

O projeto do molde de injeção de plástico é o pré-requisito principal para a produção de moldagem por injeção de plástico, e muitas empresas enfrentam os seguintes problemas:
Recebeu duas cotações de moldes aparentemente idênticas, mas os preços diferem em dezenas de milhares de dólares. Após a moldagem experimental, foram encontrados defeitos nas peças que tiveram que ser retrabalhadas e modificadas. A raiz destes problemas muitas vezes não está no molde em si, mas no início projeto de molde de injeção de plástico decisões.
Este artigo irá demonstrar como através do design científico, até 20% pode ser economizado em termos de custos sem comprometer a qualidade, o que será uma grande ajuda para as empresas em termos de redução de custos e melhoria de eficiência na produção de moldagem por injeção de plástico.
Resumo principal:
Através da otimização do projeto das peças plásticas para moldagem por injeção, do uso de tecnologia de resfriamento conformal e da seleção de materiais científicos, é possível reduzir o custo do molde em 15-30%, enquanto, ao mesmo tempo, o ciclo de moldagem pode ser encurtado em mais de 20% .
O projeto adequado do molde de injeção de plástico pode ajudar a reduzir o desperdício e aumentar a eficiência da produção diretamente na fonte.
| Fatores-chave | Impacto nos custos | Métodos de implementação |
| Métodos de implementação | Reduz custos em 15-20% | Análise DFM, uniformidade da espessura da parede |
| Projeto do sistema de resfriamento | Reduz o tempo de ciclo em 20-35% | Canais de resfriamento conformados |
| Seleção de Materiais | Economiza 15-25% | Desempenho e equilíbrio de custos |
Principais conclusões
- A fase de projeto determina 80% do custo de produção: a análise DFM na fase de planejamento ajuda a economizar despesas de alteração do molde posteriormente.
- O sistema de refrigeração é o principal contribuinte para a eficiência: A melhoria no projeto de refrigeração pode levar a uma redução de 15 a 35% no tempo de ciclo.
- A seleção de materiais é uma troca entre desempenho e capacidade de fabricação: a escolha apropriada de plásticos moldáveis por injeção tem o potencial de reduzir custos unitários em mais de US$ 0,01.
Por que confiar neste guia? Experiência da JS Precision em projeto de moldes de injeção de plástico
A escolha de um guia de projeto de molde de injeção de plástico confiável é uma das etapas iniciais para as empresas alcançarem níveis de economia de custos e melhoria de eficiência. A JS Precision, com uma longa história de experiência na indústria de moldagem por injeção de plástico, é um parceiro confiável com quem contar.
Contamos com uma equipe de engenharia qualificada que já realizou mais de 100.000 projetos de design de moldes de injeção de plástico, prestando serviços a empresas em mais de 50 países em todo o mundo, incluindo setores como automotivo, eletrônico e médico.
Sempre cumprimos o padrão global ISO 13485, garantindo que cada solução de projeto de molde de injeção de plástico esteja de acordo com as especificações da indústria. ISO 13485:2016 é um padrão fundamental em nossa empresa em design e produção.
Entretanto, ajudámos uma empresa de electrónica a resolver a questão dos custos extremamente elevados dos moldes. O preço original do molde de injeção de plástico da empresa chegava a US$ 12.000.
Depois de reprojetarmos o molde de injeção de plástico, modificarmos o projeto do molde de injeção de plástico e as configurações do sistema de resfriamento, o custo do molde foi reduzido em 28% e o ciclo de moldagem foi reduzido em 32%, economizando assim a empresa mais de US$ 50.000 por ano em custos de produção .
É a nossa profunda experiência prática que nos tornou bem-sucedidos em grande medida. Também contamos com um serviço baseado em dados como garantia de qualidade.
Por exemplo, podemos fazer análises DFM em 2 dias, localizar entre cinco e oito pontos de otimização de projeto e, ao mesmo tempo, fornecer serviços de simulação de fluxo de molde e fabricação de moldes. Após a implementação da solução de projeto do molde de injeção de plástico, a produção pode começar imediatamente.
Somos capazes de produzir quase qualquer tipo de molde de injeção de plástico, incluindo moldes de cavidade única, moldes de múltiplas cavidades com extração lateral do núcleo. Com nossas capacidades profissionais, podemos atender às necessidades dos clientes e, ao mesmo tempo, aliviar e eliminar as preocupações dos clientes sofisticados sobre a qualidade do projeto e o controle de custos.
Para saber mais sobre nossas histórias de sucesso e obter estratégias personalizadas de redução de custos para projetos de moldes de injeção de plástico, entre em contato com nossos engenheiros para uma consulta individual.
Quais são os principais fatores de design que afetam o custo do molde de injeção de plástico?
Muitos fabricantes perguntam por que os custos dos moldes de injeção de plástico diferem tanto, mesmo quando os moldes parecem ser idênticos. O principal motivo são os fatores-chave no projeto de moldes de injeção de plástico: contagem de cavidades, aço do molde e complexidade do sistema de resfriamento. A extração lateral do núcleo resulta em moldes maiores e preços mais altos.
Número de cavidades e tamanho do molde
A quantidade de cavidades é o principal fator dos moldes de injeção plástica em termos de custo e eficiência de produção. Para referência, um molde de cavidade única custa cerca de US$ 3.000 a US$ 5.000, enquanto o preço de um molde de quatro cavidades pode ir de US$ 8.000 a US$ 12.000.
Assim, cada incremento de 10% no tamanho da base do molde resulta num aumento de 15-20% no preço, devido à procura extra de aço e à maior duração do processamento.
O impacto exponencial da precisão da tolerância no custo
A precisão da tolerância causa um aumento exponencial na custo de molde de injeção de plástico : 0,1 mm é o custo da linha de base, apertar para 0,05 mm adiciona 15% a mais de custo, em 0,01 mm, que precisa de processamento EDM, o preço sobe mais de 50%. A alta precisão prolonga drasticamente as operações de usinagem e aumenta o nível de dificuldade.
| Precisão de tolerância | Método de usinagem | Variação de Custo | Cenários Aplicáveis | Ciclo de Usinagem |
| ±0,1 mm | Usinagem Convencional | Valor da linha de base | Peças plásticas comuns | 5-7 dias |
| ±0,05mm | Usinagem de Precisão | Aumentar em 15% | Peças de montagem geral | 8 a 10 dias |
| ±0,01 mm | Usinagem EDM | Aumento em mais de 50% | Peças de alta precisão | 15-20 dias |
| ±0,005 mm | Usinagem de ultraprecisão | Aumentar em mais de 100% | Peças Médicas e Aeroespaciais | 25-30 dias |
Complexidade do Mecanismo Interno
O maquinário interno de um molde é mais complexo, por isso tem uma influência muito mais direta no custo dos moldes de injeção de plástico. Por exemplo, apenas um controle deslizante normal custa entre US$ 800 e US$ 1.200 adicionais.
Além disso, o mecanismo hidráulico de extração do núcleo está na faixa de US$ 1.500 a US$ 2.500. Ambos não apenas exigem processos extras de usinagem e montagem, mas também exigem maior precisão de projeto.
Suas peças têm tolerâncias rigorosas desnecessárias? Envie desenhos para revisão de capacidade de fabricação com tolerância livre (DFT) e recomendações de otimização de custos.
Como otimizar o design de peças plásticas para moldagem por injeção para reduzir fundamentalmente os custos?
O projeto das peças é responsável por cerca de 60% ou mais do custo do projeto do molde de injeção de plástico. A maioria das empresas descobre que terá que pagar mais do que esperava mais tarde porque não otimizou seus projetos no início.
Com medidas como manter a espessura constante da parede, incorporar ângulos de inclinação e remover recursos complicados, é possível economizar de 20 a 30% em custos desde o início.
Princípios de projeto de espessura de parede
O princípio principal por trás de um design de peças de plástico para moldagem por injeção é uma espessura de parede constante. Diferentes materiais requerem diferentes espessuras para um desempenho ideal, como ABS 1. 2-1. 8 mm, PP 1,0-2. 5mm ou PC 1. 5-3. 0mm.
- Faixa ideal de espessura de parede para ABS: 1,2-1,8 mm.
- Faixa ideal de espessura de parede para PP: 1,0-2,5 mm.
- Faixa ideal de espessura de parede para PC: 1,5-3,0 mm.
Espessuras de parede superiores a 4 mm aumentam o tempo de resfriamento em 300%, aumentam o risco de marcas de encolhimento em 50% e aumentam o uso de material, aumentando ainda mais os custos.
Definir ângulos de inclinação
Uma das vantagens de definir corretamente os ângulos de saída é que o molde fica menos exposto ao desgaste. Além disso, isso reduz a complexidade do design:
Se não for fornecido um ângulo de inclinação adequado, a desmoldagem poderá tornar-se uma operação muito difícil, o que por sua vez levará a um aumento significativo nas taxas de sucata.
Baixe nosso white paper de projeto de peças de plástico para otimização de moldagem por injeção para obter especificações detalhadas de projeto, evitar facilmente armadilhas de projeto e reduzir custos desde a fonte.
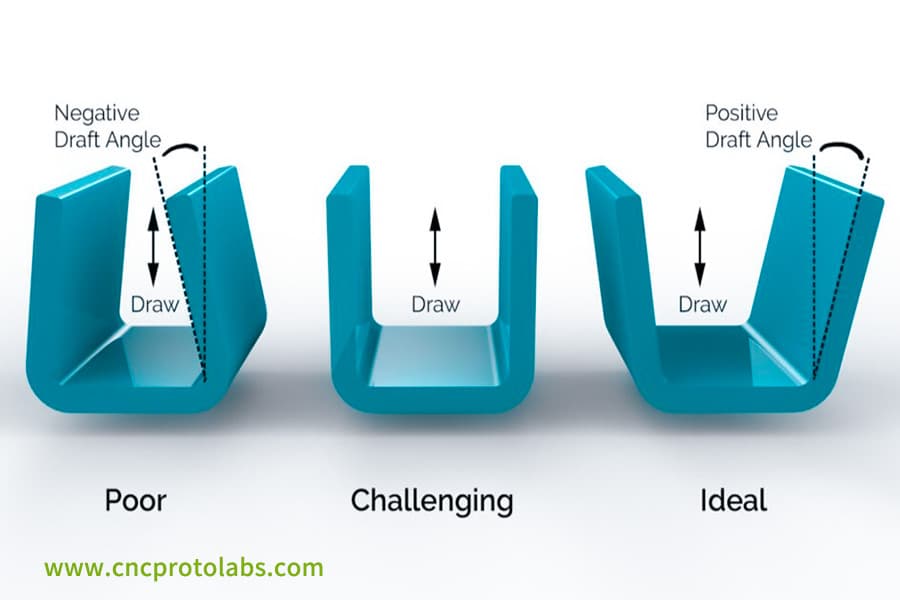
Figura 1: Uma ilustração comparando três tipos de ângulos de inclinação (ruim, desafiador, ideal) para ejeção de peças plásticas, com setas indicando a direção de extração.
Como definir requisitos para garantir o custo ideal do molde de injeção de plástico?
Depois de otimizar os projetos de peças e moldes, é necessário divulgar a quantidade de produção anual, o tipo de material, o nível de tolerância e a vida útil do molde para que os custos do molde de injeção plástica possam ser determinados com precisão. Isto ajudará no desenvolvimento de soluções económicas e também a evitar custos adicionais devido a alterações subsequentes.
Diferentes quantidades de produção por ano podem significar tipos de moldes, seleções de materiais e seus custos bastante diferentes. Os dados abaixo podem ajudar as empresas a definir os requisitos corretos e determinar com precisão o custo do molde de injeção de plástico, bem como fornecer suporte de dados para o projeto do molde de injeção de plástico.
| Demanda Anual (peças) | Número recomendado de cavidades | Material do molde | Custo do molde (USD) | Custo Anual de Manutenção (USD) | Vida útil estimada do molde (10.000 ciclos) |
| Abaixo de 10.000 | 1-2 cavidades | Molde de alumínio (Al 7075-T6) | 3.000-5.000 | 150-300 | 5-10 |
| 10.000-50.000 | 2-4 cavidades | Aço P20 | 8.000-15.000 | 400-600 | 20-50 |
| 10.000-50.000 | 4-8 Cavidades | Aço H13 | 15.000-30.000 | 800-1.200 | 100-150 |
| 100.000-500.000 | 8-16 Cavidades | Aço H13/S136 | 30.000-60.000 | 1.500-2.000 | 150-200 |
| Mais de 500.000 | 16-32 cavidades | Aço S136/420SS | 60.000-120.000 | 2.500-3.500 | Mais de 200 |
Selecione o material do molde de acordo com o volume de produção
O controle de custos reside principalmente na escolha do material de molde certo para cada meta de produção anual:
Os moldes de alumínio são adequados para produção anual de menos de 100.000 peças e seu custo é cerca de 50-60% menor que os moldes de aço. O aço P20 é usado para requisitos médios, o aço H13 é um material altamente resistente ao desgaste com uma vida útil de mais de 1 milhão de ciclos e geralmente é usado para produções em grande escala.
- Moldes de alumínio (Al 7075-T6): Vida útil de 50.000 a 100.000 ciclos, redução de custos de 50 a 60% em comparação aos moldes de aço, geralmente a melhor opção para casos em que a produção anual é inferior a 100.000 unidades.
- Aço P20: Vida útil de 200.000 a 500.000 ciclos, preço justo, atende à demanda normal com produção anual de 100.000 a 1.000.000 peças.
- Aço H13: Vida útil >1.000.000 de ciclos, dureza HRC 48-52, ideal para produção de alto volume com produção anual superior a 1 milhão de unidades.
Defina claramente as dimensões críticas e não críticas
Nem todas as dimensões requerem alta precisão. A diferenciação entre dimensões críticas e não críticas pode reduzir significativamente os custos com ferramentas:
Indique de 3 a 5 dimensões CTQ (Críticas à Qualidade) com tolerância restrita (tolerância dentro de 0,02 mm) para requisitos de montagem, enquanto para áreas não críticas relaxe as tolerâncias para 0,2 mm, reduzindo assim o tempo de usinagem em 40%.
Configuração do Ciclo de Manutenção
Ao definir os ciclos de manutenção corretamente, você pode aumentar significativamente a vida útil do molde e diminuir os custos ao longo do tempo:
Os cuidados preventivos do molde a cada 50.000-100.000 ciclos representam aproximadamente 3-5% do custo anual do molde, porém com esses cuidados preventivos permite aumentar a vida útil do molde pela metade, além de evitar perdas relacionadas a paradas e retrabalhos.
As partes de um molde de injeção de plástico: como o sistema de resfriamento pode ajudar a reduzir o ciclo em 30%?
As partes de um molde de injeção de plástico incluem componentes principais , como fundição, resfriamento e ejeção . O sistema de resfriamento é responsável pela maior parte do tempo de moldagem, estimado em 60-75%. Melhorar a eficiência do sistema de refrigeração pode reduzir notavelmente o tempo de ciclo, o custo de produção e também ajudar a alcançar o Norma ISO 20457:2018 .
Resfriamento Conformal vs. Resfriamento Tradicional
A diferença fundamental entre o resfriamento tradicional e o resfriamento conformado é que:
- Resfriamento Tradicional: Com espaçamento entre canais de 25-40mm, as diferenças de temperatura do molde podem ir até 10-20°C. Isso leva à produção de itens empenados e com marcas de encolhimento.
- Resfriamento Conformal: Os canais podem ser projetados de forma que fiquem em harmonia apenas com o formato do produto . Desta forma, a diferença de temperatura é nivelada para 2°C, a quantidade de empenamento é reduzida em 30-50% e o tempo de resfriamento é reduzido.
Indicadores Quantitativos para Eficiência de Refrigeração
A eficiência do resfriamento deve satisfazer os critérios quantitativos: uma taxa de fluxo de água de 2-3 m/s (número de Reynolds > 5.000) é recomendada para um resfriamento consistente; teoricamente, um tempo de resfriamento de 1 segundo pode resultar em um incremento de produção de aproximadamente 100.000 peças anualmente com um molde de 8 cavidades, aumentando significativamente a capacidade.
Além de melhorar a capacidade de produção, o sistema de refrigeração também é um fator importante que afeta a qualidade do produto.
A redução do diferencial de temperatura do molde em 5°C pode resultar na diminuição da tensão interna do produto em 20% e na redução da deformação empenamento em 15%, um processo de resfriamento gerenciado adequadamente pode trazer cristalinidade plástica de 5 a 10% maior, levando a melhores propriedades mecânicas e menores taxas de refugo dos produtos.
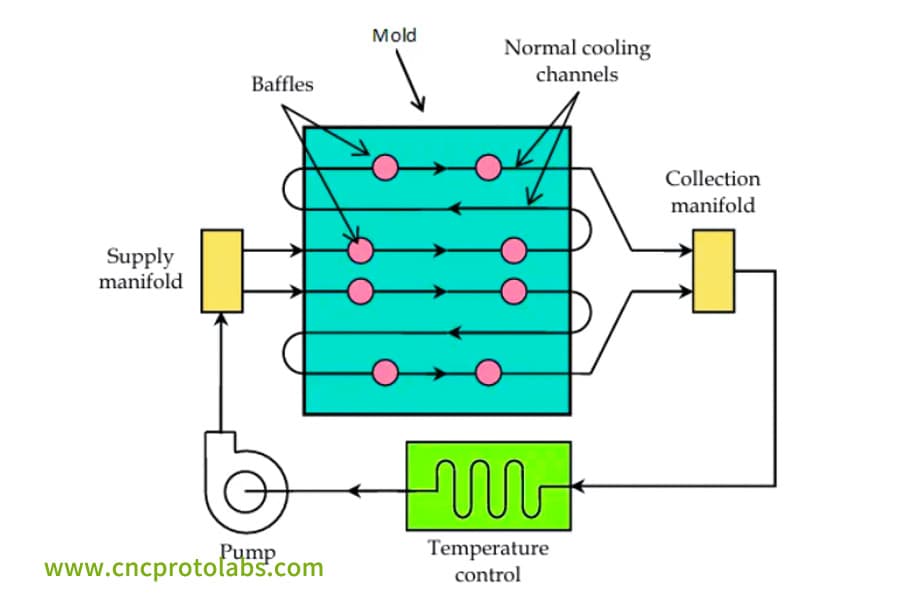
Figura 2: Um diagrama que mostra a estrutura interna de um sistema de resfriamento de molde, incluindo coletores de alimentação/coleta, canais normais de resfriamento e defletores.
Como escolher os plásticos moldados por injeção certos para equilibrar desempenho e custo?
Escolhendo o certo plásticos moldáveis por injeção é uma obrigação para o projeto de moldes de injeção de plástico. Os materiais geralmente representam 30-60% do custo total da peça. A incorporação da compensação de contração junto com a escolha do aço do molde pode não apenas ajudar a minimizar o custo, mas também garantir que o desempenho não seja comprometido.
Níveis de custo de materiais
| Tipo de material | Material Representativo | Custo (USD/kg) | Cenários Aplicáveis |
| Plásticos Gerais | PP, ABS, QUADRIS | 1,2-2,0 | Peças civis em geral, não estruturais. |
| Plásticos de Engenharia | PC, PA66, POM | 2,8-4,0 | Peças industriais, automotivas e de montagem. |
| Plásticos de alto desempenho | PEEK, LCP | 20-100 | Peças médicas, aeroespaciais e ambientais de alta temperatura. |
Impacto dos materiais na vida útil do molde
As características dos plásticos moldáveis por injeção não afetam apenas o grau de desgaste do molde, mas também influenciam o custo do molde de injeção plástica:
Por exemplo, materiais reforçados com 30% de fibra de vidro aumentarão a taxa de desgaste em 3-5 vezes , necessitando assim do uso de aço duro como H13, por outro lado, materiais com retardadores de chama requerem aço inoxidável S136, o que aumentará a vida útil do molde em 2 vezes.
Controle de encolhimento
Como diferentes propriedades dos plásticos moldáveis por injeção levam a diferentes taxas de encolhimento, o projeto do molde de injeção plástica precisa ser ajustado de acordo: 0,4-0,8% para materiais não cristalinos, 1,5-3,0% para materiais cristalinos. Cada encolhimento adicional de 1% requer que as dimensões do molde sejam alteradas em 0,02 mm.
Não tem certeza de qual plástico moldável por injeção melhor atende às suas necessidades? Obtenha um guia gratuito de seleção de materiais para equilibrar desempenho e custo e otimizar seu projeto de molde de injeção de plástico.
Ferramentas para moldagem por injeção de plástico: Como a análise de simulação pode economizar três custos de molde de teste?
Ferramentas de moldagem por injeção de plástico tem custos de fabricação muito altos, apenas uma única moldagem experimental custa US$ 5.000-20.000. A análise do fluxo do molde permite prever antecipadamente o resfriamento do enchimento e problemas de empenamento, o que não apenas reduzirá o número de moldagens de teste , mas também ajudará na otimização do projeto do molde de injeção de plástico.
O valor chave da análise de preenchimento
A análise de enchimento pode ser usada para prever problemas de moldagem por injeção antes que eles ocorram:
Por exemplo, ele pode mostrar onde as linhas de solda serão formadas e, como resultado, as comportas podem ser otimizadas, aumentando a resistência em 30-50%, e também pode identificar áreas de ar aprisionado para que o sistema de ventilação possa ser ajustado para evitar queima de produto e disparos curtos, levando assim a uma redução nas taxas de refugo.
Análise de resfriamento
A análise de resfriamento leva a um layout ideal do sistema de resfriamento.
Por exemplo, quando as diferenças de temperatura em pontos quentes são reduzidas para 3°C, o empenamento do produto é reduzido em 25%. A mudança de posição e tamanho do canal resulta numa melhoria na eficiência de resfriamento em 20-35%, o que leva a um encurtamento do ciclo de moldagem.
Previsão e Compensação de Warpage
A análise do fluxo do molde não apenas mostra a localização do empenamento, mas também permite a pré-compensação do projeto do molde de injeção de plástico (em 0,15-0,25 mm) para que os reparos do molde possam ser reduzidos de 1 a 2 vezes. Os erros de previsão são mantidos dentro de 10%, garantindo assim a precisão dimensional.
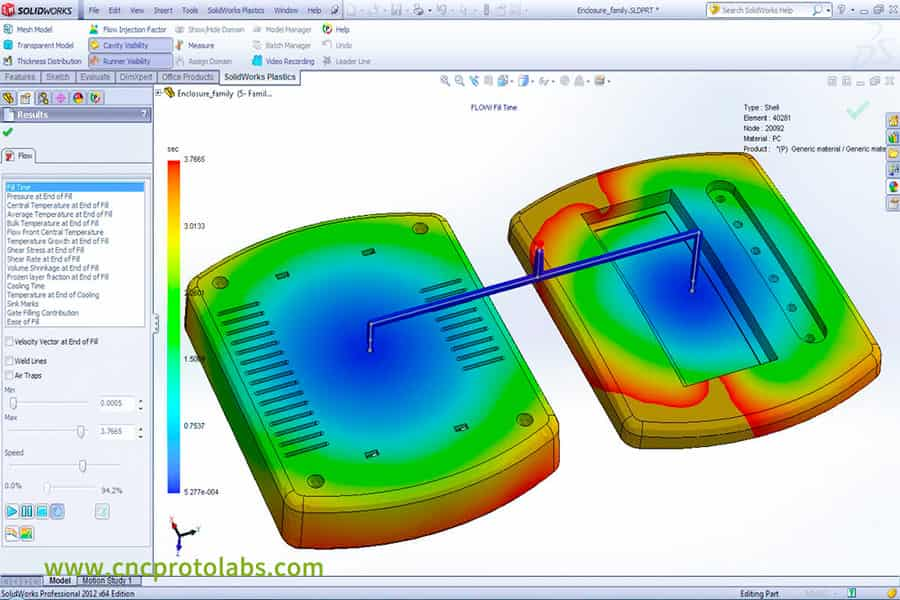
Figura 3: Captura de tela da simulação do SolidWorks Plastics mostrando a análise do tempo de preenchimento de uma peça de plástico, com uma escala codificada por cores indicando os tempos de preenchimento.
Como podemos ajudá-lo a obter uma redução de custos de 20% por meio do projeto de moldes de injeção de plástico?
Precisão JS oferece um serviço completo desde análise DFM e simulação de fluxo de molde até a fabricação de moldes. Em essência, por meio do projeto científico de moldes de injeção de plástico, ele ajuda as organizações a obter uma redução completa de custos de 20 a 30%, mantendo a eficácia e a qualidade.
Nossas vantagens tecnológicas
Nosso diferencial tecnológico é o segredo da redução de custos:
O feedback do DFM é feito em 48 horas, destacando de 5 a 8 pontos de otimização do projeto, o projeto de resfriamento conformal profissional é capaz de reduzir o ciclo de moldagem em 15-56%, a diferença de temperatura do molde é mantida dentro de 2°C, atendendo assim a diferentes requisitos.
Processo de Cooperação
Tornamos o processo de cooperação ainda mais fácil:
Você receberá um orçamento preliminar dentro de 1 hora após o upload dos desenhos, nossa equipe de engenharia dará sugestões de otimização com a ajuda da análise DFM, e a redução média do uso de material é de 10-15%, a entrega de moldes simples levará 2 semanas e os complexos 4 semanas, portanto você poderá iniciar a produção muito em breve.
Garantia de sucesso
Garantimos a redução de custos por meio de serviços de design de moldes de plástico orientados por dados: os contratos indicam claramente o valor das reduções de custos dentro de 5% e, portanto, não há custos ocultos, oferecemos dados como ciclo de produção e taxa de sucata que comprovarão claramente o valor da otimização do projeto de moldes de injeção de plástico.
Estudo de caso JS Precision: Tecnologia de resfriamento conformal reduz o custo de moldes de tampa de caixa de engrenagens industriais em 22%
O seguinte exemplo do mundo real ilustra claramente nossa capacidade de cortar custos usando projetos científicos de moldes de injeção de plástico.
Ele ainda aponta os benefícios práticos de otimização de projeto de uma forma muito natural.
Um fabricante de equipamentos de transmissão industrial buscava desenvolver tampas superiores de caixas de câmbio para um volume anual de 80.000 unidades. O projeto original do molde de 4 cavidades apresentava riscos de resfriamento irregular e empenamento além das tolerâncias.
Problemas enfrentados
O componente é uma caixa de 400mm×300mm×80mm com espessura de parede variando de 3-8mm. As instalações de refrigeração tradicionais não podem alcançar as áreas com paredes espessas.
De acordo com a estimativa, uma diferença de temperatura de 18°C levaria a empenamentos fora da tolerância de montagem de 0,2 mm, causando uma taxa de descarte de 12% do produto. O cliente solicitou a entrega das amostras T1 em 8 semanas com forte controle de custos.
Solução
Nossa equipe de engenharia direcionou com precisão os principais pontos problemáticos por meio da otimização multidimensional. A solução detalhada é a seguinte:
1. Projeto da peça:
A peça plástica para moldagem por injeção foi redesenhada, diminuindo a espessura da parede da peça de 8mm para 6mm. Costelas de reforço foram adicionadas para manter a resistência estrutural. Isto levou a uma redução de 18% no uso de material e à eliminação completa do problema de espessura irregular da parede.
2. Projeto de resfriamento do molde:
O projeto do molde de injeção de plástico foi otimizado pela introdução de canais de resfriamento conformados na região da carcaça do mancal de paredes espessas. Feito com impressão 3D metálica técnica, esses canais têm 8 mm de diâmetro e ficam a 10-12 mm da superfície do produto para fornecer resfriamento uniforme.
3. Moldagem por injeção e materiais de molde:
Primeiro, o Moldflow foi empregado para análise de preenchimento e empenamento, e a localização da comporta foi reorganizada, mudando de um sistema de injeção de ponto único para um sistema de câmara quente de dois pontos para eliminar linhas de solda e problemas de retenção de ar.
Em seguida, o aço H13 foi selecionado como material do molde, e a seção de resfriamento conformal foi produzida pela tecnologia de fusão em leito de pó a laser (LPBF). Isso resultou em um aumento de 8% no custo, no entanto, o custo total do molde de injeção de plástico caiu.
Resultados Finais
Após as alterações, o tempo de resfriamento caiu para 8 segundos (uma redução de 56%), o tempo do ciclo de moldagem foi de 32 segundos, a capacidade de produção anual foi de 90.000 unidades, o uso de material caiu 18%, a taxa de refugo foi de 2,1%, o custo geral foi reduzido em 22%, o novo investimento foi recuperado em 6 meses e os objetivos de empenamento foram alcançados.
Graças ao notável resultado de redução de custos, o cliente nos confiou todo o projeto e fabricação de ferramentas de moldagem por injeção de plástico, alcançando assim melhorias de custo e eficiência a longo prazo.
Quer obter reduções de custos semelhantes para os seus moldes? Envie os desenhos de suas peças e personalizaremos uma solução exclusiva de projeto de molde de injeção de plástico para você, garantindo reduções de custos de mais de 20%.
Perguntas frequentes
Q1: Qual proporção do custo total do molde geralmente é o projeto de molde de injeção de plástico?
As taxas de projeto são geralmente de 5 a 15% do custo total do molde. Um bom projeto de molde de injeção de plástico pode reduzir o custo total de fabricação em mais de 20%, eliminando assim despesas futuras.
Q2: Como estimar com precisão o custo de um molde de injeção de plástico?
Vários fatores influenciam o preço do molde de injeção de plástico, como o número de cavidades, o tamanho do molde, o tipo de aço e a complexidade da estrutura. Para obter uma cotação exata , desenhos 3D devem ser fornecidos.
Q3: Qual é a principal regra de projeto para projeto de peças plásticas para moldagem por injeção?
A regra mais importante do projeto de peças plásticas para moldagem por injeção é manter a espessura da parede uniforme (1,0-3,5 mm), ao mesmo tempo que incorpora um ângulo de inclinação de 1-2 para facilitar a desmoldagem.
Q4: Quais partes de um molde de injeção de plástico influenciam principalmente a qualidade do produto?
Em partes de um molde de injeção de plástico, o sistema de vazamento, o sistema de resfriamento e o sistema de ejeção são os que têm maior probabilidade de afetar a qualidade da moldagem do produto, a precisão dimensional e a eficiência da produção.
Q5: Qual é a vida útil típica de uma ferramenta de moldagem por injeção de plástico?
A vida útil das ferramentas de moldagem por injeção de plástico depende do material e da manutenção. Os moldes de aço macio podem suportar de 200.000 a 500.000 ciclos, enquanto os moldes de aço duro podem suportar mais de 1 milhão de ciclos. A manutenção regular pode prolongar a vida útil em 50%.
Q6: Qual é o menor tempo possível de resfriamento do molde?
O resfriamento conformal eficiente permite uma redução de 56% no tempo de resfriamento do molde. Para peças com paredes extremamente finas de 0,8 mm, o tempo de resfriamento pode ser reduzido para 1-2 segundos, o que é um grande passo para melhorar a eficiência da produção.
Q7: Quanto custa um teste de molde?
Um único teste de molde custa cerca de US$ 5.000 a 20.000, o que cobre tempo de equipamento, materiais e mão de obra. Ao otimizar o projeto, pode-se reduzir o número de ensaios e, portanto, economizar custos.
Q8: Os moldes com múltiplas cavidades são sempre mais econômicos do que os moldes com cavidade única?
O fato é que nem sempre os moldes multicavidades são os que mais reduzem custos. Se o volume de produção for superior a 100.000 peças por ano, então o molde de múltiplas cavidades é a escolha apropriada, pois produz um custo unitário mais baixo , enquanto os moldes de cavidade única são adequados para produção abaixo de 50.000 peças por ano e podem ajudar a reduzir os custos de moldes de injeção de plástico.
Resumo
A chave para reduzir os custos dos moldes em 20% é usar moldes de injeção de plástico cientificamente projetados. Técnicas como otimização de peças, atualizações de resfriamento, seleção de materiais e simulação de fluxo de molde têm o potencial de reduzir custos.
Com tecnologia, experiência e serviços baseados em dados, a JS Precision pode ajudá-lo a garantir reduções de custos e evitar erros de projeto. Não há necessidade de supervisionar divergências de preços de moldes ou retrabalho durante a moldagem experimental.
Basta enviar seus desenhos de design para receber uma solução personalizada de redução de custos que o ajudará a aproveitar ao máximo cada investimento.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

