

Präzisionsspritzguss ist das Herzstück der Herstellung hochpräziser Teile für die Bereiche Medizin, elektronische Steckverbinder und Automobilsensoren.
Bei der Herstellung medizinischer Präzisionsgeräte, elektronischer Steckverbinder und Automobilsensoren kann beispielsweise ein 0,02-mm-Blitz ausreichen, um den gesamten Auftrag völlig zunichte zu machen.
Bei vielen Käufern tritt das Problem auf, dass Grate auftreten, bevor die neuen Formen überhaupt die 10.000-Stück-Produktion erreicht haben.
Hier besprechen wir , wie Gratprobleme durch ein überlegenes Formendesign und einen wissenschaftlichen Spritzgussprozess, der immer Komponenten mit sehr hoher Präzision produziert, ein für alle Mal beseitigt werden können .
Übersicht über die wichtigsten Inhalte
| Schlüsselabmessungen | Kernstrategien | Erwartete Ergebnisse |
| Formenbau | S136-Stahl, vergütet auf HRC 52+, Trennflächenschleifgenauigkeit <0,002 mm. | Eliminiert Mikroverformungen der Form durch Hochdruckextrusion. |
| Prozesskontrolle | Scientific Moulding überwacht VP-Schaltpunkte. | Beseitigt „Formausbeulungen“ , die durch plötzliche Druckspitzen verursacht werden. |
| Designoptimierung | Verwendet 0,005 mm präzises Entlüftungs- und Bruchdesign. | Ermöglicht das Formen von High-Flow-Materialien (z. B. LCP) ohne Grat. |
Wichtige Erkenntnisse
- Präzision ergibt sich aus der Form: Die Ebenheit der Trennfläche ist im Wesentlichen die physische „Barriere“, die den Grat verhindert. Sie müssten eine Passung im Mikrometerbereich erreichen.
- Ein Prozess ist viel besser als Druck: Spannkraft ist keine „Wunderwaffe“, dynamischer Druckausgleich und VP-Schaltung sind die Hauptakteure.
- Gesamtkostenperspektive: Die Kosteneinsparungen, die dadurch entstehen, dass in späteren Phasen kein manuelles Entgraten durchgeführt werden muss, können sogar größer sein als der Vorteil eines niedrigen anfänglichen Preises für die Formeinheit.
- Professionelle Lieferanten: Die Wahl eines Partners, der über vollelektrische Spritzgießmaschinen verfügt und über Möglichkeiten zur Formflussanalyse verfügt, ist eine Garantie für eine pünktliche Lieferung.
Warum an diesen Leitfaden glauben? Präzisionsspritzguss-Fertigungserfahrung von JS Precision
Präzisionsspritzguss ist hinsichtlich der technischen Fähigkeiten von großer Bedeutung und erfordert strenge Qualitätskontrollmaßnahmen.
Mit JS Precision erhalten Sie einen Partner mit mehr als 15 Jahren Erfahrung im Präzisionsspritzguss und der Herstellung von Spritzgussformen, der Ihnen die Möglichkeit gibt, sein Fachwissen direkt für Ihre Produktionsanforderungen zu nutzen.
Das bedeutet, dass Sie unsere langjährige Erfahrung bei der Lieferung von über 300.000 Präzisionsteilen an mehr als 1.000 Kunden weltweit weitergeben und eine Pünktlichkeitsgarantie von 99,2 % genießen können.
Unser Produktionssystem ist zertifiziert durch ISO 9001:2015 Das mit über 30 Spritzgussmaschinen ausgestattete Werk konzentriert sich auf die Bereitstellung hochpräziser Spritzgussunterstützung für Ihre kundenspezifischen Kunststoffkomponenten in den Bereichen Medizin, Automobil und Elektronik.
Wenn Sie mit uns zusammenarbeiten, profitieren Sie von unserem bewährten Ansatz, der unter anderem Folgendes umfasst: Die Reduzierung der Gratfehlerrate von 5 % auf 0,2 % durch Werkzeugoptimierung und Prozessanpassungen wurde in mehr als 2.000 Spritzgussprojekten nachgewiesen.
Bei Präzisionsteilen in medizinischer Qualität können Sie nicht nur Maßtoleranzen von 0,005 mm einhalten, sondern die Massenproduktion Ihrer Spritzgussprodukte erfolgt auch physisch gratfrei.
Sie haben rund um die Uhr Zugriff auf die DFM-Analysehilfe, sodass Sie sehr schnell Feedback zur Herstellbarkeit Ihrer Formenkonstruktionen erhalten.
Darüber hinaus garantiert der Service eine gründliche Prozesskontrolle mit hochpräzisen Messgeräten wie Koordinatenmessgeräten (KMGs) und 3D-Scannern, sodass allen Aufträgen ein vollständiger FAIR-Bericht und eine Materialzertifizierung beiliegen.
Mit anderen Worten: Sie erhalten konsistente und zuverlässige gratfreie Teile und vermeiden so Verluste aufgrund von Gratdefekten.
Dieser Leitfaden wurde auf der Grundlage realer Projekterfahrungen zusammengestellt, die Pläne und Informationen stammen aus tatsächlichen Produktionsfällen und bieten Ihnen somit praktikable und wirksame Lösungen.
Greifen Sie schnell auf das Whitepaper „Zero Flash zum Präzisionsspritzgießen“ zu – keine komplizierten Vorgänge erforderlich, beherrschen Sie schnell die wichtigsten Lösungstechniken!
Wie kann das Risiko eines Materialüberlaufs bei der Herstellung von Spritzgussformen aufgrund der Formgenauigkeit beseitigt werden?
Es muss klar sein, dass Grate in den meisten Fällen durch eine lockere Trennfuge verursacht werden.
Die physikalische Grundlage für die Lösung dieses Problems ist die Erzielung einer gratfreien Trennfläche selbst bei hoher Belastung (500–2000 kg/cm) durch die Verwendung von Stahl mit hoher Härte und hochpräzisem Oberflächenschleifen bis zur Spaltbeseitigung im Mikrometerbereich.
Herstellung von Spritzgussformen ist im Wesentlichen eine Frage der Formpräzision. Gratprobleme beim Präzisionsspritzguss hängen zu etwa 80 % mit Formfehlern zusammen.
Warum kommt es auch bei neuen Formen nach kurzem Gebrauch zu Graten?
Typischerweise ist in solchen Fällen die Verwendung billiger Formen aus gewöhnlichem Stahl mit recht geringer Härte oder solche, die nach dem Bearbeitungsprozess noch erhebliche Eigenspannungen aufweisen, dafür verantwortlich.
Die Trennfläche in einer solchen Form zeigt nach Zehntausenden von Formschließungen aufgrund geringfügiger Stöße eine gewisse Verformung, einen Zusammenbruch oder Ähnliches.
Diese kleinen Lücken ermöglichen das Entweichen der Schmelze beim Hochdruckspritzgießen. Bei neuen Formen kann es bereits vor der 10.000-fachen Einspritzung zu einem Überlauf kommen, was direkt auf mangelnde Präzision bei der Bearbeitung zurückzuführen ist.
Vereinfacht ausgedrückt ähneln preisgünstige Formen denen minderwertiger Eisentöpfe – nach mehrmaligem Gebrauch neigen sie dazu, sich zu verformen, sie werden sogar undicht, wenn der Druck nur gering ist, und natürlich können sie dem ziemlich hohen Spritzgussdruck nicht standhalten.
Der Einfluss der Wärmebehandlungshärte von S136-Stahl auf die Haltbarkeit
S136 ist der empfohlene Stahl für die Herstellung von Präzisionsspritzgussformen, und unterschiedliche Härtegrade führen zu erheblichen Leistungsunterschieden. Einfach ausgedrückt: Je höher der Härtegrad, desto stärker ist der Widerstand der Trennfläche gegen Verformung.
| Stahlhärte | Formschließzyklen | Wert der Trennflächenverformung | Flash-Auftrittszyklus |
| HRC 30 | 10.000 Zyklen | 0,015 mm | Innerhalb von 10.000 Formzyklen |
| HRC 40 | 50.000 Zyklen | 0,008 mm | Nach 50.000 Formzyklen |
| HRC 52 | 500.000 Zyklen | 0,002 mm | Kein Grat nach 500.000 Formzyklen |
Die Abschreckbehandlung bei HRC 52+ verleiht dem Stahl die Fähigkeit, einer Verformung auf einem sehr hohen Niveau standzuhalten. Dadurch bleibt die Schärfe der Trennflächenkante in Ihrer Form lange stabil und die Kante wird vor Abnutzung durch Stöße beim Formschließen geschützt.
Muss die Tiefe der Entlüftungsnut auf 0,005 mm oder 0,02 mm eingestellt werden?
Unterschiedliche Kunststoffviskositäten gehen mit unterschiedlichen Entlüftungsgrenzen einher. Bei sehr flüssigen LCP-Materialien muss die Tiefe der Entlüftungsnut auf 0,005 mm begrenzt werden , bei den üblichen Kunststoffen kann sie sogar 0,01 mm betragen.
Mittels JS Precision Präzisionsschleifen , können Sie Entlüftungsnuten mit einer Toleranz von 0,001 mm haben, was eine großartige Möglichkeit ist, das Austreten von Schmelze sehr effektiv zu verhindern.
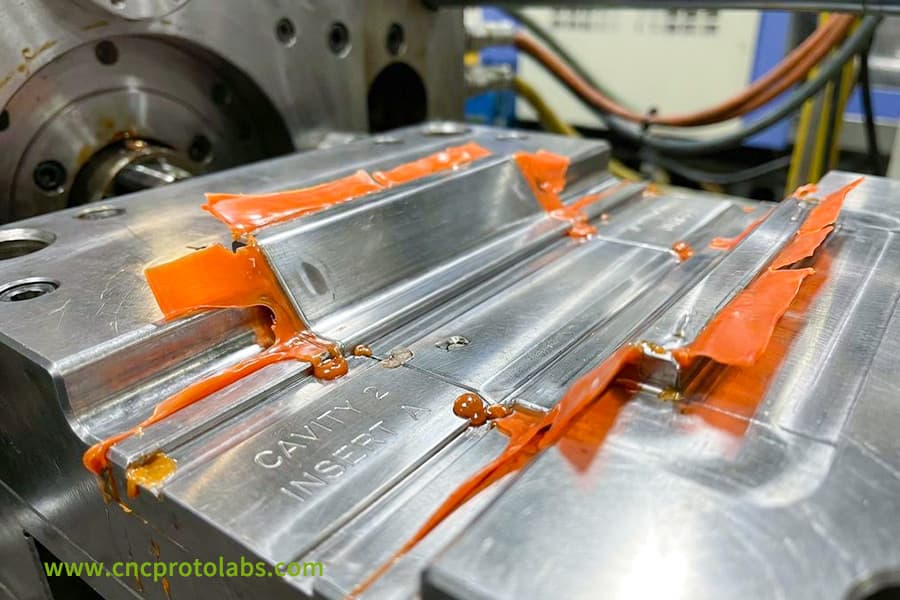
Abbildung 1: Eine Nahaufnahme eines Präzisionsformhohlraumeinsatzes mit sichtbarem orangefarbenem Gratmaterial an den Rändern, das einen häufigen Defekt veranschaulicht.
Ist unzureichende Schließkraft der einzige Grund für Grate im hochpräzisen Spritzgussverfahren?
Grate treten normalerweise als Folge des Ungleichgewichts zwischen Einspritzdruck und Schließkraft auf. Bei ausreichender Schließkraft kommt es immer noch zu Materiallecks, wenn der VP-Schalter zu spät kommt und dadurch ein sofortiger Überdruck in der Kavität entsteht, oder wenn die unzureichende Formsteifigkeit zu einer Ausbeulung führt.
Beim hochpräzisen Spritzgießen kommt es vor allem auf das dynamische Gleichgewicht an. Es kann nicht einfach durch die Erhöhung eines Parameters gelöst werden.
Dynamisches Gleichgewicht von Einspritzdruck und Schließkraft:
Das Einspritzsystem einer Spritzgießmaschine erzeugt eine Vortriebskraft, und ein Schließsystem liefert die Rückwärtsschließkraft.
Um das Gleichgewicht dieser beiden Kräfte aufrechtzuerhalten, sollten Sie ein angemessenes Prozessfenster definieren. Ein Bruch in der Trennfuge, der zum Grat führt, ist eine direkte Folge eines Druckungleichgewichts .
Mit anderen Worten: Einspritzdruck und Schließkraft sind mit einem Tauziehen vergleichbar, beide Seiten müssen im Gleichgewicht sein. Übermäßige Krafteinwirkung auf einer Seite führt zum „Kontrollverlust“ und zu Blitzen.
Der Einfluss der VP-Schaltverzögerung auf den momentanen Hochdruckeinfluss
Durch die VP-Umschaltung wird die Punkteinspritzung dramatisch auf den Haltedruck umgestellt. Wenn Sie den Wechsel verzögern, ist der Raum in der Form voller Schmelze und der Druck steigt sofort auf einen Spitzenwert von sogar dem 1,5-fachen des normalen Niveaus . Dieser Aufprall ist so stark, dass er die winzige Trennfugenlücke im Mikrometerbereich aufbrechen kann und es zur Bildung von Graten kommt.
Überlaufkompensation in Echtzeit mithilfe von Formhohlraum-Drucksensoren
JS Präzision Wir installieren seit Jahren Drucksensoren in Formen, und ihre Verwendung ermöglicht es Ihnen, nicht nur den Formdruck zu visualisieren, sondern ihn aufgrund der schnellen Rückmeldung des Drucksignals auch in einem geschlossenen Regelkreis aus der Sicht der Einspritzgeschwindigkeit und des Nachdrucks in Echtzeit zu verwalten.
Batch-Flash kann durch Prozessautomatisierung auf der Grundlage der Erkennung abnormaler Drücke vollständig eliminiert werden.
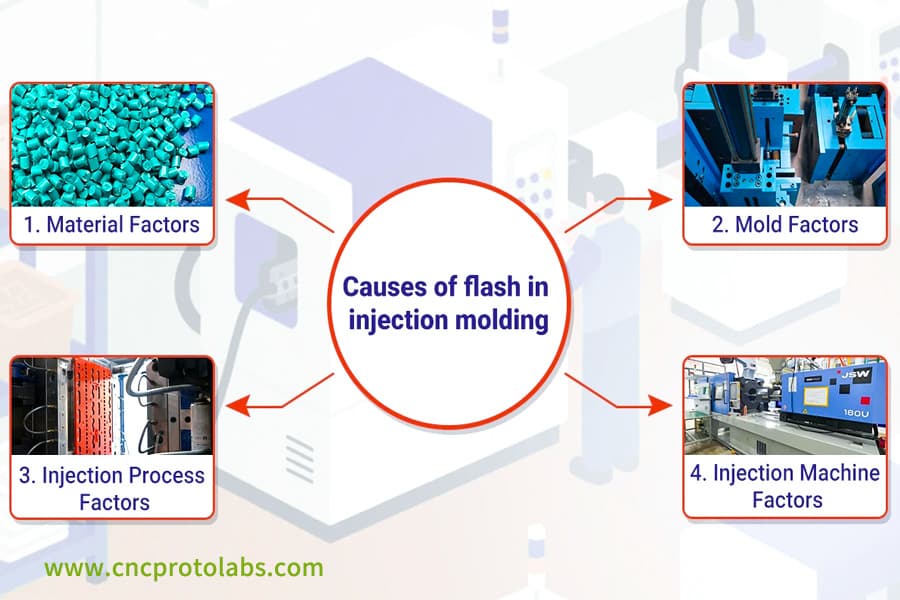
Abbildung 2: Eine Infografik, die die vier Hauptkategorien von Ursachen für Grate beim Spritzgießen auflistet: Material, Form, Einspritzprozess und Maschinenfaktoren.
Verursachten Ihre Spritzgussprodukte aufgrund übermäßiger Flugkanten Störungen bei der Montage?
Zunächst muss man sich darüber im Klaren sein, dass präzise elektronische Steckverbinder oder medizinische Pumpenteile mit sehr engen Toleranzen (normalerweise 0,01 mm) hergestellt werden müssen.
Grate sind sehr schädlich, da sie nicht nur die Teile größer erscheinen lassen, sondern auch die Dichtungen zerstören oder sogar Kunststoffstaubverunreinigungen freisetzen können, was eine der unmittelbaren Ursachen für das Versagen von Präzisionspassteilen ist.
Tatsächlich ist die Genauigkeit der Spritzgussprodukte einer der Hauptfaktoren für die erfolgreiche Montage Ihrer Produkte.
Einfluss von Graten auf die Gesamtmaßtoleranzen:
Ein unbedeutender Überstand von 0,02 mm kann als vernachlässigbar angesehen werden. Wenn jedoch verschiedene Teile zusammengebaut werden, kann ein so kleiner Zuschlag sogar auf mehr als 0,1 mm erhöht werden.
Dies würde zu Problemen wie ungewöhnlichen Einführ-/Ausziehkräften und einem Verklemmen von Präzisionsgetrieben oder Steckverbindern führen und schließlich zur Entsorgung des Produkts führen.
Probleme beim manuellen Blitzbeschneiden:
Die manuelle Gratentfernung ist nicht präzise , die Folgen sind unter anderem freigelegte Radiusecken und Oberflächenkratzer. Schlechte Qualität von Charge zu Charge Spritzgussprodukte Aufgrund von Inkonsistenzen ist die Massenproduktion nicht in der Lage, ihre Anforderungen zu erfüllen.
Wie automatisierte visuelle Inspektionssysteme kleine Fehler erkennen können:
Bei JS Precision verfügen wir über hochauflösende visuelle Inspektionsgeräte der neuesten Generation, die Gratfehler mit einer Größe von mehr als 0,01 mm erkennen können. Sie können sicher sein, dass jedes Produkt zu 100 % auf Grat- und Mängelfreiheit geprüft wurde.
| Erkennungsmethode | Identifikationsgenauigkeit | Erkennungseffizienz | Fehlerquote bei fehlerhaften Produkten |
| Manuelle Inspektion | 0,05 mm | 10 Stück/Minute | 8 % |
| Automatisierte visuelle Inspektion | 0,01 mm | 60 Stück/Minute | 0,02 % |
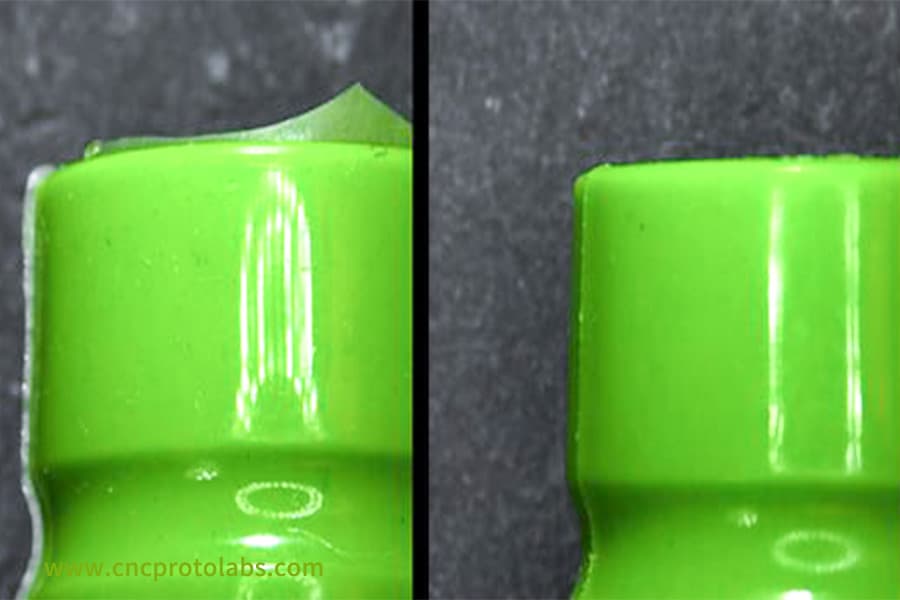
Abbildung 3: Ein direkter Vergleich zeigt ein Kunststoffteil mit einer sauberen Kante neben einem mit einer fehlerhaften, unebenen Kante.
Wie vermeidet man Grate durch Optimierung der Trennfläche während der Designphase des Präzisionsspritzgusses?
Das Optimierungsdesign sollte auf einer Formflussstudie basieren. Hochdruckbereiche an Schmelze-Zusammenflusspunkten können vorhergesagt werden, sodass ein Rangierstift- oder Schieberdesign anstelle eines planaren Kontakts verwendet wird und eine spezielle Entlastungsnut installiert werden kann, um zusätzliche Schmelze aufzunehmen. Überprüfen Sie die Abmessungen der Formfläche genau entsprechend ISO 286-1-Standard .
Durch eine präzise Gestaltung des Spritzgusses kann die Wahrscheinlichkeit von Gratbildung um 70 % gesenkt werden.
Identifizieren von Hochdruckeinwirkungsbereichen mit Moldflow
Mithilfe der Moldflow-Simulation können Sie bereits in der Konstruktionsphase lokal hohen Druck aufgrund ungleichmäßiger Wandstärken und falscher Angussposition erkennen. Diese Hochdruckbereiche sind die Bereiche der Flugkante, die am stärksten betroffen sind, und eine vorherige Optimierung kann spätere Probleme vermeiden.
Absperrdesign und Radiusoptimierung:
Neben vertikalen Absperrungen sorgen abgeschrägte Absperrungen für einen stärkeren Selbsthemmungsmechanismus und einen festeren Verschluss. Wenn der R-Winkel richtig eingestellt ist, wird nicht nur der Schmelzefluss gelenkt, sondern es werden auch die Kantenscherkräfte verringert, was zu einem geringeren Risiko von Graten führt.
Öffnungsrillendesign, das Pufferraum für überschüssige Schmelze bietet
Mikroschwallnuten können an unkritischen Stellen der Trennfuge reserviert werden, um sehr kleine Mengen an Gas und Schmelze aktiv aufzunehmen. Hierbei handelt es sich um einen fortschrittlichen Formenbaustil , der Grate an kritischen Stellen vollständig verhindert.
Warum verbergen günstige Spritzguss-Angebote oft teure Beschnittkosten?
Stark reduzierte Angebote werden hauptsächlich durch vereinfachte Formstrukturen und geringe Bearbeitungsgenauigkeit verursacht. Dadurch ist die Fehlerquote recht hoch und man muss weitgehend manuell entgraten.
Daher sind die Stückkosten, einschließlich Arbeitsaufwand, Ausschuss und Lieferverzögerungen, viel höher als bei Präzisionsformen. Die Niedrigpreisfalle von Angebote für Spritzguss kann Sie letztendlich mehr kosten.
Berechnung der Arbeitskürzungskosten:
Gesamtkosten für ein einzelnes Stück = Stückpreis des Produkts + Gebühr für manuelles Beschneiden + Gebühr für die sekundäre Bearbeitung + Gebühr für die Aufteilung des Ausschusses.
Bei Produkten mit billigen Formen können die Arbeitskosten 50 % des Stückpreises betragen, sodass die Gesamtkosten erheblich höher sind als bei Präzisionsspritzgussprodukten.
Auswirkung von Ausschussquote und Lieferverzögerungen auf die Lieferkette:
Wenn ständig Flash-Probleme auftreten, besteht die Möglichkeit, dass die Produktion unterbrochen wird und auch die Produkteinführungspläne gestört werden. Die durch Lieferverzögerungen verursachten Verluste werden viel höher sein als der Preisunterschied zwischen den beiden Formen.
Ist das Angebot eine Flash-freie lebenslange Garantie?
Wenn Sie ein Vergleichsangebot für den Spritzguss erstellen, fragen Sie, ob die Spritzgussform auch in den nächsten zehntausend Durchläufen präzise und fehlerfrei sein wird. Beispielsweise gewährt JS Precision eine 500.000-Flash-freie Injektionsgarantie, was bedeutet, dass Sie sich auf eine langfristige Produktion ohne Probleme verlassen können.
Erhalten Sie mit einem Klick mehrere transparente Spritzgussangebote, lehnen Sie versteckte Kosten ab und genießen Sie eine hohe Kosteneffizienz ohne Blitz!
Wie erreicht man eine Zero-Flash-Lieferung kundenspezifischer Kunststoffkomponenten für Kunststoffe mit hoher Fließfähigkeit?
Materialien mit sehr hoher Fließfähigkeit wie LCP oder PA66 können Leckagen verursachen, selbst wenn der Spalt nur 0,008 mm beträgt.
Neben der präzisen Steuerung der Viskosität, die auf der Aufrechterhaltung einer konstanten Temperatur des Formtemperaturreglers basiert, ist Vakuumspritzgießen erforderlich, das durch die Verwendung einer mikrometergenauen Versiegelung der Metallteile während des Einlegespritzgießens unterstützt wird.
Hochpräzises Spritzgießen ist der entscheidende Faktor, der auch bei Materialien mit sehr hoher Fließgeschwindigkeit garantiert, dass kein Grat entsteht .
Formtemperaturregelung zur Einstellung der Viskosität von Materialien mit hoher Fließgeschwindigkeit
Wenn sich die Formtemperatur ändert, ändert sich auch die Materialviskosität, was leicht zu Überläufen führen kann. Um die Fließfähigkeit des Materials stabil zu halten und Grate zu vermeiden, wird die Verwendung eines Präzisionsöltemperaturreglers mit einer Formtemperaturregelgenauigkeit von ±1℃ empfohlen.
Um es einfach auszudrücken: Die Steuerung der Formtemperatur kann mit der Einstellung der Süße von Milchtee verglichen werden. Schon ein kleiner Temperaturunterschied verändert die „Fließfähigkeit“ des Materials, und wenn man nicht vorsichtig ist, kann es „überlaufen“ (flashen).
Daten zur Anpassung der Spritzgussparameter für verschiedene hochfließfähige Kunststoffe können Ihnen als Leitfaden für die genaue Beherrschung des Überlaufrisikos dienen.
Nachfolgend finden Sie eine Zusammenfassung der Kernparameter nach tatsächlichen Tests und Optimierungen.
| Kunststofftyp | Empfohlene Formtemperatur (°C) | Entlüftungstiefe (mm) | Einspritzdruck (MPa) | Klemmkraft (kg/cm²) | Flash-freie Ausbeute (%) |
| LCP (Flüssigkristallpolymer) | 120-140 | 0,003-0,005 | 160-190 | 1200-1500 | 99,7 |
| PA66 (verstärkt) | 80-100 | 0,005–0,008 | 140-170 | 1000-1300 | 99,5 |
| PBT (flammhemmend) | 70-90 | 0,006–0,010 | 130-160 | 900-1200 | 99,3 |
| PEEK (medizinische Qualität) | 180-200 | 0,002–0,004 | 180-210 | 1500-1800 | 99,8 |
| TPU (High Transparency Grade) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99,1 |
Anwendung des Vakuum-Evakuierungs-unterstützten Spritzgießens bei dünnwandigen Teilen
Die Vakuumevakuierung ermöglicht das vorherige Entfernen von Luft aus dem Formhohlraum, wodurch der Einspritzdruck gesenkt und der Hohlraum mit weniger Kraft gefüllt wird, wodurch die Bildung von Graten verringert wird.
Präzisionsdichtungstechnologie für das Umspritzen von Einlegeteilen
Metalleinsätze können Maßfehler aufweisen, die zu großen Steckspielen führen. JS Precision verwendet einstellbare Formeinsätze mit Passabständen von <0,01 mm und führt so das gratfreie Einsatzformen für Ihre kundenspezifischen Kunststoffkomponenten ein.
Auf welche Kernkompetenzen sollte bei der Suche nach einem Anbieter für gratfreies Spritzgießen Wert gelegt werden?
Ein erstklassiger Lieferant sollte mit vollelektrischen Spritzgießmaschinen (mit einer Wiederholgenauigkeit von bis zu 0,01 mm), einem temperaturgeregelten Reinraum, wissenschaftlichen Formanalysefunktionen und der Fähigkeit ausgestattet sein, objektive Testberichte wie die Verteilung des Trennflächendrucks zu erstellen.
Die Fähigkeit des Präzisionsspritzgusses ist die wichtigste Voraussetzung für Anbieter von gratfreiem Spritzguss.
Vollelektrische Spritzgießmaschine und Wiederholgenauigkeit:
Hinsichtlich Druck- und Positionsregelgenauigkeit sind vollelektrische Spritzgießmaschinen herkömmlichen hydraulischen Pressen weit voraus. Außerdem sollte Ihr Lieferant über vollelektrische Motoren wie Fanuc-Motoren verfügen, die eine Wiederholgenauigkeit von 0,01 mm erreichen.
Unterstützung für wissenschaftliche Formdaten:
Zuverlässige Lieferanten führen eine DOE-Verifizierung (Device Execution System) für den Prozess durch und nehmen keine Anpassungen nur auf der Grundlage ihrer Erfahrung vor und stellen Ihnen so systematische Prozessdaten zur Verfügung, um die Produktion stabil zu halten.
Stabilitätsdaten und Dauerbetriebstestberichte:
Sie müssen den 24-48-Stunden-CPK-Bericht des Lieferanten zur ununterbrochenen Produktion überprüfen. Anbieter mit einem CPK von 1,33 können nur eine Null-Flash-Stabilität in der Massenproduktion versprechen.
Besorgen Sie sich eine verlässliche Lieferanten-Überprüfungsliste, um eine genaue Übereinstimmung zu gewährleisten Lieferant für gratfreies Spritzgießen und Kooperationsrisiken eliminieren!
Fallstudie von JS Precision: Keine Flugkanten-Herausforderung bei Peek-Mikrozahnrädern in medizinischer Qualität
Aufgetretene Herausforderungen:
Der Kunde wollte Mikrozahnräder aus medizinischem PEEK mit einem Durchmesser von knapp 5 mm herstellen. PEEK ist nicht nur teuer, sondern auch ein Material mit hoher Fließgeschwindigkeit. Bei einem Einspritzdruck von 180 MPa bildete die Form zunächst einen Grat von 0,05 mm an den Kanten, was zu einer Blockierung des Zahnradeingriffs führte und die Produktausbeute nur 60 % betrug.
Sie brauchten dringend eine Massenproduktion, sodass das Flash-Problem zum zentralen Engpass wurde. Manuelles Zuschneiden könnte die Präzisionsanforderungen medizinischer Produkte kaum erfüllen und würde die Produktionskosten erheblich erhöhen.
Lösung:
Um diese Probleme zu lösen, haben wir einen vielschichtigen Ansatz implementiert:
1. Formoptimierung:
Wir haben die aktuelle Form gründlich optimiert, einschließlich der Verbesserung der Genauigkeit der Trennflächenpassung von 0,01 mm auf 0,002 mm. Auf diese Weise wurde die Möglichkeit, dass geschmolzenes Material überhaupt austritt, vollständig ausgeschlossen.
2. Ausstattung und Parameter:
Wir haben uns für eine vollelektrische Spritzgießmaschine von Fanuc entschieden, deren VP-Schaltposition streng auf eine Toleranz von 0,02 mm kontrolliert wurde, um Gratbildung durch plötzliche Druckspitzen zu verhindern.
3. Prozessoptimierung:
Wir haben Moldflow-Strömungsanalyse- und Simulationstechniken implementiert, um das Anschnittlayout zu optimieren und den Hohlraumdruck an bestimmten Punkten zu minimieren. Um die Viskosität des PEEK-Materials stabil zu halten, verwendeten wir außerdem einen hochpräzisen Formregler mit konstanter Temperatur.
4. Qualitätskontrolle:
Zunächst wurde ein neues robotergestütztes visuelles Inspektionssystem zur sofortigen Erkennung und Aussortierung von Produkten mit sehr kleinen Mängeln eingeführt. Zweitens wurde eine strikte Einhaltung der Qualitätskontrollverfahren nach ISO 9001:2015 sichergestellt, damit jedes Produkt den medizinischen Standards entspricht.
Endgültige Ergebnisse:
Miniaturzahnräder aus medizinischem PEEK ohne Flash wurden vom Kunden erworben. Außerdem wurden die Hauptabmessungstoleranzen innerhalb von 0,005 mm stabilisiert. Die Produktausbeute ist von 60 % auf 99,8 % gestiegen.
Außerdem wurde die manuelle Inspektion und das Zuschneiden vollständig abgeschafft. Die Projektumsetzungszeit wurde um 40 % verkürzt und die Stückproduktionskosten wurden um 25 % gesenkt, was zu einer erfolgreichen Massenproduktion und Markteinführung medizinischer Produkte führte.
Die Fallstudie zeigt die solide technische Kompetenz von JS Precision im Präzisionsspritzguss, die es uns ermöglicht hat, die Probleme im Zusammenhang mit der Zero-Flash-Produktion zu lösen und gleichzeitig die sehr anspruchsvollen Anforderungen wichtiger Industrien wie der Medizin- und Automobilbranche zu erfüllen.
Erhalten Sie eine verlässliche Liste für die Lieferantenüberprüfung, passen Sie Lieferanten für gratfreies Spritzgießen genau an und eliminieren Sie Kooperationsrisiken!
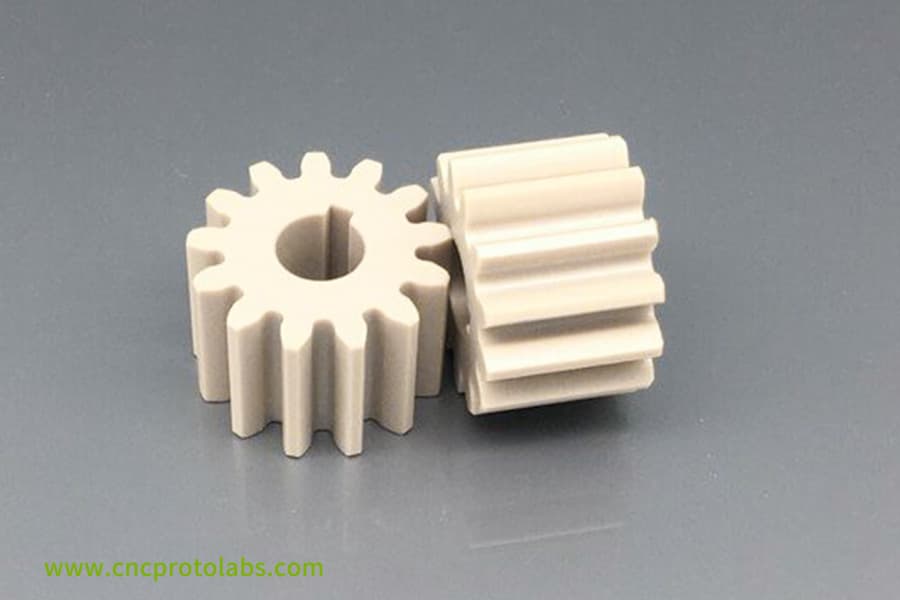
Abbildung 4: Zwei helle Kunststoff-Mikrozahnräder mit präziser Zahngeometrie und glatter, gratfreier Oberfläche.
FAQs
F1: Was ist Flash beim Spritzgießen?
Flash ist eine sehr dünne übrig gebliebene Schicht geschmolzenen Kunststoffs, die beim Herausdrücken in der Trennlinie oder im Spalt des Auswerferstifts landet. In der Regel gibt es zwei Hauptgründe dafür: zu viel Druck oder zu großer Formspalt.
F2: Verhindert eine höhere Klemmkraft einen Grat?
Eine zu hohe Schließkraft stoppt den Grat nicht. Tatsächlich kann es zu Schäden oder einer dauerhaften Verformung der Formtrennfuge kommen, was später zu noch schlimmeren Gratproblemen führen kann.
F3: Welche Materialien sind am anfälligsten für Grate?
Materialien mit niedriger Viskosität und hoher Fließfähigkeit, wie PA66 LCP PBT und einige Elastomere, sind diejenigen, bei denen es beim Spritzgießen am wahrscheinlichsten zu Graten kommt.
F4: Beeinflusst die Einspritzgeschwindigkeit den Blitz?
Die Einspritzgeschwindigkeit sowie die Temperatur steuern den Blitz direkt. Eine sehr hohe Geschwindigkeit erzeugt einen sehr hohen augenblicklichen Spitzendruck , der stark genug sein kann, um sehr kleine Lücken in der Trennfuge zu öffnen und Grate zu verursachen.
F5: Warum nimmt der Grat bei älteren Formen zu?
Die Trennfuge alter Formen kann durch andauernde Hochdruckspannung und Stöße über einen längeren Zeitraum beschädigt oder aufgeweicht werden. Dadurch wird die Präzision des Formschlusses verringert und der Grat nimmt zu.
F6: Wie kann man Grate beim Einlegespritzgießen verhindern?
Um Grate beim Einlegespritzgießen zu verhindern, müssen der Metalleinsatz und die Formnut sehr eng zusammenpassen, im Allgemeinen mit einem Spiel von weniger als 0,01 mm.
F7: Stimmt es, dass Grate durch Absenken der Formtemperatur beseitigt werden können?
Eine Senkung der Formtemperatur kann den Grat nur kurzzeitig reduzieren, kann jedoch zu einer Schrumpfung des Produkts oder einer höheren inneren Spannung führen. Es kommt darauf an, die Fließeigenschaften und die Qualität des Produktes in Einklang zu bringen.
F8: Wie garantiert JS Precision die Lebensdauer der Form?
Nach der ersten Lieferung kehrt der Kunde für die zweite Phase des Produktionszyklus zum Lieferanten zurück. Die Laserhärtung der Formtrennfläche durch JS Precision und die regelmäßige Präzisionswartung tragen dazu bei, dass die Form bis zu 500.000 Zyklen gratfrei bleibt und so eine langfristige Stabilität gewährleistet.
F9: Warum variieren die Spritzgussangebote und wie erhalte ich ein kostengünstiges, unkompliziertes Angebot?
Bei einem sehr niedrigen Angebot werden häufig Formen mit geringer Präzision verwendet, was zu hohen Fehlerraten und zusätzlichen Kosten für Beschnitt und Ausschuss führt. Der ein wirklich kostengünstiges Angebot soll eine langfristig stabile Produktion gewährleisten. Beispielsweise bietet JS Precision eine blitzfreie Garantie von 500.000 Zyklen. Bewerten Sie immer die Gesamtbetriebskosten und die Präzisionsgarantie des Lieferanten, nicht nur den anfänglichen Stückpreis.
Zusammenfassung
Flash ist niemals ein Oberflächenproblem, das nur durch eine Erhöhung der Schließkraft gelöst werden kann, sondern vielmehr ein systemisches Ingenieurprojekt, das Formpräzision, Produktdesign und Spritzgussverfahren umfasst.
Nur durch die strenge Einhaltung der drei Schlüsselelemente der Herstellung von Formen im Mikrometerbereich, der wissenschaftlichen Einspritzkontrolle und der Optimierung vor dem Design kann man beim Präzisionsspritzguss wirklich eine stabile Produktion ohne Grate erreichen.
Mit 15 Jahren Erfahrung in der Präzisionsfertigung, einem vollständigen Qualitätskontrollsystem und internationalen Zertifizierungen bietet JS Precision Ihnen praktische, kostengünstige und äußerst stabile Zero-Flash-Spritzgusslösungen.
Versuchen Sie, Flash-Probleme vollständig zu beseitigen und die Gesamtproduktionskosten zu senken? Kontaktieren Sie uns jetzt Fordern Sie ein professionelles Spritzgussangebot an und beginnen Sie Ihre effiziente und sorgenfreie Reise in die Präzisionsfertigung.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

