

Прецизионное литье под давлением является центром производства высокоточных деталей для медицины, электронных разъемов и автомобильных датчиков.
Например, при производстве прецизионных медицинских приборов, электронных разъемов и автомобильных датчиков вспышки размером 0,02 мм может быть достаточно, чтобы полностью испортить весь заказ.
У многих покупателей возникнет проблема с появлением заусенцев еще до того, как новые формы достигнут объема производства в 10 000 единиц.
Здесь мы обсудим , как раз и навсегда избавиться от проблем с заусенцами с помощью превосходной конструкции пресс-формы и научного процесса литья под давлением, который всегда позволяет производить компоненты очень высокой точности.
Обзор основного содержания
| Ключевые параметры | Основные стратегии | Ожидаемые результаты |
| Производство пресс-форм | Сталь S136, закаленная до HRC 52+, точность шлифовки разделяемой поверхности <0,002 мм. | Устраняет микродеформацию формы за счет экструзии под высоким давлением. |
| Управление процессом | Scientific Molding отслеживает точки переключения VP. | Устраняет «выпучивание формы», вызванное мгновенными пиками давления. |
| Оптимизация дизайна | Использует прецизионную конструкцию вентиляции и поломки толщиной 0,005 мм. | Обеспечивает формование материалов с высокой текучестью (таких как LCP) без заусенцев. |
Ключевые выводы
- Точность зависит от формы: плоскостность разделяющей поверхности, по сути, является физическим «барьером», который предотвратит заусенец, вам придется достичь посадки на микронном уровне.
- Процесс намного лучше, чем давление: сила зажима не является «серебряной пулей», главными факторами являются динамический баланс давления и переключение VP.
- Перспектива общих затрат: затраты, сэкономленные за счет отсутствия необходимости удаления заусенцев вручную на более поздних этапах, могут быть даже больше, чем выгода от низкой начальной цены за единицу пресс-формы.
- Профессиональные поставщики: выбор партнера, который владеет полностью электрическими термопластавтоматами и имеет возможности анализа текучести пресс-формы, является гарантией своевременной поставки.
Почему стоит верить этому руководству? Опыт прецизионного литья под давлением компании JS Precision
Прецизионное литье под давлением важно с точки зрения технических навыков и требует строгих мер контроля качества.
С JS Precision вы получаете партнера с более чем 15-летним опытом в области точного литья под давлением и производства литьевых форм, что дает вам возможность напрямую использовать его опыт для ваших производственных нужд.
Это означает, что вы поделитесь своим многолетним опытом поставки более 300 000 прецизионных деталей более чем 1000 клиентам по всему миру и получите гарантию своевременной доставки на 99,2%.
Наша производственная система сертифицирована ИСО 9001:2015 и завод, оснащенный более чем 30 машинами для литья под давлением, будет сосредоточен на обеспечении поддержки высокоточного литья под давлением для ваших индивидуальных пластиковых компонентов в медицинской, автомобильной и электронной областях.
Сотрудничая с нами, вы можете воспользоваться их проверенным и проверенным подходом, который, среди прочего, включает в себя следующее: Снижение количества дефектов с 5% до 0,2% за счет оптимизации пресс-форм и корректировки процесса было продемонстрировано в более чем 2000 проектах литья под давлением.
Для прецизионных деталей медицинского назначения вы не только сможете соблюдать размерные допуски 0,005 мм, но и массовое производство ваших изделий для литья под давлением будет физически лишено заусенцев.
У вас будет круглосуточный доступ к справочной системе по анализу DFM, что позволит вам очень быстро получать отзывы о технологичности ваших конструкций пресс-форм.
Кроме того, услуга гарантирует тщательную проверку процесса с помощью высокоточных измерительных приборов, таких как координатно-измерительные машины (КИМ) и 3D-сканеры, поэтому все заказы будут сопровождаться полным отчетом FAIR и сертификацией материала.
Другими словами, вы получите стабильные и надежные детали с нулевой вспышкой, тем самым избегая потерь из-за дефектов оклейки.
Это руководство было составлено на основе реального опыта реализации проектов, планы и информация взяты из реальных производственных случаев, что дает вам работоспособные и эффективные решения.
Получите быстрый доступ к официальному документу по прецизионному литью под давлением с нулевым обжигом — никаких сложных операций не требуется, быстро освоите основные методы решения!
Как устранить риск перелива материала при производстве литьевых форм из источника точности пресс-форм?
Надо понимать, что засветка в большинстве случаев вызвана неплотным пробором.
Физической основой решения этой проблемы является получение безоблезной поверхности разъема даже при высоких нагрузках (500-2000 кг/см) за счет применения стали высокой твердости и сверхточной шлифовки поверхности до микронного уровня, устранения зазоров.
Изготовление литьевых форм по сути, это вопрос точности пресс-формы. Проблемы с заусенцами при прецизионном литье под давлением примерно на 80% связаны с дефектами пресс-формы.
Почему даже новые формы покрываются засветами после непродолжительного использования?
В таких случаях обычно можно винить использование дешевых форм, изготовленных из обычной стали с довольно низкой твердостью или которые сохранили значительное внутреннее напряжение после процесса механической обработки.
Поверхность разъема в такой форме будет демонстрировать некоторую деформацию, разрушение и т.п. после десятков тысяч закрытий формы из-за слабых ударов.
Эти незначительные зазоры позволяют расплаву выходить во время литья под высоким давлением. Новые формы могут переполняться даже до 10 000 впрысков из-за прямого следствия недостаточной точности механической обработки.
Проще говоря, недорогие формы аналогичны формам низкокачественных железных горшков - после нескольких раз использования они могут деформироваться, даже протекать при небольшом давлении, и, конечно, они не выдерживают довольно высокого давления литья под давлением.
Влияние твердости термической обработки стали S136 на долговечность
S136 рекомендуется для изготовления прецизионных форм для литья под давлением, а различные уровни твердости приводят к значительным различиям в характеристиках. Проще говоря, чем выше уровень твердости, тем сильнее будет сопротивление поверхности разъема деформации.
| Твердость стали | Циклы закрытия пресс-формы | Значение деформации разделяющей поверхности | Цикл возникновения вспышки |
| КПЧ 30 | 10 000 циклов | 0,015 мм | В течение 10 000 циклов пресс-формы |
| КПЧ 40 | 50 000 циклов | 0,008 мм | После 50 000 циклов формования |
| СПЧ 52 | 500 000 циклов | 0,002 мм | Отсутствие заусенцев после 500 000 циклов формования. |
Закалка при HRC 52+ придает стали способность сопротивляться деформации на очень высоком уровне. В результате острота кромки разделительной поверхности в вашей форме будет оставаться стабильной в течение длительного времени, а кромка будет защищена от износа из-за ударов, вызванных закрытием формы.
Должна ли глубина вентиляционной канавки контролироваться на уровне 0,005 мм или 0,02 мм?
Разная вязкость пластика связана с разными пределами вентиляции. Для очень текучих материалов LCP глубина вентиляционной канавки должна быть ограничена 0,005 мм , а для обычных пластиков она может составлять даже 0,01 мм.
С помощью JS Precision прецизионное шлифование , вы можете иметь вентиляционные канавки с допуском 0,001 мм, что является отличным способом достаточно эффективно остановить утечку расплава.
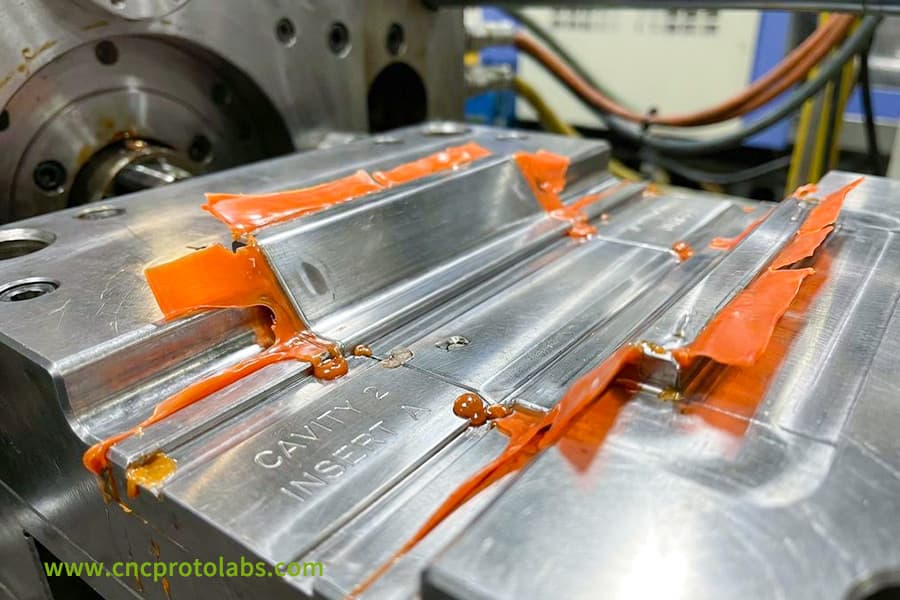
Рисунок 1: Крупный план вставки в полость прецизионной пресс-формы с видимым оранжевым налетом материала по краям, иллюстрирующий распространенный дефект.
Является ли недостаточная сила зажима единственной причиной заусенцев в процессе высокоточного литья под давлением?
Заусенец обычно появляется в результате дисбаланса давления впрыска и силы зажима. Когда сила зажима достаточна, утечка материала все равно будет происходить, если переключатель VP произойдет слишком поздно, что приведет к мгновенному избыточному давлению в полости или если недостаточная жесткость формы приведет к вздутию.
Высокоточное литье под давлением - это динамический баланс, его нельзя решить, просто увеличив один параметр.
Динамический баланс давления впрыска и силы зажима:
Система впрыска машины для литья под давлением создает движущую силу, направленную вперед, а система зажима обеспечивает обратную силу зажима.
Чтобы поддерживать баланс этих двух сил, вам следует определить разумное окно процесса. Разрыв линии разделения, приводящий к вспышке, будет прямым результатом дисбаланса давления .
Другими словами, давление впрыска и силу зажима можно сравнить с перетягиванием каната, обе стороны должны быть сбалансированы. Чрезмерное усилие с любой стороны «потеряет контроль» и приведет к вспышке.
Влияние задержки переключения VP на мгновенное воздействие высокого давления
Переключение VP резко меняет точку впрыска на давление удержания. Если вы задержите переключение, то пространство в форме будет заполнено расплавом, и давление сразу же достигнет пика, даже в 1,5 раза превышающего нормальный уровень . Это воздействие настолько сильное, что может разрушить крошечный зазор в линии разъема на микронном уровне, и образуется вспышка.
Компенсация перелива в режиме реального времени с использованием датчиков давления в полости пресс-формы
JS Точность уже много лет устанавливают датчики давления в пресс-формы, и их использование позволяет не только визуализировать давление в пресс-форме, но и управлять им в замкнутом контуре с точки зрения скорости впрыска и удержания давления в режиме реального времени благодаря быстрой обратной связи сигнала давления.
Всплеск партии можно полностью исключить за счет автоматизации процесса на основе обнаружения аномального давления.
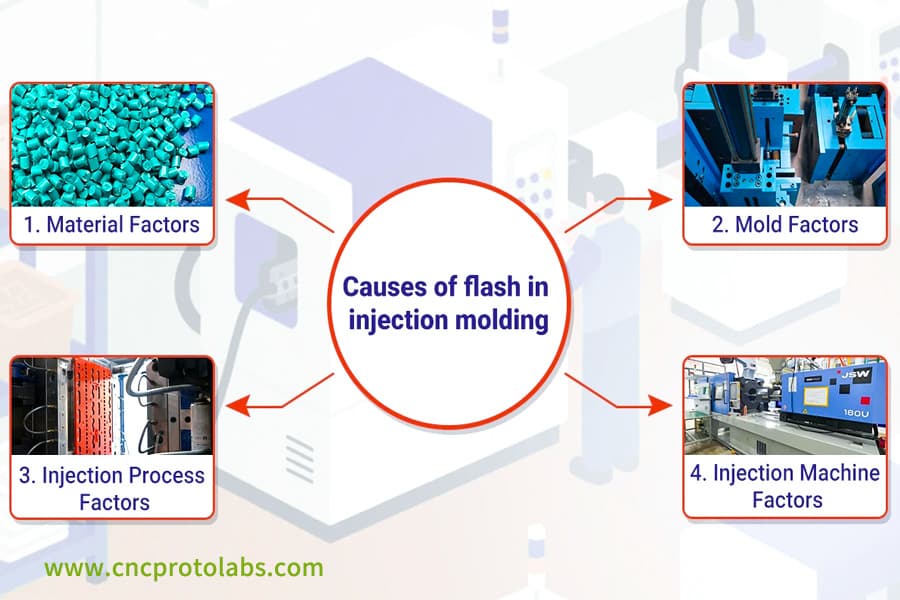
Рисунок 2. Инфографика, в которой перечислены четыре основные категории причин заусенцев при литье под давлением: материал, форма, процесс впрыска и машинные факторы.
Ваши изделия для литья под давлением вызвали помехи при сборке из-за чрезмерной летающей кромки?
Прежде всего, вы должны понимать, что прецизионные электронные разъемы или детали медицинских насосов должны изготавливаться с очень жесткими допусками (обычно 0,01 мм).
Засветка очень вредна, поскольку она не только увеличивает размер деталей, но также может разрушить уплотнения или даже вызвать загрязнение пластиковой пылью, что является одной из прямых причин выхода из строя прецизионных сопрягаемых деталей.
Действительно, точность изделий литья под давлением является одним из основных факторов, определяющих успешную сборку ваших изделий.
Влияние оплавления на габаритные допуски:
Незначительный зазор в 0,02 мм можно считать незначительным, однако при сборке разных деталей такой небольшой припуск может быть увеличен даже до более чем 0,1 мм.
Это может вызвать проблемы, такие как ненормальные усилия при вставке/извлечении и заклинивание прецизионных шестерен или разъемов, и в конечном итоге привести к выбрасыванию продукта.
Проблемы с ручной обрезкой вспышки:
Удаление вспышки вручную не является точным , и последствиями являются, помимо прочего, незакрытые закругленные углы и царапины на поверхности. Плохое качество от партии к партии. изделия для литья под давлением из-за несоответствия является причиной того, что массовое производство не в состоянии удовлетворить свои требования.
Как автоматизированные системы визуального контроля могут обнаруживать небольшие дефекты:
В JS Precision имеется оборудование для визуального контроля последнего поколения с высоким разрешением, которое способно обнаружить дефекты размером более 0,01 мм. Вы можете быть уверены, что каждый товар прошел 100% проверку на отсутствие дефектов и дефектов.
| Метод обнаружения | Точность идентификации | Эффективность обнаружения | Процент бракованных изделий |
| Ручная проверка | 0,05 мм | 10 штук/минуту | 8% |
| Автоматизированный визуальный контроль | 0,01 мм | 60 штук/минуту | 0,02% |
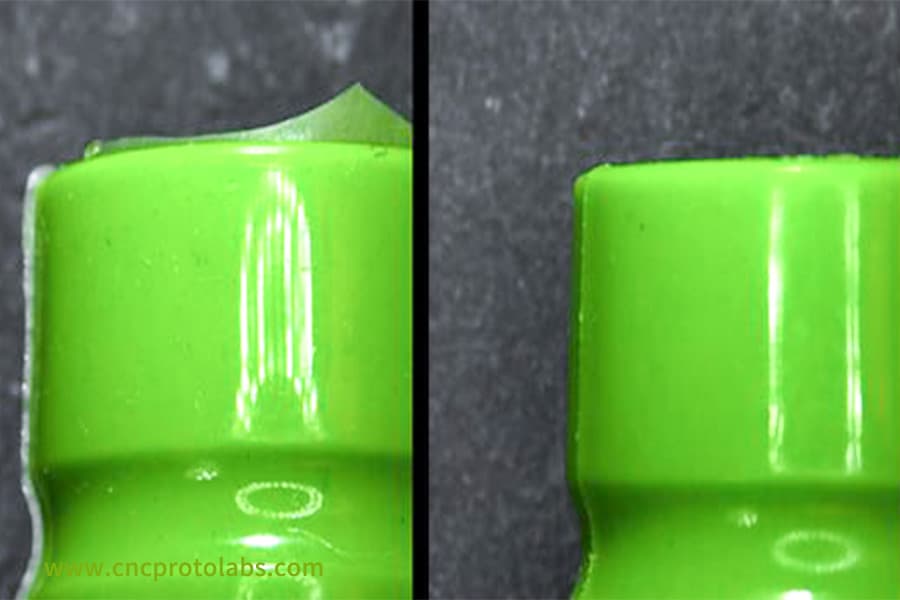
Рисунок 3: Параллельное сравнение: пластиковая деталь с чистым краем рядом с деталью с дефектным неровным краем.
Как избежать заусенцев за счет оптимизации поверхности разъема на этапе проектирования прецизионного литья под давлением?
Проект оптимизации должен основываться на исследовании текучести пресс-формы. Области высокого давления в точках слияния расплава можно спрогнозировать таким образом, чтобы вместо плоского контакта использовалась конструкция шунтирующего штифта или ползуна, а также можно было установить специальную разгрузочную канавку для размещения дополнительного расплава. Проверьте размеры формовочной поверхности в соответствии с Стандарт ИСО 286-1 .
Точное проектирование литья под давлением может снизить вероятность образования заусенцев на 70%.
Определение зон воздействия высокого давления с помощью Moldflow
Вы можете использовать моделирование Moldflow на этапе проектирования , чтобы заранее обнаружить локальное высокое давление, вызванное неравномерной толщиной стенок и неправильным положением затвора. Эти области высокого давления являются наиболее пострадавшими областями передней кромки, и их заблаговременная оптимизация может избежать последующих проблем.
Конструкция затвора и оптимизация радиуса:
Помимо вертикальных запорных устройств, запорные устройства со скошенной кромкой обеспечивают более прочный механизм самоблокировки и более плотное закрытие. Когда угол R отрегулирован правильно, не только направляется поток расплава, но и уменьшаются силы сдвига на краях, что приводит к снижению риска вспышки.
Конструкция канавок с отверстиями обеспечивает буферное пространство для избыточного расплава
Микроканавки могут быть зарезервированы в некритических местах на линии разъема для активного размещения очень небольших количеств газа и расплава. Это усовершенствованный метод изготовления форм , который полностью предотвращает засветку в критических точках.
Почему за низкие цены на литье под давлением часто скрываются высокие затраты на обрезку?
Значительное снижение цен обусловлено, главным образом, упрощенной конструкцией пресс-форм и низкой точностью обработки. Это, в свою очередь, делает процент дефектов довольно высоким , и приходится в значительной степени удалять заусенцы вручную.
Таким образом, себестоимость единицы продукции, включая рабочую силу, отходы и задержки в доставке, будет намного выше, чем у прецизионных форм. Ловушка низкой цены расценки на литье под давлением в конечном итоге может стоить вам дороже.
Расчет стоимости работ по обрезке:
Общая стоимость одной детали = цена за единицу продукта + плата за ручную обрезку + плата за вторичную обработку + плата за обмен лома.
Для продуктов с дешевыми формами затраты на обрезку рабочей силы могут составлять 50% от цены за единицу, что делает общую стоимость значительно выше, чем у изделий, изготовленных методом прецизионного литья под давлением.
Влияние уровня брака и задержек поставок на цепочку поставок:
Если проблемы с флэш-памятью возникают постоянно, то вполне возможно, что производство будет остановлено, а графики выпуска продукции также будут нарушены. Потери, вызванные задержкой доставки, будут намного выше, чем разница в цене между двумя формами.
Является ли предложение гарантией продолжительности жизни без использования Flash?
Составляя сравнительную расценку на литье под давлением, спросите, будет ли литьевая форма точной и без дефектов в течение следующих десяти тысяч запусков пресс-формы. Например, JS Precision дает гарантию на 500 000 впрысков без вспышек, что означает, что вы можете рассчитывать на долгосрочное производство без проблем.
Получите несколько прозрачных расценок на литье под давлением одним щелчком мыши, отклонив скрытые расходы и наслаждаясь высокой экономической эффективностью без каких-либо вспышек!
Как добиться нулевой доставки нестандартных пластиковых компонентов для высокотекучих пластмасс?
Материалы с очень высокой текучестью, такие как LCP или PA66 , могут вызвать утечку, даже если зазор составляет всего 0,008 мм.
Помимо точного контроля вязкости, основанного на поддержании постоянной температуры регулятора температуры формы, необходимо вакуумное литье под давлением, чему способствует использование герметизации металлических частей на микронном уровне во время литья под давлением со вставками.
Высокоточное литье под давлением является ключевым фактором, который гарантирует отсутствие вспышки даже при работе с материалами с очень высокой скоростью потока .
Контроль температуры пресс-формы для регулирования вязкости материалов с высокой скоростью текучести
Когда температура формы изменяется, вязкость материала также меняется, что может легко вызвать переливы. Для поддержания стабильной текучести материала и предотвращения вспышки рекомендуется использовать прецизионный регулятор температуры масла с точностью контроля температуры формы ± 1 ℃.
Проще говоря, контроль температуры формы можно сравнить с регулировкой сладости чая с молоком: даже небольшая разница в температуре меняет «сыпучесть» материала, и если не соблюдать осторожность, он может «перелиться» (вспыхнуть).
Данные по адаптации параметров литья под давлением для различных пластмасс с высокой сыпучестью могут служить руководством для точного управления риском перелива.
Ниже приведена сводка основных параметров после фактического тестирования и оптимизации.
| Тип пластика | Рекомендуемая температура формы (°C) | Глубина вентиляции (мм) | Давление впрыска (МПа) | Усилие зажима (кг/см²) | Выход без мгновенной обработки (%) |
| LCP (жидкокристаллический полимер) | 120-140 | 0,003-0,005 | 160-190 | 1200-1500 | 99,7 |
| PA66 (усиленный) | 80-100 | 0,005-0,008 | 140-170 | 1000-1300 | 99,5 |
| ПБТ (огнестойкий) | 70-90 | 0,006-0,010 | 130-160 | 900-1200 | 99,3 |
| PEEK (медицинский класс) | 180-200 | 0,002-0,004 | 180-210 | 15:00-18:00 | 99,8 |
| ТПУ (высокий уровень прозрачности) | 50-70 | 0,008-0,012 | 120-150 | 800-1100 | 99,1 |
Применение литья под давлением с вакуумной откачкой тонкостенных деталей
Вакуумная откачка позволяет заранее удалить воздух из полости формы, снизить давление впрыска и заполнить полость с меньшим усилием, следовательно, уменьшить образование заусенцев.
Технология прецизионной герметизации для формованных вставок
Металлические вставки могут иметь погрешности в размерах, из-за которых зазоры сопрягания становятся большими. JS Precision использует регулируемые вставки в пресс-формы с зазором между сочленениями <0,01 мм, тем самым обеспечивая литье вставок без заусенцев для ваших нестандартных пластиковых компонентов.
На какие основные компетенции следует обратить внимание при поиске поставщика литья под давлением без обжига?
Первоклассный поставщик должен быть оснащен полностью электрическими термопластавтоматами (с точностью повторяемости до 0,01 мм), чистым помещением с контролируемой температурой, возможностями научного анализа формования и способностью составлять объективные отчеты об испытаниях, такие как распределение давления на поверхности разъема.
Возможность прецизионного литья под давлением является основным порогом для поставщиков литья под давлением без обплава.
Полностью электрическая термопластавтомат и повторяемость:
С точки зрения точности регулирования давления и положения полностью электрические термопластавтоматы намного опережают традиционные гидравлические прессы. Кроме того, у вашего поставщика должны быть полностью электрические двигатели, такие как двигатели Fanuc, с уровнем повторяемости 0,01 мм.
Поддержка научных данных по формованию:
Надежные поставщики выполнят проверку DOE (системы выполнения устройств) для процесса, а не вносят коррективы, основываясь только на своем опыте, тем самым предоставляя вам систематические данные процесса для поддержания стабильности производства.
Данные о стабильности и отчеты об испытаниях непрерывной работы:
Вы должны проверить отчет поставщика о непрерывном производстве CPK за 24–48 часов. Поставщики только с CPK 1.33 могут обещать нулевую стабильность вспышки при массовом производстве.
Получите авторитетный список поставщиков, чтобы точно соответствовать поставщик литья под давлением без вспышки и исключите риски сотрудничества!
Пример использования JS Precision: нулевая проблема с передовыми технологиями для медицинских зубчатых механизмов Peek Micro Gears
Возникшие проблемы:
Клиент хотел изготовить микрошестеренки из медицинского PEEK диаметром всего 5 мм. Помимо своей дороговизны, PEEK — это материал с высокой скоростью потока. Сначала при давлении впрыска 180 МПа форма давала заусенцы по краям 0,05 мм, что приводило к заклиниванию шестерен и выход продукта составил всего 60%.
Они отчаянно нуждались в массовом производстве, поэтому проблема со вспышкой стала основным узким местом. Ручная обрезка вряд ли сможет удовлетворить требования точности, предъявляемые к изделиям медицинского назначения, и значительно увеличит производственные затраты.
Решение:
Для решения этих проблем мы внедрили многогранный подход:
1. Оптимизация пресс-формы:
Мы тщательно оптимизировали текущую форму, в том числе повысили точность подгонки разделительной поверхности с 0,01 мм до 0,002 мм. Таким образом, возможность просачивания расплавленного материала была полностью исключена.
2. Оборудование и параметры:
Мы остановили свой выбор на полностью электрической машине для литья под давлением Fanuc, и ее положение переключения VP строго контролировалось с допуском 0,02 мм, чтобы предотвратить появление вспышки, возникающей из-за внезапных пиков давления.
3. Оптимизация процесса:
Мы внедрили методы анализа и моделирования потока Moldflow, чтобы оптимизировать компоновку литника и минимизировать давление в полости в определенных точках. Кроме того, чтобы поддерживать стабильную вязкость материала PEEK, мы использовали высокоточный контроллер формы с постоянной температурой.
4. Контроль качества:
Во-первых, была внедрена новая роботизированная система визуального контроля для немедленного обнаружения и отбраковки продукции с очень небольшими дефектами. Во-вторых, для каждого продукта было обеспечено строгое соблюдение процедур контроля качества ISO 9001:2015 на соответствие медицинским стандартам.
Окончательные результаты:
Миниатюрные шестерни из медицинского PEEK вообще без вспышки были получены клиентом. Кроме того, основные размерные допуски стабилизированы в пределах 0,005 мм. Выход продукта увеличился с 60% до 99,8%.
Кроме того, полностью исключены ручной осмотр и обрезка. Сроки реализации проекта были сокращены на 40%, себестоимость единицы продукции снижена на 25%, что позволило добиться успешного серийного производства и вывода на рынок медицинских изделий.
Тематическое исследование демонстрирует солидный технический опыт JS Precision в области прецизионного литья под давлением, который позволил нам решить проблемы, связанные с производством без заусенцев , и в то же время удовлетворить очень жесткие требования крупных отраслей, таких как медицинская и автомобильная.
Получите авторитетный список поставщиков для проверки, точно подберите поставщика для литья под давлением без обплава и устраните риски сотрудничества!
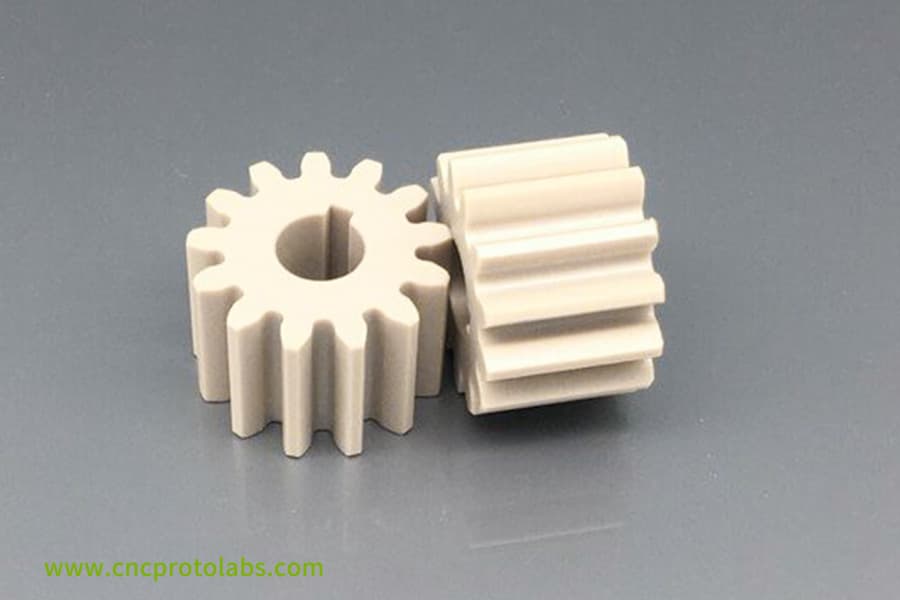
Рис. 4. Две светлые пластиковые микрошестеренки с точной геометрией зубьев и гладкой поверхностью без заусенцев.
Часто задаваемые вопросы
Вопрос 1: Что такое вспышка при литье под давлением?
Вспышка — это очень тонкий остаток расплавленного пластика, который при выдавливании попадает в линию разъема формы или в зазор штифта выталкивателя. Обычно это вызвано двумя основными причинами: слишком большим давлением или слишком большим зазором формы.
В2: Предотвращает ли более высокая сила зажима вспышку?
Использование слишком большого усилия зажима не остановит заусенец, на самом деле это может привести к повреждению или необратимой деформации линии разъема формы, что приведет к еще большим проблемам с заусенцем в будущем.
Вопрос 3. Какие материалы наиболее склонны к вспышке?
Материалы с низкой вязкостью и высокой текучестью, такие как PA66 LCP PBT и некоторые эластомеры, чаще всего подвержены вспышкам во время литья под давлением.
В4: Влияет ли скорость впрыска на вспышку?
Скорость впрыска, как и температура, напрямую контролирует вспышку. Очень высокая скорость создаст очень высокое мгновенное пиковое давление , которого может быть достаточно, чтобы открыть очень маленькие зазоры в линии разъема, вызывая вспышку.
В5: Почему в старых формах увеличивается облысение?
Линия разъема старых форм может быть повреждена или размягчена в результате постоянного зажима под высоким давлением и ударов в течение длительного периода. В результате снижается точность закрытия формы и увеличивается обдув.
Вопрос 6: Как предотвратить засветку при литье под давлением?
Чтобы предотвратить заусенец при литье под давлением, металлическая вставка и канавка формы должны очень плотно прилегать друг к другу, обычно с зазором менее 0,01 мм.
Вопрос 7: Правда ли, что засвет можно устранить, снизив температуру формы?
Понижение температуры формы может уменьшить вспышку лишь на короткое время, однако это может привести к усадке изделия или повышению уровня внутреннего напряжения. Это вопрос баланса текучести и качества продукта.
Вопрос 8. Как JS Precision гарантирует срок службы пресс-формы?
После первоначальной поставки клиент возвращается к поставщику для второго этапа производственного цикла. Лазерная закалка разделительной поверхности пресс-формы компанией JS Precision и регулярное точное техническое обслуживание способствуют тому, что пресс-форма остается без заусенцев до 500 000 циклов, тем самым обеспечивая долгосрочную стабильность.
Вопрос 9: Почему расценки на литье под давлением различаются и как мне получить экономически эффективное и безошибочное предложение?
При очень низкой цене часто используются формы низкой точности, что приводит к высокому проценту брака и дополнительным затратам на обрезку и брак. реальное экономически эффективное предложение должны обеспечить долгосрочное и стабильное производство. Например, JS Precision предлагает гарантию на 500 000 циклов без вспышек. Всегда оценивайте общую стоимость владения и гарантию точности поставщика, а не только первоначальную цену за единицу продукции.
Краткое содержание
Обложка никогда не является поверхностной проблемой, которую можно решить только за счет увеличения силы зажима. На самом деле это системный инженерный проект, включающий точность пресс-формы, дизайн продукта и процесс литья под давлением.
Только четко придерживаясь трех ключевых элементов изготовления пресс-форм на микронном уровне, научного контроля впрыска и предварительной оптимизации, можно по-настоящему добиться стабильного производства без вспышек при точном литье под давлением.
Обладая 15-летним опытом точного производства, полной системой контроля качества и международными сертификатами, JS Precision предложит вам практичные, недорогие и высокостабильные решения для литья под давлением с нулевым обплавом.
Пытаетесь полностью устранить проблемы со вспышкой и снизить общие производственные затраты? Свяжитесь с нами сейчас получите профессиональное предложение по литью под давлением и начните свой эффективный и беззаботный путь к точному производству.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

