

Moulage par injection de précision est le cœur de la fabrication de pièces de haute précision pour les secteurs médicaux, des connecteurs électroniques et des capteurs automobiles.
Dans la fabrication de dispositifs médicaux de précision, de connecteurs électroniques et de capteurs automobiles, un flash de 0,02 mm, par exemple, peut suffire à gâcher complètement la commande.
De nombreux acheteurs seront confrontés au problème du flash avant même que les nouveaux moules n'aient atteint 10 000 unités de production.
Nous discuterons ici de la façon de se débarrasser une fois pour toutes des problèmes de flash grâce à une conception de moule supérieure et à un processus de moulage par injection scientifique qui produira toujours des composants de très haute précision.
Aperçu du contenu clé
| Dimensions clés | Stratégies de base | Résultats attendus |
| Fabrication de moules | Acier S136 trempé à HRC 52+, précision de meulage des surfaces de séparation <0,002 mm. | Élimine la micro déformation du moule due à l’extrusion haute pression. |
| Contrôle des processus | Scientific Molding surveille les points de commutation VP. | Élimine le « renflement du moule » causé par les pics de pression instantanés. |
| Optimisation de la conception | Utilise une conception de ventilation et de rupture de précision de 0,005 mm. | Permet un moulage sans flash de matériaux à haut débit (tels que le LCP). |
Points clés à retenir
- La précision vient du moule : la planéité de la surface de joint est essentiellement la "barrière" physique qui empêchera le flash, vous devrez atteindre un ajustement au niveau du micron.
- Un processus vaut bien mieux que la pression : la force de serrage n'est pas une « solution miracle », l'équilibre dynamique de la pression et la commutation VP sont les principaux acteurs.
- Perspective du coût total : les coûts économisés en n'ayant pas à effectuer d'ébavurage manuel dans les étapes ultérieures peuvent être encore plus importants que l'avantage d'un faible prix unitaire initial du moule.
- Fournisseurs professionnels : Le choix d’un partenaire possédant des machines de moulage par injection entièrement électriques et disposant de capacités d’analyse des flux de moules est une garantie de livraison à temps.
Pourquoi croire en ce guide ? Expérience de fabrication de moulage par injection de précision de JS Precision
Le moulage par injection de précision est important en termes de compétences techniques et nécessite des mesures de contrôle qualité strictes.
Avec JS Precision, vous bénéficiez d'un partenaire avec plus de 15 ans d'expérience dans le moulage par injection de précision et la fabrication de moules par injection, vous donnant la possibilité de tirer directement parti de leur expertise pour vos besoins de production.
Cela signifie que vous partagerez son expérience mature dans la livraison de plus de 300 000 pièces de précision à plus de 1 000 clients dans le monde et bénéficierez d'une garantie de livraison à temps de 99,2 %.
Notre système de production certifié par ISO 9001:2015 et une usine équipée de plus de 30 machines de moulage par injection se concentreront sur la fourniture d'un support de moulage par injection de haute précision pour vos composants en plastique personnalisés dans les domaines médical, automobile et électronique.
En travaillant avec nous, vous pouvez profiter de leur approche éprouvée, qui comprend entre autres les éléments suivants : La réduction du taux de défauts éclair de 5 % à 0,2 % grâce à l'optimisation des moules et aux ajustements des processus a été démontrée dans plus de 2 000 projets de moulage par injection.
Pour les pièces de précision de qualité médicale, non seulement vous pourrez respecter des tolérances dimensionnelles de 0,005 mm, mais la production en série de vos produits de moulage par injection sera physiquement exempte de bavures.
Vous aurez accès 24 heures sur 24 à l'aide à l'analyse DFM, ce qui vous permettra d'obtenir très rapidement des retours sur la fabricabilité de vos conceptions de moules.
En outre, le service garantit une vérification approfondie des processus via des instruments de mesure de haute précision tels que des machines à mesurer tridimensionnelles (MMT) et des scanners 3D, de sorte que toutes les commandes seront accompagnées d'un rapport FAIR complet et d'une certification des matériaux.
En d’autres termes, vous recevrez des pièces zéro flash cohérentes et fiables, évitant ainsi les pertes dues aux défauts de flash.
Ce guide a été élaboré sur la base d'une expérience de projet réelle, les plans et les informations proviennent de cas de production réels, vous offrant ainsi des solutions réalisables et efficaces.
Accédez rapidement au livre blanc zéro flash sur le moulage par injection de précision : aucune opération compliquée n'est requise, maîtrisez rapidement les techniques de base des solutions !
Comment éliminer le risque de débordement de matière dans la fabrication de moules par injection à partir de la source de précision du moule ?
Il faut comprendre que le flash est dans la plupart des cas causé par un plan de joint lâche.
L'obtention d'une surface de joint sans ressources flash, même sous une charge élevée (500-2 000 kg/cm), grâce à l'utilisation d'acier à haute dureté et à un meulage de surface ultra-précis jusqu'à l'élimination des écarts au niveau du micron, constitue la base physique pour la résolution de ce problème.
Fabrication de moules à injection est essentiellement une question de précision du moule. Les problèmes de flash du moulage par injection de précision sont liés à environ 80 % aux défauts du moule.
Pourquoi même les nouveaux moules développent-ils des éclats après une courte utilisation ?
Dans de tels cas, on peut généralement reprocher l'utilisation de moules bon marché en acier courant avec une dureté assez faible ou qui ont conservé une quantité considérable de contraintes internes après le processus d'usinage.
La surface de séparation dans un tel moule présentera une certaine déformation, un effondrement ou autre, après des dizaines de milliers de fermetures de moule en raison d'impacts subtils.
Ces espaces mineurs permettent à la matière fondue de s'échapper lors du moulage par injection à haute pression. Les nouveaux moules peuvent déborder même avant 10 000 injections en raison d'une conséquence directe du manque de précision d'usinage.
Pour le dire clairement, les moules à bas prix sont similaires à ceux des pots en fer de mauvaise qualité : après quelques utilisations, ils sont susceptibles de se déformer, ils fuiront même lorsque la pression est juste un peu forte, et bien sûr, ils ne peuvent pas supporter la pression de moulage par injection qui est assez élevée.
L'influence de la dureté du traitement thermique de l'acier S136 sur la durabilité
Le S136 est l'acier recommandé pour la fabrication de moules de moulage par injection de précision, et différents niveaux de dureté entraînent des différences de performances significatives. En termes simples, plus le niveau de dureté est élevé, plus la résistance à la déformation de la surface de joint sera forte.
| Dureté de l'acier | Cycles de fermeture des moules | Valeur de déformation de la surface de joint | Cycle d'apparition de flash |
| HRC 30 | 10 000 cycles | 0,015 mm | Dans les 10 000 cycles de moulage |
| HRC40 | 50 000 cycles | 0,008 mm | Après 50 000 cycles de moulage |
| HRC 52 | 500 000 cycles | 0,002 mm | Pas de flash après 500 000 cycles de moulage |
Le traitement de trempe à HRC 52+ confère à l'acier la capacité de résister à la déformation à un niveau très élevé. En conséquence, la netteté du bord de la surface de joint dans votre moule restera stable pendant longtemps et le bord sera protégé de l'usure due aux impacts provoqués par la fermeture du moule.
La profondeur des rainures d'aération doit-elle être contrôlée à 0,005 mm ou à 0,02 mm ?
Différentes viscosités plastiques sont associées à différentes limites de ventilation. Pour les matériaux LCP très fluides, la profondeur de la rainure d'aération doit être limitée à 0,005 mm , mais pour les plastiques habituels, elle peut même être de 0,01 mm.
Grâce à JS Precision meulage de précision , vous pouvez avoir des rainures d'aération avec une tolérance de 0,001 mm, ce qui constitue un excellent moyen d'arrêter assez efficacement les fuites de matière fondue.
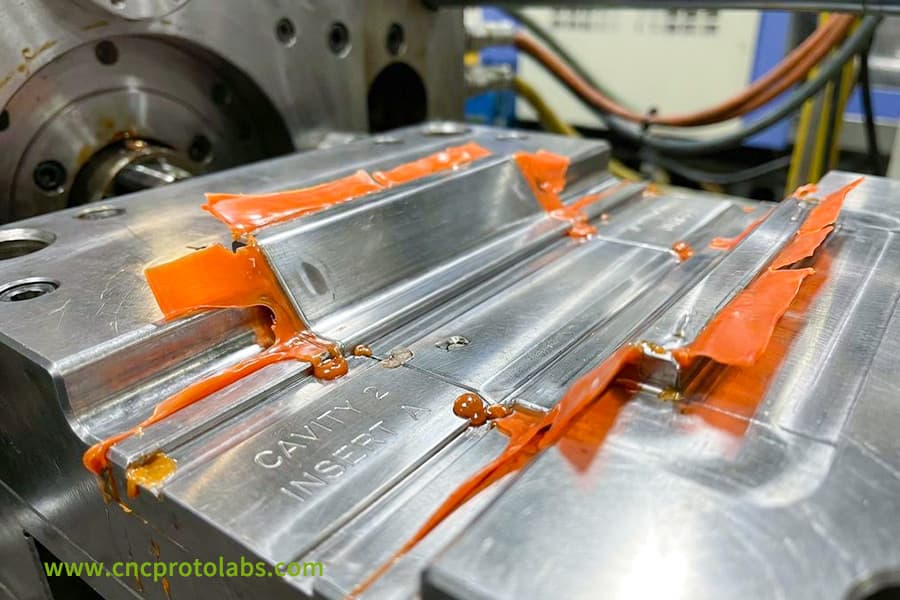
Figure 1 : Gros plan d'un insert de cavité de moule de précision avec un matériau flash orange visible le long de ses bords, illustrant un défaut courant.
Une force de serrage insuffisante est-elle la seule raison des éclairs dans le processus de moulage par injection de haute précision ?
Le flash apparaît généralement en raison d'un déséquilibre entre la pression d'injection et la force de serrage. Lorsque la force de serrage est suffisante, il y aura toujours une fuite de matière si le commutateur VP intervient trop tard , provoquant une surpression instantanée dans la cavité ou si la rigidité insuffisante du moule entraîne un gonflement.
Le moulage par injection de haute précision est une question d’équilibre dynamique ; il ne peut pas être résolu simplement en augmentant un paramètre.
Équilibre dynamique de la pression d'injection et de la force de serrage :
Le système d'injection d'une machine de moulage par injection produit une force de propulsion qui va vers l'avant, et un système de serrage fournit la force de serrage inverse.
Afin de maintenir l’équilibre de ces deux forces, vous devez définir une fenêtre de processus raisonnable. Une rupture de la ligne de joint conduisant à une bavure sera le résultat direct d'un déséquilibre de pression .
En d’autres termes, la pression d’injection et la force de serrage peuvent être comparées à un tir à la corde, les deux côtés doivent être équilibrés. Une force excessive de chaque côté « perdra le contrôle » et provoquera un flash.
L'impact du délai de commutation VP sur l'impact instantané à haute pression
La commutation VP modifie considérablement le point d'injection en pression de maintien. Si vous retardez un changement, l'espace dans le moule sera plein de matière fondue et la pression atteindra immédiatement un pic de 1,5 fois le niveau normal . Cet impact est si fort qu'il peut briser le minuscule espace entre les lignes de joint au niveau du micron, et des éclairs se formeront.
Compensation de débordement en temps réel à l'aide de capteurs de pression dans l'empreinte du moule
Précision JS J'installe des capteurs de pression dans les moules depuis des années, et leur utilisation vous a permis non seulement de visualiser la pression du moule, mais vous pouvez également la gérer en boucle fermée du point de vue de la vitesse d'injection et de la pression de maintien en temps réel grâce au retour rapide du signal de pression.
Le flash batch peut être complètement éliminé par l’automatisation du processus basée sur la détection de pression anormale.
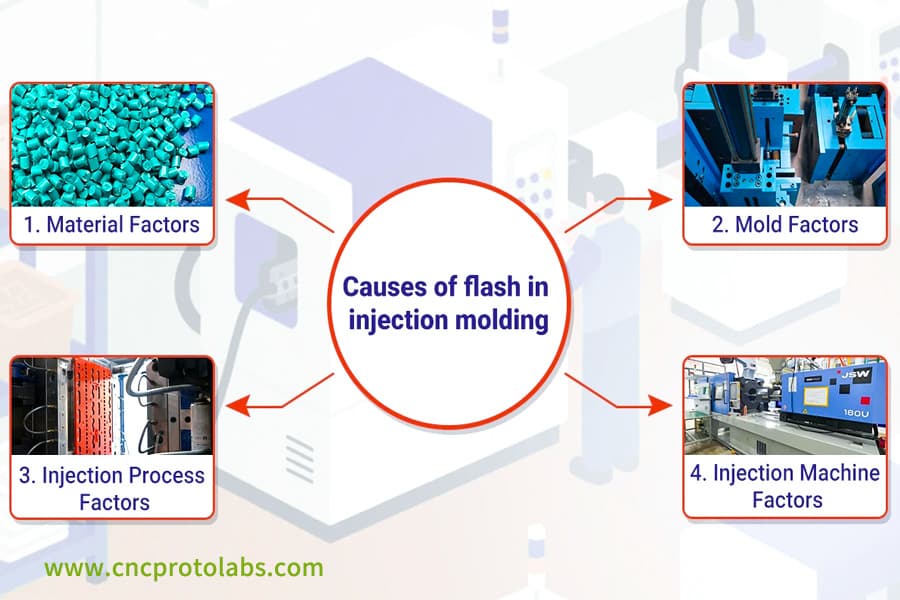
Figure 2 : Une infographie répertoriant les quatre principales catégories de causes de bavures dans le moulage par injection : matériau, moule, processus d'injection et facteurs machine.
Vos produits de moulage par injection ont-ils provoqué des interférences lors de l’assemblage en raison d’un bord volant excessif ?
Tout d’abord, vous devez comprendre que les connecteurs électroniques de précision ou les pièces de pompes médicales doivent être fabriqués avec des tolérances très serrées (généralement 0,01 mm).
Le flash est très nocif car non seulement il donne l'impression que les pièces sont plus grandes, mais il peut également abîmer les joints ou même libérer une certaine contamination par la poussière de plastique, ce qui est l'une des causes très directes de défaillance des pièces d'accouplement de précision.
En effet, la précision des produits moulés par injection est l'un des principaux facteurs déterminant la réussite de l'assemblage de vos produits.
Influence du flash sur les tolérances dimensionnelles globales :
Un éclair insignifiant de 0,02 mm peut être considéré comme négligeable, cependant, lorsque différentes pièces sont assemblées, une si petite marge peut être augmentée jusqu'à même plus de 0,1 mm.
Cela entraînerait des problèmes, tels que des forces d'insertion/extraction anormales et un blocage des engrenages ou des connecteurs de précision, et conduirait éventuellement à la mise au rebut du produit.
Problèmes avec le découpage manuel du flash :
La suppression manuelle du flash n'est pas précise et les conséquences sont, entre autres, des coins de rayon découverts et des rayures de surface. Mauvaise qualité d'un lot à l'autre produits de moulage par injection l'incohérence est la raison pour laquelle la production de masse n'est pas en mesure de répondre à ses exigences.
Comment les systèmes d’inspection visuelle automatisés peuvent détecter de petits défauts :
Chez JS Precision, nous disposons d’équipements d’inspection visuelle haute résolution de dernière génération, capables de détecter les défauts d’éclair d’une taille supérieure à 0,01 mm. Vous pouvez être sûr que chaque produit a été inspecté à 100 % pour être exempt de flashs et de défauts.
| Méthode de détection | Précision de l'identification | Efficacité de détection | Taux d'échec des produits défectueux |
| Inspection manuelle | 0,05 mm | 10 pièces/minute | 8% |
| Inspection visuelle automatisée | 0,01 mm | 60 pièces/minute | 0,02% |
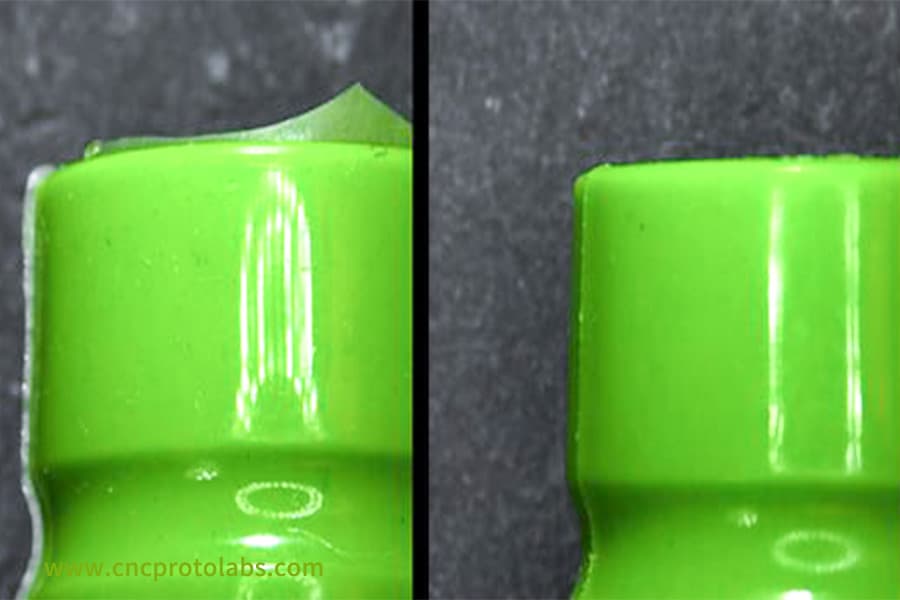
Figure 3 : Une comparaison côte à côte montrant une pièce en plastique avec un bord net à côté d'une autre avec un bord imparfait et irrégulier.
Comment éviter les bavures en optimisant la surface de joint pendant la phase de conception du moulage par injection de précision ?
La conception d'optimisation doit être basée sur une étude de flux de moule. Les zones de haute pression aux points de confluence de la matière fondue peuvent être prédites, de sorte qu'une conception à broche de dérivation ou à curseur soit utilisée au lieu d'un contact plan, et qu'une rainure de soulagement spéciale puisse être installée pour accueillir une matière fondue supplémentaire. Vérifiez soigneusement les dimensions de la surface de moulage conformément à Norme ISO 286-1 .
Une conception de précision du moulage par injection peut réduire de 70 % le risque de production d'éclairs.
Identifier les zones d'impact à haute pression avec Moldflow
Vous pouvez utiliser la simulation Moldflow pendant la phase de conception pour détecter à l'avance une pression locale élevée causée par une épaisseur de paroi inégale et une position incorrecte de la porte. Ces zones à haute pression sont les zones du bord volant les plus durement touchées, et les optimiser à l’avance peut éviter des problèmes ultérieurs.
Conception d'arrêt et optimisation du rayon :
Outre les fermetures verticales, les fermetures biseautées offrent un mécanisme d'auto-verrouillage plus solide et une fermeture plus serrée. Lorsque l'angle R est correctement ajusté, non seulement l'écoulement de la matière fondue est dirigé, mais les forces de cisaillement des bords sont également réduites, ce qui réduit le risque d'éclair.
Conception de rainure d'ouverture offrant un espace tampon pour l'excès de fusion
Des rainures de micro-surtension peuvent être réservées/à des endroits non critiques sur la ligne de joint pour accueillir activement de très petites quantités de gaz et de matière fondue. Il s’agit d’un style avancé de fabrication de moules qui empêche totalement les bavures aux points critiques.
Pourquoi les devis de moulage par injection à bas prix cachent-ils souvent des coûts de coupe élevés ?
Les devis considérablement réduits sont principalement dus à des structures de moules simplifiées et à une faible précision d’usinage. Cela rend le taux de défauts assez élevé et il faut ébavurer manuellement dans une large mesure.
Par conséquent, le coût unitaire, y compris la main d’œuvre, les rebuts et les délais de livraison, sera bien plus élevé que celui des moules de précision. Le piège des prix bas devis de moulage par injection peut finalement vous coûter plus cher.
Calcul du coût de coupe de main d’œuvre :
Coût total d'une seule pièce = prix unitaire du produit + frais de coupe manuelle + frais de manutention secondaire + frais de partage des rebuts.
Pour les produits dotés de moules bon marché, les dépenses de main-d'œuvre pourraient atteindre 50 % du prix unitaire, rendant ainsi le coût total considérablement plus élevé que celui des produits moulés par injection de précision.
Effet du taux de rebut et des retards de livraison sur la chaîne d’approvisionnement :
Si des problèmes de flash surviennent continuellement, il est alors possible que la production soit interrompue et que les calendriers de lancement des produits soient également perturbés. Les pertes causées par les retards de livraison seront bien supérieures à la différence de prix entre les deux moules.
Le devis est-il une garantie de durée de vie Flash Free ?
Lors de l'établissement d'un devis comparatif de moulage par injection, demandez si le moule à injection sera précis et sans défauts pour les dix mille prochaines séries de moules. Par exemple, JS Precision offre une garantie d'injection sans flash de 500 000, ce qui signifie que vous pouvez compter sur une production à long terme sans problème.
Obtenez plusieurs devis transparents de moulage par injection en un seul clic, en rejetant les coûts cachés et en bénéficiant d'une rentabilité élevée sans flash !
Comment obtenir une livraison sans flash de composants en plastique personnalisés pour les plastiques à haute fluidité ?
Les matériaux à très haute fluidité tels que le LCP ou le PA66 peuvent provoquer des fuites même si l'écart est aussi petit que 0, 008 mm.
Outre le contrôle précis de la viscosité basé sur le maintien d'une température constante du contrôleur de température du moule, le moulage par injection sous vide assisté par l'utilisation d'un scellement au niveau micronique des pièces métalliques pendant le moulage par injection d'inserts est nécessaire.
Moulage par injection de haute précision C'est le facteur clé qui garantit l'absence de flash même avec des matériaux à très haut débit .
Contrôle de la température du moule pour ajuster la viscosité des matériaux à haut débit
Lorsque la température du moule change, la viscosité du matériau varie également, ce qui peut facilement provoquer des débordements. L'utilisation d'un contrôleur de température d'huile de précision avec une précision de contrôle de la température du moule de ± 1 ℃ est suggérée pour maintenir la fluidité du matériau stable et éviter tout éclair.
Pour faire simple, le contrôle de la température des moisissures peut être assimilé à l’ajustement de la douceur du thé au lait, même une petite différence de température modifie la « coulabilité » du matériau, et si l’on n’est pas prudent, il peut « déborder » (clignoter).
Les données d'adaptation des paramètres de moulage par injection pour différents plastiques à haute fluidité peuvent vous servir de guide pour gérer avec précision le risque de débordement.
Vous trouverez ci-dessous un résumé des paramètres de base après des tests et une optimisation réels.
| Type de plastique | Température de moule recommandée (°C) | Profondeur de ventilation (mm) | Pression d'injection (MPa) | Force de serrage (kg/cm²) | Rendement sans flash (%) |
| LCP (polymère à cristaux liquides) | 120-140 | 0,003-0,005 | 160-190 | 12h00-15h00 | 99,7 |
| PA66 (renforcé) | 80-100 | 0,005-0,008 | 140-170 | 10h00-13h00 | 99,5 |
| PBT (ignifuge) | 70-90 | 0,006-0,010 | 130-160 | 9h00-12h00 | 99,3 |
| PEEK (qualité médicale) | 180-200 | 0,002-0,004 | 180-210 | 15h00-18h00 | 99,8 |
| TPU (haute transparence) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99,1 |
Application du moulage par injection assisté par évacuation sous vide dans les pièces à paroi mince
L'évacuation sous vide permet d'évacuer l'air de la cavité du moule au préalable, réduisant ainsi la pression d'injection et remplissant la cavité avec moins de force, réduisant ainsi la production de bavures.
Technologie d'étanchéité de précision pour le moulage par insert
Inserts métalliques peuvent présenter des erreurs dimensionnelles qui entraînent des jeux de raccordement importants. JS Precision utilise des inserts de moule réglables qui ont des jeux d'accouplement <0,01 mm, introduisant ainsi un moulage d'inserts sans flash pour vos composants en plastique personnalisés.
Quelles compétences de base faut-il mettre en avant lors de la recherche d'un fournisseur de moulage par injection sans flash ?
Un fournisseur de premier ordre doit être équipé de machines de moulage par injection entièrement électriques (avec une précision de répétabilité allant jusqu'à 0,01 mm), d'une salle blanche à température contrôlée, de capacités d'analyse scientifique du moulage et de la capacité de produire des rapports de tests objectifs tels que la répartition de la pression sur la surface de joint.
La capacité du moulage par injection de précision est le seuil essentiel pour les fournisseurs de moulage par injection sans bavure.
Machine de moulage par injection entièrement électrique et répétabilité :
En termes de précision du contrôle de pression et de position, les machines de moulage par injection entièrement électriques sont bien en avance sur les presses hydrauliques traditionnelles. De plus, votre fournisseur doit disposer de moteurs entièrement électriques comme les moteurs Fanuc, atteignant un niveau de répétabilité de 0,01 mm.
Prise en charge des données de moulage scientifique :
Des fournisseurs fiables effectueront une vérification DOE (Device Execution System) pour le processus et ne procéderont pas à des ajustements basés uniquement sur leur expérience, vous fournissant ainsi des données de processus systématiques pour maintenir la stabilité de la production.
Données de stabilité et rapports de tests de fonctionnement continu :
Vous devez vérifier le rapport CPK de production ininterrompue de 24 à 48 heures du fournisseur. Seuls les fournisseurs disposant d’un CPK 1,33 peuvent promettre une stabilité sans flash dans la production de masse.
Obtenez une liste de sélection de fournisseurs faisant autorité pour correspondre avec précision fournisseur de moulage par injection sans flash et éliminez les risques de coopération !
Étude de cas de JS Precision : défi zéro vol des micro-engrenages Peek de qualité médicale
Défis rencontrés :
Le client souhaitait fabriquer des micro-engrenages en PEEK de qualité médicale d'un diamètre d'à peine 5 mm. En plus d'être cher, le PEEK est un matériau à haut débit. Au début, à une pression d'injection de 180 MPa, le moule donnait 0,05 mm de bavures sur les bords, ce qui entraînait un blocage des engrenages et le rendement du produit n'était que de 60 %.
Ils avaient désespérément besoin d’une production de masse, c’est pourquoi le problème du flash est devenu le principal goulot d’étranglement. Le parage manuel pourrait difficilement répondre aux exigences de précision des produits de qualité médicale et augmenterait considérablement les coûts de production.
Solution:
Pour résoudre ces problèmes, nous avons mis en œuvre une approche multifacettes :
1. Optimisation du moule :
Nous avons soigneusement optimisé le moule actuel, notamment en améliorant la précision de l'ajustement de la surface de joint de 0,01 mm à 0,002 mm. De cette façon, la possibilité que la matière fondue s’infiltre en premier lieu a été totalement éliminée.
2. Équipement et paramètres :
Nous avons opté pour une machine de moulage par injection entièrement électrique Fanuc, et sa position de commutation VP a été étroitement contrôlée avec une tolérance de 0,02 mm pour éviter les bavures provoquées par des pics de pression soudains.
3. Optimisation des processus :
Nous avons mis en œuvre des techniques d'analyse et de simulation de flux Moldflow pour optimiser la disposition des portes afin de minimiser la pression de la cavité à certains points. De plus, pour maintenir la viscosité du matériau PEEK stable, nous avons utilisé un contrôleur de moule à température constante de haute précision.
4. Contrôle qualité :
Tout d'abord, un nouveau système d'inspection visuelle robotique a été introduit pour la détection et le rejet immédiats des produits présentant de très petits défauts. Deuxièmement, un respect rigoureux des procédures de contrôle qualité ISO 9001:2015 a été assuré pour chaque produit afin de répondre aux normes de qualité médicale.
Résultats finaux :
Engrenages miniatures PEEK de qualité médicale sans flash du tout ont été obtenus par le client. En outre, les principales tolérances dimensionnelles ont été stabilisées à moins de 0,005 mm. Le rendement du produit est passé de 60 % à 99,8 %.
De plus, l’inspection et le parage manuels ont été complètement éradiqués. Le délai de mise en œuvre du projet a été réduit de 40 % et le coût de production unitaire a été réduit de 25 %, ce qui a permis la réussite de la production de masse et du lancement sur le marché de produits médicaux.
L'étude de cas démontre la solide expertise technique de JS Precision en matière de moulage par injection de précision, qui nous a permis de résoudre les problèmes liés à la production sans flash et en même temps de répondre aux exigences très exigeantes de grandes industries comme celles du médical et de l'automobile.
Obtenez une liste faisant autorité pour la sélection des fournisseurs, faites correspondre avec précision le fournisseur de moulage par injection sans flash et éliminez les risques de coopération !
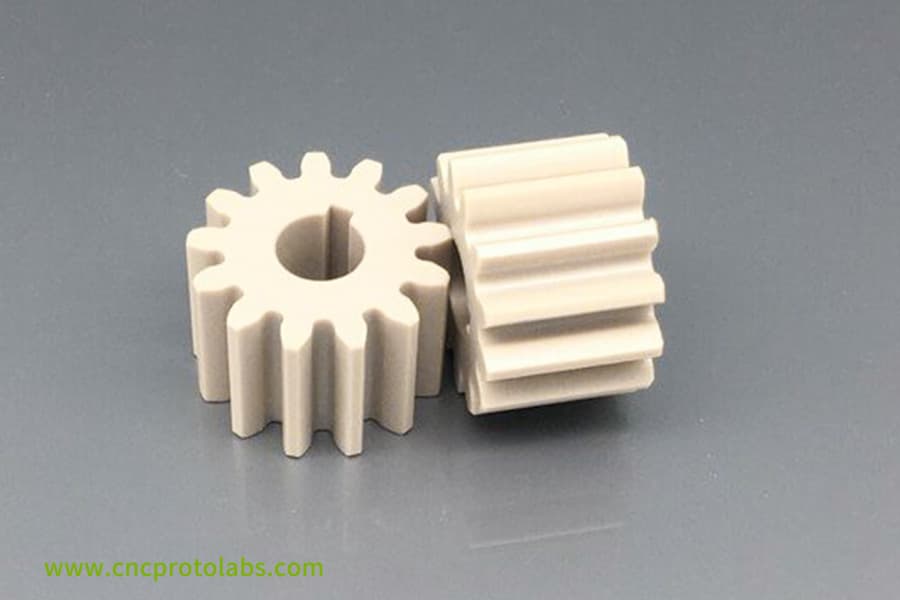
Figure 4 : Deux micro-engrenages en plastique de couleur claire avec une géométrie de dent précise et une finition lisse et sans bavure.
FAQ
Q1 : Qu’est-ce que le flash dans le moulage par injection ?
Flash est une très fine feuille de plastique fondu qui se retrouve dans la ligne de joint du moule ou dans l'espace de l'éjecteur lorsqu'elle est expulsée. Cela est généralement dû à deux raisons principales : une pression trop élevée ou un jeu de moule trop important.
Q2 : Une force de serrage plus élevée empêche-t-elle le flash ?
Utiliser une force de serrage trop importante n'arrêtera pas le flash, car cela pourrait en fait causer des dommages ou une déformation permanente de la ligne de joint du moule, entraînant ainsi des problèmes de flash encore plus graves à l'avenir.
Q3 : Quels matériaux sont les plus sujets aux éclairs ?
Les matériaux à faible viscosité et très fluides, comme le PA66 LCP PBT et certains élastomères, sont les plus susceptibles de subir des bavures lors du moulage par injection.
Q4 : La vitesse d’injection affecte-t-elle le flash ?
La vitesse d'injection, tout comme la température, contrôle directement le flash. Une vitesse très élevée créera une pression de pointe instantanée très élevée qui pourrait être suffisamment puissante pour ouvrir de très petits espaces dans la ligne de joint, provoquant une bavure.
Q5 : Pourquoi le flash augmente-t-il dans les moules plus anciens ?
La ligne de joint des anciens moules peut être endommagée ou ramollie par un serrage continu à haute pression et un impact sur une longue période. En conséquence, la précision de fermeture du moule est réduite et le bavure augmente.
Q6 : Comment éviter les bavures dans le moulage par injection d'inserts ?
Pour éviter les bavures lors du moulage par injection d'inserts, l'insert métallique et la rainure du moule doivent s'emboîter très étroitement, avec généralement un jeu inférieur à 0,01 mm.
Q7 : Est-il vrai que les bavures peuvent être éliminées en abaissant la température du moule ?
L'abaissement de la température du moule peut réduire la bavure pendant une courte période seulement, mais cela peut entraîner un retrait du produit ou des niveaux de contrainte interne plus élevés. Il s’agit d’équilibrer les propriétés d’écoulement et la qualité du produit.
Q8 : Comment JS Precision garantit-il la durée de vie du moule ?
Après la livraison initiale, le client retourne chez le fournisseur pour la deuxième phase du cycle de production. Le durcissement au laser de la surface de séparation du moule par JS Precision et un entretien de précision régulier contribuent à ce que le moule reste sans bavure jusqu'à 500 000 cycles, assurant ainsi une stabilité à long terme.
Q9 : Pourquoi les devis de moulage par injection varient-ils et comment puis-je obtenir un devis rentable et sans flash ?
Un devis très bas utilise souvent des moules de faible précision, ce qui entraîne des taux de défauts élevés et des coûts supplémentaires pour les découpes et les rebuts. Le véritable devis rentable devrait garantir une production stable et à long terme. Par exemple, JS Precision offre une garantie sans flash de 500 000 cycles. Évaluez toujours le coût total de possession et la garantie de précision du fournisseur, et pas seulement le prix unitaire initial.
Résumé
Flash n'est jamais un problème de surface qui peut être résolu uniquement en augmentant la force de serrage. Il s'agit en fait d'un projet d'ingénierie systémique impliquant la précision du moule, la conception du produit et le processus de moulage par injection.
Ce n'est qu'en tenant fermement les trois éléments clés que sont la fabrication de moules au micron, le contrôle scientifique de l'injection et l'optimisation de la pré-conception que l'on peut véritablement obtenir une production stable et sans flash dans le moulage par injection de précision.
Avec 15 ans d'expérience dans la fabrication de précision, un système de contrôle qualité complet et des certifications internationales, JS Precision vous proposera des solutions de moulage par injection sans flash pratiques, peu coûteuses et très stables.
Vous essayez d’éliminer complètement les problèmes de flash et de réduire les coûts de production totaux ? Contactez-nous maintenant pour un devis professionnel de moulage par injection et commencez votre parcours de fabrication de précision efficace et sans souci.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

