

La progettazione di stampi a iniezione di materie plastiche è il prerequisito fondamentale per la produzione di stampi a iniezione di materie plastiche e molte aziende incontrano tali problemi:
Ho ricevuto due preventivi di stampi apparentemente identici, ma i prezzi differiscono di decine di migliaia di dollari. Dopo lo stampaggio di prova, sono stati riscontrati difetti nelle parti che hanno dovuto essere rielaborate e modificate. La radice di questi problemi spesso non risiede nella muffa stessa, ma nella fase iniziale progettazione di stampi per iniezione plastica decisioni.
Questo articolo dimostrerà come attraverso la progettazione scientifica è possibile risparmiare fino al 20% in termini di costi senza compromettere la qualità, il che sarà di grande aiuto per le aziende in termini di riduzione dei costi e miglioramento dell'efficienza nella produzione di stampaggio a iniezione di materie plastiche.
Riepilogo chiave:
Attraverso l'ottimizzazione della progettazione delle parti in plastica per lo stampaggio a iniezione, l'uso della tecnologia di raffreddamento conformale e la selezione di materiali scientifici, è possibile ridurre i costi dello stampo del 15-30%, mentre allo stesso tempo il ciclo di stampaggio può essere abbreviato di oltre il 20% .
Una corretta progettazione degli stampi per iniezione plastica può contribuire a ridurre gli scarti e aumentare l'efficienza produttiva direttamente alla fonte.
| Fattori chiave | Impatto sui costi | Metodi di implementazione |
| Metodi di implementazione | Riduce i costi del 15-20% | Analisi DFM, uniformità dello spessore delle pareti |
| Progettazione del sistema di raffreddamento | Riduce il tempo di ciclo del 20-35% | Canali di raffreddamento conformi |
| Selezione dei materiali | Risparmia il 15-25% | Bilancio delle prestazioni e dei costi |
Conclusioni chiave
- La fase di progettazione determina l'80% del costo di produzione: l'analisi DFM in fase di pianificazione aiuta a risparmiare sulle spese di modifica dello stampo in un secondo momento.
- Il sistema di raffreddamento è il principale fattore di efficienza: il miglioramento della progettazione del raffreddamento può portare a una riduzione del 15-35% del tempo di ciclo.
- La selezione dei materiali è un compromesso tra prestazioni e producibilità: la scelta appropriata della plastica stampabile a iniezione ha il potenziale di ridurre i costi unitari di oltre 0,01 dollari.
Perché fidarsi di questa guida? L'esperienza di JS Precision nella progettazione di stampi a iniezione di materie plastiche
La scelta di una guida affidabile alla progettazione di stampi per iniezione plastica è uno dei primi passi che consentono alle aziende di raggiungere livelli di risparmio sui costi e di miglioramento dell'efficienza. JS Precision, con una lunga storia di esperienza nel settore dello stampaggio a iniezione di materie plastiche, è un partner affidabile su cui contare.
Vantiamo un team di ingegneri qualificati che ha realizzato oltre 100.000 progetti di progettazione di stampi per iniezione plastica, fornendo servizi ad aziende in più di 50 paesi in tutto il mondo, inclusi settori come quello automobilistico, elettronico e medico.
Rispettiamo sempre lo standard globale ISO 13485, garantendo che ogni soluzione di progettazione di stampi a iniezione di plastica sia conforme alle specifiche del settore. ISO 13485:2016 è uno standard fondamentale nella nostra azienda nella progettazione e produzione.
Nel frattempo abbiamo assistito un'azienda elettronica nell'affrontare il problema dei costi estremamente elevati degli stampi. Il prezzo originale dello stampo per iniezione di plastica dell'azienda ammontava a $ 12.000.
Dopo aver riprogettato lo stampo per iniezione plastica, le modifiche alla progettazione dello stampo per iniezione plastica e le configurazioni del sistema di raffreddamento, il costo dello stampo è stato ridotto del 28% e il ciclo di stampaggio è stato ridotto del 32%, consentendo all'azienda di risparmiare oltre $ 50.000 all'anno sui costi di produzione .
È la nostra profonda esperienza pratica che ci ha permesso in larga misura di avere successo. Facciamo affidamento anche sul servizio basato sui dati come garanzia di qualità.
Ad esempio, possiamo eseguire analisi DFM in 2 giorni, individuare da cinque a otto punti di ottimizzazione del progetto e allo stesso tempo fornire servizi per la simulazione del flusso dello stampo e la realizzazione di stampi. Una volta implementata la soluzione di progettazione dello stampo per iniezione plastica, la produzione può iniziare immediatamente.
Siamo in grado di produrre quasi tutti i tipi di stampi per iniezione plastica, compresi stampi a cavità singola, stampi a cavità multipla con estrazione laterale del nucleo. Con le nostre capacità professionali possiamo soddisfare le esigenze dei clienti e, allo stesso tempo, alleviare ed eliminare le preoccupazioni dei clienti di fascia alta sulla qualità della progettazione e sul controllo dei costi.
Per saperne di più sulle nostre storie di successo e ottenere strategie personalizzate di riduzione dei costi per la progettazione di stampi per iniezione plastica, contatta i nostri ingegneri per una consulenza individuale.
Quali sono i fattori chiave di progettazione che incidono sul costo dello stampo a iniezione di plastica?
Molti produttori si chiedono perché i costi degli stampi per iniezione plastica differiscono così tanto anche quando gli stampi sembrano identici. Il motivo principale sono i fattori chiave nella progettazione degli stampi per iniezione plastica: numero di cavità, acciaio dello stampo e complessità del sistema di raffreddamento. L'estrazione laterale del nucleo si traduce in stampi più grandi e prezzi più alti.
Numero di cavità e dimensioni dello stampo
La quantità di cavità è il fattore principale degli stampi per iniezione plastica in termini sia di costi che di efficienza produttiva. Per riferimento, uno stampo a cavità singola costa circa $ 3.000- $ 5.000, mentre il prezzo di uno stampo a quattro cavità può arrivare fino a $ 8.000- $ 12.000.
Pertanto, ogni incremento del 10% nella dimensione della base dello stampo si traduce in un aumento del prezzo del 15-20%, a causa della maggiore domanda di acciaio e della maggiore durata della lavorazione.
L'impatto esponenziale dell'accuratezza della tolleranza sui costi
La precisione della tolleranza provoca un aumento esponenziale costo dello stampo per iniezione plastica : 0,1 mm è il costo di base, il serraggio a 0,05 mm aggiunge il 15% in più di costo, a 0,01 mm, che richiede l'elaborazione EDM, il prezzo aumenta di oltre il 50%. L'elevata precisione allunga drasticamente le operazioni di lavorazione e aumenta il livello di difficoltà.
| Precisione della tolleranza | Metodo di lavorazione | Variazione dei costi | Scenari applicabili | Ciclo di lavorazione |
| ±0,1 mm | Lavorazione convenzionale | Valore di base | Parti in plastica ordinarie | 5-7 giorni |
| ±0,05 mm | Lavorazione di precisione | Aumento del 15% | Parti dell'Assemblea Generale | 8-10 giorni |
| ±0,01 mm | Lavorazione per elettroerosione | Aumento di oltre il 50% | Parti di alta precisione | 15-20 giorni |
| ±0,005 mm | Lavorazione ad altissima precisione | Aumento di oltre il 100% | Parti mediche e aerospaziali | 25-30 giorni |
Complessità del meccanismo interno
Il macchinario interno di uno stampo è più complesso, quindi ha un’influenza molto più diretta sul costo degli stampi per iniezione plastica. Ad esempio, solo uno slider normale costa altri $800-$1200.
Inoltre, il meccanismo idraulico di estrazione del nucleo è compreso tra $ 1500 e $ 2500. Entrambi richiedono non solo processi di lavorazione e assemblaggio aggiuntivi, ma richiedono anche una maggiore precisione di progettazione.
Le tue parti hanno tolleranze rigorose non necessarie? Invia disegni per la revisione gratuita della producibilità della tolleranza (DFT) e consigli sull'ottimizzazione dei costi.
Come ottimizzare la progettazione di parti in plastica per lo stampaggio a iniezione per ridurre sostanzialmente i costi?
La progettazione delle parti rappresenta circa il 60% e oltre del costo della progettazione degli stampi a iniezione di plastica. La maggior parte delle aziende scopre di dover pagare più del previsto in seguito perché non hanno ottimizzato i propri progetti all'inizio.
Con misure come il mantenimento di uno spessore costante delle pareti, l'inclusione degli angoli di sformo e la rimozione di elementi complicati, è possibile risparmiare fino al 20-30% sui costi fin dall'inizio.
Principi di progettazione dello spessore delle pareti
Il principio fondamentale dietro a progettazione di parti in plastica per stampaggio a iniezione è uno spessore di parete costante. Materiali diversi richiedono spessori diversi per prestazioni ottimali come l'ABS 1. 2-1. 8 mm, PP 1,0-2. 5mm, o PC 1.5-3. 0 mm.
- Intervallo ottimale di spessore della parete per ABS: 1,2-1,8 mm.
- Intervallo ottimale di spessore della parete per PP: 1,0-2,5 mm.
- Intervallo ottimale di spessore della parete per PC: 1,5-3,0 mm.
Gli spessori delle pareti superiori a 4 mm aumentano il tempo di raffreddamento del 300%, aumentano il rischio di segni di ritiro del 50% e aumentano l'utilizzo del materiale, aumentando ulteriormente i costi.
Impostazione degli angoli di sformo
Uno dei vantaggi di impostare correttamente gli angoli di spoglia è che lo stampo è meno esposto all'usura. Inoltre, questo riduce la complessità del progetto:
Se non viene fornito un angolo di spoglia adeguato, la sformatura può diventare un'operazione molto difficile, che a sua volta porterà ad un aumento significativo del tasso di scarto.
Scarica il nostro Libro bianco sulla progettazione di parti in plastica per l'ottimizzazione dello stampaggio a iniezione per ottenere specifiche di progettazione dettagliate, evitare facilmente errori di progettazione e ridurre i costi dall'origine.
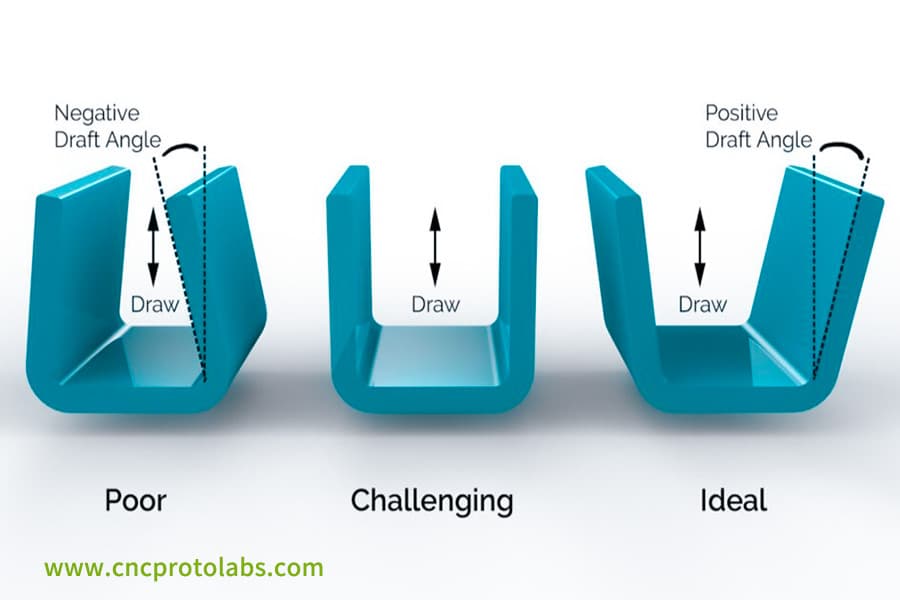
Figura 1: Un'illustrazione che mette a confronto tre tipi di angoli di sformo (Scarso, Impegnativo, Ideale) per l'espulsione delle parti in plastica, con le frecce che indicano la direzione di sformo.
Come impostare i requisiti per bloccare il costo ottimale dello stampo a iniezione di plastica?
Dopo aver ottimizzato la progettazione di parti e stampi, è necessario divulgare la quantità di produzione annuale, il tipo di materiale, il livello di tolleranza e la durata dello stampo in modo che i costi dello stampo a iniezione di plastica possano essere determinati con precisione. Ciò aiuterà a sviluppare soluzioni economiche e anche ad evitare costi aggiuntivi dovuti a modifiche successive.
Quantità di produzione diverse all'anno possono significare tipi di stampi, selezioni di materiali e relativi costi molto diversi. I dati seguenti possono aiutare le aziende a stabilire i giusti requisiti e determinare con precisione il costo dello stampo a iniezione per plastica, oltre a fornire supporto dati per la progettazione dello stampo a iniezione per plastica.
| Domanda annuale (pezzi) | Numero consigliato di cavità | Materiale dello stampo | Costo dello stampo (USD) | Costo di manutenzione annuale (USD) | Durata stimata dello stampo (10.000 cicli) |
| Sotto i 10.000 | 1-2 cavità | Stampo in alluminio (Al 7075-T6) | 3.000-5.000 | 150-300 | 5-10 |
| 10.000-50.000 | 2-4 cavità | P20 Acciaio | 8.000-15.000 | 400-600 | 20-50 |
| 10.000-50.000 | 4-8 cavità | H13 Acciaio | 15.000-30.000 | 800-1.200 | 100-150 |
| 100.000-500.000 | 8-16 cavità | Acciaio H13/S136 | 30.000-60.000 | 1.500-2.000 | 150-200 |
| Oltre 500.000 | 16-32 cavità | Acciaio S136/420SS | 60.000-120.000 | 2.500-3.500 | Oltre 200 |
Selezionare il materiale dello stampo in base al volume di produzione
Il controllo dei costi risiede principalmente nella scelta del materiale dello stampo giusto verso ciascun obiettivo di produzione annuale:
Gli stampi in alluminio sono adatti per produzioni annue inferiori a 100.000 pezzi, il loro costo è circa il 50-60% inferiore rispetto agli stampi in acciaio. L'acciaio P20 è utilizzato per esigenze medie, l'acciaio H13 è un materiale altamente resistente all'usura con una durata di oltre 1 milione di cicli ed è generalmente utilizzato per produzioni su larga scala.
- Stampi in alluminio (Al 7075-T6): durata 50.000-100.000 cicli, riduzione dei costi del 50-60% rispetto agli stampi in acciaio, solitamente l'opzione migliore per i casi in cui la produzione annua è inferiore a 100.000 unità.
- Acciaio P20: durata di vita 200.000-500.000 cicli, prezzo ragionevole, adatto alla normale domanda con una produzione annua di 100.000-1.000.000 di pezzi.
- Acciaio H13: durata >1.000.000 di cicli, durezza HRC 48-52, ideale per la produzione di volumi elevati con una produzione annua superiore a 1 milione di unità.
Definire chiaramente le dimensioni critiche e non critiche
Non tutte le dimensioni richiedono un'elevata precisione. La distinzione tra dimensioni critiche e non critiche può ridurre significativamente i costi degli utensili:
Indicare 3-5 dimensioni CTQ (Critical To Quality) con tolleranza stretta (tolleranza entro 0,02 mm) per i requisiti di assemblaggio, mentre per le aree non critiche ridurre le tolleranze a 0,2 mm, riducendo in questo modo i tempi di lavorazione del 40%.
Impostazione del ciclo di manutenzione
Impostando correttamente i cicli di manutenzione è possibile aumentare sensibilmente la vita dello stampo e diminuire i costi nel tempo:
La cura preventiva dello stampo ogni 50.000-100.000 cicli rappresenta circa il 3-5% del costo annuale dello stampo, tuttavia con tale prevenzione consente di aumentare della metà la vita dello stampo ed evita anche perdite legate a tempi di fermo e rilavorazioni.
Le parti di uno stampo a iniezione di plastica: come può il sistema di raffreddamento aiutarti ad abbreviare il ciclo del 30%?
Le parti di uno stampo a iniezione di plastica includono componenti principali come fusione, raffreddamento ed espulsione . Il sistema di raffreddamento è responsabile della maggior parte del tempo di stampaggio, stimato al 60-75%. Migliorare l’efficienza del sistema di raffreddamento può ridurre notevolmente il tempo di ciclo, i costi di produzione e anche aiutare a raggiungere l’obiettivo Norma ISO 20457:2018 .
Raffreddamento conforme e raffreddamento tradizionale
La differenza fondamentale tra il raffreddamento tradizionale e il raffreddamento conformato è che:
- Raffreddamento tradizionale: con una spaziatura dei canali di 25-40 mm, le differenze di temperatura dello stampo possono arrivare fino a 10-20°C. Ciò porta alla produzione di articoli deformati e che presentano segni di ritiro.
- Raffreddamento conforme: i canali possono essere progettati in modo tale da essere in armonia solo con la forma del prodotto . In questo modo la differenza di temperatura viene uniformata a 2°C, la quantità di deformazione viene ridotta del 30-50% e il tempo di raffreddamento viene ridotto.
Indicatori quantitativi per l'efficienza di raffreddamento
L'efficienza di raffreddamento deve soddisfare i criteri quantitativi: per un raffreddamento costante si consiglia una portata dell'acqua di 2-3 m/s (numero di Reynolds > 5000). In teoria, un tempo di raffreddamento di 1 secondo può comportare un incremento di produzione di circa 100.000 pezzi all'anno con uno stampo a 8 cavità, aumentando notevolmente la capacità.
Oltre a migliorare la capacità produttiva, anche il sistema di raffreddamento è un fattore importante che influisce sulla qualità del prodotto.
L'abbassamento del differenziale di temperatura dello stampo di 5°C potrebbe comportare una diminuzione dello stress interno del prodotto del 20% e una riduzione della deformazione di deformazione del 15%, un processo di raffreddamento gestito correttamente può portare a una cristallinità plastica più elevata di circa il 5-10%, con conseguenti migliori proprietà meccaniche e minori tassi di scarto dei prodotti.
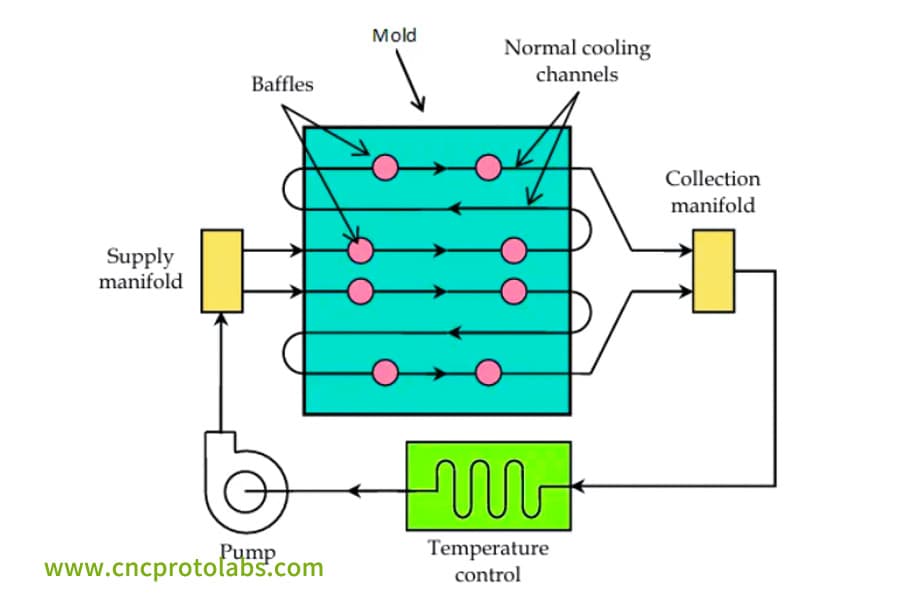
Figura 2: Un diagramma che mostra la struttura interna di un sistema di raffreddamento dello stampo, compresi collettori di alimentazione/raccolta, normali canali di raffreddamento e deflettori.
Come scegliere la giusta plastica stampata a iniezione per bilanciare prestazioni e costi?
Scegliere il giusto plastiche stampabili ad iniezione è un must per la progettazione di stampi a iniezione plastica. I materiali solitamente rappresentano il 30-60% del costo totale del pezzo. Incorporare la compensazione del ritiro insieme alla scelta dell'acciaio per stampi può non solo aiutare a ridurre al minimo i costi, ma anche a garantire che le prestazioni non vengano compromesse.
Livelli di costo dei materiali
| Tipo materiale | Materiale rappresentativo | Costo (USD/kg) | Scenari applicabili |
| Materie plastiche generali | PP, ABS, FIANCHI | 1.2-2.0 | Parti civili generali, non portanti. |
| Ingegneria delle materie plastiche | PC, PA66, POM | 2.8-4.0 | Parti industriali, automobilistiche, di assemblaggio. |
| Materie plastiche ad alte prestazioni | PEEK, LCP | 20-100 | Parti mediche, aerospaziali e per ambienti ad alta temperatura. |
Impatto dei materiali sulla durata dello stampo
Le caratteristiche della plastica stampabile a iniezione non influiscono solo sul grado di usura dello stampo, ma influenzano anche il costo dello stampo per iniezione plastica:
Ad esempio, i materiali rinforzati con fibra di vetro al 30% aumenteranno il tasso di usura di 3-5 volte , rendendo quindi necessario l'uso di acciaio duro come H13, d'altra parte, i materiali con ritardanti di fiamma richiedono acciaio inossidabile S136, che aumenterà la durata dello stampo di 2 volte.
Controllo del ritiro
Poiché diverse proprietà della plastica stampabile a iniezione portano a tassi di ritiro diversi, la progettazione dello stampo a iniezione di plastica deve essere adattata di conseguenza: 0,4-0,8% per materiali non cristallini, 1,5-3,0% per materiali cristallini. Ogni restringimento aggiuntivo dell'1% richiede una modifica delle dimensioni dello stampo di 0,02 mm.
Non sei sicuro di quale plastica stampabile a iniezione sia più adatta alle tue esigenze? Ottieni una guida gratuita alla selezione dei materiali per bilanciare prestazioni e costi e ottimizzare la progettazione dello stampo a iniezione per plastica.
Utensili per lo stampaggio a iniezione di materie plastiche: in che modo l'analisi di simulazione può far risparmiare sui costi di 3 stampi di prova?
Utensili per stampaggio ad iniezione di materie plastiche ha costi di produzione molto elevati, un solo stampaggio di prova costa dai 5.000 ai 20.000 dollari. L'analisi del flusso dello stampo consente di prevedere in anticipo il raffreddamento del riempimento e i problemi di deformazione, il che non solo ridurrà il numero di stampaggi di prova ma aiuterà anche a ottimizzare la progettazione dello stampo a iniezione di plastica.
Il valore chiave dell'analisi di riempimento
L'analisi di riempimento può essere utilizzata per prevedere i problemi dello stampaggio a iniezione prima che si verifichino:
Ad esempio, può mostrare dove verranno formate le linee di saldatura e, di conseguenza, è possibile ottimizzare i cancelli, aumentando la resistenza del 30-50%, può anche identificare le aree di aria intrappolata in modo che il sistema di ventilazione possa essere regolato per evitare bruciature del prodotto e colpi brevi, portando così a una riduzione del tasso di scarti.
Analisi del raffreddamento
L'analisi del raffreddamento porta ad una disposizione ottimale del sistema di raffreddamento.
Ad esempio, quando le differenze di temperatura nei punti caldi sono ridotte entro 3°C, la deformazione del prodotto si riduce del 25%. Il cambiamento di posizione e dimensione del canale comporta un miglioramento dell'efficienza di raffreddamento del 20-35%, che porta ad una riduzione del ciclo di stampaggio.
Previsione e compensazione della deformazione
L'analisi del flusso dello stampo non solo mostra la posizione della deformazione, ma consente anche la precompensazione del design dello stampo per iniezione plastica (di 0,15-0,25 mm) in modo che le riparazioni dello stampo possano essere ridotte di 1-2 volte. Gli errori di previsione vengono mantenuti entro il 10%, quindi è garantita la precisione dimensionale.
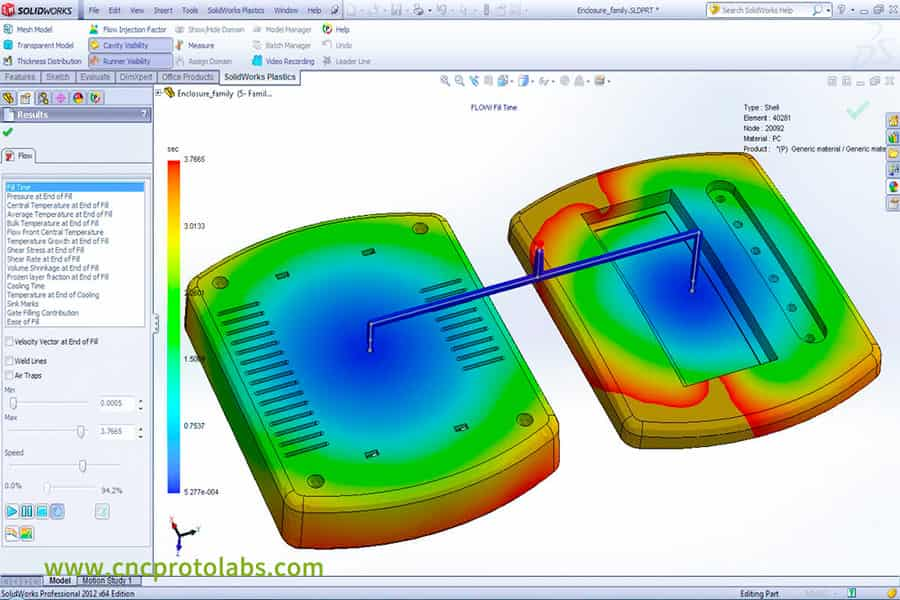
Figura 3: Screenshot della simulazione di SolidWorks Plastics che mostra l'analisi del tempo di riempimento di una parte in plastica, con una scala codificata a colori che indica i tempi di riempimento.
Come possiamo aiutarvi a ottenere una riduzione dei costi del 20% attraverso la progettazione di stampi a iniezione di plastica?
Precisione JS offre un servizio completo dall'analisi DFM e dalla simulazione del flusso dello stampo alla produzione dello stampo. In sostanza, attraverso la progettazione scientifica di stampi per iniezione plastica, aiuta le organizzazioni a realizzare una riduzione completa dei costi del 20-30% mantenendo l'efficacia e la qualità.
I nostri vantaggi tecnologici
Il nostro vantaggio tecnologico è il segreto della riduzione dei costi:
Il feedback DFM viene effettuato entro 48 ore, evidenziando 5-8 punti di ottimizzazione del design, il design professionale del raffreddamento conformato è in grado di ridurre il ciclo di stampaggio del 15-56%, la differenza di temperatura dello stampo viene mantenuta entro 2°C, soddisfacendo così requisiti diversi.
Processo di cooperazione
Rendiamo il processo di cooperazione ancora più semplice:
Riceverai un preventivo preliminare entro 1 ora dal caricamento dei disegni, il nostro team di ingegneri fornirà suggerimenti di ottimizzazione con l'aiuto dell'analisi DFM e la riduzione media dell'utilizzo del materiale è del 10-15%, la consegna degli stampi semplici richiederà 2 settimane e quelli complessi 4 settimane, quindi potrai iniziare la produzione molto presto.
Garanzia di successo
Garantiamo la riduzione dei costi grazie ai servizi di progettazione di stampi in plastica basati sui dati: i contratti indicano chiaramente l'entità della riduzione dei costi entro il 5% e quindi non ci sono costi nascosti, vi offriamo dati come il ciclo di produzione e il tasso di scarto che dimostreranno chiaramente il valore dell'ottimizzazione della progettazione degli stampi per iniezione plastica.
Case study di JS Precision: la tecnologia di raffreddamento conformale riduce del 22% il costo degli stampi per i coperchi dei riduttori industriali
Il seguente esempio reale illustra chiaramente la nostra capacità di ridurre i costi utilizzando la progettazione scientifica degli stampi per iniezione plastica.
Sottolinea anche i vantaggi pratici di ottimizzazione della progettazione in un modo molto naturale.
Un produttore di apparecchiature di trasmissione industriale stava cercando di sviluppare coperchi superiori del cambio per un volume annuo di 80.000 unità. Il design originale dello stampo a 4 cavità comportava il rischio di un raffreddamento non uniforme e di deformazioni oltre le tolleranze.
Problemi affrontati
Il componente è una scatola di 400 mm×300 mm×80 mm, con uno spessore della parete compreso tra 3 e 8 mm. Gli impianti di raffreddamento tradizionali non possono essere raggiunti nelle aree con pareti spesse.
Secondo la stima, una differenza di temperatura di 18°C porterebbe a una deformazione esterna alla tolleranza di assemblaggio di 0,2 mm, causando un tasso di scarto del 12% del prodotto. Il cliente ha chiesto la consegna dei campioni T1 in 8 settimane con un forte controllo dei costi.
Soluzione
Il nostro team di ingegneri ha individuato con precisione i principali punti critici attraverso l'ottimizzazione multidimensionale. La soluzione dettagliata è la seguente:
1.Progettazione della parte:
La parte in plastica per lo stampaggio a iniezione è stata riprogettata, riducendo lo spessore della parete della parte da 8 mm a 6 mm. Sono state aggiunte nervature di rinforzo per mantenere la resistenza strutturale. Ciò ha portato ad una diminuzione dell'utilizzo del materiale del 18% e alla completa eliminazione del problema dello spessore irregolare delle pareti.
2. Progettazione del raffreddamento dello stampo:
Il design dello stampo a iniezione per plastica è stato ottimizzato introducendo canali di raffreddamento conformati nella regione dell'alloggiamento del cuscinetto a pareti spesse. Fatto con stampa 3D in metallo tecnica, questi canali hanno un diametro di 8 mm e si trovano a 10-12 mm dalla superficie del prodotto per fornire un raffreddamento uniforme.
3. Stampaggio ad iniezione e materiali per stampi:
Innanzitutto, Moldflow è stato utilizzato per l'analisi di riempimento e deformazione e la posizione del punto di iniezione è stata riorganizzata passando da un sistema di iniezione a punto singolo a un sistema a canale caldo a due punti per eliminare le linee di saldatura e i problemi di intrappolamento dell'aria.
Quindi, come materiale dello stampo è stato selezionato l'acciaio H13 e la sezione di raffreddamento conforme è stata prodotta mediante la tecnologia di fusione laser a letto di polvere (LPBF). Ciò ha comportato un aumento dei costi dell’8%, tuttavia, il costo totale dello stampo a iniezione di plastica è diminuito.
Risultati finali
Dopo le modifiche, il tempo di raffreddamento è sceso a 8 secondi (una riduzione del 56%), il tempo del ciclo di stampaggio è stato di 32 secondi, la capacità di produzione annuale è stata di 90.000 unità, l'utilizzo del materiale è diminuito del 18%, il tasso di scarto è stato del 2,1%, il costo complessivo è stato ridotto del 22%, il nuovo investimento è stato recuperato in 6 mesi e gli obiettivi di deformazione sono stati raggiunti.
Grazie al notevole risultato di riduzione dei costi, il cliente ci ha affidato tutta la progettazione e la produzione degli utensili per lo stampaggio a iniezione di materie plastiche, ottenendo così miglioramenti a lungo termine in termini di costi ed efficienza.
Desideri ottenere una riduzione dei costi simile per i tuoi stampi? Invia i disegni dei tuoi componenti e personalizzeremo per te una soluzione unica di progettazione di stampi a iniezione per plastica, garantendoti una riduzione dei costi di oltre il 20%.
Domande frequenti
Q1: Quale percentuale del costo totale dello stampo è solitamente rappresentata dalla progettazione di stampi a iniezione di plastica?
Le spese di progettazione ammontano generalmente al 5-15% del costo totale dello stampo. Una buona progettazione dello stampo a iniezione per plastica può ridurre il costo totale di produzione di oltre il 20%, eliminando così le spese future.
Q2: Come stimare con precisione il costo di uno stampo per iniezione plastica?
Diversi fattori influenzano il prezzo dello stampo per iniezione plastica, come il numero di cavità, la dimensione dello stampo, il tipo di acciaio e la complessità della struttura. A ottenere un preventivo esatto , dovrebbero essere forniti disegni 3D.
D3: Qual è la regola di progettazione principale per la progettazione di parti in plastica per lo stampaggio a iniezione?
La regola più importante nella progettazione delle parti in plastica per lo stampaggio a iniezione è mantenere uno spessore uniforme delle pareti (1,0-3,5 mm), incorporando anche un angolo di sformo di 1-2 per facilitare la sformatura.
Q4: Quali parti di uno stampo a iniezione di plastica influenzano principalmente la qualità del prodotto?
Nelle parti di uno stampo a iniezione di plastica, il sistema di colata, il sistema di raffreddamento e il sistema di espulsione hanno maggiori probabilità di influenzare la qualità dello stampaggio del prodotto, l'accuratezza dimensionale e l'efficienza produttiva.
Q5: Qual è la durata tipica di uno strumento per lo stampaggio a iniezione di materie plastiche?
La durata degli utensili per lo stampaggio a iniezione di plastica dipende dal materiale e dalla manutenzione. Gli stampi in acciaio tenero possono resistere da 200.000 a 500.000 cicli, mentre gli stampi in acciaio duro possono resistere a oltre 1 milione di cicli. Una manutenzione regolare può prolungare la durata della vita del 50%.
Q6: Qual è il tempo di raffreddamento dello stampo più breve possibile?
Un efficiente raffreddamento conformato consente una riduzione del 56% del tempo di raffreddamento dello stampo. Per le parti con pareti estremamente sottili, pari a 0,8 mm, il tempo di raffreddamento può essere ridotto a 1-2 secondi, il che rappresenta un enorme passo avanti verso una migliore efficienza produttiva.
Q7: Quanto costa una prova dello stampo?
Una singola prova di stampo costa circa $ 5.000-20.000, che copre il tempo delle attrezzature, i materiali e la manodopera. Ottimizzando la progettazione è possibile ridurre il numero di prove e quindi risparmiare sui costi.
D8: Gli stampi a cavità multipla sono sempre più convenienti rispetto agli stampi a cavità singola?
Il fatto è che non sempre gli stampi multicavità sono quelli che riducono maggiormente i costi. Se il volume di produzione è superiore a 100.000 pezzi all'anno, lo stampo multi-cavità è la scelta appropriata poiché garantisce un costo unitario inferiore mentre gli stampi a cavità singola sono adatti per cicli di produzione inferiori a 50.000 pezzi all'anno e possono contribuire a ridurre i costi degli stampi a iniezione di plastica.
Riepilogo
La chiave per ridurre i costi degli stampi del 20% è utilizzare stampi per iniezione plastica progettati scientificamente. Tecniche come l'ottimizzazione delle parti, gli aggiornamenti del raffreddamento, la selezione dei materiali e la simulazione del flusso dello stampo hanno ciascuna il potenziale per ridurre i costi.
Con tecnologia, competenza e servizi basati sui dati, JS Precision può aiutarti a garantire riduzioni dei costi ed evitare errori di progettazione. Non è necessario monitorare le divergenze dei prezzi degli stampi o rielaborare durante lo stampaggio di prova.
Basta inviare i tuoi disegni di progettazione per ricevere una soluzione personalizzata di riduzione dei costi che ti aiuterà a ottenere il massimo da ogni investimento.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

