

Moldagem por injeção de precisão é o coração da fabricação de peças de alta precisão para os setores médico, de conectores eletrônicos e de sensores automotivos.
Na fabricação de dispositivos médicos de precisão, conectores eletrônicos e sensores automotivos, um flash de 0,02 mm, por exemplo, pode ser suficiente para estragar completamente todo o pedido.
Muitos compradores terão o problema do flash aparecer antes mesmo que os novos moldes atinjam a produção de 10.000 unidades.
Aqui discutiremos como se livrar dos problemas de flash de uma vez por todas por meio de um design de molde superior e um processo científico de moldagem por injeção que sempre produzirá componentes de altíssima precisão.
Visão geral do conteúdo principal
| Dimensões principais | Estratégias Básicas | Resultados esperados |
| Fabricação de Moldes | Aço S136 temperado até HRC 52+, precisão de retificação da superfície de partição <0,002 mm. | Elimina a micro deformação do molde devido à extrusão de alta pressão. |
| Controle de Processo | A Scientific Moulding monitora os pontos de comutação do VP. | Elimina o "protuberância do molde" causado por picos de pressão instantâneos. |
| Otimização de Projeto | Emprega ventilação de precisão de 0,005 mm e design de quebra. | Consegue moldagem sem flash de materiais de alto fluxo (como LCP). |
Principais conclusões
- A precisão é derivada do molde: o nivelamento da superfície de partição é essencialmente a "barreira" física que impedirá o flash, você teria que atingir um ajuste de nível de mícron.
- Um processo é muito melhor que a pressão: a força de fixação não é uma "bala de prata", o equilíbrio dinâmico da pressão e a comutação de VP são os principais intervenientes.
- Perspectiva de Custo Total: O custo economizado por não ter que fazer rebarbação manual nas fases posteriores pode ser ainda maior do que o benefício de um baixo preço unitário inicial do molde.
- Fornecedores Profissionais: A escolha de um parceiro que possua máquinas injetoras totalmente elétricas e tenha capacidade de análise de fluxo de molde é uma garantia de pontualidade na entrega.
Por que acreditar neste guia? Experiência em fabricação de moldagem por injeção de precisão da JS Precision
A moldagem por injeção de precisão é significativa em termos de habilidades técnicas e exige medidas rigorosas de controle de qualidade.
Com a JS Precision, você obtém um parceiro com mais de 15 anos de experiência em moldagem por injeção de precisão e fabricação de moldes de injeção, dando-lhe a oportunidade de aproveitar diretamente sua experiência para suas necessidades de produção.
Isso significa que você compartilhará sua experiência madura no fornecimento de mais de 300.000 peças de precisão para mais de 1.000 clientes em todo o mundo e desfrutará de uma garantia de entrega dentro do prazo de 99,2%.
Nosso sistema de produção certificado pela ISO 9001:2015 e a fábrica equipada com mais de 30 máquinas de moldagem por injeção se concentrará em fornecer suporte de moldagem por injeção de alta precisão para seus componentes plásticos personalizados nas áreas médica, automotiva e eletrônica.
Trabalhando conosco, você pode aproveitar a abordagem testada e comprovada, que, entre outras coisas, inclui o seguinte: A redução da taxa de defeitos flash de 5% para 0,2% por meio da otimização do molde e ajustes de processo foi demonstrada em mais de 2.000 projetos de moldagem por injeção.
Para peças de precisão de nível médico, você não apenas será capaz de atender às tolerâncias dimensionais de 0,005 mm, mas a produção em massa de seus produtos de moldagem por injeção estará fisicamente livre de rebarbas.
Você terá acesso 24 horas por dia à ajuda de análise DFM, permitindo obter feedback sobre a capacidade de fabricação de seus projetos de molde com muita rapidez.
Além disso, o serviço garante uma verificação minuciosa do processo por meio de instrumentos de medição de alta precisão, como máquinas de medição por coordenadas (CMMs) e scanners 3D, para que todos os pedidos sejam acompanhados de relatório FAIR completo e certificação de material.
Em outras palavras, você receberá peças com zero flash consistentes e confiáveis, evitando assim perdas devido a defeitos de flash.
Este guia foi elaborado com base na experiência real do projeto, os planos e as informações vieram de casos reais de produção, proporcionando assim soluções viáveis e potentes.
Acesse rapidamente o white paper de moldagem por injeção de precisão zero flash - sem necessidade de operações complicadas, domine rapidamente as técnicas da solução principal!
Como eliminar o risco de transbordamento de material na fabricação de moldes de injeção a partir da fonte de precisão do molde?
Deve ser entendido que o flash é, na maioria dos casos, causado por uma linha divisória solta.
Alcançar uma superfície de partição livre de recursos de flash, mesmo com alta carga (500-2000 kg/cm) pelo uso de aço de alta dureza e retificação de superfície de ultraprecisão até a eliminação de lacunas em nível de mícron, é a base física para a resolução deste problema.
Fabricação de moldes de injeção é essencialmente uma questão de precisão do molde. Problemas de flash na moldagem por injeção de precisão têm cerca de 80% de relação com falhas no molde.
Por que mesmo os moldes novos desenvolvem rebarbas após um curto uso?
O uso de moldes baratos feitos de aço comum com dureza bastante baixa ou que retiveram uma quantidade considerável de tensão interna após o processo de usinagem pode normalmente ser responsabilizado em tais casos.
A superfície de separação em tal molde apresentará alguma deformação, colapso ou algo semelhante, após dezenas de milhares de fechamentos do molde devido a impactos sutis.
Estas pequenas lacunas permitem que o fundido escape durante a moldagem por injeção de alta pressão. Novos moldes podem apresentar transbordamento antes mesmo de 10.000 injeções devido à consequência direta da falta de usinagem de precisão.
Para ser mais claro, os moldes de baixo preço são semelhantes aos das panelas de ferro de baixa qualidade - após algumas utilizações, podem ficar deformados, podem até vazar quando a pressão é apenas um pouco forte e, claro, não suportam a pressão da moldagem por injeção que é bastante elevada.
A influência da dureza do tratamento térmico do aço S136 na durabilidade
S136 é o aço recomendado para fazer moldes de moldagem por injeção de precisão, e diferentes níveis de dureza resultam em diferenças significativas de desempenho. Simplificando, quanto maior o nível de dureza, maior será a resistência à deformação da superfície de partição.
| Dureza do Aço | Ciclos de fechamento de molde | Valor de deformação da superfície de partição | Ciclo de Ocorrência Flash |
| CDH 30 | 10.000 ciclos | 0,015 mm | Dentro de 10.000 ciclos de molde |
| HRC 40 | 50.000 ciclos | 0,008 mm | Após 50.000 ciclos de molde |
| CDH 52 | 500.000 ciclos | 0,002 mm | Sem flash após 500.000 ciclos de molde |
O tratamento de têmpera em HRC 52+ confere ao aço a capacidade de resistir à deformação em um nível muito alto. Como resultado, a nitidez da borda da superfície de partição em seu molde permanecerá estável por um longo tempo e a borda ficará protegida contra desgaste devido a impactos causados pelo fechamento do molde.
A profundidade da ranhura de ventilação precisa ser controlada em 0,005 mm ou 0,02 mm?
Diferentes viscosidades plásticas estão associadas a diferentes limites de ventilação. Para materiais LCP muito fluidos, a profundidade da ranhura de ventilação deve ser limitada a 0,005 mm , mas para os plásticos usuais, pode ser até 0,01 mm.
Por meio de JS Precision moagem de precisão , você pode ter ranhuras de ventilação com tolerância de 0,001 mm, o que é uma ótima maneira de interromper o vazamento de material fundido de maneira bastante eficaz.
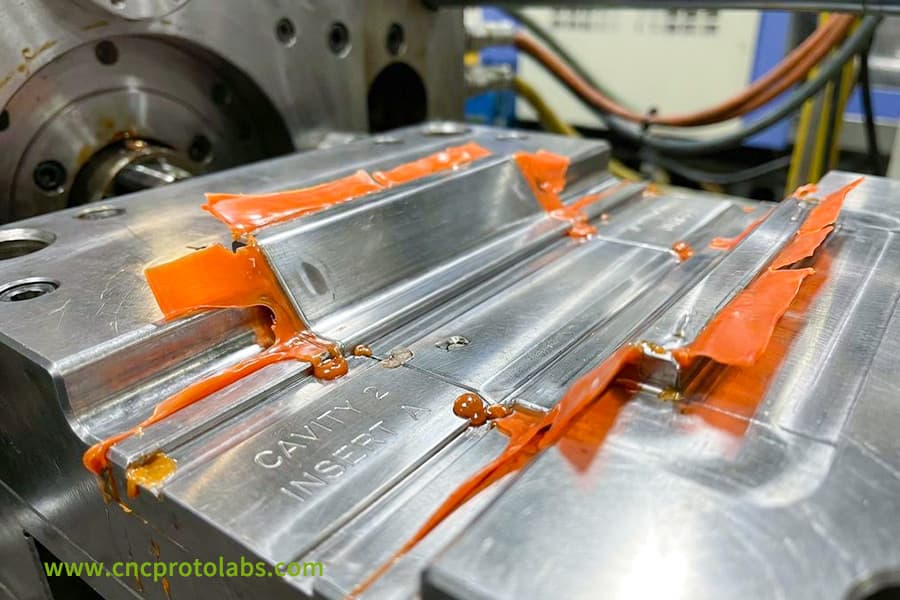
Figura 1: Um close-up de uma inserção de cavidade de molde de precisão com material laranja visível ao longo de suas bordas, ilustrando um defeito comum.
A força de fixação insuficiente é a única razão para flash no processo de moldagem por injeção de alta precisão?
O flash geralmente aparece como resultado do desequilíbrio entre a pressão de injeção e a força de fixação. Quando a força de fixação for suficiente, ainda haverá vazamento de material se a chave VP chegar tarde demais , causando sobrepressão instantânea na cavidade ou se a rigidez insuficiente do molde levar ao abaulamento.
A moldagem por injeção de alta precisão tem tudo a ver com equilíbrio dinâmico, não pode ser resolvida apenas aumentando um parâmetro.
Equilíbrio Dinâmico da Pressão de Injeção e Força de Fixação:
O sistema de injeção de uma máquina de moldagem por injeção produz uma força de propulsão, que é para frente, e um sistema de fixação fornece a força de fixação reversa.
Para manter o equilíbrio dessas duas forças, você deve definir uma janela de processo razoável. Uma quebra na linha de partição que leva ao flash será um resultado direto do desequilíbrio de pressão .
Em outras palavras, a pressão de injeção e a força de aperto podem ser comparadas a um cabo de guerra, ambos os lados devem estar equilibrados. Força excessiva em ambos os lados “perderá o controle” e causará flash.
O impacto do atraso de comutação do VP no impacto instantâneo de alta pressão
A comutação VP altera drasticamente a injeção do ponto para pressão de retenção. Se você atrasar uma troca, o espaço no molde ficará cheio de material fundido e a pressão disparará imediatamente para um pico de até 1,5 vezes o nível normal . Este impacto é tão forte que pode quebrar a pequena lacuna da linha de partição no nível do mícron, e o flash será formado.
Compensação de transbordamento em tempo real usando sensores de pressão na cavidade do molde
Precisão JS vêm instalando sensores de pressão em moldes há anos, e o uso deles permitiu não apenas visualizar a pressão do molde, mas também gerenciá-la em um circuito fechado a partir da velocidade de injeção e do ponto de vista da pressão de retenção em tempo real devido ao rápido feedback do sinal de pressão.
O flash em lote pode ser completamente eliminado pela automatização do processo com base na detecção de pressão anormal.
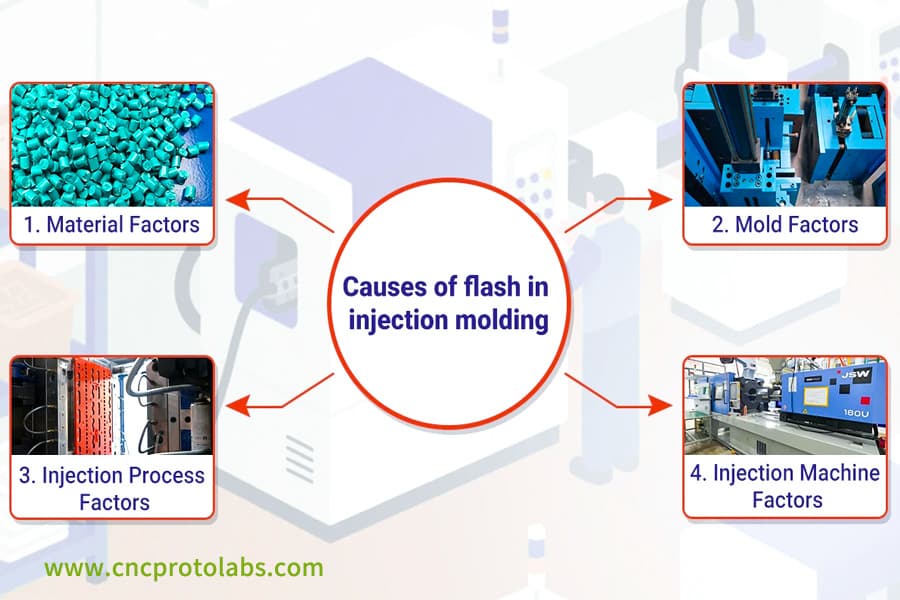
Figura 2: Um infográfico listando as quatro categorias principais de causas de rebarbas na moldagem por injeção: Material, Molde, Processo de Injeção e Fatores da Máquina.
Seus produtos de moldagem por injeção causaram interferência na montagem devido ao excesso de borda voadora?
Primeiro de tudo, você deve perceber que os conectores eletrônicos de precisão ou peças de bombas médicas devem ser fabricados com tolerâncias muito restritas (geralmente 0,01 mm).
O flash é muito prejudicial porque não apenas faz com que as peças pareçam maiores, mas também pode estragar as vedações ou até mesmo liberar alguma contaminação por poeira plástica, que é uma das causas diretas da falha de peças de encaixe de precisão.
Na verdade, a precisão dos produtos moldados por injeção é um dos principais fatores que determinam o sucesso da montagem dos seus produtos.
Influência do Flash nas tolerâncias dimensionais gerais:
Um flash insignificante de 0,02 mm pode ser considerado insignificante, no entanto, quando peças diferentes são montadas, uma margem tão pequena pode ser aumentada para mais de 0,1 mm.
Isso causaria problemas, como forças anormais de inserção/extração e travamentos em engrenagens ou conectores de precisão, e eventualmente levaria ao descarte do produto.
Problemas com corte manual de flash:
A remoção manual do flash não é precisa e as consequências são cantos de raio descobertos e arranhões na superfície, entre outras coisas. Má qualidade de lote para lote de produtos de moldagem por injeção devido à inconsistência é a razão pela qual a produção em massa não é capaz de atender às suas necessidades.
Como os sistemas automatizados de inspeção visual podem detectar pequenos defeitos:
Na JS Precision contamos com equipamentos de inspeção visual de alta resolução de última geração, capazes de detectar defeitos de flash com tamanho superior a 0,01 mm. Você pode ter certeza de que cada produto foi 100% inspecionado para estar livre de rebarbas e defeitos.
| Método de detecção | Precisão de identificação | Eficiência de detecção | Taxa de falta de produto defeituoso |
| Inspeção Manual | 0,05 mm | 10 peças/minuto | 8% |
| Inspeção visual automatizada | 0,01 mm | 60 peças/minuto | 0,02% |
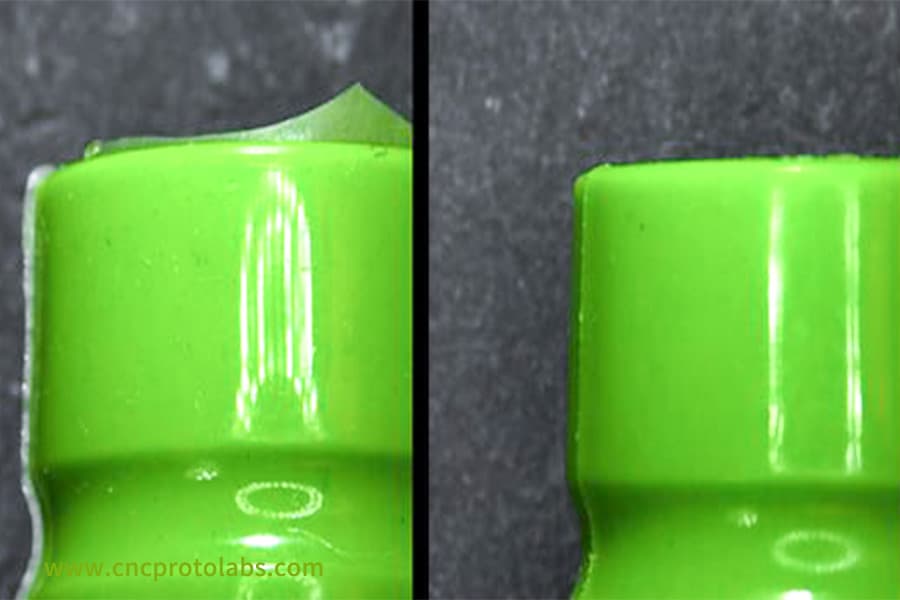
Figura 3: Uma comparação lado a lado mostrando uma peça de plástico com uma borda limpa ao lado de outra com uma borda irregular e defeituosa.
Como evitar rebarbas otimizando a superfície de partição durante a fase de projeto de moldagem por injeção de precisão?
O projeto de otimização deve ser baseado no estudo do fluxo do molde. Áreas de alta pressão em pontos confluentes do fundido podem ser previstas de modo que o pino de desvio ou o projeto deslizante sejam empregados em vez de contato planar, e uma ranhura de alívio especial possa ser instalada para acomodar o fundido extra. Verifique as dimensões da superfície de moldagem firmemente de acordo com Padrão ISO 286-1 .
O projeto preciso da moldagem por injeção pode reduzir a chance de produção de flash em 70%.
Identificando áreas de impacto de alta pressão com Moldflow
Você pode usar a simulação do Moldflow durante a fase de projeto para detectar antecipadamente alta pressão local causada por espessura irregular da parede e posição inadequada da comporta. Essas áreas de alta pressão são as áreas mais atingidas da borda voadora e otimizá-las antecipadamente pode evitar problemas posteriores.
Projeto de desligamento e otimização de raio:
Além dos fechamentos verticais, os fechamentos chanfrados fornecem um mecanismo de travamento automático mais forte e um fechamento mais apertado. Quando o ângulo R é ajustado adequadamente, não apenas o fluxo de material fundido é direcionado, mas as forças de cisalhamento nas bordas também são diminuídas, levando a um menor risco de rebarbas.
Design de ranhura de abertura proporcionando espaço tampão para excesso de fusão
Ranhuras de micro sobretensão podem ser reservadas/em locais não críticos na linha de partição para acomodar ativamente quantidades muito pequenas de gás e material fundido. Este é um estilo avançado de fabricação de moldes que evita totalmente o flash em pontos críticos.
Por que as cotações de moldagem por injeção de baixo preço muitas vezes escondem custos de corte caros?
Cotações muito reduzidas são causadas principalmente por estruturas de molde simplificadas e baixa precisão de usinagem. Isso, por sua vez , torna a taxa de defeitos bastante alta e é necessário rebarbar manualmente em grande parte.
Portanto, o custo unitário, incluindo mão de obra, sucata e atrasos na entrega, será muito maior do que o dos moldes de precisão. A armadilha do preço baixo cotações de moldagem por injeção pode acabar custando mais.
Cálculo do custo de corte de mão de obra:
Custo total de peça única = preço unitário do produto + taxa de corte manual + taxa de manuseio secundário + taxa de compartilhamento de sucata.
Para produtos com moldes baratos, as despesas com mão de obra podem ser de 50% do preço unitário, tornando o custo total consideravelmente superior ao de produtos moldados por injeção de precisão.
Efeito da taxa de sucata e atrasos na entrega na cadeia de suprimentos:
Se os problemas de flash ocorrerem continuamente, é possível que a produção seja interrompida e os cronogramas de lançamento do produto também sejam interrompidos. As perdas causadas por atrasos na entrega serão muito maiores do que a diferença de preço entre os dois moldes.
A cotação é uma garantia de vida útil do Flash Free?
Ao fazer uma cotação comparativa de moldagem por injeção, pergunte se o molde de injeção será preciso e sem defeitos nas próximas dez mil execuções de molde. Por exemplo, JS Precision oferece uma garantia de injeção sem flash de 500.000, o que significa que você pode contar com uma produção de longo prazo sem problemas.
Obtenha várias cotações transparentes de moldagem por injeção com um clique, rejeitando custos ocultos e desfrutando de alta relação custo-benefício sem flash!
Como conseguir entrega zero flash de componentes plásticos personalizados para plásticos de alta fluidez?
Materiais com fluidez muito alta , como LCP ou PA66 , podem causar vazamento mesmo se a folga for tão pequena quanto 0,008 mm.
Além do controle preciso da viscosidade com base na manutenção de uma temperatura constante do controlador de temperatura do molde, é necessária a moldagem por injeção a vácuo auxiliada pelo uso de vedação em nível de mícron das peças metálicas durante a moldagem por injeção de inserto.
Moldagem por injeção de alta precisão é o fator chave que garante a ausência de flash mesmo com materiais com taxas de fluxo muito altas .
Controle de temperatura do molde para ajustar a viscosidade de materiais com alta vazão
Quando a temperatura do molde muda, a viscosidade do material também varia, o que pode facilmente causar transbordamentos. Sugere-se o uso de um controlador de temperatura de óleo de precisão com precisão de controle de temperatura do molde de ± 1 ℃ para manter a fluidez do material estável e evitar qualquer flash.
Simplificando, o controle da temperatura do molde pode ser comparado ao ajuste da doçura do chá com leite, mesmo uma pequena diferença na temperatura altera a "fluidez" do material e, se não for cauteloso, ele pode "transbordar" (flash).
Os dados de adaptação dos parâmetros de moldagem por injeção para diferentes plásticos de alta fluidez podem servir como um guia para você gerenciar com precisão o risco de transbordamento.
Abaixo está um resumo dos parâmetros principais após testes e otimização reais.
| Tipo de plástico | Temperatura recomendada do molde (°C) | Profundidade de ventilação (mm) | Pressão de injeção (MPa) | Força de fixação (kg/cm²) | Rendimento sem Flash (%) |
| LCP (polímero de cristal líquido) | 120-140 | 0,003-0,005 | 160-190 | 1200-1500 | 99,7 |
| PA66 (reforçado) | 80-100 | 0,005-0,008 | 140-170 | 1000-1300 | 99,5 |
| PBT (retardador de chama) | 70-90 | 0,006-0,010 | 130-160 | 900-1200 | 99,3 |
| PEEK (grau médico) | 180-200 | 0,002-0,004 | 180-210 | 1500-1800 | 99,8 |
| TPU (Alto Grau de Transparência) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99,1 |
Aplicação de moldagem por injeção assistida por evacuação a vácuo em peças de parede fina
A evacuação a vácuo permite a retirada antecipada do ar da cavidade do molde, diminuindo a pressão de injeção e enchendo a cavidade com menos força, diminuindo assim a produção de rebarbas.
Tecnologia de vedação de precisão para moldagem por inserção
Inserções metálicas pode ter erros dimensionais que fazem com que as folgas de encaixe sejam grandes. A JS Precision emprega insertos de molde ajustáveis que possuem folgas de acoplamento <0,01 mm, introduzindo assim a moldagem de insertos sem flash para seus componentes plásticos personalizados.
Quais competências essenciais devem ser enfatizadas ao procurar um fornecedor de moldagem por injeção sem flash?
Um fornecedor de primeira linha deve estar equipado com máquinas de moldagem por injeção totalmente elétricas (com precisão de repetibilidade de até 0,01 mm), uma sala limpa com temperatura controlada, recursos científicos de análise de moldagem e a capacidade de produzir relatórios de testes objetivos, como distribuição de pressão na superfície da peça.
A capacidade de moldagem por injeção de precisão é o limite central para fornecedores de moldagem por injeção sem flash.
Máquina de moldagem por injeção totalmente elétrica e repetibilidade:
Em termos de precisão de controle de pressão e posição, as máquinas injetoras totalmente elétricas estão muito à frente das prensas hidráulicas tradicionais. Além disso, seu fornecedor deverá possuir motores totalmente elétricos como os motores Fanuc, atingindo um nível de repetibilidade de 0,01mm.
Suporte de dados de moldagem científica:
Fornecedores confiáveis realizarão a verificação DOE (Device Execution System) para o processo e não farão ajustes com base apenas em sua experiência, fornecendo assim dados sistemáticos do processo para manter a produção estável.
Dados de estabilidade e relatórios de teste de operação contínua:
Você deve verificar o relatório CPK de produção ininterrupta de 24 a 48 horas do fornecedor. Fornecedores com CPK 1.33 apenas podem prometer estabilidade de flash zero na produção em massa.
Obtenha uma lista de triagem de fornecedores confiável para corresponder com precisão fornecedor de moldagem por injeção sem flash e eliminar riscos de cooperação!
Estudo de caso de JS Precision: Zero Flying Edge Challenge de Peek Micro Gears de nível médico
Desafios encontrados:
O cliente queria fabricar microengrenagens em PEEK de grau médico com um diâmetro de apenas 5 mm. Além de caro, o PEEK é um material de alta vazão. A princípio, com uma pressão de injeção de 180MPa, o molde deu 0,05 mm de rebarba nas bordas, o que levou ao travamento do engate da engrenagem e o rendimento do produto foi de apenas 60%.
Eles precisavam desesperadamente de produção em massa, então o problema do flash tornou-se o principal gargalo. O corte manual dificilmente poderia cumprir os requisitos de precisão dos produtos de qualidade médica e aumentaria significativamente os custos de produção.
Solução:
Para resolver esses problemas, implementamos uma abordagem multifacetada:
1. Otimização de Moldes:
Otimizamos completamente o molde atual, o que incluiu a atualização da precisão do ajuste da superfície de partição de 0,01 mm para 0,002 mm. Dessa forma, a possibilidade de o material fundido vazar foi totalmente eliminada.
2. Equipamentos e Parâmetros:
Optamos por uma máquina de moldagem por injeção totalmente elétrica Fanuc, e sua posição de comutação VP foi rigidamente controlada com uma tolerância de 0,02 mm para evitar flashes decorrentes de picos repentinos de pressão.
3. Otimização de Processos:
Implementamos técnicas de análise e simulação de fluxo Moldflow para otimizar o layout da comporta, de modo a minimizar a pressão da cavidade em determinados pontos. Além disso, para manter estável a viscosidade do material PEEK, usamos um controlador de molde de temperatura constante de alta precisão.
4. Controle de qualidade:
Primeiramente, foi introduzido um novo sistema robótico de inspeção visual para detecção e rejeição imediata de produtos com defeitos muito pequenos. Em segundo lugar, foi garantida uma conformidade rigorosa com os procedimentos de controlo de qualidade da ISO 9001:2015 para que cada produto cumprisse os padrões de qualidade médica.
Resultados Finais:
Engrenagens em miniatura PEEK de grau médico sem nenhum flash foram obtidos pelo cliente. Além disso, as principais tolerâncias dimensionais foram estabilizadas em 0,005 mm. O rendimento do produto subiu de 60% para 99,8%.
Além disso, a inspeção manual e o corte foram completamente erradicados. O tempo de implementação do projeto foi reduzido em 40% e o custo unitário de produção foi reduzido em 25%, resultando no sucesso da produção em massa e no lançamento no mercado de produtos médicos.
O estudo de caso demonstra a sólida experiência técnica da JS Precision em moldagem por injeção de precisão, o que nos permitiu resolver os problemas relacionados à produção de flash zero e, ao mesmo tempo, atender aos requisitos muito exigentes de grandes indústrias, como a médica e a automotiva.
Obtenha uma lista confiável para triagem de fornecedores, combine com precisão o fornecedor de moldagem por injeção sem flash e elimine riscos de cooperação!
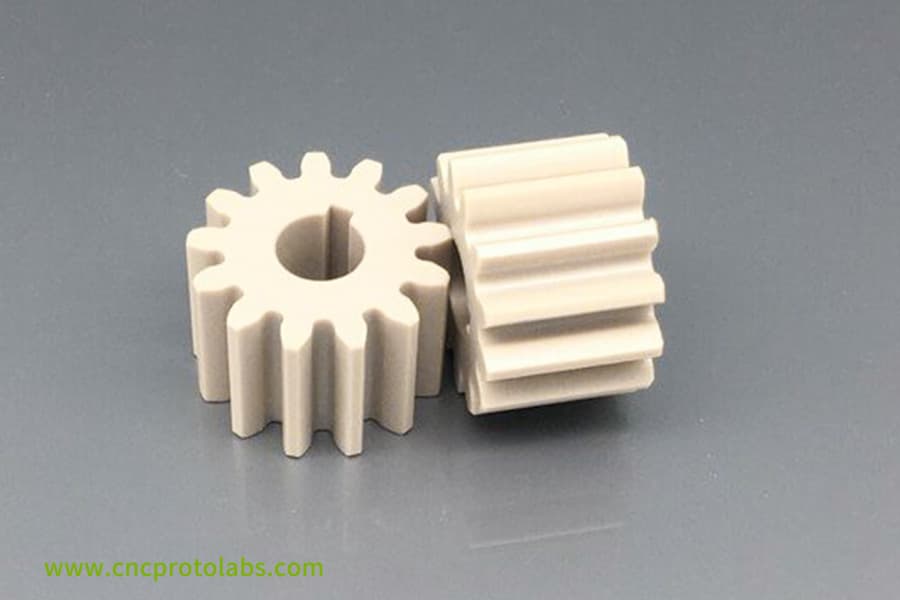
Figura 4: Duas microengrenagens de plástico de cor clara com geometria precisa dos dentes e acabamento liso e sem rebarbas.
Perguntas frequentes
Q1: O que é flash na moldagem por injeção?
Flash é uma folha muito fina de plástico derretido que termina na linha divisória do molde ou na abertura do pino ejetor quando é espremido. Geralmente, isso é causado por dois motivos principais: muita pressão ou folga muito grande no molde.
Q2: A maior força de fixação evita o flash?
Usar muita força de fixação não interromperá o flash; na verdade, poderá causar danos ou deformação permanente da linha de partição do molde, levando a problemas piores de flash no futuro.
Q3: Quais materiais são mais propensos a piscar?
Materiais com baixa viscosidade e alta fluidez, como PA66 LCP PBT e alguns elastômeros, são os que têm maior probabilidade de apresentar flashes durante a moldagem por injeção.
Q4: A velocidade de injeção afeta o flash?
A velocidade de injeção, assim como a temperatura, controla diretamente o flash. Uma velocidade muito alta criará um pico de pressão instantâneo muito alto que pode ser poderoso o suficiente para abrir lacunas muito pequenas na linha de partição, causando flash.
Q5: Por que o flash aumenta em moldes mais antigos?
A linha de partição de moldes antigos pode ser danificada ou amolecida por fixação contínua de alta pressão e impacto durante um longo período. Como resultado, a precisão do fechamento do molde é reduzida e a rebarba aumenta.
Q6: Como evitar flash na moldagem por injeção de pastilhas?
Para evitar rebarbas na moldagem por injeção de inserto, o inserto de metal e a ranhura do molde devem se encaixar muito próximos, geralmente tendo uma folga inferior a 0,01 mm.
Q7: É verdade que o flash pode ser eliminado diminuindo a temperatura do molde?
A redução da temperatura do molde pode reduzir a rebarba apenas por um curto período de tempo; no entanto, pode resultar no encolhimento do produto ou em níveis mais elevados de tensão interna. É uma questão de equilibrar as propriedades de fluxo e a qualidade do produto.
Q8: Como a JS Precision garante a vida útil do molde?
Após a entrega inicial, o cliente retorna ao fornecedor para a segunda fase do ciclo de produção. O endurecimento a laser da superfície de separação do molde pela JS Precision e a manutenção regular de precisão contribuem para que o molde permaneça livre de rebarbas por até 500.000 ciclos, garantindo assim estabilidade a longo prazo.
Q9: Por que as cotações de moldagem por injeção variam e como posso obter uma cotação econômica e sem flash?
Uma cotação muito baixa geralmente utiliza moldes de baixa precisão, levando a altas taxas de defeitos e custos extras para corte e sucata. O orçamento verdadeiramente econômico deve garantir uma produção estável e de longo prazo. Por exemplo, JS Precision oferece uma garantia sem flash de 500.000 ciclos. Avalie sempre o custo total de propriedade e a garantia de precisão do fornecedor, e não apenas o preço unitário inicial.
Resumo
Flash nunca é um problema superficial que pode ser resolvido apenas aumentando a força de fixação; na verdade, é um projeto de engenharia sistêmico que envolve precisão do molde, design do produto e processo de moldagem por injeção.
Somente mantendo firmemente os três elementos-chave da fabricação de moldes em nível de mícron, controle científico de injeção e otimização de pré-projeto pode-se realmente alcançar uma produção estável sem flash na moldagem por injeção de precisão.
Com 15 anos de experiência em fabricação de precisão, um sistema completo de controle de qualidade e certificações internacionais, a JS Precision oferecerá soluções de moldagem por injeção zero flash práticas, de baixo custo e altamente estáveis.
Tentando eliminar completamente os problemas de flash e reduzir os custos totais de produção? Entre em contato conosco agora para uma cotação profissional de moldagem por injeção e inicie sua jornada de fabricação de precisão eficiente e sem preocupações.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

