

Das Design von Kunststoffspritzgussformen ist die Grundvoraussetzung für die Kunststoffspritzgussproduktion, und viele Unternehmen stoßen auf folgende Probleme:
Ich habe zwei scheinbar identische Formenangebote erhalten, aber die Preise unterscheiden sich um Zehntausende Dollar. Nach der Probeformung wurden Mängel an den Teilen festgestellt, die nachbearbeitet und modifiziert werden mussten. Die Ursache dieser Probleme liegt oft nicht im Werkzeug selbst, sondern im Frühstadium Design von Kunststoffspritzgussformen Entscheidungen.
In diesem Artikel wird gezeigt, wie durch wissenschaftliches Design bis zu 20 % Kosten eingespart werden können, ohne dass die Qualität beeinträchtigt wird, was für die Unternehmen eine große Hilfe im Hinblick auf Kostensenkung und Effizienzsteigerung in der Kunststoffspritzgussproduktion sein wird.
Wichtige Zusammenfassung:
Durch die Optimierung des Kunststoffteildesigns für das Spritzgießen, den Einsatz konformer Kühltechnologie und die Auswahl wissenschaftlicher Materialien ist es möglich, die Formkosten um 15–30 % zu senken und gleichzeitig den Formzyklus um mehr als 20 % zu verkürzen .
Das richtige Design von Kunststoffspritzgussformen kann dazu beitragen, Ausschuss zu reduzieren und die Produktionseffizienz direkt an der Quelle zu steigern.
| Schlüsselfaktoren | Kostenauswirkungen | Implementierungsmethoden |
| Implementierungsmethoden | Reduziert die Kosten um 15–20 % | DFM-Analyse, Gleichmäßigkeit der Wandstärke |
| Kühlsystemdesign | Verkürzt die Zykluszeit um 20–35 % | Konforme Kühlkanäle |
| Materialauswahl | Spart 15–25 % | Leistungs- und Kostenbalance |
Wichtigste Schlussfolgerungen
- Die Entwurfsphase bestimmt 80 % der Produktionskosten: Die DFM-Analyse in der Planungsphase hilft dabei, später Kosten für Formänderungen einzusparen.
- Das Kühlsystem leistet den größten Beitrag zur Effizienz: Eine Verbesserung des Kühldesigns kann zu einer Verkürzung der Zykluszeit um 15–35 % führen.
- Die Materialauswahl ist ein Kompromiss zwischen Leistung und Herstellbarkeit: Durch die richtige Auswahl spritzgussfähiger Kunststoffe können die Stückkosten um mehr als 0,01 US-Dollar gesenkt werden.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Kunststoffspritzgussdesign
Die Auswahl eines vertrauenswürdigen Designleitfadens für Kunststoffspritzgussformen ist einer der ersten Schritte für Unternehmen, um Kosteneinsparungen und Effizienzsteigerungen zu erzielen. JS Precision ist mit seiner langjährigen Erfahrung in der Kunststoffspritzgussindustrie ein zuverlässiger Partner, auf den man zählen kann.
Wir verfügen über ein kompetentes Ingenieursteam, das über 100.000 Projekte zur Konstruktion von Kunststoffspritzgussformen durchgeführt hat und Dienstleistungen für Unternehmen in mehr als 50 Ländern weltweit bereitstellt, darunter Branchen wie Automobil, Elektronik und Medizin.
Wir halten uns stets an die globale Norm ISO 13485 und garantieren so, dass jede Designlösung für Kunststoffspritzgussformen den Branchenspezifikationen entspricht. ISO 13485:2016 ist in unserem Unternehmen ein grundlegender Standard in der Konstruktion und Produktion.
In der Zwischenzeit haben wir ein Elektronikunternehmen dabei unterstützt, das Problem der extrem hohen Werkzeugkosten anzugehen. Der ursprüngliche Preis für die Kunststoffspritzgussform des Unternehmens betrug bis zu 12.000 US-Dollar.
Nachdem wir die Kunststoffspritzgussform, Designänderungen der Kunststoffspritzgussform und Kühlsystemkonfigurationen überarbeitet hatten, konnten die Formkosten um 28 % gesenkt und der Formzyklus um 32 % verkürzt werden, wodurch das Unternehmen über 50.000 US-Dollar pro Jahr an Produktionskosten einsparte .
Es ist unsere tiefe praktische Erfahrung, die uns zu einem großen Teil erfolgreich gemacht hat. Wir setzen auch auf datengesteuerten Service als Qualitätsgarantie.
Beispielsweise können wir in zwei Tagen eine DFM-Analyse durchführen, zwischen fünf und acht Designoptimierungspunkte lokalisieren und gleichzeitig Dienstleistungen für die Formflusssimulation und den Formenbau anbieten. Nachdem die Designlösung für Kunststoffspritzgussformen implementiert wurde, kann die Produktion sofort beginnen.
Wir sind in der Lage, nahezu jede Art von Kunststoffspritzgussform herzustellen, einschließlich Formen mit einer Kavität und Formen mit mehreren Kavitäten und seitlichem Kernziehen. Mit unseren professionellen Fähigkeiten können wir die Bedürfnisse unserer Kunden erfüllen und gleichzeitig die Bedenken von High-End-Kunden hinsichtlich Designqualität und Kostenkontrolle lindern und beseitigen .
Um mehr über unsere Erfolgsgeschichten zu erfahren und maßgeschneiderte Kostensenkungsstrategien für die Konstruktion von Kunststoffspritzgussformen zu erhalten, kontaktieren Sie bitte unsere Ingenieure für eine persönliche Beratung.
Was sind die wichtigsten Designfaktoren, die die Kosten von Kunststoffspritzgussformen beeinflussen?
Viele Hersteller fragen sich, warum die Kosten für Kunststoffspritzgussformen so unterschiedlich sind, auch wenn die Formen scheinbar identisch sind. Der Hauptgrund sind die Schlüsselfaktoren beim Design von Kunststoffspritzgussformen: Anzahl der Hohlräume, Formstahl und Komplexität des Kühlsystems. Das seitliche Kernziehen führt zu größeren Formen und höheren Preisen.
Anzahl der Kavitäten und Formgröße
Die Anzahl der Kavitäten ist der Hauptfaktor von Kunststoffspritzgussformen sowohl hinsichtlich der Kosten als auch der Produktionseffizienz. Zur Veranschaulichung: Eine Form mit einer Kavität kostet etwa 3.000 bis 5.000 US-Dollar, während der Preis für eine Form mit vier Kavitäten bis zu 8.000 bis 12.000 US-Dollar betragen kann.
Somit führt jede Erhöhung der Formbasisgröße um 10 % aufgrund der zusätzlichen Stahlnachfrage und der längeren Verarbeitungsdauer zu einer Preiserhöhung von 15–20 %.
Der exponentielle Einfluss der Toleranzgenauigkeit auf die Kosten
Die Toleranzgenauigkeit führt zu einem exponentiellen Anstieg Kosten für Kunststoffspritzgussformen : 0,1 mm sind die Basiskosten, bei einer Verschraubung auf 0,05 mm sind die Kosten um 15 % höher, bei 0,01 mm, die eine Erodierbearbeitung erfordern, steigt der Preis um mehr als 50 %. Hohe Genauigkeit verlängert die Bearbeitungsvorgänge erheblich und erhöht den Schwierigkeitsgrad.
| Toleranzgenauigkeit | Bearbeitungsmethode | Kostenvariation | Anwendbare Szenarien | Bearbeitungszyklus |
| ±0,1 mm | Konventionelle Bearbeitung | Grundwert | Gewöhnliche Kunststoffteile | 5-7 Tage |
| ±0,05 mm | Präzisionsbearbeitung | Steigerung um 15 % | Teile der Generalversammlung | 8-10 Tage |
| ±0,01 mm | Erodierbearbeitung | Steigerung um über 50 % | Hochpräzise Teile | 15-20 Tage |
| ±0,005 mm | Ultrapräzise Bearbeitung | Steigerung um über 100 % | Teile für Medizin und Luft- und Raumfahrt | 25-30 Tage |
Komplexität des internen Mechanismus
Die interne Maschinerie einer Form ist komplexer und hat daher einen viel direkteren Einfluss auf die Kosten von Kunststoffspritzgussformen. Beispielsweise kostet ein normaler Schieberegler zusätzlich 800–1200 US-Dollar.
Darüber hinaus kostet der hydraulische Kernziehmechanismus etwa 1.500 bis 2.500 US-Dollar. Beides erfordert nicht nur zusätzliche Bearbeitungs- und Montageprozesse, sondern erfordert auch eine höhere Designpräzision.
Haben Ihre Teile unnötig strenge Toleranzen? Senden Sie Zeichnungen zur Überprüfung der freien Toleranzherstellbarkeit (DFT) und Empfehlungen zur Kostenoptimierung.
Wie kann das Design von Kunststoffteilen für den Spritzguss optimiert werden, um die Kosten grundlegend zu senken?
Die Teilekonstruktion macht etwa 60 % und mehr der Kosten für die Konstruktion von Kunststoffspritzgussformen aus. Die meisten Unternehmen stellen später fest, dass sie mehr bezahlen müssen, als sie erwartet hatten, weil sie ihre Designs zu Beginn nicht optimiert hatten.
Durch Maßnahmen wie die Beibehaltung einer konstanten Wandstärke, die Einbeziehung von Entformungsschrägen und die Entfernung komplizierter Merkmale können von Anfang an bis zu 20–30 % Kosten eingespart werden.
Gestaltungsprinzipien für Wandstärken
Das Hauptprinzip hinter a Kunststoffteiledesign für den Spritzguss ist eine konstante Wandstärke. Unterschiedliche Materialien erfordern unterschiedliche Dicken für optimale Leistung, wie z. B. ABS 1. 2-1. 8 mm, PP 1,0-2. 5 mm oder PC 1. 5-3. 0mm.
- Optimaler Wandstärkenbereich für ABS: 1,2–1,8 mm.
- Optimaler Wandstärkenbereich für PP: 1,0–2,5 mm.
- Optimaler Wandstärkenbereich für PC: 1,5–3,0 mm.
Wandstärken über 4 mm verlängern die Abkühlzeit um 300 %, erhöhen das Risiko von Schrumpfungsmarken um 50 % und erhöhen den Materialverbrauch, was die Kosten weiter in die Höhe treibt.
Formschrägen einstellen
Einer der Vorteile der korrekten Einstellung der Entformungsschrägen besteht darin, dass die Form einem geringeren Verschleiß ausgesetzt ist. Außerdem wird dadurch die Komplexität des Designs reduziert:
Wenn kein ausreichender Entformungswinkel vorhanden ist, kann das Entformen zu einem sehr schwierigen Vorgang werden, was wiederum zu einem erheblichen Anstieg der Ausschussraten führt.
Laden Sie unser Whitepaper „Kunststoffteiledesign zur Spritzgussoptimierung“ herunter, um detaillierte Designspezifikationen zu erhalten, Designfallen einfach zu vermeiden und die Kosten von Anfang an zu senken.
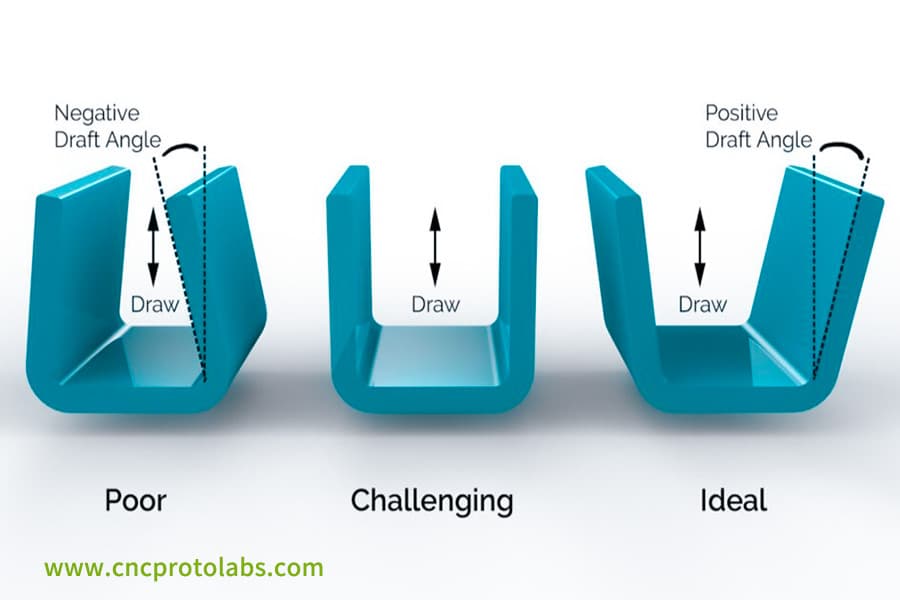
Abbildung 1: Eine Abbildung, die drei Arten von Entformungswinkeln (Schlecht, Schwierig, Ideal) für das Auswerfen von Kunststoffteilen vergleicht, wobei Pfeile die Entformungsrichtung angeben.
Wie legt man Anforderungen fest, um die optimalen Kosten für Kunststoffspritzgussformen festzulegen?
Nachdem Sie die Konstruktion von Teilen und Formen optimiert haben, müssen Sie die jährliche Produktionsmenge, den Materialtyp, das Toleranzniveau und die Lebensdauer der Form offenlegen, damit die Kosten für Kunststoffspritzgussformen genau bestimmt werden können. Dies trägt dazu bei, wirtschaftliche Lösungen zu entwickeln und Mehrkosten durch nachträgliche Änderungen zu vermeiden.
Unterschiedliche Produktionsmengen pro Jahr können ganz unterschiedliche Formentypen, Materialauswahlen und deren Kosten bedeuten. Die folgenden Daten können Unternehmen dabei unterstützen, die richtigen Anforderungen festzulegen und die Kosten für Kunststoffspritzgussformen genau zu bestimmen, sowie Datenunterstützung für die Konstruktion von Kunststoffspritzgussformen bereitzustellen.
| Jährlicher Bedarf (Stück) | Empfohlene Anzahl an Kavitäten | Formmaterial | Formkosten (USD) | Jährliche Wartungskosten (USD) | Geschätzte Lebensdauer der Form (10.000 Zyklen) |
| Unter 10.000 | 1-2 Hohlräume | Aluminiumform (Al 7075-T6) | 3.000-5.000 | 150-300 | 5-10 |
| 10.000-50.000 | 2-4 Hohlräume | P20 Stahl | 8.000-15.000 | 400-600 | 20-50 |
| 10.000-50.000 | 4-8 Hohlräume | H13-Stahl | 15.000-30.000 | 800-1.200 | 100-150 |
| 100.000-500.000 | 8–16 Kavitäten | H13/S136 Stahl | 30.000-60.000 | 1.500-2.000 | 150-200 |
| Über 500.000 | 16-32 Kavitäten | S136/420SS-Stahl | 60.000-120.000 | 2.500-3.500 | Über 200 |
Wählen Sie das Formmaterial entsprechend dem Produktionsvolumen aus
Die Kostenkontrolle liegt hauptsächlich in der Auswahl richtiges Formmaterial für jedes jährliche Produktionsziel:
Aluminiumformen eignen sich für eine jährliche Produktion von weniger als 100.000 Stück, ihre Kosten liegen etwa 50–60 % unter denen von Stahlformen. P20-Stahl wird für mittlere Anforderungen verwendet, H13-Stahl ist ein hochverschleißfester Werkstoff mit einer Lebensdauer von über 1 Million Zyklen und wird im Allgemeinen für sehr große Produktionen verwendet.
- Aluminiumformen (Al 7075-T6): Lebensdauer 50.000–100.000 Zyklen, Kostenreduzierung von 50–60 % im Vergleich zu Stahlformen, normalerweise die beste Option für den Fall, dass die jährliche Produktion weniger als 100.000 Einheiten beträgt.
- P20-Stahl: Lebensdauer 200.000–500.000 Zyklen, fairer Preis, deckt die normale Nachfrage mit einer Jahresproduktion von 100.000–1.000.000 Stück ab.
- H13-Stahl: Lebensdauer >1.000.000 Zyklen, Härte HRC 48–52, ideal für die Massenproduktion mit einer Jahresproduktion von mehr als 1 Million Einheiten.
Definieren Sie kritische und nicht kritische Dimensionen klar
Nicht alle Abmessungen erfordern eine hohe Präzision. Durch die Unterscheidung zwischen kritischen und nicht kritischen Abmessungen können die Werkzeugkosten erheblich gesenkt werden:
Geben Sie 3–5 CTQ-Abmessungen (Critical To Quality) mit enger Toleranz (Toleranz innerhalb von 0,02 mm) für Montageanforderungen an, während Sie für nicht kritische Bereiche die Toleranzen auf 0,2 mm lockern, wodurch die Bearbeitungszeit um 40 % verkürzt wird.
Einstellung des Wartungszyklus
Durch die richtige Einstellung der Wartungszyklen können Sie die Lebensdauer der Form erheblich verlängern und die Kosten im Laufe der Zeit senken:
Die vorbeugende Pflege gegen Schimmelpilze alle 50.000–100.000 Zyklen macht ungefähr 3–5 % der jährlichen Kosten für die Form aus. Mit einer solchen vorbeugenden Maßnahme lässt sich jedoch die Lebensdauer der Form um die Hälfte verlängern und außerdem Verluste durch Ausfallzeiten und Nacharbeiten vermeiden.
Die Teile einer Kunststoffspritzgussform: Wie kann das Kühlsystem Ihnen helfen, den Zyklus um 30 % zu verkürzen?
Zu den Bestandteilen einer Kunststoffspritzgussform gehören Kernkomponenten wie Gießen, Kühlen und Auswerfen . Der Großteil der Formzeit, schätzungsweise 60–75 %, ist auf das Kühlsystem zurückzuführen. Die Verbesserung der Effizienz des Kühlsystems kann die Zykluszeit und die Produktionskosten erheblich reduzieren und auch dazu beitragen, das zu erreichen ISO 20457:2018-Standard .
Konforme Kühlung vs. traditionelle Kühlung
Der grundlegende Unterschied zwischen herkömmlicher Kühlung und konformer Kühlung besteht darin:
- Herkömmliche Kühlung: Bei einem Abstand der Kanäle von 25–40 mm können die Temperaturunterschiede in der Form bis zu 10–20 °C betragen. Dies führt zur Produktion von Artikeln, die verzogen sind und Schrumpfspuren aufweisen.
- Konforme Kühlung: Die Kanäle können so gestaltet werden, dass sie nur mit der Form des Produkts harmonieren . Auf diese Weise wird der Temperaturunterschied auf 2 °C ausgeglichen, der Verzug um 30–50 % reduziert und die Abkühlzeit verkürzt.
Quantitative Indikatoren für die Kühleffizienz
Die Kühleffizienz sollte die quantitativen Kriterien erfüllen: Für eine gleichmäßige Kühlung wird eine Wasserdurchflussrate von 2-3 m/s (Reynolds-Zahl > 5000) empfohlen. Theoretisch kann eine Kühlzeit von 1 Sekunde bei einem 8-fach-Werkzeug zu einer Produktionssteigerung von etwa 100.000 Teilen pro Jahr führen, was die Kapazität erheblich steigert.
Neben der Verbesserung der Produktionskapazität ist auch das Kühlsystem ein wesentlicher Faktor für die Produktqualität.
Eine Verringerung der Formtemperaturdifferenz um 5 °C könnte zu einer Verringerung der inneren Spannung des Produkts um 20 % und einer Verringerung der Verformung durch Verformung um 15 % führen. Ein ordnungsgemäß gesteuerter Kühlprozess kann zu einer um 5–10 % höheren Kunststoffkristallinität führen, was zu besseren mechanischen Eigenschaften und geringeren Ausschussraten der Produkte führt.
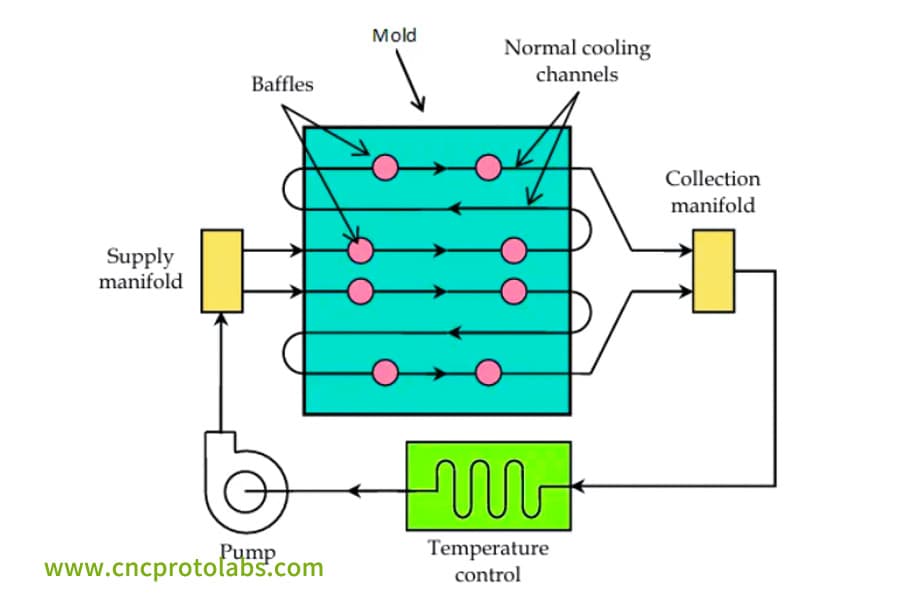
Abbildung 2: Ein Diagramm, das die interne Struktur eines Formkühlsystems zeigt, einschließlich Versorgungs-/Sammelverteilern, normalen Kühlkanälen und Leitblechen.
Wie wählt man die richtigen Spritzgusskunststoffe aus, um Leistung und Kosten in Einklang zu bringen?
Das Richtige wählen spritzgussfähige Kunststoffe ist ein Muss für die Konstruktion von Kunststoffspritzgussformen. Materialien machen in der Regel 30–60 % der gesamten Teilekosten aus. Die Einbeziehung des Schrumpfungsausgleichs zusammen mit der Wahl des Formstahls kann nicht nur dazu beitragen, die Kosten zu minimieren, sondern auch sicherstellen, dass die Leistung nicht beeinträchtigt wird.
Materialkostenstufen
| Materialtyp | Repräsentatives Material | Kosten (USD/kg) | Anwendbare Szenarien |
| Allgemeine Kunststoffe | PP, ABS, HIPS | 1,2-2,0 | Allgemeine zivile, nicht tragende Teile. |
| Technische Kunststoffe | PC, PA66, POM | 2,8-4,0 | Industrie-, Automobil- und Montageteile. |
| Hochleistungskunststoffe | PEEK, LCP | 20-100 | Teile für Medizin, Luft- und Raumfahrt sowie Hochtemperaturumgebungen. |
Einfluss von Materialien auf das Leben von Schimmelpilzen
Die Eigenschaften von spritzgießbaren Kunststoffen wirken sich nicht nur auf den Grad des Werkzeugverschleißes aus, sondern beeinflussen auch die Kosten für Kunststoffspritzgussformen:
Beispielsweise erhöhen 30 % glasfaserverstärkte Materialien die Verschleißrate um das Drei- bis Fünffache und erfordern daher die Verwendung von hartem Stahl wie H13. Materialien mit Flammschutzmitteln hingegen erfordern Edelstahl S136, was die Lebensdauer der Form um das Zweifache erhöht.
Schrumpfungskontrolle
Da unterschiedliche Eigenschaften von spritzgießbaren Kunststoffen zu unterschiedlichen Schrumpfraten führen, muss das Design der Kunststoffspritzgussform entsprechend angepasst werden: 0,4–0,8 % für nichtkristalline Materialien, 1,5–3,0 % für kristalline Materialien. Für jede zusätzliche Schrumpfung um 1 % müssen die Formabmessungen um 0,02 mm geändert werden.
Sie sind sich nicht sicher, welcher spritzgussfähige Kunststoff Ihren Anforderungen am besten entspricht? Holen Sie sich einen kostenlosen Leitfaden zur Materialauswahl, um Leistung und Kosten in Einklang zu bringen und das Design Ihrer Kunststoffspritzgussform zu optimieren.
Werkzeuge für den Kunststoffspritzguss: Wie kann Ihnen die Simulationsanalyse die Kosten für drei Versuchsformen ersparen?
Kunststoffspritzgusswerkzeuge Die Herstellungskosten sind sehr hoch. Allein ein einziger Probeguss kostet 5.000 bis 20.000 US-Dollar. Die Analyse des Formflusses ermöglicht es, die Abkühlung der Füllung und Verzugsprobleme im Voraus vorherzusagen, was nicht nur die Anzahl der Probeformteile reduziert , sondern auch zur Optimierung des Designs von Kunststoffspritzgussformen beiträgt.
Der Schlüsselwert der Füllanalyse
Mithilfe der Füllanalyse können Spritzgussprobleme vorhergesagt werden, bevor sie auftreten:
Es kann beispielsweise zeigen, wo sich Schweißnähte bilden werden, und dadurch Anschnitte optimieren und die Festigkeit um 30–50 % erhöhen. Außerdem kann es Bereiche mit eingeschlossener Luft identifizieren, sodass das Entlüftungssystem angepasst werden kann, um Produktverbrennungen und Kurzschüsse zu verhindern, was zu einer Reduzierung der Ausschussraten führt.
Kühlungsanalyse
Die Kühlanalyse führt zu einer optimalen Kühlsystemauslegung.
Wenn beispielsweise die Temperaturunterschiede an heißen Stellen auf weniger als 3 °C reduziert werden, verringert sich der Produktverzug um 25 %. Eine Änderung der Position und Größe des Kanals führt zu einer Verbesserung der Kühleffizienz um 20–35 %, was zu einer Verkürzung des Formzyklus führt.
Vorhersage und Kompensation von Verzug
Die Formflussanalyse zeigt nicht nur den Ort des Verzugs an, sondern ermöglicht auch eine Vorkompensation des Kunststoffspritzgussformdesigns (um 0,15–0,25 mm), sodass Formreparaturen ein bis zwei Mal eingespart werden können. Vorhersagefehler werden innerhalb von 10 % gehalten, wodurch die Maßhaltigkeit gewährleistet ist.
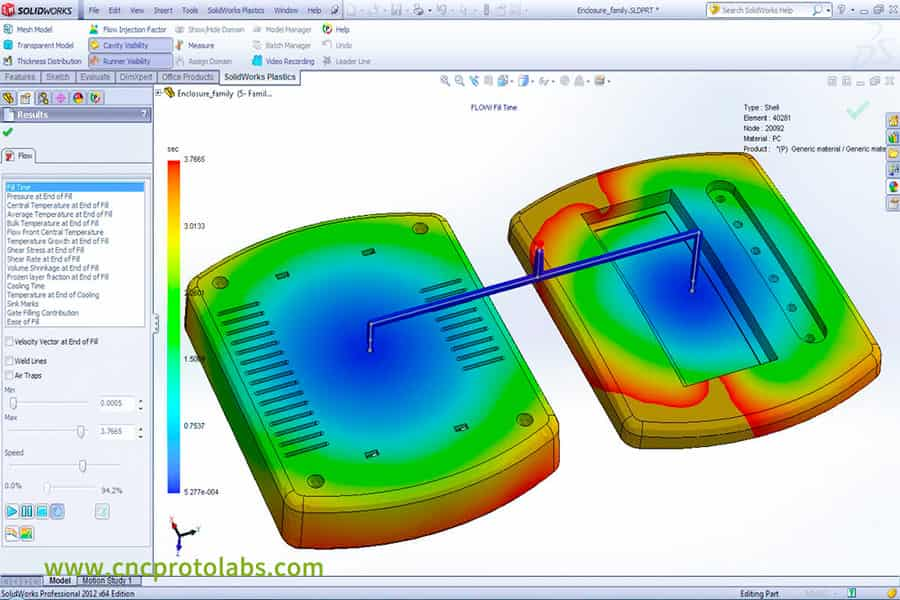
Abbildung 3: Ein Screenshot einer SolidWorks Plastics-Simulation, der die Füllzeitanalyse eines Kunststoffteils zeigt, mit einer farbcodierten Skala, die die Füllzeiten angibt.
Wie können wir Ihnen helfen, durch die Konstruktion von Kunststoffspritzgussformen eine Kostenreduzierung von 20 % zu erzielen?
JS Präzision bietet einen Komplettservice von der DFM-Analyse und Mold-Flow-Simulation bis hin zur Formenherstellung. Im Wesentlichen hilft es Unternehmen durch die wissenschaftliche Gestaltung von Kunststoffspritzgussformen, eine vollständige Kostenreduzierung von 20–30 % zu erzielen und gleichzeitig Effektivität und Qualität beizubehalten.
Unsere technologischen Vorteile
Unser Technologievorsprung ist das Geheimnis der Kostensenkung:
Das DFM-Feedback erfolgt innerhalb von 48 Stunden und hebt 5–8 Designoptimierungspunkte hervor. Das professionelle konforme Kühldesign kann den Formzyklus um 15–56 % verkürzen, der Temperaturunterschied der Form wird innerhalb von 2 °C gehalten und erfüllt so unterschiedliche Anforderungen.
Kooperationsprozess
Wir machen die Zusammenarbeit noch einfacher:
Sie erhalten innerhalb einer Stunde nach dem Hochladen der Zeichnungen ein vorläufiges Angebot. Unser Ingenieurteam macht mithilfe der DFM-Analyse Optimierungsvorschläge. Die durchschnittliche Reduzierung des Materialverbrauchs beträgt 10–15 %. Die Lieferung einfacher Formen dauert 2 Wochen und komplexer Formen 4 Wochen, sodass Sie sehr bald mit der Produktion beginnen können.
Erfolgssicherung
Wir sorgen für Kostenreduzierung durch datengesteuerte Kunststoff-Spritzguss-Konstruktionsdienstleistungen: In den Verträgen ist die Höhe der Kostensenkungen innerhalb von 5 % klar angegeben, so dass es keine versteckten Kosten gibt. Wir bieten Ihnen Daten wie Produktionszyklus und Ausschussrate, die den Wert der Designoptimierung von Kunststoff-Spritzgussformen eindeutig belegen.
JS Precision-Fallstudie: Konforme Kühltechnologie senkt die Kosten für industrielle Getriebeabdeckungsformen um 22 %
Das folgende Beispiel aus der Praxis zeigt deutlich unsere Fähigkeit, Kosten durch den Einsatz wissenschaftlicher Kunststoffspritzgusskonstruktionen zu senken.
Es weist sogar auf die praktischen Vorteile hin Designoptimierung auf ganz natürliche Weise.
Ein Hersteller industrieller Getriebeausrüstung wollte Getriebedeckel für ein jährliches Volumen von 80.000 Einheiten entwickeln. Das ursprüngliche 4-Kavitäten-Formdesign birgt das Risiko einer ungleichmäßigen Kühlung und eines Verzugs außerhalb der Toleranzen.
Vorstehende Probleme
Bei der Komponente handelt es sich um einen 400 mm × 300 mm × 80 mm großen Kasten mit einer Wandstärke von 3 bis 8 mm. Kühleinrichtungen der alten Bauart sind in den dickwandigen Bereichen nicht zu erreichen.
Der Schätzung zufolge würde ein Temperaturunterschied von 18 °C zu einem Verzug außerhalb der Montagetoleranz von 0,2 mm führen, was zu einer Ausschussquote von 12 % des Produkts führen würde. Der Kunde verlangte eine Lieferung der T1-Muster innerhalb von 8 Wochen bei strenger Kostenkontrolle.
Lösung
Unser Ingenieursteam hat durch mehrdimensionale Optimierung genau auf die wichtigsten Schwachstellen abgestellt. Die detaillierte Lösung lautet wie folgt:
1. Teiledesign:
Das Kunststoffteil für den Spritzguss wurde neu gestaltet und die Wandstärke des Teils von 8 mm auf 6 mm gesenkt. Um die strukturelle Festigkeit aufrechtzuerhalten, wurden Verstärkungsrippen hinzugefügt. Dies führte zu einer Reduzierung des Materialverbrauchs um 18 % und zur vollständigen Beseitigung des Problems der ungleichmäßigen Wandstärke.
2. Formkühlungsdesign:
Das Design der Kunststoffspritzgussform wurde durch die Einführung konformer Kühlkanäle in den dickwandigen Lagergehäusebereich optimiert. Hergestellt mit Metall-3D-Druck Diese Kanäle haben einen Durchmesser von 8 mm und liegen 10–12 mm von der Produktoberfläche entfernt , um eine gleichmäßige Kühlung zu gewährleisten.
3. Spritzguss und Formmaterialien:
Zunächst wurde Moldflow für die Füll- und Verzugsanalyse eingesetzt, und die Angussposition wurde neu angeordnet, indem von einem Einpunkt-Einspritzsystem auf ein Zweipunkt-Heißkanalsystem umgestellt wurde, um Probleme mit Bindenähten und Lufteinschlüssen zu beseitigen.
Anschließend wurde H13-Stahl als Formmaterial ausgewählt und der konforme Kühlabschnitt mithilfe der Laser-Pulver-Bett-Fusion-Technologie (LPBF) hergestellt. Dies führte zu einem Kostenanstieg von 8 %, die Gesamtkosten für Kunststoffspritzgussformen gingen jedoch zurück.
Endgültige Ergebnisse
Nach den Änderungen sank die Abkühlzeit auf 8 Sekunden (eine Reduzierung um 56 %), die Formzykluszeit betrug 32 Sekunden, die jährliche Produktionskapazität lag bei 90.000 Einheiten, der Materialverbrauch ging um 18 % zurück, die Ausschussrate lag bei 2,1 %, die Gesamtkosten wurden um 22 % gesenkt, die Neuinvestition wurde in 6 Monaten amortisiert und die Verzugsziele wurden erreicht.
Dank der bemerkenswerten Kostensenkungsergebnisse vertraute uns der Kunde die gesamte Konstruktion und Herstellung der Kunststoffspritzgusswerkzeuge an und erzielte so langfristige Kosten- und Effizienzverbesserungen.
Möchten Sie ähnliche Kostensenkungen für Ihre Formen erreichen? Reichen Sie Ihre Teilezeichnungen ein und wir erstellen für Sie eine einzigartige Designlösung für Kunststoffspritzgussformen, die Ihnen Kosteneinsparungen von über 20 % ermöglicht.
FAQs
F1: Welchen Anteil an den gesamten Formkosten entfällt normalerweise auf die Konstruktion von Kunststoffspritzgussformen?
Die Designgebühren betragen normalerweise 5–15 % der gesamten Formkosten. Durch eine gute Gestaltung der Kunststoffspritzgussform können die gesamten Herstellungskosten um mehr als 20 % gesenkt werden, wodurch künftige Kosten entfallen.
F2: Wie kann man die Kosten einer Kunststoffspritzgussform genau abschätzen?
Mehrere Faktoren beeinflussen den Preis einer Kunststoffspritzgussform, wie zum Beispiel die Anzahl der Kavitäten, die Größe der Form, die Stahlsorte und die Komplexität der Struktur. Zu Holen Sie sich ein genaues Angebot 3D-Zeichnungen sollten zur Verfügung gestellt werden.
F3: Was ist die wichtigste Designregel für die Gestaltung von Kunststoffteilen für den Spritzguss?
Die wichtigste Regel bei der Gestaltung von Kunststoffteilen für das Spritzgießen ist die Beibehaltung einer gleichmäßigen Wandstärke (1,0–3,5 mm) bei gleichzeitiger Einbeziehung eines Entformungswinkels von 1–2 für eine einfachere Entformung.
F4: Welche Teile einer Kunststoffspritzgussform beeinflussen hauptsächlich die Produktqualität?
In Teilen einer Kunststoffspritzgussform beeinflussen das Gießsystem, das Kühlsystem und das Auswurfsystem am wahrscheinlichsten die Qualität der Produktformung, die Maßhaltigkeit und die Produktionseffizienz.
F5: Wie hoch ist die typische Lebensdauer eines Kunststoffspritzgusswerkzeugs?
Die Lebensdauer von Kunststoffspritzgusswerkzeugen hängt vom Material und der Wartung ab. Formen aus weichem Stahl können 200.000 bis 500.000 Zyklen aushalten, während Formen aus hartem Stahl über 1 Million Zyklen aushalten können. Regelmäßige Wartung kann die Lebensdauer um 50 % verlängern.
F6: Was ist die kürzestmögliche Abkühlzeit der Form?
Eine effiziente konforme Kühlung ermöglicht eine Reduzierung der Formkühlzeit um 56 %. Bei extrem dünnwandigen Teilen von 0,8 mm kann die Abkühlzeit auf 1–2 Sekunden verkürzt werden, was einen großen Schritt hin zu einer verbesserten Produktionseffizienz darstellt.
F7: Wie viel kostet ein Formversuch?
Ein einzelner Formversuch kostet etwa 5.000 bis 20.000 US-Dollar und deckt den Zeitaufwand für die Ausrüstung, die Materialien und die Arbeit ab. Durch die Optimierung des Designs kann die Anzahl der Versuche reduziert und somit Kosten gespart werden.
F8: Sind Formen mit mehreren Kavitäten immer kostengünstiger als Formen mit nur einer Kavität?
Tatsache ist, dass Formen mit mehreren Kavitäten nicht immer diejenigen sind, die die Kosten am meisten senken. Wenn das Produktionsvolumen mehr als 100.000 Stück pro Jahr beträgt, ist ein Mehrkavitäten-Werkzeug die richtige Wahl, da es zu geringeren Stückkosten führt, während Einkavitäten-Formen für Produktionsläufe unter 50.000 Stück pro Jahr geeignet sind und dazu beitragen können, die Kosten für Kunststoffspritzgussformen zu senken.
Zusammenfassung
Der Schlüssel zur Reduzierung der Formkosten um 20 % liegt in der Verwendung wissenschaftlich entwickelter Kunststoffspritzgussformen. Techniken wie Teileoptimierung, Kühlungsverbesserungen, Materialauswahl und Formflusssimulation haben jeweils das Potenzial, Kosten zu senken.
Mit Technologie, Fachwissen und datengesteuerten Dienstleistungen kann JS Precision Sie dabei unterstützen , Kostensenkungen zu erzielen und Konstruktionsfehler zu vermeiden. Es besteht keine Notwendigkeit, Abweichungen bei den Formpreisen zu überwachen oder während des Probeformens Nacharbeiten vorzunehmen.
Reichen Sie einfach Ihre Konstruktionszeichnungen ein um eine maßgeschneiderte Kostensenkungslösung zu erhalten, die Ihnen hilft, das Beste aus jeder Investition herauszuholen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

