

Precision injection molding is the heart of manufacturing of high accuracy parts for the medical, electronic connector and automotive sensor sectors.
In manufacturing precision medical devices, electronic connectors and automotive sensors a 0.02mm flash, for instance, may be enough to completely spoil the whole order.
A lot of purchasers will have the issue of flash appearing before the new molds have even reached 10,000 unit production.
Here we will discuss how to get rid of flash issues once and for all by a superior mold design and a scientific injection molding process that will always produce components of very high precision.
Key Content Overview
| Key Dimensions | Core Strategies | Expected Results |
| Mold Manufacturing | S136 steel quenched to HRC 52+, parting surface grinding precision <0.002mm. | Eliminates micro deformation of the mold due to high pressure extrusion. |
| Process Control | Scientific Molding monitors V-P switching points. | Eliminates "mold bulging" caused by instantaneous pressure peaks. |
| Design Optimization | Employs 0.005mm precision venting and breakage design. | Achieves zero-flash molding of high-flow materials (such as LCP). |
Key Takeaways
- Precision is derived from the mold: The parting surface flatness is essentially the physical "barrier" that'll prevent the flash, you'd have to reach a micron level fit.
- A process is way better than pressure: Clamping force is not a "silver bullet", dynamic pressure balance and V-P switching are the main players.
- Total Cost Perspective: The cost saved by not having to do manual deburring in the later stages can be even greater than the benefit from a low initial mold unit price.
- Professional Suppliers: The choice of a partner who owns fully electric injection molding machines and has mold flow analysis capabilities is a guarantee for on time delivery.
Why Believe In This Guide? Precision Injection Molding Manufacturing Experience Of JS Precision
Precision injection molding is significant in terms of technical skills and require strict quality control measures.
With JS Precision you get a partner with more than 15 years experience in precision injection molding and injection mold manufacturing giving you the opportunity to directly leverage their expertise for your production needs.
This means that you will share its mature experience of delivering over 300,000 precision parts to more than 1,000 customers worldwide, and enjoy a 99.2% on-time delivery guarantee.
Our production system certified by ISO 9001:2015 and factory equipped with over 30 injection molding machines will focus on providing high precision injection molding support for your custom plastic components in the medical, automotive, and electronics fields.
Working with us, you can take advantage of their tried and tested approach, which among others include the following: Flash defect rate reduction from 5% to 0.2% through mold optimization and process adjustments have been demonstrated in more than 2,000 injection molding projects.
For medical grade precision parts, not only will you be able to meet dimensional tolerances 0.005mm, but the mass production of your injection molding products will be physically free of flash.
You will have round-the-clock access to DFM analysis help, enabling you to get manufacturability feedback for your mold designs very fast.
Besides, the service guarantees thorough process checking via high accuracy measuring instruments such as coordinate measuring machines (CMMs) and 3D scanners, so that all the orders will be accompanied with a full FAIR report and material certification.
In other words, you will receive consistent and dependable zero flash parts, thereby avoiding losses due to flash defects.
This guide has been put together based on real project experience, the plans and information came from actual production cases, thus giving you workable and potent solutions.
Quickly access the precision injection molding zero flash white paper—no complicated operations required, quickly master core solution techniques!
How To Eliminate The Risk Of Material Overflow In Injection Mold Manufacturing From The Source Of Mold Accuracy?
It must be understood that flash is in most cases caused by a loose parting line.
Achieving a flash-resource-free parting surface even at high load (500-2000 kg/cm) by the use of high hardness steel and ultra-precision surface grinding down to micron level gap elimination is the physical basis for the resolution of this problem.
Injection mold manufacturing is essentially a question of mold precision. Precision injection molding flash issues have about 80% relation to mold faults.
Why do even new molds develop flash after short use?
The use of cheap molds made of common steel with quite low hardness or that have retained a considerable amount of internal stress after the machining process can typically be blamed in such cases.
The parting surface in such mold will show some deformation, collapse or the like, after tens of thousands of mold closings due to subtle impacts.
These minor gaps enable the melt to escape during high pressure injection molding. New molds are able to have overflow even before 10,000 injection due to the direct consequence of lack of precision machining.
To put it plainly, low price molds are similar to that of the low quality iron pots - after few times of use they are liable to be deformed, they will even leak when the pressure is just a little force, and of course, they cannot stand the injection molding pressure that is quite high.
The Influence of S136 Steel Heat Treatment Hardness on Durability
S136 is the recommended steel for making precision injection molding molds, and different hardness levels result in significant performance differences. Simply put, the higher the hardness level, the stronger the parting surface's resistance to deformation will be.
| Steel Hardness | Mold Closure Cycles | Parting Surface Deformation Value | Flash Occurrence Cycle |
| HRC 30 | 10,000 cycles | 0.015mm | Within 10,000 mold cycles |
| HRC 40 | 50,000 cycles | 0.008mm | After 50,000 mold cycles |
| HRC 52 | 500,000 cycles | 0.002mm | No flash after 500,000 mold cycles |
The quenching treatment at HRC 52+ gives the steel the ability to resist deformation at a very high level. As a result, the sharpness of the parting surface edge in your mold will remain stable for a long time, and the edge will be protected from wearing due to impacts caused by mold closing.
Does the venting groove depth have to be controlled at 0.005mm or at 0.02mm?
Different plastic viscosities are associated with different venting limits. For very fluid LCP materials, the depth of the venting groove has to be limited to 0.005mm, but for the usual plastics, it can be even 0.01mm.
By means of JS Precision precision grinding, you can have venting grooves with a tolerance of 0.001mm, which is a great way to stop melt leakage quite effectively.
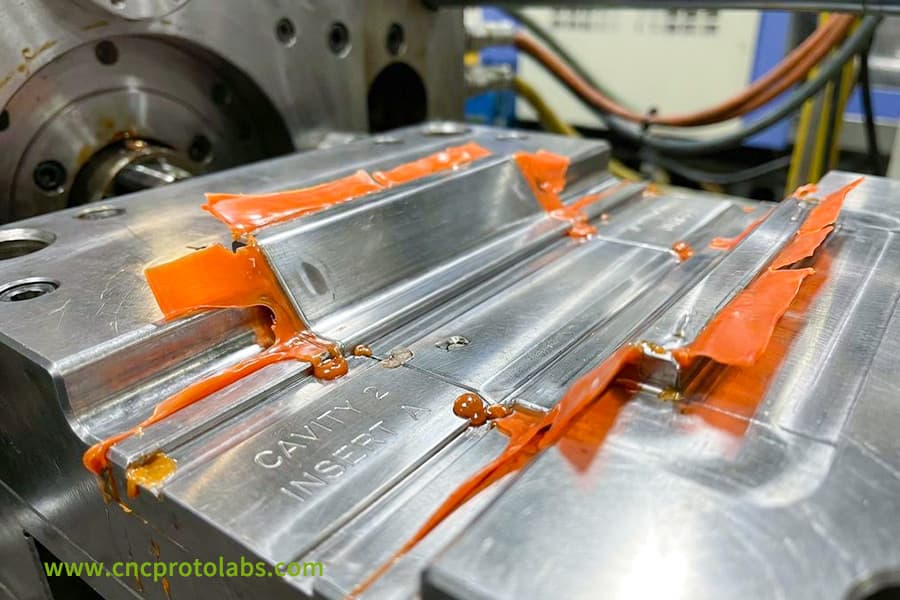
Figure 1: A close-up of a precision mold cavity insert with visible orange flash material along its edges, illustrating a common defect.
Is Insufficient Clamping Force The Only Reason For Flash In The High Precision Injection Molding Process?
Flash usually appears as a result of the imbalance of injection pressure and clamping force. When the clamping force is enough, there will still be material leakage if the V-P switch is too late causing instantaneous overpressure in the cavity or if the insufficient mold rigidity leads to bulging.
High precision injection molding is all about dynamic balance, it cannot be solved just by increasing one parameter.
Dynamic Balance of Injection Pressure and Clamping Force:
Injection system of an injection molding machine produces a propulsion force, which is forward, and a clamping system supplies the reverse clamping force.
In order to maintain the balance of these two forces, you should define a reasonable process window. A break in the parting line that leads to flash will be a direct result of pressure imbalance.
In other words, injection pressure and clamping force can be compared to a tug-of-war, both sides have to be balanced. Excessive force on either side will "lose control" and cause flash.
The Impact of V-P Switching Delay on Instantaneous High Pressure Impact
V-P switching dramatically changes the point injection to holding pressure. If you delay a switch, then the space in the mold will be full of melt, and the pressure will shoot immediately to a peak of even 1.5 times the normal level. This impact is so strong that it can break the tiny parting line gap at the micron level, and flash will be formed.
Real time Overflow Compensation Using Mold Cavity Pressure Sensors
JS Precision have been installing pressure sensors in molds for years, and the usage of them has allowed you not only to visualize the mold pressure, but you can also manage it in a closed loop manner from injection speed and holding pressure point of view in real time because of the fast feedback of the pressure signal.
Batch flash can be completely eliminated by process automization based on abnormal pressure detection.
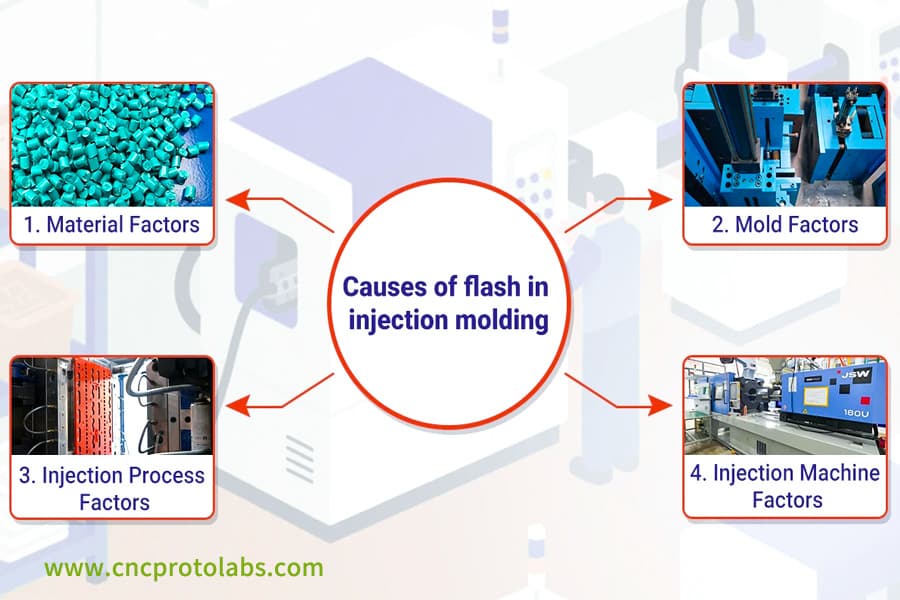
Figure 2: An infographic listing the four main categories of causes for flash in injection molding: Material, Mold, Injection Process, and Machine Factors.
Did Your Injection Molding Products Cause Assembly Interference Due To Excessive Flying Edge?
First of all, you have to realize that precision electronic connectors or medical pump parts must be manufactured with very tight tolerances (usually 0.01mm).
Flash is very harmful because it not only makes the parts looks bigger, but it may also ruin the seals or even release some plastic dust contamination, which is one of the very direct causes of precision mating part failure.
Indeed, injection molding products' accuracy is one of the main factors determining the successful assembly of your products.
Influence of Flash on Overall Dimensional Tolerances:
An insignificant flash of 0.02mm may be considered negligible, however, when different parts are assembled, such a small allowance may be increased to even more than 0.1mm.
This would cause problems, such as abnormal insertion/extraction forces and jamming in precision gears or connectors, and eventually lead to product discard.
Problems with Manual Flash Trimming:
Manual flash removal is not accurate, and the consequences are uncovered radius corners and surface scratches, among other things. Poor quality from batch to batch of injection molding products due to inconsistency is the reason why the mass production is not able to meet its requirements.
How Automated Visual Inspection Systems Can Detect Small Defects:
At JS Precision we have latest generation high resolution visual inspection equipment which is able to detect flash defect with size more than 0.01mm. You can be sure that each product has been 100% inspected to be free of flash and defects.
| Detection Method | Identification Accuracy | Detection Efficiency | Defective Product Miss Rate |
| Manual Inspection | 0.05mm | 10 pieces/minute | 8% |
| Automated Vision Inspection | 0.01mm | 60 pieces/minute | 0.02% |
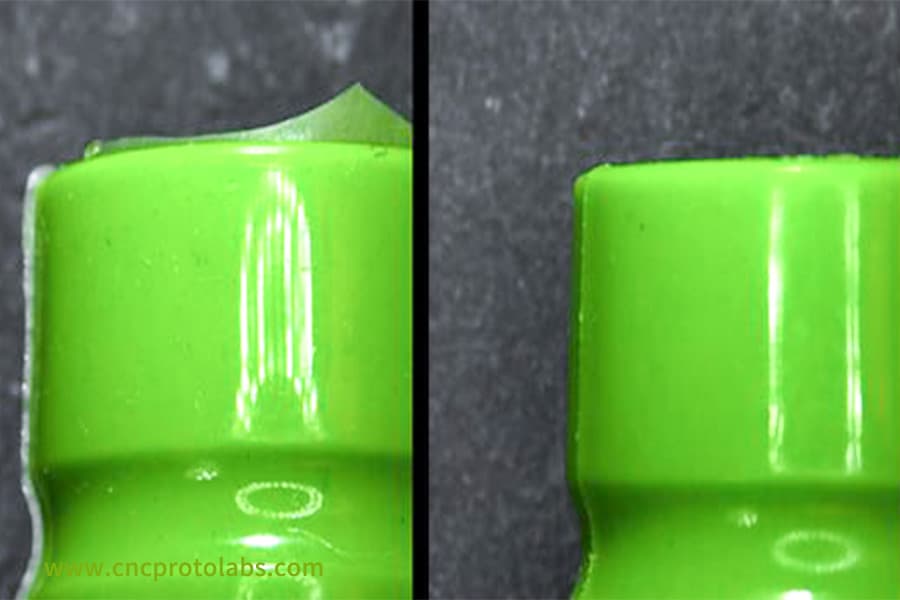
Figure 3: A side-by-side comparison showing a plastic part with a clean edge next to one with a flawed, uneven edge.
How To Avoid Burrs By Optimizing The Parting Surface During The Precision Injection Molding Design Phase?
Optimization design should be based on mold flow study. High pressure areas at melt confluent points can be predicted so that shunting pin or slider design is employed instead of planar contact, and a special relief groove can be installed to accommodate extra melt. Check dimensions of molding surface tightly accordance to ISO 286-1 standard.
Precision designing of injection molding can cut down the chance of producing flash by 70%.
Identifying high pressure impact areas with Moldflow
You can use Moldflow simulation during the design phase to detect local high pressure caused by uneven wall thickness and improper gate position in advance. These high-pressure areas are the hardest hit areas of the flying edge, and optimizing them in advance can avoid later problems.
Shut-off Design and Radius Optimization:
Besides vertical shut-offs, bevelled shut-offs provide a stronger self-locking mechanism and a tighter closure. When R-angle is adjusted properly, not only melt flow is directed, but edge shear forces are also lessened, leading to a lower risk of flash.
Aperture Groove Design Providing Buffer Space for Excess Melt
Micro surge grooves can be reserved/at non critical locations on the parting line to actively accommodate very small amounts of gas and melt. This is an advanced mold making style that totally prevents flash at critical points.
Why Do Low Priced Injection Molding Quotes Often Hide Expensive Trimming Costs?
Greatly lowered quotes are mainly caused by simplified mold structures and low machining precision. This in turn makes the defect rate quite high and one has to manually deburr to a large extent.
Therefore, the unit cost, including labor, scrap, and delivery delays, will be much higher than that of precision molds. The low price trap of injection molding quotes may ultimately cost you more.
Labor Trimming Cost Calculation:
Single piece total cost = product unit price + manual trimming fee + secondary handling fee + scrap sharing fee.
For products with cheap molds, labor trimming expenses could be 50% of the unit price, thus making the total cost considerably higher than that of precision injection molded products.
Effect of Scrap Rate and Delivery Delays on the Supply Chain:
If flash problems are continuously occurring, then it is possibilities that production will be interrupted, and product launch schedules will be disrupted as well. Losses caused by delivery delays will be a lot higher than the price difference between the two molds.
Is the Quotation a Flash Free Lifespan Guarantee?
While making a comparison injection molding quote, ask whether the injection mold will be precise and without defects for the next ten thousand mold runs. For example, JS Precision gives a 500,000 flash free injection guarantee, which means you can rely on long term production without issues.
Get multiple transparent injection molding quotes with one click, rejecting hidden costs and enjoying high cost effectiveness with no flash!
How To Achieve Zero Flash Delivery Of Custom Plastic Components For High Fluidity Plastics?
Materials with very high flowability such as LCP or PA66, can cause leakage even if the gap is as small as 0. 008mm.
Besides the precise control of viscosity based on maintaining a constant temperature of the mold temperature controller, vacuum injection molding assisted by the use of micron level sealing of the metal parts during insert injection molding is necessary.
High precision injection molding is the key factor that guarantees no flash even with very high flow rate materials.
Mold Temperature Control for Adjusting the Viscosity of High Flow Rate Materials
When the mold temperature changes, the material viscosity also varies, which can easily cause overflows. Using a precision oil temperature controller with a mold temperature control accuracy of ±1℃ is suggested to keep the material flowability stable and prevent any flash.
To put it simply, mold temperature control can be likened to adjusting the sweetness of milk tea, even a small difference in temperature changes the material "flowability, " and if one is not cautious, it may "overflow" (flash).
Injection molding parameter adaptation data for different high-flowability plastics can serve as a guide for you to accurately manage the risk of overflow.
Below is a summary of the core parameters after actual testing and optimization.
| Plastic Type | Recommended Mold Temperature (°C) | Venting Depth (mm) | Injection Pressure (MPa) | Clamping Force (kg/cm²) | Flash-Free Yield (%) |
| LCP (Liquid Crystal Polymer) | 120-140 | 0.003-0.005 | 160-190 | 1200-1500 | 99.7 |
| PA66 (Reinforced) | 80-100 | 0.005-0.008 | 140-170 | 1000-1300 | 99.5 |
| PBT (Flame Retardant) | 70-90 | 0.006-0.010 | 130-160 | 900-1200 | 99.3 |
| PEEK (Medical Grade) | 180-200 | 0.002-0.004 | 180-210 | 1500-1800 | 99.8 |
| TPU (High Transparency Grade) | 50-70 | 0.008-0.012 | 120-150 | 800-1100 | 99.1 |
Application of Vacuum Evacuation-Assisted Injection Molding in Thin-Wall Parts
Vacuum evacuation allows the removal of air from the mold cavity beforehand, lowering injection pressure and filling the cavity with less force hence, decreasing the production of flash.
Precision Sealing Technology for Insert Molding
Metal inserts can have dimensional errors that cause mating clearances to be large. JS Precision employs adjustable mold inserts which have mating clearances <0.01mm, thereby introducing zero-flash insert molding for your custom plastic components.
What Core Competencies Should Be Emphasized When Searching For a Flash Free Injection Molding Supplier?
A top notch supplier should be equipped with fully electric injection molding machines (with repeatability accuracy up to 0.01mm), a temperature controlled cleanroom, scientific molding analysis capabilities, and the ability to produce objective test reports such as parting surface pressure distribution.
The ability of precision injection molding is the core threshold for flash free injection molding suppliers.
All-Electric Injection Molding Machine and Repeatability:
In terms of pressure and position control accuracy, all-electric injection molding machines are way ahead of traditional hydraulic presses. Besides, your supplier should have all-electric motors like Fanuc motors, reaching a repeatability level of 0.01mm.
Scientific Molding Data Support:
Dependable suppliers will perform DOE (Device Execution System) verification for the process and not make adjustments based on only their experience, thus providing you systematic process data to keep production stable.
Stability Data and Continuous Operation Test Reports:
You must check the 24-48 hour uninterrupted production CPK report of the supplier. Suppliers with a CPK 1.33 only can promise zero flash stability in mass production.
Obtain an authoritative supplier screening list to accurately match flash free injection molding supplier and eliminate cooperation risks!
Case Study Of JS Precision: Zero Flying Edge Challenge Of Medical Grade Peek Micro Gears
Challenges Encountered:
The client wanted to make medical grade PEEK micro gears with a diameter of barely 5 mm. Besides being expensive, PEEK is a high-flow-rate material. At first, at an injection pressure of 180MPa, the mold gave 0.05mm of flash at edges, which led to gear engagement jam and the product yield was 60% only.
They were in desperate need of mass production, so the flash problem became the core bottleneck. Manual trimming could hardly fulfill the precision requirements of medical grade products and it would increase the production costs significantly.
Solution:
To solve these issues, we implemented a multi faceted approach:
1. Mold Optimization:
We thoroughly optimized the current mold, which included upgrading the accuracy of the parting surface fit from 0.01mm to 0.002mm. This way, the possibility of the molten material seeping in the first place was totally removed.
2. Equipment and Parameters:
We went for a Fanuc all-electric injection molding machine, and its V-P switching position was tightly controlled to a tolerance of 0.02mm to prevent flash arising from sudden pressure peaks.
3. Process Optimization:
We implemented Moldflow flow analysis and simulation techniques to optimize the gate layout so as to minimize the cavity pressure at certain points. Furthermore, to keep the viscosity of PEEK material stable, we used a high precision constant temperature mold controller.
4. Quality Control:
Firstly, a new robotic visual inspection system was introduced for the immediate detection and rejection of products with very small defects. Secondly, a rigorous compliance with ISO 9001:2015 quality control procedures was ensured for every product to meet medical grade standards.
Final Results:
Medical grade PEEK miniature gears with no flash at all were obtained by the client. Besides, the main dimensional tolerances were stabilized within 0. 005mm. The product yield has gone up from 60% to 99.8%.
Also, manual inspection and trimming have been completely eradicated. The project implementation time was cut down by 40%, and the unit production cost was lowered by 25%, resulting in the successful mass production and market launch of medical products.
The case study demonstrates JS Precision's solid technical expertise in precision injection molding, which has allowed us to resolve the issues related to zero flash production and at the same time meet the very demanding requirements of major industries like the medical and automotive ones.
Obtain an authoritative list for supplier screening, accurately match flash free injection molding supplier, and eliminate cooperation risks!
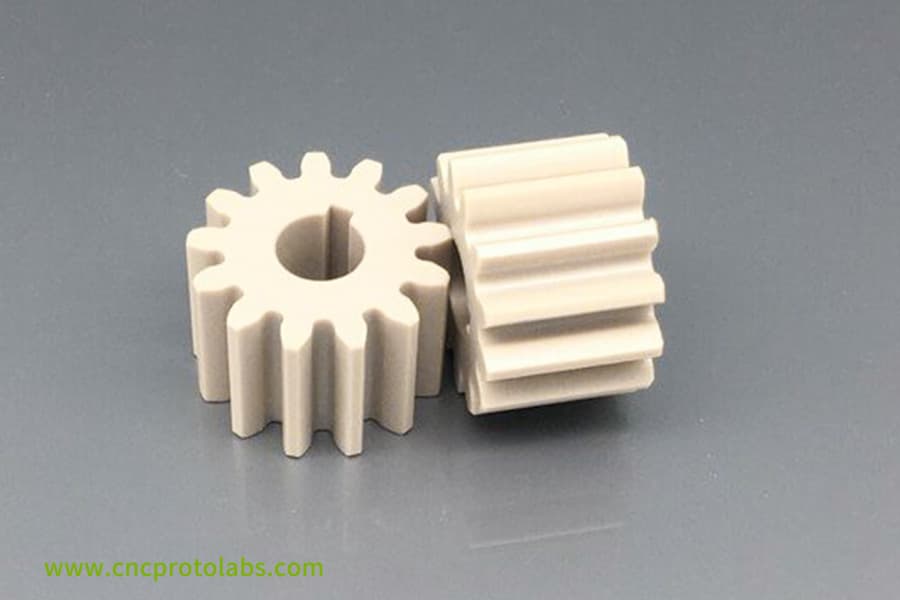
Figure 4: Two light-colored plastic micro gears with precise tooth geometry and a smooth, burr-free finish.
FAQs
Q1: What is flash in injection molding?
Flash is a very thin leftover sheet of molten plastic that ends up in the mold's parting line or ejector pin gap when it's squeezed out. Usually, it's caused by two main reasons: too much pressure or too large mold clearance.
Q2: Does higher clamping force prevent flash?
Using too much clamping force will not stop flash as a matter of fact it might cause damage or permanent deformation of the mold parting line, therefore leading to worse flash issues down the road.
Q3: Which materials are most prone to flash?
Materials that are low in viscosity and highly flowable, like PA66 LCP PBT, and some elastomers, are the ones most likely to experience flash during injection molding.
Q4: Does injection speed affect flash?
Injection speed just like temperature directly control flash. Very high speed will create very high instantaneous peak pressure that might be powerful enough to open very small gaps in the parting line causing flash.
Q5: Why does flash increase in older molds?
The parting line of old molds can be damaged or softened by continuous high pressure clamping and impact over a long period. As a result, the precision of mold closure is reduced and flash goes up.
Q6: How to prevent flash in insert injection molding?
To prevent flash in insert injection molding, the metal insert and the mold groove must fit very closely together, generally having a clearance of less than 0.01mm.
Q7: Is it true that flash can be eliminated by lowering the mold temperature?
Lowering the mold temperature may reduce flash for a short time only, however, it may result in shrinkage of the product or higher levels of internal stress. It is a matter of balancing the flow properties and the quality of the product.
Q8: How does JS Precision guarantee mold life?
After the initial delivery, the customer returns to the supplier for the second phase of the production cycle.Laser hardening of the mold parting surface by JS Precision and regular precision maintenance contribute to the mold remaining flash free up to 500,000 cycles, thereby ensuring long term stability.
Q9: Why do injection molding quotes vary, and how do I get a cost-effective, no-flash quote?
A very low quote often uses low-precision molds, leading to high defect rates and extra costs for trimming and scrap. The true cost-effective quote should ensure long-term, stable production. For example, JS Precision offers a 500,000-cycle flash-free guarantee. Always evaluate the total cost of ownership and the supplier's guarantee of precision, not just the initial unit price.
Summary
Flash is never a surface problem that can be solved only by increasing the clamping force, actually, it is a systemic engineering project involving mold precision, product design, and injection molding process.
Only by tightly holding the three key elements of micron level mold manufacturing, scientific injection control, and pre-design optimization can one truly achieve a stable production without flash in precision injection molding.
With 15 years of precision manufacturing experience, a complete quality control system, and international certifications, JS Precision will offer you practical, low cost, and highly stable zero flash injection molding solutions.
Trying to eliminate flash problems completely and lower total production costs? Reach out to us now for a professional injection molding quotation and start your efficient and worry-free precision manufacturing journey.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

