

صب الحقن الدقيق هي قلب تصنيع الأجزاء عالية الدقة للقطاعات الطبية والموصلات الإلكترونية وأجهزة استشعار السيارات.
في تصنيع الأجهزة الطبية الدقيقة، والموصلات الإلكترونية وأجهزة استشعار السيارات ، على سبيل المثال، قد يكون وميض 0.02 ملم كافيًا لإفساد الطلب بالكامل.
سيواجه الكثير من المشترين مشكلة ظهور الفلاش قبل أن تصل القوالب الجديدة إلى إنتاج 10000 وحدة.
سنناقش هنا كيفية التخلص من مشكلات الفلاش مرة واحدة وإلى الأبد من خلال تصميم قالب فائق الجودة وعملية قولبة حقن علمية ستنتج دائمًا مكونات ذات دقة عالية جدًا.
نظرة عامة على المحتوى الرئيسي
| الأبعاد الرئيسية | الاستراتيجيات الأساسية | النتائج المتوقعة |
| تصنيع القالب | الفولاذ S136 مروي إلى HRC 52+، دقة طحن سطح الفراق <0.002 مم. | يزيل التشوه الجزئي للقالب بسبب قذف الضغط العالي. |
| التحكم في العمليات | تقوم شركة Scientific Moulding بمراقبة نقاط تبديل VP. | يزيل "انتفاخ العفن" الناجم عن قمم الضغط اللحظية. |
| تحسين التصميم | يستخدم تصميم تنفيس وكسر بدقة 0.005 مم. | يحقق صبًا صفريًا للمواد عالية التدفق (مثل LCP). |
الوجبات السريعة الرئيسية
- الدقة مشتقة من القالب: إن تسطيح سطح الفصل هو في الأساس "الحاجز" المادي الذي سيمنع الوميض، ويجب عليك الوصول إلى مستوى ميكرون مناسب.
- العملية أفضل بكثير من الضغط: قوة التثبيت ليست "رصاصة فضية"، وتوازن الضغط الديناميكي وتبديل VP هما اللاعبان الرئيسيان.
- منظور التكلفة الإجمالية: يمكن أن تكون التكلفة التي يتم توفيرها من خلال عدم الاضطرار إلى القيام بإزالة الأزيز يدويًا في المراحل اللاحقة أكبر من الاستفادة من انخفاض سعر وحدة القالب الأولي.
- الموردون المحترفون: إن اختيار الشريك الذي يمتلك آلات قولبة حقن كهربائية بالكامل ويتمتع بقدرات تحليل تدفق القالب هو ضمان للتسليم في الوقت المحدد.
لماذا نؤمن بهذا الدليل؟ تجربة تصنيع قوالب الحقن الدقيقة لدقة JS
يعد القولبة بالحقن الدقيق أمرًا مهمًا من حيث المهارات الفنية ويتطلب إجراءات صارمة لمراقبة الجودة.
مع JS Precision، يمكنك الحصول على شريك يتمتع بخبرة تزيد عن 15 عامًا في مجال تصنيع قوالب الحقن الدقيقة وتصنيع قوالب الحقن، مما يتيح لك الفرصة للاستفادة بشكل مباشر من خبراتهم لتلبية احتياجات الإنتاج الخاصة بك.
وهذا يعني أنك ستشارك خبرتها الناضجة في تقديم أكثر من 300000 قطعة غيار دقيقة لأكثر من 1000 عميل حول العالم، وستستمتع بضمان التسليم في الوقت المحدد بنسبة 99.2%.
نظام الإنتاج لدينا معتمد من الأيزو 9001:2015 وسيركز المصنع المجهز بأكثر من 30 آلة قولبة بالحقن على توفير دعم قولبة حقن عالي الدقة للمكونات البلاستيكية المخصصة في المجالات الطبية والسيارات والإلكترونيات.
من خلال العمل معنا، يمكنك الاستفادة من نهجهم المجرب والمختبر، والذي يتضمن من بين أمور أخرى ما يلي: تم إثبات تقليل معدل عيوب الفلاش من 5% إلى 0.2% من خلال تحسين القالب وتعديلات العملية في أكثر من 2000 مشروع قولبة بالحقن.
بالنسبة للأجزاء الدقيقة من الدرجة الطبية، لن تكون قادرًا على تلبية تفاوتات الأبعاد التي تبلغ 0.005 مم فحسب، بل سيكون الإنتاج الضخم لمنتجات قولبة الحقن الخاصة بك خاليًا من الوميض فعليًا.
سيكون لديك إمكانية الوصول على مدار الساعة إلى مساعدة تحليل سوق دبي المالي، مما يتيح لك الحصول على تعليقات حول قابلية التصنيع لتصميمات القوالب الخاصة بك بسرعة كبيرة.
بالإضافة إلى ذلك، تضمن الخدمة فحصًا شاملاً للعملية عبر أدوات قياس عالية الدقة مثل أجهزة قياس الإحداثيات (CMMs) والماسحات الضوئية ثلاثية الأبعاد، بحيث تكون جميع الطلبات مصحوبة بتقرير FAIR كامل وشهادة المواد.
بمعنى آخر، سوف تحصل على أجزاء فلاش صفرية متسقة ويمكن الاعتماد عليها، وبالتالي تجنب الخسائر الناجمة عن عيوب الفلاش.
لقد تم إعداد هذا الدليل بناءً على تجربة المشروع الحقيقية، حيث جاءت الخطط والمعلومات من حالات الإنتاج الفعلية، مما يوفر لك حلولاً عملية وفعالة.
يمكنك الوصول بسرعة إلى قالب الحقن الدقيق الذي لا يحتوي على أي ورق أبيض - لا يتطلب أي عمليات معقدة، وإتقان تقنيات الحلول الأساسية بسرعة!
كيفية القضاء على خطر تجاوز المواد في تصنيع قوالب الحقن من مصدر دقة القالب؟
يجب أن يكون مفهوما أن الفلاش يحدث في معظم الحالات بسبب خط فراق فضفاض.
إن تحقيق سطح فراق خالٍ من موارد الفلاش حتى عند الحمل العالي (500-2000 كجم / سم 2) عن طريق استخدام الفولاذ عالي الصلابة وطحن السطح فائق الدقة وصولاً إلى إزالة الفجوة على مستوى الميكرون هو الأساس المادي لحل هذه المشكلة.
تصنيع قوالب الحقن هي في الأساس مسألة دقة القالب. مشاكل فلاش صب الحقن الدقيقة لها علاقة بنسبة 80٪ تقريبًا بأخطاء القالب.
لماذا حتى القوالب الجديدة تتطور إلى وميض بعد الاستخدام القصير؟
إن استخدام القوالب الرخيصة المصنوعة من الفولاذ العادي ذي الصلابة المنخفضة جدًا أو التي احتفظت بقدر كبير من الضغط الداخلي بعد عملية التصنيع يمكن عادةً إلقاء اللوم عليه في مثل هذه الحالات.
سوف يظهر سطح التقطيع في مثل هذا القالب بعض التشوه، الانهيار أو ما شابه، بعد عشرات الآلاف من عمليات إغلاق القالب بسبب التأثيرات الخفيفة.
تتيح هذه الفجوات البسيطة للمصهور الهروب أثناء عملية التشكيل بالحقن بالضغط العالي. يمكن للقوالب الجديدة أن تفيض حتى قبل 10000 حقنة بسبب النتيجة المباشرة لعدم وجود تصنيع دقيق.
وبصراحة، فإن القوالب منخفضة السعر تشبه قوالب الأواني الحديدية منخفضة الجودة - بعد مرات قليلة من الاستخدام تكون عرضة للتشوه، بل إنها سوف تتسرب عندما يكون الضغط مجرد قوة قليلة، وبالطبع، لا يمكنها تحمل ضغط صب الحقن المرتفع جدًا.
تأثير صلابة المعالجة الحرارية للصلب S136 على المتانة
S136 هو الفولاذ الموصى به لصنع قوالب حقن دقيقة، ومستويات الصلابة المختلفة تؤدي إلى اختلافات كبيرة في الأداء. ببساطة، كلما ارتفع مستوى الصلابة، زادت مقاومة سطح الفراق للتشوه.
| صلابة الفولاذ | دورات إغلاق القالب | فراق قيمة تشوه السطح | دورة حدوث الفلاش |
| لجنة حقوق الإنسان 30 | 10,000 دورة | 0.015 ملم | في غضون 10000 دورة العفن |
| لجنة حقوق الإنسان 40 | 50,000 دورة | 0.008 ملم | بعد 50000 دورة العفن |
| لجنة حقوق الإنسان 52 | 500000 دورة | 0.002 ملم | لا يوجد فلاش بعد 500000 دورة العفن |
تمنح معالجة التبريد عند HRC 52+ الفولاذ القدرة على مقاومة التشوه عند مستوى عالٍ جدًا. ونتيجة لذلك، فإن حدة حافة السطح الفاصل في القالب الخاص بك سوف تظل ثابتة لفترة طويلة، وسيتم حماية الحافة من التآكل بسبب التأثيرات الناتجة عن إغلاق القالب.
هل يجب التحكم في عمق أخدود التنفيس عند 0.005 مم أو 0.02 مم؟
ترتبط اللزوجة البلاستيكية المختلفة بحدود تنفيس مختلفة. بالنسبة لمواد LCP شديدة السيولة، يجب أن يقتصر عمق أخدود التنفيس على 0.005 مم ، ولكن بالنسبة للمواد البلاستيكية المعتادة، يمكن أن يصل إلى 0.01 مم.
عن طريق الدقة JS طحن الدقة ، يمكن أن يكون لديك أخاديد تهوية بتسامح يبلغ 0.001 مم، وهي طريقة رائعة لوقف تسرب الذوبان بشكل فعال.
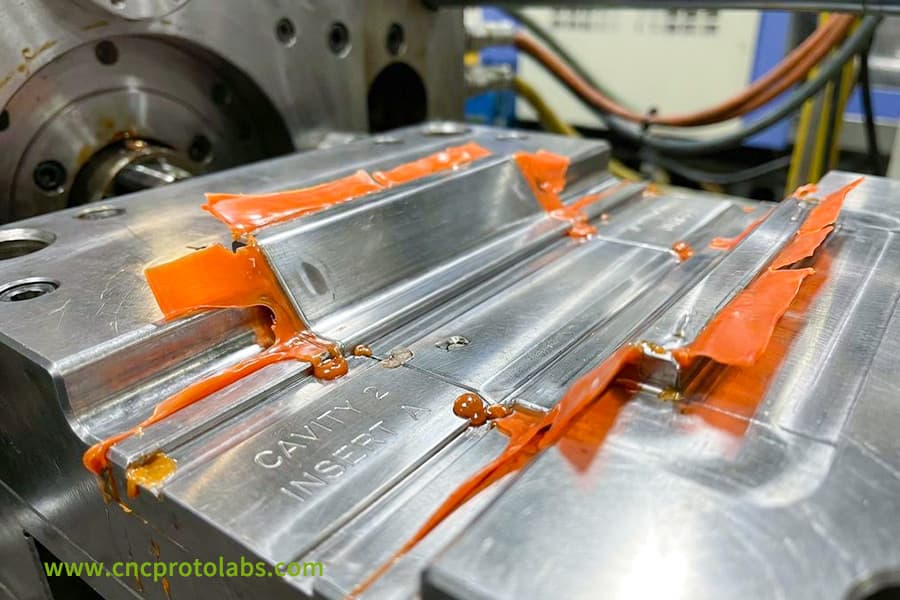
الشكل 1: صورة مقربة لتجويف قالب دقيق مع مادة فلاش برتقالية مرئية على طول حوافه، مما يوضح عيبًا شائعًا.
هل قوة التثبيت غير الكافية هي السبب الوحيد للفلاش في عملية التشكيل بالحقن عالية الدقة؟
يظهر الوميض عادةً نتيجة عدم توازن ضغط الحقن وقوة التثبيت. عندما تكون قوة التثبيت كافية، سيظل هناك تسرب للمواد إذا كان مفتاح VP متأخرًا جدًا مما يسبب ضغطًا زائدًا فوريًا في التجويف أو إذا أدت صلابة القالب غير الكافية إلى الانتفاخ.
إن عملية القولبة بالحقن عالية الدقة تدور حول التوازن الديناميكي، ولا يمكن حلها بمجرد زيادة معلمة واحدة.
التوازن الديناميكي لضغط الحقن وقوة التثبيت:
نظام الحقن لآلة التشكيل بالحقن ينتج قوة دفع للأمام، ونظام التثبيت يوفر قوة التثبيت العكسي.
ومن أجل الحفاظ على توازن هاتين القوتين، يجب عليك تحديد نافذة عملية معقولة. إن كسر الخط الفاصل الذي يؤدي إلى الوميض سيكون نتيجة مباشرة لاختلال الضغط .
بمعنى آخر، يمكن مقارنة ضغط الحقن وقوة التثبيت بلعبة شد الحبل، حيث يجب أن يكون كلا الجانبين متوازنين. القوة المفرطة على كلا الجانبين سوف "تفقد السيطرة" وتتسبب في وميض.
تأثير تأخير تبديل VP على تأثير الضغط العالي اللحظي
يؤدي تبديل VP إلى تغيير حقن النقطة بشكل كبير إلى الضغط المستمر. إذا قمت بتأخير التبديل، فإن المساحة الموجودة في القالب ستكون مليئة بالذوبان، وسيرتفع الضغط على الفور إلى ذروة تصل إلى 1.5 مرة من المستوى الطبيعي . هذا التأثير قوي جدًا لدرجة أنه يمكن أن يكسر فجوة خط الفراق الصغيرة على مستوى الميكرون، وسيتم تشكيل وميض.
تعويض الفائض في الوقت الحقيقي باستخدام أجهزة استشعار ضغط تجويف القالب
الدقة شبيبة لقد تم تركيب مستشعرات الضغط في القوالب لسنوات، وقد سمح لك استخدامها ليس فقط بتصور ضغط القالب، ولكن يمكنك أيضًا إدارته بطريقة حلقة مغلقة من سرعة الحقن وتثبيت نقطة الضغط في الوقت الفعلي بسبب الاستجابة السريعة لإشارة الضغط.
يمكن التخلص من فلاش الدفعة بالكامل عن طريق أتمتة العملية بناءً على اكتشاف الضغط غير الطبيعي.
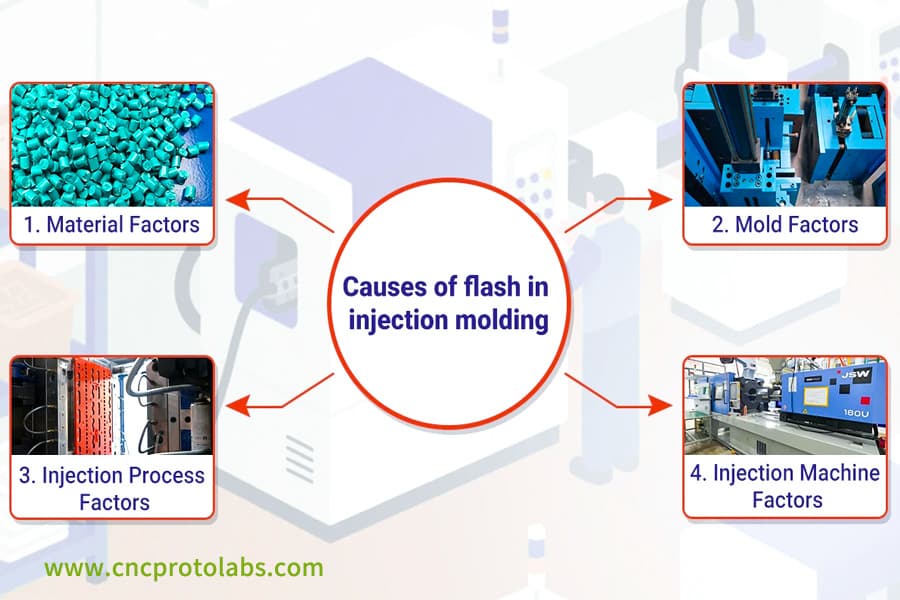
الشكل 2: رسم بياني يسرد الفئات الأربع الرئيسية لأسباب الوميض في قولبة الحقن: المواد والعفن وعملية الحقن وعوامل الماكينة.
هل تسببت منتجات قوالب الحقن في حدوث تداخل في التجميع بسبب حافة الطيران المفرطة؟
بادئ ذي بدء، عليك أن تدرك أنه يجب تصنيع الموصلات الإلكترونية الدقيقة أو أجزاء المضخة الطبية بتفاوتات شديدة للغاية (عادةً 0.01 مم).
يعد الفلاش ضارًا جدًا لأنه لا يجعل الأجزاء تبدو أكبر فحسب، بل قد يؤدي أيضًا إلى إتلاف الأختام أو حتى إطلاق بعض التلوث بالغبار البلاستيكي، وهو أحد الأسباب المباشرة جدًا لفشل جزء التزاوج الدقيق.
في الواقع، تعد دقة منتجات القولبة بالحقن أحد العوامل الرئيسية التي تحدد التجميع الناجح لمنتجاتك.
تأثير الفلاش على التفاوتات الشاملة للأبعاد:
يمكن اعتبار وميض ضئيل يبلغ 0.02 ملم ضئيلًا، ومع ذلك، عند تجميع أجزاء مختلفة، يمكن زيادة هذا البدل الصغير إلى أكثر من 0.1 ملم.
قد يتسبب ذلك في حدوث مشكلات، مثل قوى الإدخال/الاستخلاص غير الطبيعية والتشويش في التروس الدقيقة أو الموصلات، ويؤدي في النهاية إلى التخلص من المنتج.
مشاكل في التشذيب اليدوي للفلاش:
إزالة الفلاش يدويًا ليست دقيقة ، والعواقب هي كشف زوايا نصف القطر وخدوش السطح، من بين أشياء أخرى. نوعية رديئة من دفعة إلى دفعة منتجات صب الحقن بسبب عدم الاتساق هو السبب وراء عدم قدرة الإنتاج الضخم على تلبية متطلباته.
كيف يمكن لأنظمة الفحص البصري الآلي اكتشاف العيوب الصغيرة:
في JS Precision لدينا أحدث جيل من معدات الفحص البصري عالية الدقة القادرة على اكتشاف عيب الفلاش بحجم أكبر من 0.01 مم. يمكنك التأكد من أن كل منتج قد تم فحصه بنسبة 100% للتأكد من خلوه من الوميض والعيوب.
| طريقة الكشف | دقة تحديد الهوية | كفاءة الكشف | معدل ضياع المنتج المعيب |
| التفتيش اليدوي | 0.05 ملم | 10 قطع/دقيقة | 8% |
| فحص الرؤية الآلي | 0.01 ملم | 60 قطعة/دقيقة | 0.02% |
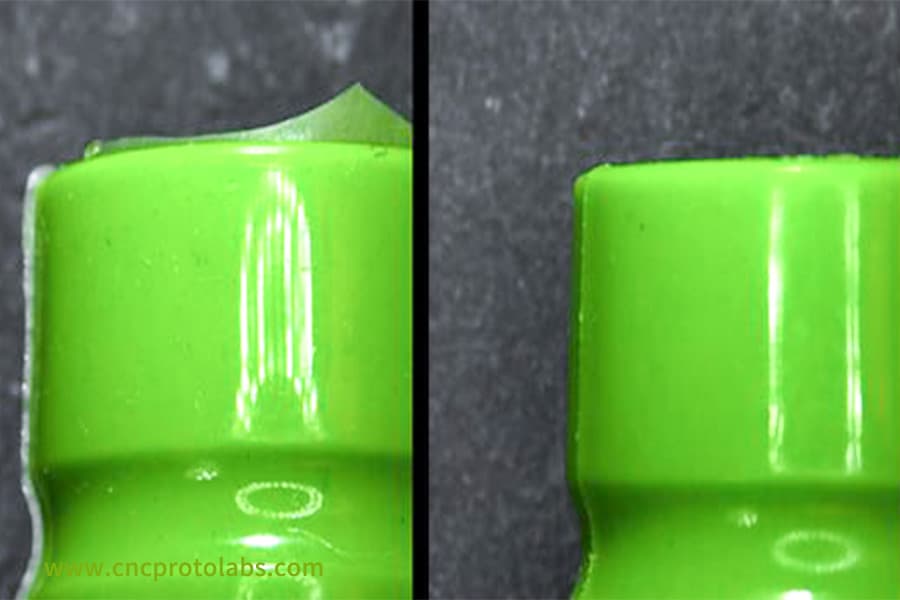
الشكل 3: مقارنة جنبًا إلى جنب تظهر جزءًا بلاستيكيًا بحافة نظيفة بجوار جزء به حافة غير مستوية معيبة.
كيفية تجنب نتوءات عن طريق تحسين سطح الفراق خلال مرحلة تصميم صب الحقن الدقيق؟
يجب أن يعتمد التصميم الأمثل على دراسة تدفق القالب. يمكن التنبؤ بمناطق الضغط العالي عند نقاط التقاء الذوبان بحيث يتم استخدام تصميم الدبوس أو المنزلق بدلاً من الاتصال المستوي، ويمكن تركيب أخدود تخفيف خاص لاستيعاب الذوبان الإضافي. تحقق من أبعاد سطح القالب بإحكام وفقًا للمواصفات معيار ايزو 286-1 .
يمكن أن يؤدي التصميم الدقيق لقالب الحقن إلى تقليل فرصة إنتاج الفلاش بنسبة 70%.
تحديد مناطق تأثير الضغط العالي باستخدام Mouldflow
يمكنك استخدام محاكاة Mouldflow أثناء مرحلة التصميم لاكتشاف الضغط العالي المحلي الناتج عن تفاوت سمك الجدار وموضع البوابة غير المناسب مسبقًا. تعتبر مناطق الضغط العالي هذه هي المناطق الأكثر تضرراً من حافة الطيران، وتحسينها مسبقًا يمكن أن يؤدي إلى تجنب المشكلات اللاحقة.
تصميم الإغلاق وتحسين نصف القطر:
إلى جانب عمليات الإغلاق الرأسية، توفر عمليات الإغلاق المشطوفة آلية قفل ذاتي أقوى وإغلاقًا أكثر إحكامًا. عندما يتم ضبط الزاوية R بشكل صحيح، لا يتم توجيه تدفق الذوبان فحسب، بل يتم أيضًا تقليل قوى قص الحافة، مما يؤدي إلى تقليل خطر الوميض.
تصميم أخدود الفتحة يوفر مساحة عازلة للذوبان الزائد
يمكن حجز أخاديد التدفق الصغير/في المواقع غير الحرجة على خط الفراق لاستيعاب كميات صغيرة جدًا من الغاز والذوبان. هذا هو أسلوب صنع القالب المتقدم الذي يمنع الوميض تمامًا عند النقاط الحرجة.
لماذا غالبًا ما تخفي عروض أسعار قوالب الحقن المنخفضة تكاليف التشذيب الباهظة الثمن؟
يرجع السبب الرئيسي في انخفاض الأسعار بشكل كبير إلى هياكل القالب المبسطة ودقة المعالجة المنخفضة. وهذا بدوره يجعل معدل الخلل مرتفعًا جدًا ويتعين على المرء إزالة الأزيز يدويًا إلى حد كبير.
ولذلك، فإن تكلفة الوحدة، بما في ذلك العمالة والخردة وتأخير التسليم، ستكون أعلى بكثير من تكلفة القوالب الدقيقة. فخ السعر المنخفض اقتباسات حقن صب قد يكلفك في النهاية أكثر.
حساب تكلفة تقليم العمالة:
التكلفة الإجمالية للقطعة الواحدة = سعر وحدة المنتج + رسوم التشذيب اليدوي + رسوم المناولة الثانوية + رسوم مشاركة الخردة.
بالنسبة للمنتجات ذات القوالب الرخيصة، يمكن أن تصل تكاليف العمالة إلى 50% من سعر الوحدة، مما يجعل التكلفة الإجمالية أعلى بكثير من تكلفة المنتجات المقولبة بالحقن الدقيقة.
تأثير معدل الخردة وتأخير التسليم على سلسلة التوريد:
إذا كانت مشكلات الفلاش تحدث بشكل مستمر، فمن المحتمل أن يتم مقاطعة الإنتاج، كما سيتم تعطيل جداول إطلاق المنتج أيضًا. ستكون الخسائر الناجمة عن تأخير التسليم أعلى بكثير من فرق السعر بين القالبين.
هل عرض الأسعار ضمان مدى الحياة مجانًا؟
أثناء إجراء مقارنة لقولبة الحقن، اسأل ما إذا كان قالب الحقن سيكون دقيقًا وخاليًا من العيوب خلال العشرة آلاف عملية تشغيل للقالب القادمة. على سبيل المثال، توفر JS Precision ضمان حقن مجاني يصل إلى 500000 ومضة، مما يعني أنه يمكنك الاعتماد على الإنتاج على المدى الطويل دون مشاكل.
احصل على العديد من عروض أسعار قوالب الحقن الشفافة بنقرة واحدة، ورفض التكاليف المخفية واستمتع بفعالية التكلفة العالية بدون فلاش!
كيف يمكن تحقيق توصيل سريع صفري للمكونات البلاستيكية المخصصة للمواد البلاستيكية عالية السيولة؟
المواد ذات قابلية التدفق العالية جدًا مثل LCP أو PA66 ، يمكن أن تسبب تسربًا حتى لو كانت الفجوة صغيرة مثل 0.008 مم.
إلى جانب التحكم الدقيق في اللزوجة استنادًا إلى الحفاظ على درجة حرارة ثابتة لوحدة التحكم في درجة حرارة القالب، فإن القولبة بالحقن الفراغي بمساعدة استخدام ختم مستوى الميكرون للأجزاء المعدنية أثناء إدخال القولبة بالحقن أمر ضروري.
صب حقن عالي الدقة هو العامل الرئيسي الذي يضمن عدم وجود وميض حتى مع المواد ذات معدل التدفق العالي جدًا .
التحكم في درجة حرارة القالب لضبط لزوجة المواد ذات معدل التدفق العالي
عندما تتغير درجة حرارة القالب، تختلف لزوجة المادة أيضًا، مما قد يؤدي بسهولة إلى حدوث فيضانات. يُقترح استخدام جهاز تحكم دقيق في درجة حرارة الزيت مع دقة تحكم في درجة حرارة القالب تبلغ ±1 درجة مئوية للحفاظ على استقرار تدفق المواد ومنع أي وميض.
لتبسيط الأمر، يمكن تشبيه التحكم في درجة حرارة العفن بضبط حلاوة الشاي بالحليب، فحتى الاختلاف البسيط في درجة الحرارة يغير "قابلية التدفق" للمادة، وإذا لم يكن المرء حذرًا، فقد "يفيض" (وميض).
يمكن أن تكون بيانات التكيف لمعلمات القولبة بالحقن لمختلف المواد البلاستيكية عالية التدفق بمثابة دليل لك لإدارة مخاطر الفائض بدقة.
فيما يلي ملخص للمعلمات الأساسية بعد الاختبار الفعلي والتحسين.
| نوع البلاستيك | درجة حرارة العفن الموصى بها (درجة مئوية) | عمق التنفيس (مم) | ضغط الحقن (ميغاباسكال) | قوة التثبيت (كجم/سم²) | إنتاجية خالية من الفلاش (%) |
| LCP (بوليمر كريستال سائل) | 120-140 | 0.003-0.005 | 160-190 | 1200-1500 | 99.7 |
| PA66 (معزز) | 80-100 | 0.005-0.008 | 140-170 | 1000-1300 | 99.5 |
| PBT (مثبطات اللهب) | 70-90 | 0.006-0.010 | 130-160 | 900-1200 | 99.3 |
| نظرة خاطفة (الصف الطبي) | 180-200 | 0.002-0.004 | 180-210 | 1500-1800 | 99.8 |
| TPU (درجة الشفافية العالية) | 50-70 | 0.008-0.012 | 120-150 | 800-1100 | 99.1 |
تطبيق القولبة بالحقن بمساعدة الإخلاء الفراغي في الأجزاء ذات الجدران الرقيقة
يسمح الإخلاء الفراغي بإزالة الهواء من تجويف القالب مسبقًا، مما يؤدي إلى خفض ضغط الحقن وملء التجويف بقوة أقل وبالتالي تقليل إنتاج الفلاش.
تقنية الختم الدقيقة لإدخال القالب
إدراجات معدنية يمكن أن تحتوي على أخطاء في الأبعاد تؤدي إلى أن تكون خلوص التزاوج كبيرة. تستخدم JS Precision إدخالات قوالب قابلة للتعديل ذات خلوص تزاوج أقل من 0.01 مم، وبالتالي تقدم قالب إدراج بدون وميض للمكونات البلاستيكية المخصصة لديك.
ما هي الكفاءات الأساسية التي يجب التركيز عليها عند البحث عن مورد قوالب حقن خالية من الفلاش؟
يجب أن يكون المورد من الدرجة الأولى مجهزًا بآلات قولبة حقن كهربائية بالكامل (مع دقة تكرارية تصل إلى 0.01 مم)، وغرفة نظيفة يتم التحكم في درجة حرارتها، وقدرات تحليل القوالب العلمية، والقدرة على إنتاج تقارير اختبار موضوعية مثل توزيع ضغط سطح الفراق.
إن القدرة على صب الحقن الدقيق هي العتبة الأساسية لموردي قوالب الحقن الخالية من الفلاش.
ماكينة قولبة الحقن الكهربائية بالكامل وقابلية التكرار:
من حيث دقة التحكم في الضغط والموضع، تتفوق آلات القولبة بالحقن الكهربائية بالكامل على المكابس الهيدروليكية التقليدية. علاوة على ذلك، يجب أن يكون لدى المورد الخاص بك محركات كهربائية بالكامل مثل محركات Fanuc، تصل إلى مستوى تكرار يبلغ 0.01 مم.
دعم بيانات القولبة العلمية:
سيقوم الموردون الموثوقون بإجراء التحقق من DOE (نظام تنفيذ الجهاز) للعملية وعدم إجراء تعديلات بناءً على خبرتهم فقط، وبالتالي توفير بيانات عملية منهجية للحفاظ على استقرار الإنتاج.
بيانات الاستقرار وتقارير اختبار التشغيل المستمر:
يجب عليك التحقق من تقرير CPK للإنتاج المتواصل لمدة 24-48 ساعة الخاص بالمورد. يمكن للموردين الذين لديهم CPK 1.33 فقط أن يعدوا بثبات فلاش صفر في الإنتاج الضخم.
احصل على قائمة فحص الموردين الرسمية لمطابقتها بدقة فلاش حقن صب المورد مجانا والقضاء على مخاطر التعاون!
دراسة حالة لدقة JS: تحدي الحافة الطائرة الصفرية للتروس الدقيقة ذات الدرجة الطبية
التحديات التي واجهتها:
أراد العميل أن يصنع تروسًا دقيقة من الدرجة الطبية PEEK بقطر لا يتجاوز 5 مم. إلى جانب كونها باهظة الثمن، فإن PEEK هي مادة ذات معدل تدفق مرتفع. في البداية، عند ضغط حقن 180MPa، أعطى القالب وميضًا بمقدار 0.05 مم عند الحواف، مما أدى إلى ازدحام تعشيق التروس وكان إنتاج المنتج 60٪ فقط.
لقد كانوا في حاجة ماسة إلى الإنتاج الضخم، لذلك أصبحت مشكلة الفلاش هي عنق الزجاجة الأساسي. من الصعب أن يفي التشذيب اليدوي بمتطلبات الدقة للمنتجات الطبية وسيؤدي إلى زيادة تكاليف الإنتاج بشكل كبير.
حل:
لحل هذه المشكلات، قمنا بتنفيذ نهج متعدد الأوجه:
1. تحسين القالب:
لقد قمنا بتحسين القالب الحالي تمامًا، والذي تضمن ترقية دقة سطح الفراق المناسب من 0.01 مم إلى 0.002 مم. وبهذه الطريقة، تم إزالة إمكانية تسرب المادة المنصهرة في المقام الأول تمامًا.
2. المعدات والمعلمات:
لقد اخترنا آلة القولبة بالحقن الكهربائية بالكامل Fanuc، وتم التحكم بإحكام في موضع تبديل VP الخاص بها إلى حد تسامح قدره 0.02 مم لمنع الوميض الناتج عن قمم الضغط المفاجئة.
3. تحسين العملية:
لقد قمنا بتنفيذ تقنيات تحليل ومحاكاة تدفق العفن لتحسين تصميم البوابة وذلك لتقليل ضغط التجويف عند نقاط معينة. علاوة على ذلك، للحفاظ على لزوجة مادة PEEK مستقرة، استخدمنا جهاز تحكم في القالب بدرجة حرارة ثابتة عالي الدقة.
4. مراقبة الجودة:
أولاً، تم تقديم نظام فحص بصري آلي جديد للكشف الفوري عن المنتجات ذات العيوب الصغيرة جدًا ورفضها. ثانيًا، تم ضمان الامتثال الصارم لإجراءات مراقبة الجودة ISO 9001:2015 لكل منتج لتلبية معايير الدرجة الطبية.
النتائج النهائية:
تروس صغيرة من الدرجة الطبية PEEK بدون فلاش على الإطلاق تم الحصول عليها من قبل العميل. علاوة على ذلك، تم تثبيت تفاوتات الأبعاد الرئيسية ضمن 0.005 مم. ارتفع إنتاج المنتج من 60% إلى 99.8%.
كما تم القضاء تمامًا على الفحص اليدوي والتشذيب. تم تقليل وقت تنفيذ المشروع بنسبة 40%، وتم تخفيض تكلفة إنتاج الوحدة بنسبة 25%، مما أدى إلى نجاح الإنتاج الضخم وإطلاق المنتجات الطبية في السوق.
توضح دراسة الحالة الخبرة الفنية القوية التي تتمتع بها شركة JS Precision في مجال القولبة بالحقن الدقيق، والتي أتاحت لنا حل المشكلات المتعلقة بالإنتاج الصفري للفلاش وفي الوقت نفسه تلبية المتطلبات شديدة المتطلبات للصناعات الكبرى مثل الصناعات الطبية وصناعة السيارات.
احصل على قائمة موثوقة لفحص الموردين، ومطابقة موردي قوالب الحقن الخالية من الفلاش بدقة، والقضاء على مخاطر التعاون!
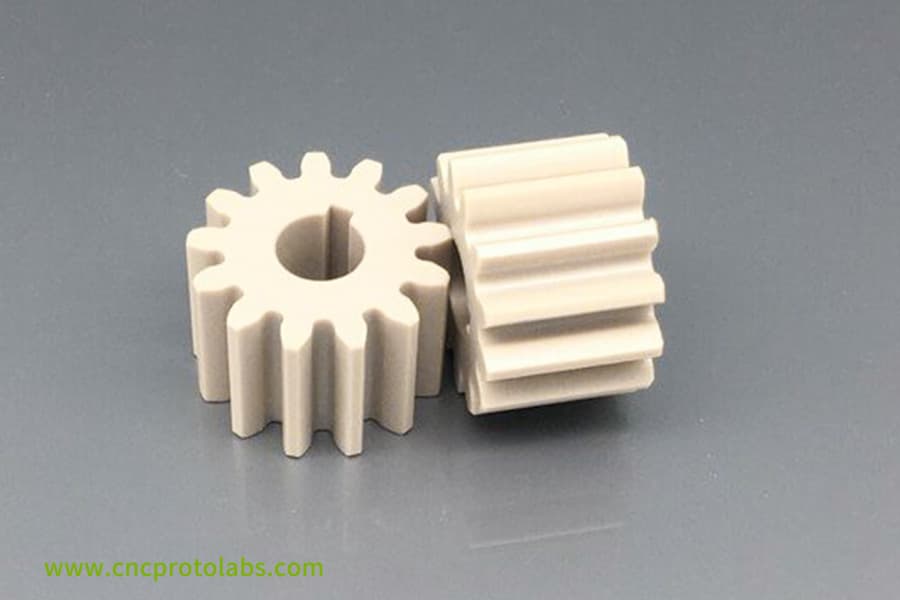
الشكل 4: تروسان صغيرتان من البلاستيك ذو لون فاتح مع هندسة أسنان دقيقة ونهاية ناعمة وخالية من النتوءات.
الأسئلة الشائعة
س 1: ما هو الفلاش في قولبة الحقن؟
الفلاش عبارة عن ورقة رفيعة جدًا من البلاستيك المنصهر تنتهي في خط فراق القالب أو فجوة دبوس القاذف عند الضغط عليه. عادةً ما يكون سبب ذلك سببين رئيسيين: الضغط الزائد أو إزالة العفن الكبيرة جدًا.
س2: هل قوة التثبيت العالية تمنع الوميض؟
لن يؤدي استخدام الكثير من قوة التثبيت إلى إيقاف الوميض في واقع الأمر، بل قد يتسبب في تلف أو تشوه دائم لخط فراق القالب، مما يؤدي إلى تفاقم مشكلات الوميض في المستقبل.
س3: ما هي المواد الأكثر عرضة للوميض؟
المواد ذات اللزوجة المنخفضة والتدفق العالي، مثل PA66 LCP PBT، وبعض اللدائن، هي الأكثر احتمالاً للتعرض للوميض أثناء عملية القولبة بالحقن.
س4: هل تؤثر سرعة الحقن على الفلاش؟
سرعة الحقن تماما مثل درجة الحرارة فلاش التحكم مباشرة. ستؤدي السرعة العالية جدًا إلى إنشاء ضغط ذروة لحظي عالٍ جدًا قد يكون قويًا بما يكفي لفتح فجوات صغيرة جدًا في خط الفراق الذي يسبب الوميض.
س5: لماذا يزداد الوميض في العفن القديم؟
يمكن أن يتلف أو يلين خط فراق القوالب القديمة عن طريق التثبيت المستمر بالضغط العالي والتأثير على مدى فترة طويلة. ونتيجة لذلك، يتم تقليل دقة إغلاق القالب ويرتفع الوميض.
س 6: كيفية منع الوميض في قالب الحقن الداخلي؟
لمنع الوميض في قالب حقن الإدخال، يجب أن يتناسب الإدخال المعدني وأخدود القالب معًا بشكل وثيق جدًا، ويكون الخلوص عمومًا أقل من 0.01 مم.
س7: هل صحيح أنه يمكن التخلص من الوميض عن طريق خفض درجة حرارة القالب؟
قد يؤدي خفض درجة حرارة القالب إلى تقليل الوميض لفترة قصيرة فقط، إلا أنه قد يؤدي إلى انكماش المنتج أو ارتفاع مستويات الضغط الداخلي. إنها مسألة موازنة خصائص التدفق وجودة المنتج.
س 8: كيف تضمن JS Precision عمر القالب؟
بعد التسليم الأولي، يعود العميل إلى المورد للمرحلة الثانية من دورة الإنتاج. يساهم التصلب بالليزر لسطح تفريق القالب بواسطة JS Precision والصيانة المنتظمة الدقيقة في بقاء القالب خاليًا من الوميض حتى 500000 دورة، وبالتالي ضمان الاستقرار على المدى الطويل.
س9: لماذا تختلف عروض أسعار القولبة بالحقن، وكيف يمكنني الحصول على عرض أسعار فعال من حيث التكلفة وبدون فلاش؟
غالبًا ما يستخدم عرض الأسعار المنخفض جدًا قوالب منخفضة الدقة، مما يؤدي إلى ارتفاع معدلات العيوب وتكاليف إضافية للتشذيب والخردة. ال اقتباس حقيقي فعال من حيث التكلفة يجب أن تضمن إنتاجًا مستقرًا على المدى الطويل. على سبيل المثال، تقدم JS Precision ضمانًا خاليًا من الفلاش لمدة 500000 دورة. قم دائمًا بتقييم التكلفة الإجمالية للملكية وضمان المورد للدقة، وليس فقط سعر الوحدة الأولي.
ملخص
لا يعد الفلاش أبدًا مشكلة سطحية لا يمكن حلها إلا عن طريق زيادة قوة التثبيت، في الواقع، إنه مشروع هندسي نظامي يتضمن دقة القالب، وتصميم المنتج، وعملية التشكيل بالحقن.
فقط من خلال الإمساك بإحكام بالعناصر الرئيسية الثلاثة لتصنيع القالب على مستوى الميكرون، والتحكم العلمي في الحقن، وتحسين التصميم المسبق، يمكن للمرء حقًا تحقيق إنتاج مستقر بدون وميض في قولبة الحقن الدقيقة.
مع 15 عامًا من الخبرة في التصنيع الدقيق ونظام مراقبة الجودة الكامل والشهادات الدولية، ستقدم لك JS Precision حلولًا عملية ومنخفضة التكلفة ومستقرة للغاية لقولبة الحقن بالفلاش.
هل تحاول التخلص من مشكلات الفلاش تمامًا وخفض إجمالي تكاليف الإنتاج؟ تواصل معنا الآن للحصول على عرض أسعار احترافي لقوالب الحقن وابدأ رحلة التصنيع الدقيقة الفعالة والخالية من القلق.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

