

Moldeo por inyección de precisión es el corazón de la fabricación de piezas de alta precisión para los sectores médico, de conectores electrónicos y de sensores para automoción.
En la fabricación de dispositivos médicos de precisión, conectores electrónicos y sensores para automóviles, un flash de 0,02 mm, por ejemplo, puede ser suficiente para estropear por completo todo el pedido.
Muchos compradores tendrán el problema de que aparezcan rebabas antes de que los nuevos moldes hayan alcanzado las 10.000 unidades de producción.
Aquí discutiremos cómo deshacerse de los problemas de rebabas de una vez por todas mediante un diseño de molde superior y un proceso científico de moldeo por inyección que siempre producirá componentes de muy alta precisión.
Descripción general del contenido clave
| Dimensiones clave | Estrategias centrales | Resultados esperados |
| Fabricación de moldes | Acero S136 templado a HRC 52+, precisión de rectificado de la superficie de separación <0,002 mm. | Elimina la microdeformación del molde debido a la extrusión a alta presión. |
| Control de procesos | Scientific Moulding monitorea los puntos de conmutación VP. | Elimina el "abultamiento del molde" causado por picos de presión instantáneos. |
| Optimización del diseño | Emplea un diseño de rotura y ventilación de precisión de 0,005 mm. | Logra un moldeo sin rebaba de materiales de alto flujo (como LCP). |
Conclusiones clave
- La precisión se deriva del molde: la planitud de la superficie de separación es esencialmente la "barrera" física que evitará la rebaba; tendría que alcanzar un ajuste a nivel de micras.
- Un proceso es mucho mejor que la presión: la fuerza de sujeción no es una "solución milagrosa", el equilibrio dinámico de la presión y el cambio de VP son los principales actores.
- Perspectiva de costo total: El costo ahorrado al no tener que desbarbar manualmente en las etapas posteriores puede ser incluso mayor que el beneficio de un precio unitario de molde inicial bajo.
- Proveedores profesionales: la elección de un socio que posea máquinas de moldeo por inyección totalmente eléctricas y que tenga capacidades de análisis del flujo del molde es una garantía de entrega a tiempo.
¿Por qué creer en esta guía? Experiencia en fabricación de moldeo por inyección de precisión de JS Precision
El moldeo por inyección de precisión es importante en términos de habilidades técnicas y requiere estrictas medidas de control de calidad.
Con JS Precision, obtendrá un socio con más de 15 años de experiencia en moldeo por inyección de precisión y fabricación de moldes de inyección, lo que le brindará la oportunidad de aprovechar directamente su experiencia para sus necesidades de producción.
Esto significa que compartirá su madura experiencia en la entrega de más de 300.000 piezas de precisión a más de 1.000 clientes en todo el mundo y disfrutará de una garantía de entrega puntual del 99,2 %.
Nuestro sistema de producción certificado por Norma ISO 9001:2015 y una fábrica equipada con más de 30 máquinas de moldeo por inyección se centrará en brindar soporte de moldeo por inyección de alta precisión para sus componentes plásticos personalizados en los campos médico, automotriz y electrónico.
Al trabajar con nosotros, puede aprovechar su enfoque probado, que, entre otros, incluye lo siguiente: La reducción de la tasa de defectos de inflamación del 5 % al 0,2 % mediante la optimización del molde y los ajustes del proceso se ha demostrado en más de 2000 proyectos de moldeo por inyección.
Para piezas de precisión de grado médico, no solo podrá cumplir con tolerancias dimensionales de 0,005 mm, sino que la producción en masa de sus productos de moldeo por inyección estará físicamente libre de rebabas.
Tendrá acceso las 24 horas del día a la ayuda del análisis DFM, lo que le permitirá obtener comentarios sobre la capacidad de fabricación de sus diseños de moldes muy rápidamente.
Además, el servicio garantiza una verificación exhaustiva del proceso mediante instrumentos de medición de alta precisión, como máquinas de medición de coordenadas (MMC) y escáneres 3D, de modo que todos los pedidos irán acompañados de un informe FAIR completo y una certificación de materiales.
En otras palabras, recibirá piezas consistentes y confiables sin rebabas, evitando así pérdidas debido a defectos de rebaba.
Esta guía se ha elaborado basándose en experiencias reales de proyectos; los planes y la información provienen de casos de producción reales, lo que le brinda soluciones potentes y viables.
Acceda rápidamente al documento técnico sobre moldeo por inyección de precisión sin flash: no se requieren operaciones complicadas, domine rápidamente las técnicas básicas de la solución.
¿Cómo eliminar el riesgo de desbordamiento de material en la fabricación de moldes de inyección desde la fuente de precisión del molde?
Debe entenderse que el destello es causado en la mayoría de los casos por una línea de separación suelta.
Lograr una superficie de separación sin recursos incluso con cargas elevadas (500-2000 kg/cm) mediante el uso de acero de alta dureza y un rectificado de superficies de ultraprecisión hasta la eliminación de espacios a nivel de micras es la base física para la resolución de este problema.
Fabricación de moldes de inyección Es esencialmente una cuestión de precisión del molde. Los problemas de rebabas en el moldeo por inyección de precisión tienen aproximadamente un 80% de relación con fallas del molde.
¿Por qué incluso los moldes nuevos desarrollan rebabas después de un uso breve?
En tales casos, normalmente se puede culpar al uso de moldes baratos hechos de acero común con una dureza bastante baja o que han retenido una cantidad considerable de tensión interna después del proceso de mecanizado.
La superficie de separación en dicho molde mostrará cierta deformación, colapso o similar, después de decenas de miles de cierres del molde debido a impactos sutiles.
Estos espacios menores permiten que la masa fundida escape durante el moldeo por inyección a alta presión. Los moldes nuevos pueden desbordarse incluso antes de las 10.000 inyecciones debido a la consecuencia directa de la falta de precisión en el mecanizado.
Para decirlo claramente, los moldes de bajo precio son similares a los de las ollas de hierro de baja calidad: después de varias veces de uso, es probable que se deformen, incluso tendrán fugas cuando la presión es solo un poco de fuerza y, por supuesto, no pueden soportar la presión de moldeo por inyección que es bastante alta.
La influencia de la dureza del tratamiento térmico del acero S136 en la durabilidad
El S136 es el acero recomendado para fabricar moldes de moldeo por inyección de precisión, y los diferentes niveles de dureza dan como resultado diferencias significativas en el rendimiento. En pocas palabras, cuanto mayor sea el nivel de dureza, mayor será la resistencia a la deformación de la superficie de partición.
| Dureza del acero | Ciclos de cierre de moldes | Valor de deformación de la superficie de partición | Ciclo de aparición de destellos |
| HRC 30 | 10.000 ciclos | 0,015 mm | Dentro de 10.000 ciclos de molde |
| HRC 40 | 50.000 ciclos | 0,008 mm | Después de 50.000 ciclos de molde |
| CDH 52 | 500.000 ciclos | 0,002 mm | Sin flash después de 500.000 ciclos de molde |
El tratamiento de enfriamiento a HRC 52+ le da al acero la capacidad de resistir la deformación a un nivel muy alto. Como resultado, el filo del borde de la superficie de separación de su molde permanecerá estable durante mucho tiempo y el borde estará protegido del desgaste debido a los impactos causados por el cierre del molde.
¿Se debe controlar la profundidad de la ranura de ventilación a 0,005 mm o a 0,02 mm?
Diferentes viscosidades plásticas están asociadas con diferentes límites de ventilación. Para materiales LCP muy fluidos, la profundidad de la ranura de ventilación debe limitarse a 0,005 mm , pero para los plásticos habituales, puede ser incluso de 0,01 mm.
Mediante JS Precisión rectificado de precisión , puede tener ranuras de ventilación con una tolerancia de 0,001 mm, lo cual es una excelente manera de detener las fugas de material fundido con bastante eficacia.
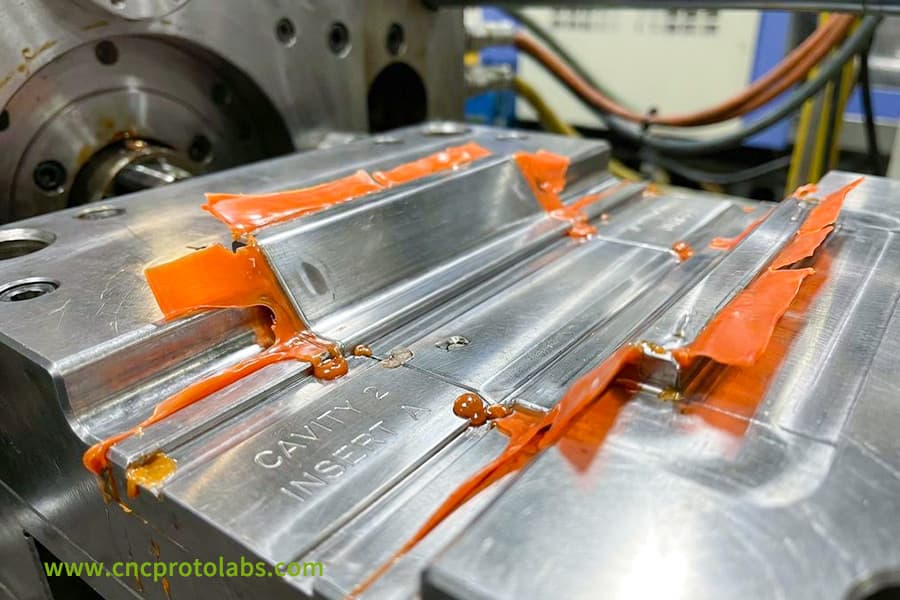
Figura 1: Un primer plano de un inserto de cavidad de molde de precisión con material rebajado de color naranja visible a lo largo de sus bordes, lo que ilustra un defecto común.
¿Es la fuerza de sujeción insuficiente la única razón de la rebaba en el proceso de moldeo por inyección de alta precisión?
El destello suele aparecer como resultado del desequilibrio entre la presión de inyección y la fuerza de sujeción. Cuando la fuerza de sujeción es suficiente, todavía habrá fugas de material si el interruptor VP llega demasiado tarde causando una sobrepresión instantánea en la cavidad o si la rigidez insuficiente del molde provoca abultamiento.
El moldeo por inyección de alta precisión tiene que ver con el equilibrio dinámico y no se puede resolver simplemente aumentando un parámetro.
Equilibrio dinámico de presión de inyección y fuerza de sujeción:
El sistema de inyección de una máquina de moldeo por inyección produce una fuerza de propulsión que es hacia adelante y un sistema de sujeción proporciona la fuerza de sujeción inversa.
Para mantener el equilibrio de estas dos fuerzas, se debe definir una ventana de proceso razonable. Una ruptura en la línea de separación que conduce a la rebaba será un resultado directo del desequilibrio de presión .
En otras palabras, la presión de inyección y la fuerza de sujeción se pueden comparar con un tira y afloja: ambos lados deben estar equilibrados. Una fuerza excesiva en cualquiera de los lados "perderá el control" y provocará un destello.
El impacto del retardo de conmutación de VP en el impacto instantáneo de alta presión
El cambio de VP cambia drásticamente el punto de inyección a presión de mantenimiento. Si retrasa el cambio, el espacio en el molde se llenará de masa fundida y la presión se disparará inmediatamente hasta un pico de incluso 1,5 veces el nivel normal . Este impacto es tan fuerte que puede romper el pequeño espacio de la línea de separación a nivel de micras y se formará una llamarada.
Compensación de desbordamiento en tiempo real mediante sensores de presión de la cavidad del molde
Precisión JS He estado instalando sensores de presión en moldes durante años, y su uso le ha permitido no solo visualizar la presión del molde, sino que también puede administrarla en un circuito cerrado desde el punto de vista de la velocidad de inyección y la presión de mantenimiento en tiempo real debido a la rápida retroalimentación de la señal de presión.
La flasheo por lotes se puede eliminar por completo mediante la automatización del proceso basada en la detección de presión anormal.
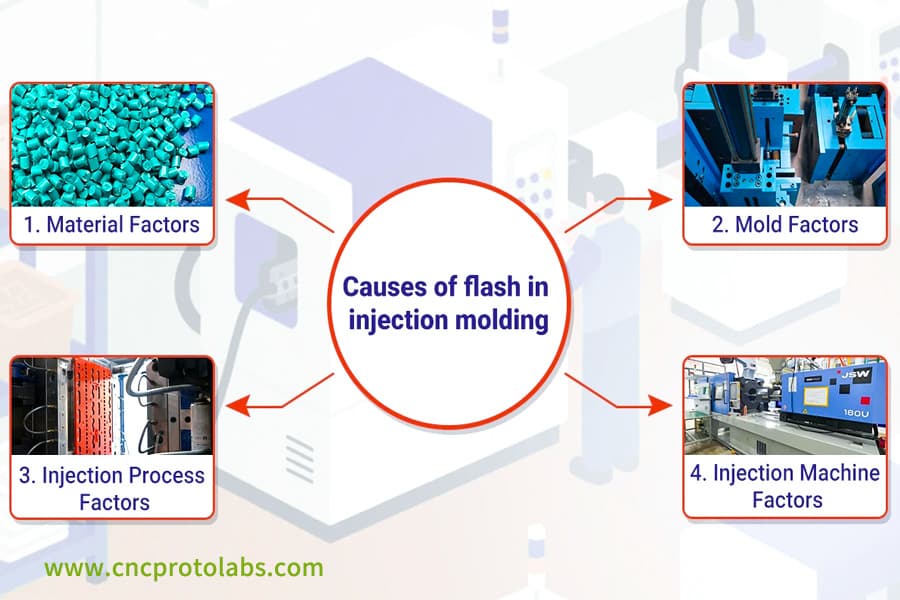
Figura 2: Infografía que enumera las cuatro categorías principales de causas de rebaba en el moldeo por inyección: material, molde, proceso de inyección y factores de la máquina.
¿Sus productos de moldeo por inyección causaron interferencias en el ensamblaje debido a un borde de vuelo excesivo?
En primer lugar, hay que tener en cuenta que los conectores electrónicos de precisión o las piezas de bombas médicas deben fabricarse con tolerancias muy estrictas (normalmente 0,01 mm).
La rebaba es muy dañina porque no sólo hace que las piezas parezcan más grandes, sino que también puede arruinar los sellos o incluso liberar algo de contaminación de polvo plástico, que es una de las causas más directas de fallas en las piezas de acoplamiento de precisión.
De hecho, la precisión de los productos de moldeo por inyección es uno de los principales factores que determinan el montaje exitoso de sus productos.
Influencia del flash en las tolerancias dimensionales generales:
Un destello insignificante de 0,02 mm puede considerarse insignificante; sin embargo, cuando se ensamblan diferentes piezas, un margen tan pequeño puede aumentar incluso a más de 0,1 mm.
Esto causaría problemas, como fuerzas anormales de inserción/extracción y atascos en engranajes o conectores de precisión, y eventualmente conduciría al descarte del producto.
Problemas con el recorte manual del flash:
La eliminación manual de rebabas no es precisa y las consecuencias son esquinas con radios descubiertos y rayones en la superficie, entre otras cosas. Mala calidad de un lote a otro productos de moldeo por inyección Debido a la inconsistencia es la razón por la cual la producción en masa no puede cumplir con sus requisitos.
Cómo los sistemas automatizados de inspección visual pueden detectar pequeños defectos:
En JS Precision contamos con equipos de inspección visual de alta resolución de última generación que son capaces de detectar defectos de flash con un tamaño superior a 0,01 mm. Puede estar seguro de que cada producto ha sido inspeccionado al 100 % para comprobar que no tenga rebabas ni defectos.
| Método de detección | Precisión de identificación | Eficiencia de detección | Tasa de falta de productos defectuosos |
| Inspección manual | 0,05 mm | 10 piezas/minuto | 8% |
| Inspección de visión automatizada | 0,01 mm | 60 piezas/minuto | 0,02% |
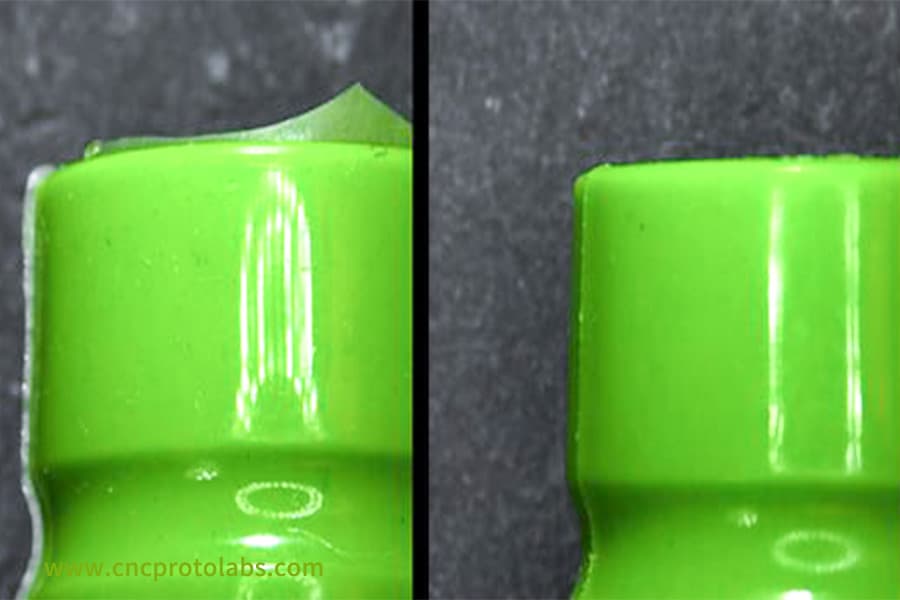
Figura 3: Una comparación lado a lado que muestra una pieza de plástico con un borde limpio junto a otra con un borde defectuoso y desigual.
¿Cómo evitar rebabas optimizando la superficie de separación durante la fase de diseño del moldeo por inyección de precisión?
El diseño de optimización debe basarse en un estudio de flujo del molde. Se pueden predecir áreas de alta presión en los puntos de confluencia del material fundido, de modo que se emplea un diseño de pasador de derivación o deslizador en lugar de contacto plano, y se puede instalar una ranura de alivio especial para acomodar el material fundido adicional. Verifique las dimensiones de la superficie de la moldura de acuerdo con Norma ISO 286-1 .
El diseño preciso del moldeo por inyección puede reducir la posibilidad de que se produzcan rebabas en un 70 %.
Identificación de áreas de impacto de alta presión con Moldflow
Puede utilizar la simulación de Moldflow durante la fase de diseño para detectar de antemano la alta presión local causada por un espesor de pared desigual y una posición incorrecta de la puerta. Estas áreas de alta presión son las más afectadas del borde de vuelo, y optimizarlas de antemano puede evitar problemas posteriores.
Diseño de cierre y optimización del radio:
Además de los cierres verticales, los cierres biselados proporcionan un mecanismo de autobloqueo más fuerte y un cierre más hermético. Cuando el ángulo R se ajusta correctamente, no solo se dirige el flujo de fusión, sino que también se reducen las fuerzas de corte de los bordes, lo que lleva a un menor riesgo de rebaba.
Diseño de ranura de apertura que proporciona espacio de amortiguación para el exceso de material fundido
Se pueden reservar microranuras contra sobretensiones en ubicaciones no críticas de la línea de separación para acomodar activamente cantidades muy pequeñas de gas y material fundido. Este es un estilo avanzado de fabricación de moldes que previene totalmente la rebaba en puntos críticos.
¿Por qué las cotizaciones de moldeo por inyección a bajo precio a menudo ocultan costosos costos de recorte?
Las cotizaciones muy reducidas se deben principalmente a estructuras de moldes simplificadas y a una baja precisión de mecanizado. Esto, a su vez , hace que la tasa de defectos sea bastante alta y que en gran medida haya que desbarbar manualmente.
Por lo tanto, el costo unitario, incluida la mano de obra, los desechos y los retrasos en la entrega, será mucho mayor que el de los moldes de precisión. La trampa del bajo precio de cotizaciones de moldeo por inyección en última instancia, puede costarle más.
Cálculo del costo de recorte de mano de obra:
Costo total de una sola pieza = precio unitario del producto + tarifa de recorte manual + tarifa de manejo secundario + tarifa de intercambio de chatarra.
Para productos con moldes baratos, los gastos de reducción de mano de obra podrían ser del 50% del precio unitario, lo que hace que el costo total sea considerablemente más alto que el de los productos moldeados por inyección de precisión.
Efecto de la tasa de desperdicio y los retrasos en la entrega en la cadena de suministro:
Si los problemas de flash ocurren continuamente, entonces es posible que la producción se interrumpa y los cronogramas de lanzamiento del producto también se vean afectados. Las pérdidas causadas por retrasos en la entrega serán mucho mayores que la diferencia de precio entre los dos moldes.
¿Es la cotización una garantía de vida útil sin flash?
Mientras realiza una cotización comparativa de moldeo por inyección, pregunte si el molde de inyección será preciso y sin defectos durante las próximas diez mil tiradas de molde. Por ejemplo, JS Precision ofrece una garantía de 500.000 inyecciones sin flash, lo que significa que puede confiar en una producción a largo plazo sin problemas.
Obtenga múltiples cotizaciones transparentes de moldeo por inyección con un solo clic, rechazando costos ocultos y disfrutando de una alta rentabilidad sin flash.
¿Cómo lograr una entrega flash cero de componentes plásticos personalizados para plásticos de alta fluidez?
Los materiales con una fluidez muy alta, como LCP o PA66 , pueden provocar fugas incluso si el espacio es tan pequeño como 0, 008 mm.
Además del control preciso de la viscosidad basado en el mantenimiento de una temperatura constante del controlador de temperatura del molde, es necesario el moldeo por inyección al vacío asistido por el uso de sellado a nivel de micras de las piezas metálicas durante el moldeo por inyección con inserto.
Moldeo por inyección de alta precisión es el factor clave que garantiza que no haya rebabas incluso con materiales de muy alto caudal .
Control de temperatura del molde para ajustar la viscosidad de materiales de alto flujo
Cuando cambia la temperatura del molde, la viscosidad del material también varía, lo que puede provocar fácilmente desbordamientos. Se sugiere utilizar un controlador de temperatura de aceite de precisión con una precisión de control de temperatura del molde de ±1 ℃ para mantener estable la fluidez del material y evitar cualquier rebaba.
En pocas palabras, el control de la temperatura del molde se puede comparar con el ajuste del dulzor del té con leche; incluso una pequeña diferencia en la temperatura cambia la "fluidez" del material y, si no se tiene cuidado, puede "desbordarse" (destello).
Los datos de adaptación de los parámetros de moldeo por inyección para diferentes plásticos de alta fluidez pueden servirle como guía para gestionar con precisión el riesgo de desbordamiento.
A continuación se muestra un resumen de los parámetros principales después de las pruebas y optimización reales.
| Tipo de plástico | Temperatura recomendada del molde (°C) | Profundidad de ventilación (mm) | Presión de inyección (MPa) | Fuerza de sujeción (kg/cm²) | Rendimiento sin flash (%) |
| LCP (polímero de cristal líquido) | 120-140 | 0,003-0,005 | 160-190 | 1200-1500 | 99,7 |
| PA66 (Reforzado) | 80-100 | 0,005-0,008 | 140-170 | 1000-1300 | 99,5 |
| PBT (retardante de llama) | 70-90 | 0,006-0,010 | 130-160 | 900-1200 | 99,3 |
| PEEK (grado médico) | 180-200 | 0,002-0,004 | 180-210 | 1500-1800 | 99,8 |
| TPU (grado de alta transparencia) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99.1 |
Aplicación del moldeo por inyección asistido por evacuación al vacío en piezas de paredes delgadas
La evacuación por vacío permite eliminar el aire de la cavidad del molde de antemano, reduciendo la presión de inyección y llenando la cavidad con menos fuerza, disminuyendo así la producción de rebaba.
Tecnología de sellado de precisión para moldeo por inserción
Inserciones metálicas pueden tener errores dimensionales que causan que los espacios de acoplamiento sean grandes. JS Precision emplea inserciones de molde ajustables que tienen espacios de acoplamiento <0,01 mm, lo que introduce un moldeado de inserción sin rebaba para sus componentes de plástico personalizados.
¿Qué competencias básicas se deben destacar al buscar un proveedor de moldeo por inyección sin flash?
Un proveedor de primer nivel debe estar equipado con máquinas de moldeo por inyección totalmente eléctricas (con una precisión de repetibilidad de hasta 0,01 mm), una sala limpia con temperatura controlada, capacidades de análisis científico del moldeo y la capacidad de producir informes de pruebas objetivos, como la distribución de la presión de la superficie de separación.
La capacidad del moldeo por inyección de precisión es el umbral central para los proveedores de moldeo por inyección sin rebabas.
Máquina de moldeo por inyección totalmente eléctrica y repetibilidad:
En términos de precisión del control de presión y posición, las máquinas de moldeo por inyección totalmente eléctricas están muy por delante de las prensas hidráulicas tradicionales. Además, su proveedor debe tener motores totalmente eléctricos, como los motores Fanuc, que alcancen un nivel de repetibilidad de 0,01 mm.
Soporte de datos de moldeo científico:
Los proveedores confiables realizarán la verificación DOE (Sistema de ejecución de dispositivos) para el proceso y no realizarán ajustes basándose únicamente en su experiencia, brindándole así datos de proceso sistemáticos para mantener estable la producción.
Datos de estabilidad e informes de pruebas de funcionamiento continuo:
Debe consultar el informe CPK de producción ininterrumpida de 24-48 horas del proveedor. Los proveedores con CPK 1.33 solo pueden prometer estabilidad de flash cero en la producción en masa.
Obtenga una lista autorizada de selección de proveedores para coincidir con precisión proveedor de moldeo por inyección sin flash ¡Y elimine los riesgos de cooperación!
Estudio de caso de JS Precision: Desafío Zero Flying Edge de microengranajes Peek de grado médico
Desafíos encontrados:
El cliente quería fabricar microengranajes de PEEK de grado médico con un diámetro de apenas 5 mm. Además de ser caro, el PEEK es un material de alto caudal. Al principio, a una presión de inyección de 180 MPa, el molde produjo 0,05 mm de rebaba en los bordes, lo que provocó un atasco en el engranaje y el rendimiento del producto fue solo del 60 %.
Necesitaban desesperadamente una producción en masa, por lo que el problema del flash se convirtió en el principal cuello de botella. El recorte manual difícilmente podría cumplir con los requisitos de precisión de los productos de grado médico y aumentaría significativamente los costos de producción.
Solución:
Para resolver estos problemas, implementamos un enfoque multifacético:
1. Optimización del molde:
Optimizamos minuciosamente el molde actual, lo que incluyó mejorar la precisión del ajuste de la superficie de separación de 0,01 mm a 0,002 mm. De esta manera, se eliminó por completo la posibilidad de que el material fundido se filtrara.
2. Equipos y Parámetros:
Optamos por una máquina de moldeo por inyección totalmente eléctrica de Fanuc, y su posición de conmutación VP estaba estrictamente controlada con una tolerancia de 0,02 mm para evitar que surgieran rebabas debido a picos repentinos de presión.
3. Optimización de procesos:
Implementamos técnicas de simulación y análisis de flujo de Moldflow para optimizar el diseño de la compuerta y minimizar la presión de la cavidad en ciertos puntos. Además, para mantener estable la viscosidad del material PEEK, utilizamos un controlador de molde de temperatura constante de alta precisión.
4. Control de calidad:
En primer lugar, se introdujo un nuevo sistema robótico de inspección visual para la detección y rechazo inmediato de productos con defectos muy pequeños. En segundo lugar, se garantizó un cumplimiento riguroso de los procedimientos de control de calidad ISO 9001:2015 para que cada producto cumpliera con los estándares de grado médico.
Resultados finales:
Engranajes miniatura PEEK de grado médico sin flash fueron obtenidos por el cliente. Además, las principales tolerancias dimensionales se estabilizaron dentro de 0, 005 mm. El rendimiento del producto ha aumentado del 60% al 99,8%.
Además, se han erradicado por completo la inspección y el recorte manual. El tiempo de implementación del proyecto se redujo en un 40% y el costo unitario de producción se redujo en un 25%, lo que resultó en una exitosa producción en masa y lanzamiento al mercado de productos médicos.
El estudio de caso demuestra la sólida experiencia técnica de JS Precision en moldeo por inyección de precisión, que nos ha permitido resolver los problemas relacionados con la producción sin flash y al mismo tiempo cumplir con los requisitos muy exigentes de las principales industrias como la médica y la automotriz.
Obtenga una lista autorizada para la selección de proveedores, haga coincidir con precisión el proveedor de moldeo por inyección sin rebabas y elimine los riesgos de cooperación.
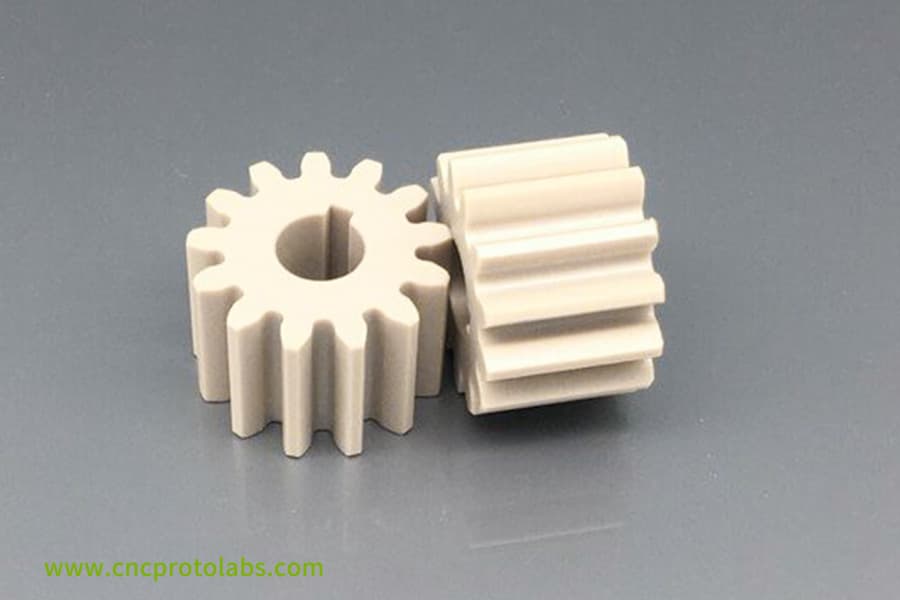
Figura 4: Dos microengranajes de plástico de color claro con una geometría de dientes precisa y un acabado suave y sin rebabas.
Preguntas frecuentes
P1: ¿Qué es el flash en el moldeo por inyección?
Flash es una hoja sobrante muy delgada de plástico fundido que termina en la línea de separación del molde o en el espacio del pasador eyector cuando se exprime. Por lo general, esto se debe a dos razones principales: demasiada presión o un espacio libre demasiado grande en el molde.
P2: ¿Una mayor fuerza de sujeción previene el destello?
Usar demasiada fuerza de sujeción no detendrá la rebaba; de hecho, podría causar daños o deformación permanente de la línea de separación del molde, lo que provocará peores problemas de rebaba en el futuro.
P3: ¿Qué materiales son más propensos a destellar?
Los materiales que tienen baja viscosidad y alta fluidez, como PA66 LCP PBT y algunos elastómeros, son los que tienen más probabilidades de experimentar rebabas durante el moldeo por inyección.
P4: ¿La velocidad de inyección afecta el flash?
La velocidad de inyección al igual que la temperatura controla directamente el flash. Una velocidad muy alta creará una presión máxima instantánea muy alta que podría ser lo suficientemente potente como para abrir espacios muy pequeños en la línea de separación y provocar destellos.
P5: ¿Por qué aumenta la rebaba en moldes más antiguos?
La línea de separación de moldes viejos puede dañarse o ablandarse debido a la sujeción continua a alta presión y al impacto durante un período prolongado. Como resultado, se reduce la precisión del cierre del molde y aumenta la rebaba.
P6: ¿Cómo prevenir la rebaba en el moldeo por inyección con inserto?
Para evitar rebabas en el moldeo por inyección con insertos, el inserto de metal y la ranura del molde deben encajar muy estrechamente, generalmente con un espacio libre de menos de 0,01 mm.
P7: ¿Es cierto que las rebabas se pueden eliminar reduciendo la temperatura del molde?
Bajar la temperatura del molde puede reducir la rebaba solo por un corto tiempo; sin embargo, puede provocar una contracción del producto o niveles más altos de tensión interna. Se trata de equilibrar las propiedades de fluidez y la calidad del producto.
P8: ¿Cómo garantiza JS Precision la vida útil del molde?
Después de la entrega inicial, el cliente regresa al proveedor para la segunda fase del ciclo de producción. El endurecimiento láser de la superficie de separación del molde por parte de JS Precision y el mantenimiento de precisión regular contribuyen a que el molde permanezca libre de rebabas hasta por 500.000 ciclos, lo que garantiza una estabilidad a largo plazo.
P9: ¿Por qué varían las cotizaciones de moldeo por inyección y cómo obtengo una cotización rentable y sin demora?
Una cotización muy baja suele utilizar moldes de baja precisión, lo que genera altas tasas de defectos y costos adicionales por recortes y desechos. El verdadera cotización rentable debería garantizar una producción estable y a largo plazo. Por ejemplo, JS Precision ofrece una garantía sin flash de 500.000 ciclos. Evalúe siempre el coste total de propiedad y la garantía de precisión del proveedor, no sólo el precio unitario inicial.
Resumen
La rebaba nunca es un problema de superficie que pueda resolverse únicamente aumentando la fuerza de sujeción; en realidad, es un proyecto de ingeniería sistémico que involucra la precisión del molde, el diseño del producto y el proceso de moldeo por inyección.
Sólo manteniendo firmemente los tres elementos clave de la fabricación de moldes a nivel de micras, el control científico de la inyección y la optimización del diseño previo se puede realmente lograr una producción estable sin rebabas en el moldeo por inyección de precisión.
Con 15 años de experiencia en fabricación de precisión, un completo sistema de control de calidad y certificaciones internacionales, JS Precision le ofrecerá soluciones de moldeo por inyección zero flash prácticas, de bajo costo y altamente estables.
¿Está intentando eliminar por completo los problemas de flash y reducir los costes totales de producción? Comuníquese con nosotros ahora para obtener una cotización profesional de moldeo por inyección y comenzar su viaje de fabricación de precisión eficiente y sin preocupaciones.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

