

Stampaggio ad iniezione di precisione è il cuore della produzione di componenti di alta precisione per i settori medico, dei connettori elettronici e dei sensori automobilistici.
Nella produzione di dispositivi medici di precisione, connettori elettronici e sensori automobilistici , ad esempio, un flash da 0,02 mm può essere sufficiente a rovinare completamente l'intero ordine.
Molti acquirenti avranno il problema dei flash prima ancora che i nuovi stampi abbiano raggiunto le 10.000 unità di produzione.
Qui discuteremo di come eliminare i problemi di bava una volta per tutte grazie a una progettazione dello stampo superiore e a un processo di stampaggio a iniezione scientifico che produrrà sempre componenti di altissima precisione.
Panoramica dei contenuti principali
| Dimensioni chiave | Strategie fondamentali | Risultati attesi |
| Produzione di stampi | Acciaio S136 temprato a HRC 52+, precisione di rettifica della superficie di divisione <0,002 mm. | Elimina la microdeformazione dello stampo dovuta all'estrusione ad alta pressione. |
| Controllo del processo | Scientific Moulding monitora i punti di commutazione VP. | Elimina il "rigonfiamento dello stampo" causato da picchi di pressione istantanei. |
| Ottimizzazione della progettazione | Utilizza un design di ventilazione e rottura di precisione da 0,005 mm. | Raggiunge lo stampaggio zero-flash di materiali ad alto flusso (come LCP). |
Punti chiave
- La precisione deriva dallo stampo: la planarità della superficie di divisione è essenzialmente la "barriera" fisica che impedisce il flash, dovresti raggiungere un adattamento a livello di micron.
- Un processo è decisamente migliore della pressione: la forza di serraggio non è la soluzione miracolosa, il bilanciamento dinamico della pressione e la commutazione VP sono gli attori principali.
- Prospettiva del costo totale: il costo risparmiato non dovendo eseguire la sbavatura manuale nelle fasi successive può essere addirittura maggiore del vantaggio derivante da un basso prezzo unitario dello stampo iniziale.
- Fornitori professionali: la scelta di un partner che possiede macchine per lo stampaggio a iniezione completamente elettriche e dispone di capacità di analisi del flusso dello stampo è una garanzia di consegna puntuale.
Perché credere in questa guida? Esperienza nella produzione di stampaggio a iniezione di precisione di JS Precision
Lo stampaggio a iniezione di precisione è significativo in termini di competenze tecniche e richiede rigorose misure di controllo della qualità.
Con JS Precision ottieni un partner con oltre 15 anni di esperienza nello stampaggio a iniezione di precisione e nella produzione di stampi a iniezione che ti offre l'opportunità di sfruttare direttamente la loro esperienza per le tue esigenze di produzione.
Ciò significa che condividerai la sua matura esperienza nella fornitura di oltre 300.000 parti di precisione a più di 1.000 clienti in tutto il mondo e godrai di una garanzia di consegna puntuale del 99,2%.
Il nostro sistema produttivo certificato da ISO9001:2015 e lo stabilimento dotato di oltre 30 macchine per lo stampaggio a iniezione si concentrerà sulla fornitura di supporto per lo stampaggio a iniezione di alta precisione per i vostri componenti in plastica personalizzati nei settori medico, automobilistico ed elettronico.
Lavorando con noi, potrete trarre vantaggio dal loro approccio collaudato, che tra gli altri include quanto segue: La riduzione del tasso di difetti di flash dal 5% allo 0,2% attraverso l'ottimizzazione dello stampo e le regolazioni del processo è stata dimostrata in oltre 2.000 progetti di stampaggio a iniezione.
Per le parti di precisione di grado medicale, non solo sarai in grado di soddisfare tolleranze dimensionali di 0,005 mm, ma la produzione in serie dei tuoi prodotti per stampaggio a iniezione sarà fisicamente priva di bave.
Avrai accesso 24 ore su 24 alla guida per l'analisi DFM, consentendoti di ottenere molto rapidamente feedback sulla producibilità per i tuoi progetti di stampi.
Inoltre, il servizio garantisce un controllo approfondito del processo tramite strumenti di misura ad alta precisione come macchine di misura a coordinate (CMM) e scanner 3D, in modo che tutti gli ordini siano accompagnati da un rapporto FAIR completo e dalla certificazione dei materiali.
In altre parole, riceverai parti zero flash coerenti e affidabili, evitando così perdite dovute a difetti di flash.
Questa guida è stata creata sulla base di esperienze progettuali reali, i piani e le informazioni provengono da casi di produzione reali, offrendo così soluzioni praticabili e potenti.
Accedi rapidamente al white paper zero flash sullo stampaggio a iniezione di precisione: non sono necessarie operazioni complicate, padroneggia rapidamente le principali tecniche di soluzione!
Come eliminare il rischio di traboccamento di materiale nella produzione di stampi a iniezione a causa della precisione dello stampo?
È necessario comprendere che nella maggior parte dei casi la bava è causata da una linea di giunzione allentata.
Il raggiungimento di una superficie di taglio priva di sbavature anche con carichi elevati (500-2000 kg/cm) mediante l'uso di acciaio ad alta durezza e una rettifica superficiale ultraprecisa fino all'eliminazione degli spazi a livello di micron è la base fisica per la risoluzione di questo problema.
Produzione stampi ad iniezione è essenzialmente una questione di precisione dello stampo. I problemi di sbavatura dello stampaggio a iniezione di precisione sono correlati per circa l'80% a difetti dello stampo.
Perché anche gli stampi nuovi sviluppano bave dopo un breve utilizzo?
In questi casi, in genere, si può dare la colpa all'uso di stampi economici realizzati in acciaio comune con una durezza piuttosto bassa o che hanno mantenuto una notevole quantità di stress interno dopo il processo di lavorazione.
La superficie di separazione in tale stampo mostrerà qualche deformazione, collasso o simili, dopo decine di migliaia di chiusure dello stampo a causa di piccoli impatti.
Questi piccoli spazi consentono alla massa fusa di fuoriuscire durante lo stampaggio a iniezione ad alta pressione. I nuovi stampi possono avere traboccamenti anche prima delle 10.000 iniezioni per diretta conseguenza della mancanza di precisione nelle lavorazioni meccaniche.
Per dirla chiaramente, gli stampi a basso prezzo sono simili a quelli delle pentole in ferro di bassa qualità: dopo poche volte di utilizzo possono deformarsi, perdono anche quando la pressione è leggermente forte e, naturalmente, non sopportano la pressione di stampaggio ad iniezione che è piuttosto elevata.
L'influenza della durezza del trattamento termico dell'acciaio S136 sulla durabilità
S136 è l'acciaio consigliato per la realizzazione di stampi per stampaggio a iniezione di precisione e diversi livelli di durezza comportano differenze significative nelle prestazioni. In poche parole, maggiore è il livello di durezza, maggiore sarà la resistenza alla deformazione della superficie di separazione.
| Durezza dell'acciaio | Cicli di chiusura dello stampo | Valore di deformazione della superficie di divisione | Ciclo di occorrenza flash |
| HRC 30 | 10.000 cicli | 0,015 mm | Entro 10.000 cicli stampo |
| HRC 40 | 50.000 cicli | 0,008 mm | Dopo 50.000 cicli di stampo |
| HRC 52 | 500.000 cicli | 0,002 mm | Nessuna bava dopo 500.000 cicli dello stampo |
Il trattamento di tempra a HRC 52+ conferisce all'acciaio la capacità di resistere alla deformazione ad un livello molto elevato. Di conseguenza, l'affilatura del bordo della superficie di divisione nello stampo rimarrà stabile per lungo tempo e il bordo sarà protetto dall'usura dovuta agli urti causati dalla chiusura dello stampo.
La profondità della scanalatura di ventilazione deve essere controllata a 0,005 mm o a 0,02 mm?
Differenti viscosità plastiche sono associate a differenti limiti di sfiato. Per i materiali LCP molto fluidi, la profondità della scanalatura di sfiato deve essere limitata a 0,005 mm , ma per le plastiche comuni può arrivare anche a 0,01 mm.
Per mezzo di JS Precision rettifica di precisione , è possibile avere scanalature di ventilazione con una tolleranza di 0,001 mm, che è un ottimo modo per arrestare le perdite di fusione in modo abbastanza efficace.
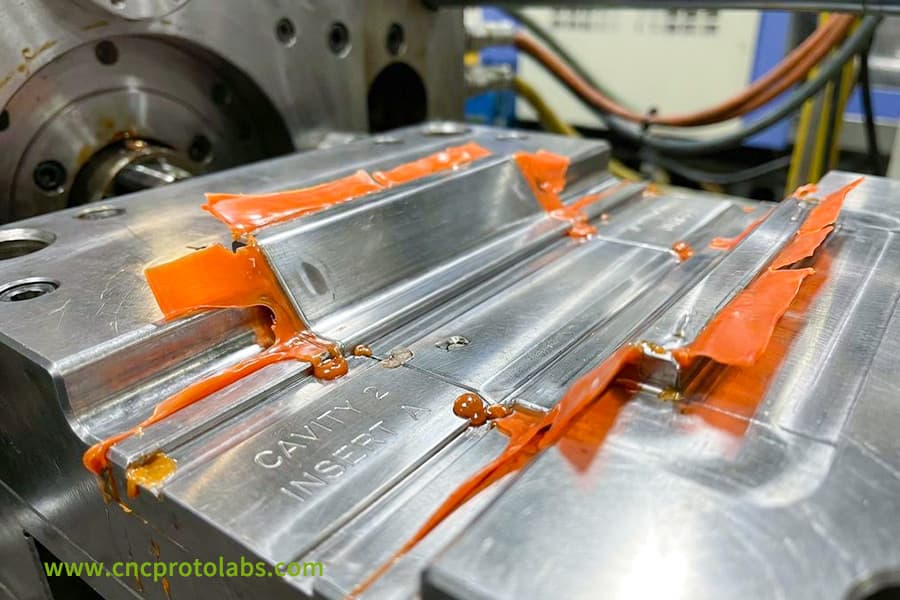
Figura 1: Un primo piano di un inserto con cavità di uno stampo di precisione con materiale flash arancione visibile lungo i bordi, che illustra un difetto comune.
La forza di bloccaggio insufficiente è l'unico motivo di bave nel processo di stampaggio a iniezione ad alta precisione?
La bava di solito appare come risultato dello squilibrio tra la pressione di iniezione e la forza di bloccaggio. Quando la forza di bloccaggio è sufficiente, si verificheranno comunque perdite di materiale se l'interruttore VP interviene troppo tardi causando una sovrapressione istantanea nella cavità o se l'insufficiente rigidità dello stampo porta a rigonfiamenti.
Lo stampaggio a iniezione ad alta precisione è incentrato sull'equilibrio dinamico e non può essere risolto semplicemente aumentando un parametro.
Equilibrio dinamico della pressione di iniezione e della forza di chiusura:
Il sistema di iniezione di una macchina per lo stampaggio a iniezione produce una forza di propulsione in avanti e un sistema di bloccaggio fornisce la forza di bloccaggio inversa.
Per mantenere l'equilibrio tra queste due forze, è necessario definire una finestra di processo ragionevole. Una rottura nella linea di giunzione che porta alla formazione di bave sarà il risultato diretto dello squilibrio di pressione .
In altre parole, la pressione di iniezione e la forza di chiusura possono essere paragonate ad un tiro alla fune, entrambe le parti devono essere bilanciate. Una forza eccessiva su entrambi i lati "perderà il controllo" e causerà lampi.
L'impatto del ritardo di commutazione VP sull'impatto istantaneo dell'alta pressione
La commutazione VP cambia radicalmente il punto di iniezione per mantenere la pressione. Se si ritarda un cambio, lo spazio nello stampo sarà pieno di materiale fuso e la pressione aumenterà immediatamente fino a raggiungere un picco anche di 1,5 volte il livello normale . Questo impatto è così forte che può rompere il piccolo spazio della linea di giunzione a livello di micron e si formerà una bava.
Compensazione del traboccamento in tempo reale utilizzando sensori di pressione nella cavità dello stampo
Precisione JS installiamo sensori di pressione negli stampi da anni e il loro utilizzo ha permesso non solo di visualizzare la pressione dello stampo, ma anche di gestirla in un circuito chiuso dalla velocità di iniezione e dal punto di vista della pressione di mantenimento in tempo reale grazie al rapido feedback del segnale di pressione.
Il batch flash può essere completamente eliminato mediante l'automazione del processo basata sul rilevamento della pressione anomala.
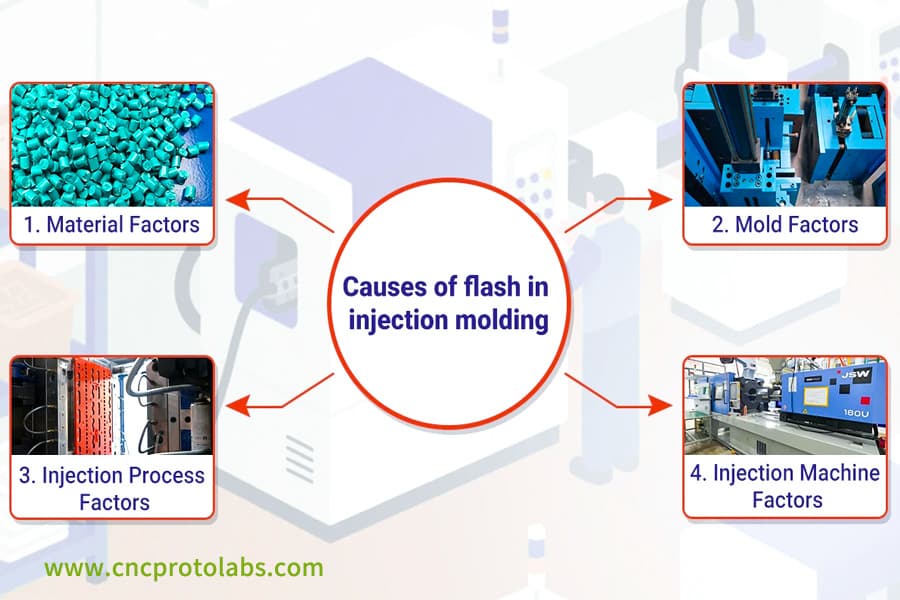
Figura 2: Un'infografica che elenca le quattro principali categorie di cause delle bave nello stampaggio a iniezione: materiale, stampo, processo di iniezione e fattori macchina.
I vostri prodotti per lo stampaggio a iniezione hanno causato interferenze nell'assemblaggio a causa dell'eccessivo bordo volante?
Prima di tutto, bisogna rendersi conto che i connettori elettronici di precisione o le parti delle pompe mediche devono essere prodotti con tolleranze molto strette (solitamente 0,01 mm).
La sbavatura è molto dannosa perché non solo fa sembrare le parti più grandi, ma può anche rovinare le guarnizioni o addirittura rilasciare contaminazione da polvere di plastica, che è una delle cause dirette del guasto delle parti di accoppiamento di precisione.
Infatti, la precisione dei prodotti stampati ad iniezione è uno dei fattori principali che determinano il successo dell'assemblaggio dei vostri prodotti.
Influenza della bava sulle tolleranze dimensionali complessive:
Un bagliore insignificante di 0,02 mm può essere considerato trascurabile, tuttavia, quando vengono assemblate parti diverse, un margine così piccolo può aumentare fino a superare anche 0,1 mm.
Ciò causerebbe problemi, come forze di inserimento/estrazione anomale e inceppamenti negli ingranaggi o nei connettori di precisione, e alla fine porterebbe allo scarto del prodotto.
Problemi con il ritaglio manuale del flash:
La rimozione manuale delle bave non è precisa e le conseguenze sono, tra le altre cose, angoli del raggio scoperti e graffi sulla superficie. Scarsa qualità da lotto a lotto prodotti per stampaggio ad iniezione a causa dell'incoerenza è il motivo per cui la produzione di massa non è in grado di soddisfare le sue esigenze.
In che modo i sistemi di ispezione visiva automatizzata possono rilevare piccoli difetti:
Presso JS Precision disponiamo di apparecchiature di ispezione visiva ad alta risoluzione di ultima generazione in grado di rilevare difetti di bava con dimensioni superiori a 0,01 mm. Puoi essere certo che ogni prodotto è stato ispezionato al 100% per essere privo di bave e difetti.
| Metodo di rilevamento | Precisione dell'identificazione | Efficienza di rilevamento | Tasso di prodotti difettosi mancati |
| Ispezione manuale | 0,05 mm | 10 pezzi/minuto | 8% |
| Ispezione visiva automatizzata | 0,01 mm | 60 pezzi/minuto | 0,02% |
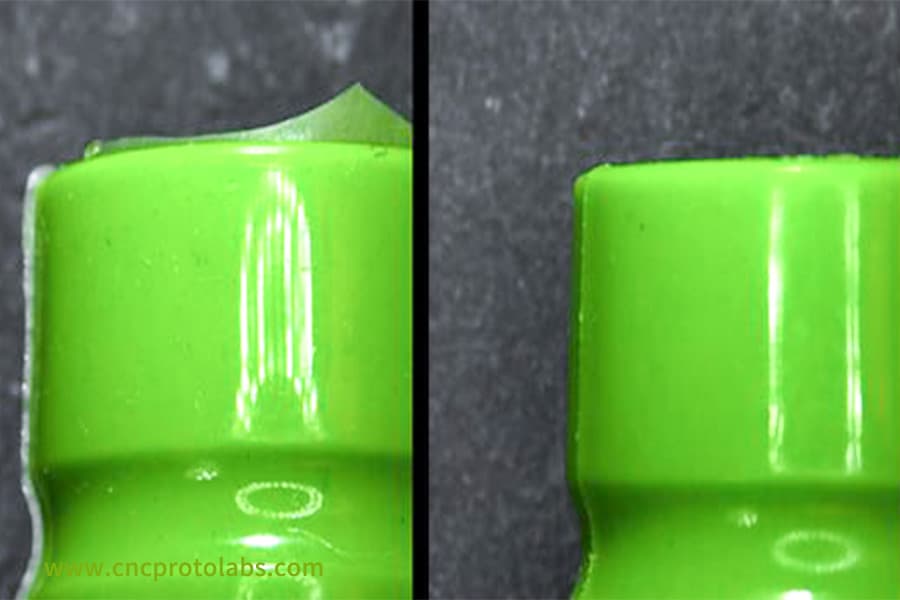
Figura 3: Un confronto affiancato che mostra una parte in plastica con un bordo pulito accanto a una con un bordo difettoso e irregolare.
Come evitare sbavature ottimizzando la superficie di divisione durante la fase di progettazione dello stampaggio a iniezione di precisione?
La progettazione dell'ottimizzazione dovrebbe basarsi sullo studio del flusso dello stampo. È possibile prevedere aree ad alta pressione nei punti di confluenza della fusione in modo da utilizzare un design a perno di derivazione o cursore invece del contatto planare e una speciale scanalatura di scarico può essere installata per accogliere ulteriore fusione. Controllare attentamente le dimensioni della superficie di stampaggio in conformità a Norma ISO 286-1 .
Una progettazione precisa dello stampaggio a iniezione può ridurre del 70% la possibilità di produrre bava.
Identificazione delle aree di impatto ad alta pressione con Moldflow
È possibile utilizzare la simulazione Moldflow durante la fase di progettazione per rilevare in anticipo l'alta pressione locale causata da uno spessore non uniforme delle pareti e da una posizione errata del cancello. Queste aree ad alta pressione sono le aree più colpite del bordo di volo e ottimizzarle in anticipo può evitare problemi successivi.
Progettazione della chiusura e ottimizzazione del raggio:
Oltre alle chiusure verticali, le chiusure smussate forniscono un meccanismo autobloccante più forte e una chiusura più stretta. Quando l'angolo R è regolato correttamente, non solo viene diretto il flusso del materiale fuso, ma vengono ridotte anche le forze di taglio del bordo, con conseguente minor rischio di bava.
Design con scanalatura dell'apertura che fornisce spazio tampone per la fusione in eccesso
È possibile riservare microscanalature in punti non critici sulla linea di giunzione per accogliere attivamente quantità molto piccole di gas e materiale fuso. Si tratta di uno stile avanzato di realizzazione di stampi che impedisce totalmente la formazione di bave nei punti critici.
Perché i preventivi economici per lo stampaggio a iniezione spesso nascondono costosi costi di rifinitura?
Quote notevolmente abbassate sono causate principalmente da strutture di stampi semplificate e da una bassa precisione di lavorazione. Ciò a sua volta rende il tasso di difetti piuttosto elevato e richiede una sbavatura manuale in larga misura.
Pertanto, il costo unitario, compresi manodopera, scarti e ritardi nella consegna, sarà molto più elevato di quello degli stampi di precisione. La trappola del prezzo basso di preventivi per stampaggio ad iniezione alla fine potrebbe costarti di più.
Calcolo dei costi di rifinitura della manodopera:
Costo totale del singolo pezzo = prezzo unitario del prodotto + tariffa di rifilatura manuale + tariffa di gestione secondaria + tariffa di condivisione degli scarti.
Per i prodotti con stampi economici, le spese di rifilatura della manodopera potrebbero rappresentare il 50% del prezzo unitario, rendendo così il costo totale notevolmente superiore a quello dei prodotti stampati ad iniezione di precisione.
Effetto del tasso di scarto e dei ritardi di consegna sulla catena di fornitura:
Se i problemi legati al flash si verificano continuamente, è possibile che la produzione venga interrotta e anche i programmi di lancio del prodotto vengano alterati. Le perdite causate dai ritardi nella consegna saranno molto superiori alla differenza di prezzo tra i due stampi.
Il preventivo è una garanzia di durata Flash Free?
Quando fate un preventivo comparativo per uno stampaggio a iniezione, chiedete se lo stampo a iniezione sarà preciso e senza difetti per le prossime diecimila lavorazioni. Ad esempio, JS Precision offre una garanzia di iniezione senza flash di 500.000, il che significa che puoi fare affidamento su una produzione a lungo termine senza problemi.
Ottieni più preventivi trasparenti per lo stampaggio a iniezione con un clic, rifiutando i costi nascosti e godendo di un'elevata convenienza senza flash!
Come ottenere una consegna zero flash di componenti in plastica personalizzati per plastiche ad alta fluidità?
I materiali con fluidità molto elevata come LCP o PA66 possono causare perdite anche se lo spazio è piccolo quanto 0,008 mm.
Oltre al controllo preciso della viscosità basato sul mantenimento di una temperatura costante del termoregolatore dello stampo, è necessario lo stampaggio a iniezione sotto vuoto assistito dall'uso di una sigillatura a livello micron delle parti metalliche durante lo stampaggio a iniezione con inserto.
Stampaggio ad iniezione ad alta precisione è il fattore chiave che garantisce l' assenza di bave anche con materiali con portate molto elevate .
Controllo della temperatura dello stampo per regolare la viscosità di materiali ad alta portata
Quando la temperatura dello stampo cambia, varia anche la viscosità del materiale, il che può facilmente causare traboccamenti. Si consiglia di utilizzare un controller di precisione della temperatura dell'olio con una precisione di controllo della temperatura dello stampo di ± 1 ℃ per mantenere stabile la fluidità del materiale e prevenire eventuali bave.
Per dirla semplicemente, il controllo della temperatura dello stampo può essere paragonato alla regolazione della dolcezza del tè al latte, anche una piccola differenza di temperatura cambia la "scorrevolezza" del materiale e, se non si è cauti, potrebbe "traboccare" (lampeggiare).
I dati di adattamento dei parametri di stampaggio a iniezione per diverse plastiche ad alta fluidità possono fungere da guida per gestire accuratamente il rischio di traboccamento.
Di seguito è riportato un riepilogo dei parametri principali dopo i test e l'ottimizzazione effettivi.
| Tipo di plastica | Temperatura consigliata dello stampo (°C) | Profondità di ventilazione (mm) | Pressione di iniezione (MPa) | Forza di serraggio (kg/cm²) | Resa senza flash (%) |
| LCP (polimero a cristalli liquidi) | 120-140 | 0,003-0,005 | 160-190 | 1200-1500 | 99,7 |
| PA66 (rinforzato) | 80-100 | 0,005-0,008 | 140-170 | 1000-1300 | 99,5 |
| PBT (ritardante di fiamma) | 70-90 | 0,006-0,010 | 130-160 | 900-1200 | 99,3 |
| PEEK (grado medico) | 180-200 | 0,002-0,004 | 180-210 | 1500-1800 | 99,8 |
| TPU (grado di alta trasparenza) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99,1 |
Applicazione dello stampaggio a iniezione assistito dall'evacuazione del vuoto in parti a parete sottile
L'evacuazione del vuoto consente di rimuovere preventivamente l'aria dalla cavità dello stampo, abbassando la pressione di iniezione e riempiendo la cavità con meno forza, diminuendo quindi la produzione di bava.
Tecnologia di tenuta di precisione per lo stampaggio di inserti
Inserti metallici possono presentare errori dimensionali che comportano grandi spazi di accoppiamento. JS Precision utilizza inserti per stampi regolabili con giochi di accoppiamento <0,01 mm, introducendo così lo stampaggio di inserti a zero flash per i componenti in plastica personalizzati.
Quali competenze chiave dovrebbero essere enfatizzate quando si cerca un fornitore di stampaggio a iniezione senza bave?
Un fornitore di prim'ordine dovrebbe essere dotato di macchine per lo stampaggio a iniezione completamente elettriche (con precisione di ripetibilità fino a 0,01 mm), una camera bianca a temperatura controllata, capacità di analisi scientifica dello stampaggio e la capacità di produrre rapporti di test oggettivi come la distribuzione della pressione sulla superficie di separazione.
La capacità di stampaggio a iniezione di precisione è la soglia fondamentale per i fornitori di stampaggio a iniezione senza bave.
Macchina per lo stampaggio a iniezione completamente elettrica e ripetibilità:
In termini di precisione del controllo della pressione e della posizione, le macchine per lo stampaggio a iniezione completamente elettriche sono molto più avanti rispetto alle tradizionali presse idrauliche. Inoltre, il tuo fornitore dovrebbe avere motori completamente elettrici come i motori Fanuc, che raggiungono un livello di ripetibilità di 0,01 mm.
Supporto dati scientifici sullo stampaggio:
Fornitori affidabili eseguiranno la verifica DOE (Device Execution System) per il processo e non apporteranno modifiche basate solo sulla loro esperienza, fornendo così dati di processo sistematici per mantenere stabile la produzione.
Dati di stabilità e rapporti sui test di funzionamento continuo:
È necessario controllare il report CPK di produzione ininterrotta 24-48 ore del fornitore. Solo i fornitori con un CPK 1,33 possono promettere stabilità flash zero nella produzione di massa.
Ottieni un elenco di screening dei fornitori autorevole da abbinare in modo accurato fornitore di stampaggio ad iniezione senza flash ed eliminare i rischi della cooperazione!
Caso di studio della precisione JS: sfida Zero Flying Edge dei microingranaggi Peek di grado medico
Sfide incontrate:
Il cliente desiderava realizzare microingranaggi in PEEK di grado medico con un diametro di appena 5 mm. Oltre ad essere costoso, il PEEK è un materiale ad alta portata. Inizialmente, ad una pressione di iniezione di 180 MPa, lo stampo ha prodotto 0,05 mm di bava sui bordi, che ha portato all'inceppamento dell'innesto degli ingranaggi e la resa del prodotto è stata solo del 60%.
Avevano un disperato bisogno di una produzione di massa, quindi il problema del flash è diventato il collo di bottiglia principale. Il taglio manuale difficilmente potrebbe soddisfare i requisiti di precisione dei prodotti di grado medico e aumenterebbe significativamente i costi di produzione.
Soluzione:
Per risolvere questi problemi, abbiamo implementato un approccio articolato:
1. Ottimizzazione dello stampo:
Abbiamo ottimizzato completamente lo stampo attuale, incluso il miglioramento della precisione dell'adattamento della superficie di divisione da 0,01 mm a 0,002 mm. In questo modo veniva totalmente eliminata la possibilità che il materiale fuso fuoriuscisse.
2. Attrezzatura e parametri:
Abbiamo scelto una macchina per lo stampaggio a iniezione completamente elettrica Fanuc e la sua posizione di commutazione VP è stata strettamente controllata con una tolleranza di 0,02 mm per evitare bave derivanti da picchi di pressione improvvisi.
3. Ottimizzazione del processo:
Abbiamo implementato tecniche di analisi e simulazione del flusso Moldflow per ottimizzare il layout del cancello in modo da ridurre al minimo la pressione nella cavità in determinati punti. Inoltre, per mantenere stabile la viscosità del materiale PEEK, abbiamo utilizzato un controller dello stampo a temperatura costante ad alta precisione.
4. Controllo qualità:
Innanzitutto è stato introdotto un nuovo sistema di ispezione visiva robotizzata per il rilevamento e lo scarto immediato di prodotti con difetti molto piccoli. In secondo luogo, è stata garantita una rigorosa conformità alle procedure di controllo qualità ISO 9001:2015 affinché ogni prodotto soddisfi gli standard di grado medico.
Risultati finali:
Ingranaggi miniaturizzati in PEEK di grado medico senza flash sono stati ottenuti dal cliente. Inoltre, le principali tolleranze dimensionali sono state stabilizzate entro 0,005 mm. La resa del prodotto è passata dal 60% al 99,8%.
Inoltre, l'ispezione manuale e la rifinitura sono state completamente eliminate. Il tempo di implementazione del progetto è stato ridotto del 40% e il costo di produzione unitario è stato abbassato del 25%, con conseguente successo della produzione di massa e del lancio sul mercato di prodotti medici.
Il caso di studio dimostra la solida competenza tecnica di JS Precision nello stampaggio a iniezione di precisione, che ci ha permesso di risolvere i problemi relativi alla produzione zero flash e allo stesso tempo soddisfare i requisiti molto esigenti delle principali industrie come quella medica e automobilistica.
Ottieni un elenco autorevole per lo screening dei fornitori, abbina accuratamente i fornitori di stampaggio a iniezione senza bave ed elimina i rischi di cooperazione!
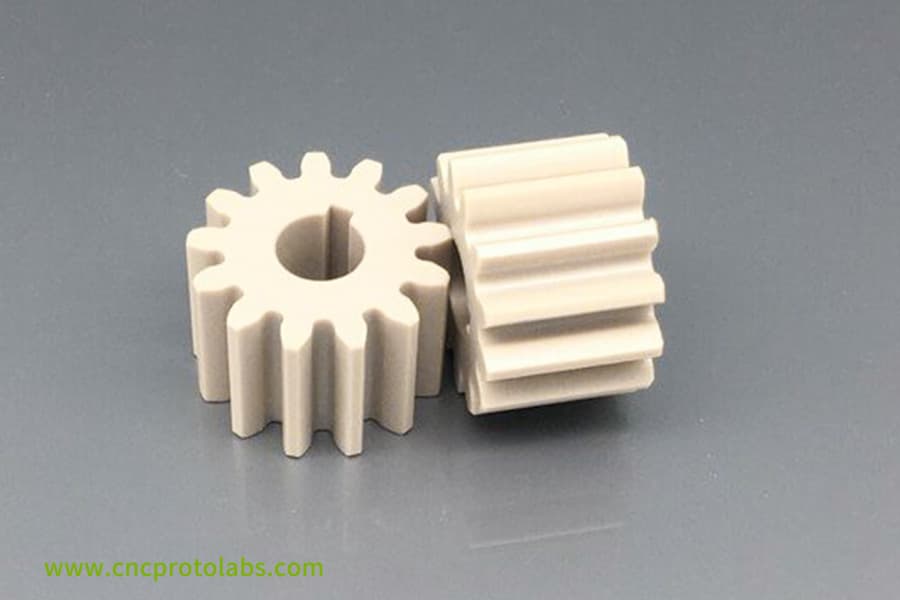
Figura 4: Due microingranaggi in plastica chiara con geometria dei denti precisa e finitura liscia e senza bave.
Domande frequenti
Q1: Cos'è la bava nello stampaggio a iniezione?
Il flash è un foglio rimanente molto sottile di plastica fusa che finisce nella linea di giunzione dello stampo o nella fessura del perno di espulsione quando viene spremuto. Di solito, è causato da due ragioni principali: troppa pressione o troppo spazio libero dallo stampo.
Q2: Una forza di serraggio più elevata previene la formazione di bave?
L'uso di una forza di bloccaggio eccessiva non fermerà la bava, anzi potrebbe causare danni o deformazione permanente della linea di giunzione dello stampo, portando quindi a problemi di bava peggiori in futuro.
Q3: Quali materiali sono più soggetti a flash?
I materiali a bassa viscosità e altamente fluidi, come PA66 LCP PBT e alcuni elastomeri, sono quelli che hanno maggiori probabilità di presentare bave durante lo stampaggio a iniezione.
Q4: La velocità di iniezione influisce sul flash?
La velocità di iniezione, proprio come la temperatura, controlla direttamente il flash. Una velocità molto elevata creerà una pressione di picco istantanea molto elevata che potrebbe essere sufficientemente potente da aprire spazi molto piccoli nella linea di giunzione provocando bave.
Q5: Perché la bava aumenta negli stampi più vecchi?
La linea di giunzione dei vecchi stampi può essere danneggiata o ammorbidita dal bloccaggio continuo ad alta pressione e dagli urti per un lungo periodo. Di conseguenza, la precisione della chiusura dello stampo diminuisce e la bava aumenta.
Q6: Come prevenire le bave nello stampaggio a iniezione con inserti?
Per evitare bave nello stampaggio a iniezione dell'inserto, l'inserto metallico e la scanalatura dello stampo devono adattarsi molto strettamente tra loro, generalmente con uno spazio inferiore a 0,01 mm.
D7: È vero che la bava può essere eliminata abbassando la temperatura dello stampo?
L'abbassamento della temperatura dello stampo può ridurre la bava solo per un breve periodo, tuttavia può provocare un restringimento del prodotto o livelli più elevati di stress interno. Si tratta di bilanciare le proprietà di flusso e la qualità del prodotto.
Q8: In che modo JS Precision garantisce la durata dello stampo?
Dopo la consegna iniziale, il cliente ritorna al fornitore per la seconda fase del ciclo produttivo. L'indurimento laser della superficie di divisione dello stampo da parte di JS Precision e la regolare manutenzione di precisione contribuiscono a far sì che lo stampo rimanga privo di bave fino a 500.000 cicli, garantendo così stabilità a lungo termine.
D9: Perché i preventivi per lo stampaggio a iniezione variano e come posso ottenere un preventivo conveniente e immediato?
Un preventivo molto basso spesso utilizza stampi di bassa precisione, con conseguenti tassi elevati di difetti e costi aggiuntivi per rifili e scarti. IL preventivo davvero vantaggioso dovrebbe garantire una produzione stabile e a lungo termine. Ad esempio, JS Precision offre una garanzia senza flash di 500.000 cicli. Valutare sempre il costo totale di proprietà e la garanzia di precisione del fornitore, non solo il prezzo unitario iniziale.
Riepilogo
Il flash non è mai un problema superficiale che può essere risolto solo aumentando la forza di serraggio, in realtà si tratta di un progetto di ingegneria sistemica che coinvolge la precisione dello stampo, la progettazione del prodotto e il processo di stampaggio a iniezione.
Solo mantenendo saldamente i tre elementi chiave della produzione di stampi a livello di micron, del controllo scientifico dell'iniezione e dell'ottimizzazione della pre-progettazione è possibile ottenere veramente una produzione stabile senza bave nello stampaggio a iniezione di precisione.
Con 15 anni di esperienza nella produzione di precisione, un sistema di controllo qualità completo e certificazioni internazionali, JS Precision ti offrirà soluzioni di stampaggio a iniezione zero flash pratiche, economiche e altamente stabili.
Stai cercando di eliminare completamente i problemi legati al flash e di ridurre i costi di produzione totali? Contattaci ora per un preventivo professionale sullo stampaggio a iniezione e inizia il tuo percorso di produzione di precisione efficiente e senza preoccupazioni.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

