость единицы продукции составила 0,022 доллара США и невозможность гарантировать сроки поставки.
Решение
JS Precision разработала очень подробное решение проблемы, объединив микролитье под давлением и оптимизацию конструкции пресс-формы для литья под давлением, чтобы преодолеть узкие места в массовом производстве:
Оптимизация характеристик пресс-формы для литья под давлением включала использование тонкопленочной веерообразной заслонки толщиной 0,06 мм (ширина в 2,5 раза превышает толщину стенки детали), в то же время микровентиляционные каналы имели глубину 0,005 мм и расстояние между ними 1,5 мм. Точность формы была увеличена за счет полировки по стандартам уровня SPI A-2, что привело к снижению деградации материала и меньшему количеству захваченного воздуха.
Для прототипирования литьем под давлением 100 образцов были введены с использованием вставок, напечатанных на 3D-принтере (температура выше 150 градусов светочувствительной смолы), давление впрыска, необходимое для исходного материала (250 МПа), было снижено за счет получения максимального результата при давлении впрыска 195 МПа, что также помогло предотвратить износ формы и деградацию материала.
Чтобы достичь стадии литья под давлением очень больших объемов, была создана замкнутая система обратной связи при литье и онлайн-система визуального контроля для контроля колебаний температуры формы в пределах ± 0,5 ℃ . Сочетание автоматической резки литников в форме и повышения эффективности, обеспечиваемого литьевыми формами в Китае, помогло снизить затраты и одновременно повысить производительность.
Окончательные результаты
После реализации проект достиг крупного качественного прорыва, достигнув следующих основных результатов:
- Количество захваченных газовых дефектов снижено на 0,8%, устранены проблемы деградации материала, продукция сертифицирована по стандартам медицинской промышленности и требованиям биосовместимости.
- Доходность резко выросла с 78% до 96%, ежедневный объем производства превысил 120 000 единиц, много усилий было приложено для удовлетворения потребностей крупносерийного литья под давлением, время доставки также сократилось на 30%.
- Срок службы пресс-формы составил 1,8 миллиона циклов, цена за единицу продукции (с учетом амортизации) упала до 0 долларов США. 0078, и клиент получил экономию почти в один миллион долларов США в год.
- Отклонение размеров продукта составило 0,003 мм, а значение Cpk составило 1,52, что значительно превышает требование клиента в 1,33, соответственно, было установлено долгосрочное партнерство.
Хотите повторить этот успех? Отправьте свои требования к деталям и чертежи и мы разработаем для вас решение для микролитья под давлением, которое поможет вам преодолеть узкие места массового производства.
Почему крупные компании, занимающиеся литьем под давлением, не подходят для массового производства микродеталей?
Из-за несоответствия оборудования спросу крупные предприятия литья под давлением являются не лучшим вариантом для массового производства микродеталей. Оборудование общего назначения с меньшей точностью и детальным контролем приводит к низкой производительности, высокой стоимости и неспособности этих компаний реагировать на микропроизводство.
Несоответствие возможностей оборудования и мониторинга процессов
Крупные компании, занимающиеся литьем под давлением, преуспевают в производстве крупных деталей в условиях массового производства, но их оборудование и системы мониторинга не подходят для производства микродеталей. Основными моментами различий являются:
- Оборудование: Машины для литья под давлением крупных компаний имеют диаметр шнеков 16 мм, а объемы впрыска начинаются с 0,5 грамма, следовательно, они не обеспечивают точность микроинжекции 0,005 грамма, что весьма вероятно приводит к нарушениям наполнения и браку продукции.
- Мониторинг: крупным компаниям, занимающимся литьем под давлением, не хватает контроля давления в одной полости, поэтому невозможно обнаружить дисбаланс заполнения нескольких полостей. При массовом производстве микродеталей требуется очень высокая однородность наполнения , и любое изменение наполнения может привести к снижению производительности.
Реальный пример и преимущества JS Precision
Клиент микросенсоров раньше работал с крупными фирмами по литью под давлением. Машины были недостаточно острыми, а технологии микроформования не существовало — выход продукции достигал 78%, себестоимость единицы продукции составляла 0,025 доллара, а сроки доставки всегда были под вопросом.
После перехода на JS Precision доходность подскочила до 96%. Стоимость одной детали упала до $0,0078. У нас есть инженеры, готовые работать круглосуточно и без выходных, а также полная индивидуальная поддержка, которая идеально соответствует потребностям массового производства.
У них нет подходящих инструментов или ноу-хау, поэтому результаты были плохими. Благодаря машинам, проектированию и мониторингу JS Precision урожайность выросла, а затраты снизились. Доставка сейчас идет в штатном режиме. Установка хорошо работает для небольших деталей, изготовленных оптом.
Часто задаваемые вопросы
Вопрос 1: Какова минимальная толщина стенок, достижимая при микролитье под давлением?
Для микролитья под давлением стабильная толщина стенок массового производства обычно меньше или равна 0,15 мм при минимальной толщине 0,1 мм. Это включает в себя не только факторы выбранного материала, но и оптимизацию конструкции пресс-формы для литья под давлением, а также давления впрыска для достижения стабильного формования и качества.
Вопрос 2: Как следует выбирать расположение литников для микрошестерен при проектировании формы для литья под давлением?
При проектировании пресс-формы для литья под давлением обычно рекомендуется располагать литник для микрошестерен на ступице или незацепляющемся торце, чтобы не влиять на профиль зуба. В соответствии со спецификациями SPI для минимизации термического повреждения материала при сдвиге используется тонкопленочный веерообразный затвор.
Вопрос 3: Сколько деталей можно отлить под давлением с использованием 3D-печатной формы для прототипирования литьем под давлением?
В зависимости от материала, давления впрыска и термостойкости компонентов формы, 3D-печатные формы для прототипирования литьем под давлением обычно могут производить 50-200 деталей , чего будет достаточно для проверки прототипа.
Вопрос 4: Как литье под давлением в больших объемах обеспечивает стабильное круглосуточное непрерывное производство?
При литье под давлением в больших объемах используется обратная связь по замкнутому контуру + саморегулировка процесса искусственного интеллекта для компенсации изменений температуры и вязкости формы, а также онлайн-визуальный контроль, которые вместе обеспечивают стабильное непрерывное производство в течение 24 часов.
Вопрос 5: Всегда ли лучше иметь больше полостей для недорогого литья под давлением?
Наличие большего количества полостей не всегда является лучшим вариантом для недорогого литья под давлением. Решение должно приниматься с учетом других аспектов, таких как стоимость формы, сила зажима и баланс наполнения. 64-128 полостей представляют собой лучший компромисс между стоимостью и единообразием.
Вопрос 6: По какой причине крупные компании, занимающиеся литьем под давлением, отказываются принимать заказы на микродетали?
Крупные компании, занимающиеся литьем под давлением, имеют машины для литья под давлением общего назначения, которым не хватает как точности, так и контроля, необходимого для микродеталей, что приводит к таким проблемам, как низкая производительность производства и низкая окупаемость инвестиций - эти факторы не поддерживают обслуживание и модернизацию микроформ, поэтому у них возникают проблемы с принятием таких заказов.
Вопрос 7: Каковы ваши самые быстрые сроки перехода от прототипа к массовому производству?
Мы предлагаем быстрый срок изготовления прототипа в течение 3 дней, доставку пробных образцов в течение 15 дней и мелкосерийное производство в течение 35 дней, что позволяет нам быстро реагировать на запросы клиентов. требования массового производства .
Вопрос 8: Насколько цены на пресс-формы в JS Precision ниже, чем в Европе и Америке?
Стоимость обработки литьевых форм JS Precision в Китае составляет около 60% от цен в Европе и Америке для форм одинаковой точности и срока службы. Это позволяет нашим клиентам значительно снизить затраты на приобретение пресс-форм.
Краткое содержание
Тройные проблемы наполнения, точности и стоимости при массовом производстве микродеталей можно решить с помощью микролитья под давлением, продуманного проектирования пресс-форм и прототипирования, больше не нужно гадать.
JS Precision учитывает потребности клиентов, предлагая комплексные индивидуальные услуги с использованием проверенных технологий и реальных проектов, чтобы расчистить путь для производства. Кажется, трудно игнорировать то, как эти факторы сочетаются на практике.
Больше не беспокойтесь о низкой доходности, высокой стоимости и плохой стабильности. Свяжитесь с нами сейчас для бесплатного технико-экономического обоснования и расчета стоимости. Проверьте пределы своего дизайна в течение 3 дней и отправляйтесь на путь эффективного массового производства микродеталей.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

