

La conception de moules d’injection plastique est la condition préalable essentielle à la production de moulage par injection plastique, et de nombreuses entreprises rencontrent les problèmes suivants :
J'ai reçu deux devis de moules apparemment identiques, mais les prix diffèrent de plusieurs dizaines de milliers de dollars. Après un essai de moulage, des défauts ont été constatés dans les pièces et ont dû être retravaillés et modifiés. La racine de ces problèmes ne réside souvent pas dans la moisissure elle-même, mais dans les premiers conception de moules d'injection plastique décisions.
Cet article démontrera comment, grâce à la conception scientifique, jusqu'à 20 % peuvent être économisés sans compromettre la qualité, ce qui sera d'une grande aide pour les entreprises en termes de réduction des coûts et d'amélioration de l'efficacité dans la production de moulage par injection plastique.
Résumé clé :
Grâce à l'optimisation de la conception des pièces en plastique pour le moulage par injection, à l'utilisation d'une technologie de refroidissement conforme et à la sélection de matériaux scientifiques, il est possible de réduire le coût du moule de 15 à 30 %, tout en réduisant le cycle de moulage de plus de 20 % .
Une conception appropriée des moules d’injection plastique peut contribuer à réduire les rebuts et à augmenter l’efficacité de la production directement à la source.
| Facteurs clés | Impact sur les coûts | Méthodes de mise en œuvre |
| Méthodes de mise en œuvre | Réduit les coûts de 15 à 20 % | Analyse DFM, uniformité de l'épaisseur de paroi |
| Conception du système de refroidissement | Réduit le temps de cycle de 20 à 35 % | Canaux de refroidissement conformes |
| Sélection des matériaux | Économise 15 à 25 % | Bilan des performances et des coûts |
Principales conclusions
- La phase de conception détermine 80 % du coût de production : l'analyse DFM lors de la phase de planification permet d'économiser ultérieurement les dépenses de modification du moule.
- Le système de refroidissement est le principal contributeur à l'efficacité : l'amélioration de la conception du refroidissement peut entraîner une réduction de 15 à 35 % du temps de cycle.
- La sélection des matériaux est un compromis entre performances et fabricabilité : un choix approprié de plastiques moulables par injection a le potentiel de réduire les coûts unitaires de plus de 0,01 $.
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans la conception de moules à injection plastique
Le choix d’un guide de conception de moules d’injection plastique fiable est l’une des premières étapes permettant aux entreprises d’atteindre des niveaux de réduction des coûts et d’amélioration de l’efficacité. JS Precision, avec une longue expérience dans l’industrie du moulage par injection plastique, est un partenaire fiable sur lequel compter.
Nous disposons d'une équipe d'ingénieurs qualifiés qui a réalisé plus de 100 000 projets de conception de moules d'injection plastique, fournissant des services à des entreprises dans plus de 50 pays à travers le monde, notamment dans des secteurs tels que l'automobile, l'électronique et le médical.
Nous nous conformons toujours à la norme mondiale ISO 13485, garantissant que chaque solution de conception de moules à injection plastique est conforme aux spécifications de l'industrie. ISO 13485:2016 est une norme fondamentale dans notre entreprise en matière de conception et de production.
Entre-temps, nous avons aidé une entreprise d'électronique à résoudre le problème des coûts de moulage extrêmement élevés. Le prix initial du moule d'injection plastique de l'entreprise s'élevait à 12 000 $.
Après avoir repensé le moule d'injection plastique, modifié la conception du moule d'injection plastique et configuré les configurations du système de refroidissement, le coût du moule a été réduit de 28 % et le cycle de moulage a été réduit de 32 %, ce qui a permis à l'entreprise d'économiser plus de 50 000 $ par an en coûts de production .
C'est notre expérience pratique approfondie qui a fait notre succès dans une large mesure. Nous nous appuyons également sur un service basé sur les données comme gage de qualité.
Par exemple, nous pouvons effectuer une analyse DFM en 2 jours, localiser entre cinq et huit points d'optimisation de conception et en même temps proposer des services de simulation de flux de moule et de fabrication de moules. Une fois la solution de conception du moule d’injection plastique mise en œuvre, la production peut démarrer immédiatement.
Nous sommes en mesure de produire presque tous les types de moules d’injection plastique, notamment des moules à une seule cavité et des moules à plusieurs cavités avec tirage latéral du noyau. Grâce à nos capacités professionnelles, nous pouvons répondre aux besoins des clients tout en soulageant et en éliminant les préoccupations des clients haut de gamme concernant la qualité de la conception et le contrôle des coûts.
Pour en savoir plus sur nos réussites et obtenir des stratégies personnalisées de réduction des coûts pour la conception de moules d’injection plastique, veuillez contacter nos ingénieurs pour une consultation individuelle.
Quels sont les principaux facteurs de conception qui affectent le coût du moulage par injection plastique ?
De nombreux fabricants se demandent pourquoi le coût des moules d’injection plastique diffère autant même lorsque les moules semblent identiques. La raison principale réside dans les facteurs clés de la conception des moules d’injection plastique : le nombre d’empreintes, l’acier du moule et la complexité du système de refroidissement. L’extraction latérale du noyau entraîne des moules plus grands et des prix plus élevés.
Nombre de cavités et taille du moule
La quantité de cavités est le principal facteur des moules d’injection plastique en termes de coût et d’efficacité de production. À titre de référence, un moule à une seule cavité coûte entre 3 000 et 5 000 dollars, tandis que le prix d'un moule à quatre cavités peut aller jusqu'à 8 000 à 12 000 dollars.
Ainsi, chaque augmentation de 10 % de la taille du support de moule entraîne une augmentation du prix de 15 à 20 %, en raison de la demande supplémentaire d'acier et de la durée de traitement plus longue.
L'impact exponentiel de la précision de la tolérance sur le coût
La précision de la tolérance entraîne une augmentation exponentielle de coût du moule d'injection plastique : 0. 1mm est le coût de base, un serrage à 0. 05mm ajoute 15% de coût en plus, à 0. 01mm, qui nécessite un traitement EDM, le prix augmente de plus de 50%. La haute précision allonge considérablement les opérations d’usinage et augmente le niveau de difficulté.
| Précision de tolérance | Méthode d'usinage | Variation des coûts | Scénarios applicables | Cycle d'usinage |
| ±0,1mm | Usinage conventionnel | Valeur de référence | Pièces en plastique ordinaires | 5-7 jours |
| ±0,05 mm | Usinage de précision | Augmentation de 15 % | Pièces d'assemblage général | 8-10 jours |
| ±0,01mm | Usinage EDM | Augmentation de plus de 50 % | Pièces de haute précision | 15-20 jours |
| ±0,005mm | Usinage d'ultra-précision | Augmentation de plus de 100 % | Pièces médicales et aérospatiales | 25-30 jours |
Complexité du mécanisme interne
La machinerie interne d’un moule est plus complexe et a donc une influence beaucoup plus directe sur le coût des moules d’injection plastique. Par exemple, un simple curseur normal coûte entre 800 et 1 200 $ de plus.
En plus de cela, le mécanisme de traction du noyau hydraulique coûte entre 1 500 et 2 500 dollars. Ces deux éléments nécessitent non seulement des processus d'usinage et d'assemblage supplémentaires, mais exigent également une plus grande précision de conception.
Vos pièces ont-elles des tolérances strictes inutiles ? Soumettez des dessins pour un examen gratuit de la fabricabilité avec tolérance (DFT) et des recommandations d'optimisation des coûts.
Comment optimiser la conception des pièces en plastique pour le moulage par injection afin de réduire fondamentalement les coûts ?
La conception de pièces représente environ 60 % et plus du coût de conception de moules à injection plastique. La plupart des entreprises se rendent compte qu'elles doivent payer plus tard que prévu parce qu'elles n'ont pas optimisé leurs conceptions au départ.
Avec des mesures telles que le maintien d’une épaisseur de paroi constante, l’intégration d’angles de dépouille et la suppression des éléments complexes, il est possible d’économiser jusqu’à 20 à 30 % des coûts dès le début.
Principes de calcul de l'épaisseur des parois
Le grand principe derrière un conception de pièces en plastique pour le moulage par injection est une épaisseur de paroi constante. Différents matériaux nécessitent différentes épaisseurs pour des performances optimales comme l'ABS 1. 2-1. 8 mm, PP 1,0-2. 5mm, ou PC 1. 5-3. 0 mm.
- Plage d'épaisseur de paroi optimale pour l'ABS : 1,2-1,8 mm.
- Plage d'épaisseur de paroi optimale pour le PP : 1,0-2,5 mm.
- Plage d'épaisseur de paroi optimale pour PC : 1,5 à 3,0 mm.
Les épaisseurs de paroi supérieures à 4 mm augmentent le temps de refroidissement de 300 %, augmentent le risque de marques de retrait de 50 % et augmentent l'utilisation de matériaux, ce qui augmente encore les coûts.
Définition des angles de dépouille
L’un des avantages d’un réglage correct des angles de dépouille est que le moule est moins exposé à l’usure. De plus, cela réduit la complexité de la conception :
Si un angle de dépouille adéquat n'est pas fourni, le démoulage peut devenir une opération très difficile, ce qui entraînera une augmentation significative des taux de rebut.
Téléchargez notre livre blanc sur la conception de pièces en plastique pour l'optimisation du moulage par injection pour obtenir des spécifications de conception détaillées, éviter facilement les pièges de conception et réduire les coûts à la source.
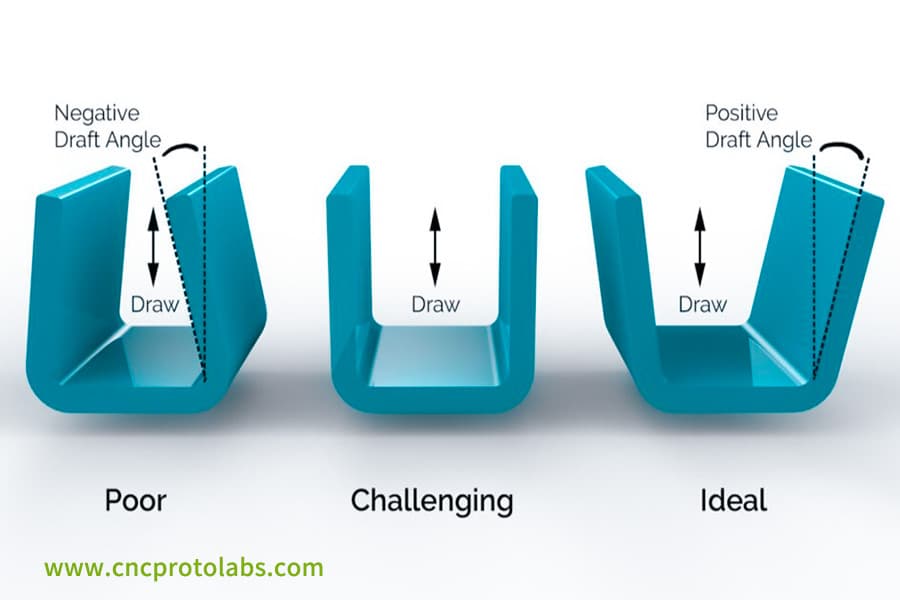
Figure 1 : Illustration comparant trois types d'angles de dépouille (médiocre, difficile, idéal) pour l'éjection de pièces en plastique, avec des flèches indiquant la direction d'extraction.
Comment définir des exigences pour garantir le coût optimal du moulage par injection plastique ?
Après avoir optimisé la conception des pièces et des moules, il est nécessaire de divulguer la quantité de production annuelle, le type de matériau, le niveau de tolérance et la durée de vie du moule afin que les coûts des moules par injection plastique puissent être déterminés avec précision. Cela aidera à développer des solutions économiques et également à éviter des coûts supplémentaires dus aux changements ultérieurs.
Une quantité de production différente par an peut signifier des types de moules, des sélections de matériaux et leurs coûts très différents. Les données ci-dessous peuvent aider les entreprises à définir les exigences appropriées et à déterminer avec précision le coût du moule d'injection plastique, ainsi que de fournir un support de données pour la conception de moules d'injection plastique.
| Demande annuelle (pièces) | Nombre de cavités recommandé | Matériau du moule | Coût du moule (USD) | Coût de maintenance annuel (USD) | Durée de vie estimée du moule (10 000 cycles) |
| En dessous de 10 000 | 1-2 cavités | Moule en aluminium (Al 7075-T6) | 3 000 à 5 000 | 150-300 | 5-10 |
| 10 000 à 50 000 | 2-4 cavités | Acier P20 | 8 000-15 000 | 400-600 | 20-50 |
| 10 000 à 50 000 | 4-8 cavités | H13 Acier | 15 000-30 000 | 800-1 200 | 100-150 |
| 100 000-500 000 | 8-16 cavités | Acier H13/S136 | 30 000 à 60 000 | 1 500-2 000 | 150-200 |
| Plus de 500 000 | 16-32 cavités | Acier S136/420SS | 60 000-120 000 | 2 500-3 500 | Plus de 200 |
Sélectionnez le matériau du moule en fonction du volume de production
La maîtrise des coûts réside principalement dans le choix des bon matériau de moule vers chaque objectif de production annuel :
Les moules en aluminium conviennent à une production annuelle de moins de 100 000 pièces, leur coût est environ 50 à 60 % inférieur à celui des moules en acier. L'acier P20 est utilisé pour des exigences moyennes, l'acier H13 est un matériau très résistant à l'usure avec une durée de vie de plus d'un million de cycles et est généralement utilisé pour des productions à très grande échelle.
- Moules en aluminium (Al 7075-T6) : durée de vie de 50 000 à 100 000 cycles, réduction des coûts de 50 à 60 % par rapport aux moules en acier, généralement la meilleure option dans les cas où la production annuelle est inférieure à 100 000 unités.
- Acier P20 : durée de vie de 200 000 à 500 000 cycles, prix raisonnable, correspond à une demande normale avec une production annuelle de 100 000 à 1 000 000 de pièces.
- Acier H13 : Durée de vie >1 000 000 de cycles, dureté HRC 48-52, idéal pour une production en grand volume avec une production annuelle supérieure à 1 million d'unités.
Définir clairement les dimensions critiques et non critiques
Toutes les dimensions ne nécessitent pas une grande précision. Faire la différence entre les dimensions critiques et non critiques peut réduire considérablement les coûts d’outillage :
Indiquez 3 à 5 dimensions CTQ (Critical To Quality) avec une tolérance étroite (tolérance inférieure à 0,02 mm) pour les exigences d'assemblage, tandis que pour les zones non critiques, assouplissez les tolérances à 0,2 mm, réduisant ainsi le temps d'usinage de 40 %.
Paramètre du cycle de maintenance
En définissant correctement les cycles de maintenance, vous pouvez augmenter considérablement la durée de vie des moules et réduire les coûts au fil du temps :
Les soins préventifs contre les moisissures tous les 50 000 à 100 000 cycles représentent environ 3 à 5 % du coût annuel des moules. Cependant, de tels soins préventifs permettent d'augmenter la durée de vie du moule de moitié et d'éviter également les pertes liées aux temps d'arrêt et aux retouches.
Les pièces d'un moule d'injection plastique : comment le système de refroidissement peut-il vous aider à raccourcir le cycle de 30 % ?
Les pièces d'un moule d'injection plastique comprennent des composants essentiels tels que le moulage, le refroidissement et l'éjection . Le système de refroidissement est responsable de la majorité du temps de moulage, estimé entre 60 et 75 %. L'amélioration de l'efficacité du système de refroidissement peut notamment réduire le temps de cycle, les coûts de production et également contribuer à atteindre les objectifs fixés. Norme ISO 20457:2018 .
Refroidissement conforme vs refroidissement traditionnel
La différence fondamentale entre le refroidissement traditionnel et le refroidissement conforme est la suivante :
- Refroidissement traditionnel : Avec un espacement des canaux de 25 à 40 mm, les différences de température du moule peuvent aller jusqu'à 10 à 20°C. Cela conduit à la production d’articles déformés et présentant des marques de retrait.
- Refroidissement conforme : Les canaux peuvent être conçus de manière à être en harmonie uniquement avec la forme du produit . De cette façon, la différence de température est égalisée à 2°C, le degré de déformation est réduit de 30 à 50 % et le temps de refroidissement est raccourci.
Indicateurs quantitatifs pour l'efficacité du refroidissement
L'efficacité du refroidissement doit satisfaire aux critères quantitatifs : un débit d'eau de 2 à 3 m/s (nombre de Reynolds > 5 000) est recommandé pour un refroidissement constant. En théorie, un temps de refroidissement d'une seconde sans interruption peut entraîner une augmentation de production d'environ 100 000 pièces par an avec un moule à 8 cavités, augmentant considérablement la capacité.
Outre l’amélioration de la capacité de production, le système de refroidissement est également un facteur majeur affectant la qualité du produit.
Abaisser la différence de température du moule de 5 °C pourrait entraîner une diminution des contraintes internes du produit de 20 % et une réduction de la déformation par gauchissement de 15 %, un processus de refroidissement correctement géré peut entraîner une cristallinité plastique supérieure d'environ 5 à 10 %, conduisant à de meilleures propriétés mécaniques et à des taux de rebut inférieurs des produits.
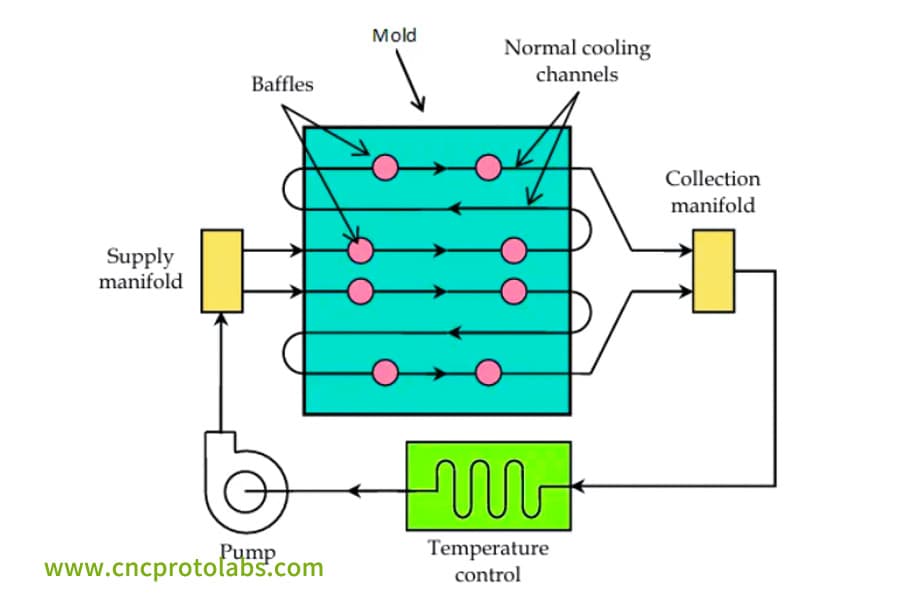
Figure 2 : Un schéma montrant la structure interne d'un système de refroidissement de moule, y compris les collecteurs d'alimentation/collecte, les canaux de refroidissement normaux et les déflecteurs.
Comment choisir les bons plastiques moulés par injection pour équilibrer performances et coûts ?
Choisir le bon plastiques moulables par injection est un incontournable pour la conception de moules d’injection plastique. Les matériaux représentent généralement 30 à 60 % du coût total de la pièce. L'intégration d'une compensation de retrait dans le choix de l'acier pour moules peut non seulement contribuer à minimiser les coûts, mais également garantir que les performances ne sont pas compromises.
Niveaux de coût des matériaux
| Type de matériau | Matériel représentatif | Coût (USD/kg) | Scénarios applicables |
| Plastiques généraux | PP, ABS, HANCHES | 1.2-2.0 | Pièces civiles générales non porteuses. |
| Plastiques techniques | PC, PA66, POM | 2,8-4,0 | Pièces industrielles, automobiles, assemblage. |
| Plastiques haute performance | PEEK, LCP | 20-100 | Pièces médicales, aérospatiales, environnement haute température. |
Impact des matériaux sur la durée de vie du moule
Les caractéristiques des plastiques moulables par injection ont non seulement un impact sur le degré d’usure du moule, mais influencent également le coût du moule d’injection plastique :
Par exemple, les matériaux renforcés à 30 % de fibres de verre augmenteront le taux d'usure de 3 à 5 fois , nécessitant ainsi l'utilisation d'acier dur comme le H13, tandis que les matériaux contenant des retardateurs de flamme nécessitent de l'acier inoxydable S136, ce qui augmentera la durée de vie du moule de 2 fois.
Contrôle du retrait
Étant donné que les différentes propriétés des plastiques moulables par injection entraînent des taux de retrait différents, la conception du moule d'injection plastique doit être ajustée en conséquence : 0,4 à 0,8 % pour les matériaux non cristallins, 1,5 à 3,0 % pour les matériaux cristallins. Chaque retrait supplémentaire de 1 % nécessite une modification des dimensions du moule de 0,02 mm.
Vous ne savez pas quel plastique moulable par injection correspond le mieux à vos besoins ? Obtenez un guide gratuit de sélection des matériaux pour équilibrer performances et coûts et optimiser la conception de votre moule d’injection plastique.
Outillage de moulage par injection plastique : comment l'analyse de simulation peut-elle vous faire économiser 3 coûts de moule d'essai ?
Outillage de moulage par injection plastique a des coûts de fabrication très élevés, un seul moulage d'essai coûte à lui seul entre 5 000 et 20 000 $. L'analyse du flux de moule permet de prédire à l'avance le refroidissement du remplissage et les problèmes de gauchissement, ce qui réduira non seulement le nombre d'essais de moulage, mais contribuera également à optimiser la conception des moules d'injection plastique.
La valeur clé de l’analyse de remplissage
L'analyse du remplissage peut être utilisée pour prédire les problèmes de moulage par injection avant qu'ils ne surviennent :
Par exemple, il peut montrer où les lignes de soudure seront formées et, par conséquent, les portes peuvent être optimisées, augmentant la résistance de 30 à 50 %. Il peut également identifier les zones d'air emprisonnées afin que le système de ventilation puisse être ajusté pour éviter la combustion du produit et les tirs courts, conduisant ainsi à une réduction des taux de rebut.
Analyse du refroidissement
L'analyse du refroidissement conduit à une configuration optimale du système de refroidissement.
Par exemple, lorsque les différences de température dans les points chauds sont réduites à moins de 3°C, la déformation du produit est réduite de 25 %. Le changement de position et de taille du canal entraîne une amélioration de l'efficacité du refroidissement de 20 à 35 %, ce qui conduit à un raccourcissement du cycle de moulage.
Prédiction et compensation des déformations
L'analyse du flux de moule montre non seulement l'emplacement du gauchissement, mais elle permet également une pré-compensation de la conception du moule d'injection plastique (de 0,15 à 0,25 mm) afin que les réparations du moule puissent être réduites de 1 à 2 fois. Les erreurs de prédiction sont maintenues à moins de 10 %, ce qui garantit la précision dimensionnelle.
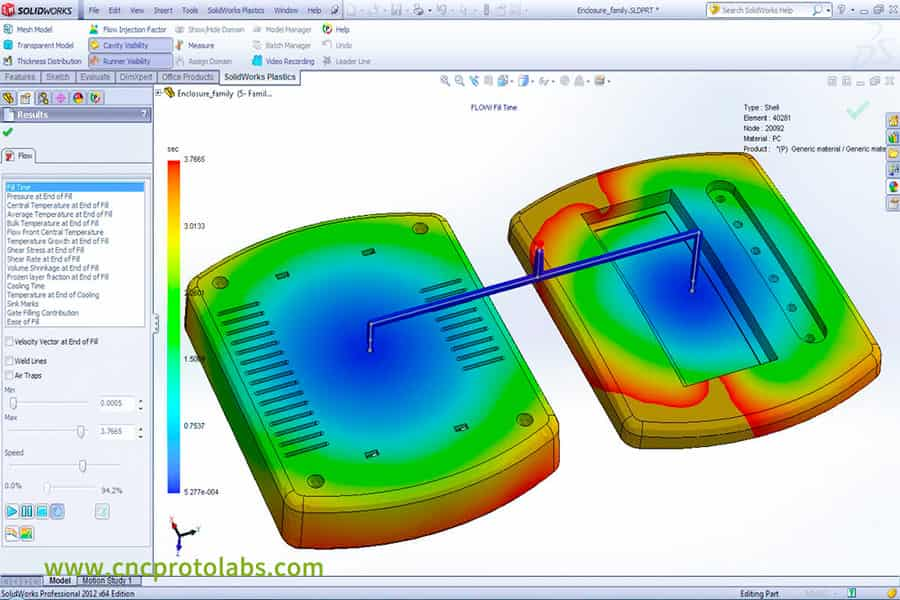
Figure 3 : Capture d'écran de simulation SolidWorks Plastics montrant l'analyse du temps de remplissage d'une pièce en plastique, avec une échelle à code couleur indiquant les temps de remplissage.
Comment pouvons-nous vous aider à obtenir une réduction des coûts de 20 % grâce à la conception de moules à injection plastique ?
Précision JS offre un service complet depuis l'analyse DFM et la simulation du flux de moule jusqu'à la fabrication de moules. Essentiellement, grâce à la conception scientifique de moules d’injection plastique, il aide les organisations à réaliser une réduction complète des coûts de 20 à 30 % tout en maintenant l’efficacité et la qualité.
Nos avantages technologiques
Notre avance technologique est le secret de la réduction des coûts :
Le retour DFM est effectué dans les 48 heures, mettant en évidence 5 à 8 points d'optimisation de la conception, la conception de refroidissement conforme professionnelle est capable de réduire le cycle de moulage de 15 à 56 %, la différence de température du moule est maintenue à moins de 2 °C, répondant ainsi à différentes exigences.
Processus de coopération
Nous facilitons encore plus le processus de coopération :
Vous recevrez un devis préliminaire dans l'heure suivant le téléchargement des dessins, notre équipe d'ingénierie vous donnera des suggestions d'optimisation à l'aide de l'analyse DFM, et la réduction moyenne de l'utilisation de matériaux est de 10 à 15 %, la livraison des moules simples prendra 2 semaines et celle des moules complexes 4 semaines, vous pourrez donc commencer la production très bientôt.
Assurance du succès
Nous garantissons la réduction des coûts grâce à des services de conception de moules en plastique basés sur des données : les contrats indiquent clairement le montant des réductions de coûts dans les 5 % et il n'y a donc pas de coûts cachés, nous vous proposons des données telles que le cycle de production et le taux de rebut qui prouveront clairement la valeur de l'optimisation de la conception des moules d'injection plastique.
Étude de cas JS Precision : la technologie de refroidissement conforme réduit le coût des moules de couvercle de boîte de vitesses industrielle de 22 %
L’exemple concret suivant illustre clairement notre capacité à réduire les coûts en utilisant une conception scientifique de moules d’injection plastique.
Il souligne même les avantages pratiques de optimisation de la conception d'une manière très naturelle.
Un fabricant d'équipements de transmission industrielle cherchait à développer des couvercles supérieurs de boîte de vitesses pour un volume annuel de 80 000 unités. La conception originale du moule à 4 cavités comportait des risques de refroidissement irrégulier et de déformation au-delà des tolérances.
Problèmes rencontrés
Le composant est une boîte de 400 mm × 300 mm × 80 mm dont l'épaisseur de paroi varie de 3 à 8 mm. Les installations de refroidissement traditionnelles ne peuvent pas atteindre les zones aux parois épaisses.
Selon l'estimation, une différence de température de 18°C entraînerait une déformation en dehors de la tolérance d'assemblage de 0,2 mm provoquant un taux de rebut de 12 % du produit. Le client a demandé une livraison des échantillons T1 en 8 semaines avec un contrôle strict des coûts.
Solution
Notre équipe d’ingénieurs a ciblé avec précision les principaux problèmes grâce à une optimisation multidimensionnelle. La solution détaillée est la suivante :
1. Conception de la pièce :
La pièce en plastique destinée au moulage par injection a été repensée, réduisant l'épaisseur de la paroi de la pièce de 8 mm à 6 mm. Des nervures de renfort ont été ajoutées pour maintenir la résistance structurelle. Cela a conduit à une diminution de l'utilisation de matériaux de 18 % et à l'élimination complète du problème d'épaisseur inégale des parois.
2. Conception de refroidissement du moule :
La conception du moule d'injection plastique a été optimisée en introduisant des canaux de refroidissement conformes dans la région du boîtier de roulement à paroi épaisse. Fabriqué avec impression 3D métal technique, ces canaux mesurent 8 mm de diamètre et se trouvent à 10-12 mm de la surface du produit pour assurer un refroidissement uniforme.
3. Moulage par injection et matériaux de moulage :
Tout d'abord, Moldflow a été utilisé pour l'analyse du remplissage et du gauchissement, et l'emplacement de la porte a été réorganisé en passant d'un système d'injection à un seul point à un système à canaux chauds à deux points afin d'éliminer les lignes de soudure et les problèmes de piégeage d'air.
Ensuite, l'acier H13 a été sélectionné comme matériau de moule et la section de refroidissement conforme a été produite par la technologie de fusion laser sur lit de poudre (LPBF). Cela a entraîné une augmentation des coûts de 8 %, mais le coût total du moule d'injection plastique a diminué.
Résultats finaux
Après les changements, le temps de refroidissement est tombé à 8 secondes (une réduction de 56 %), le temps de cycle de moulage était de 32 secondes, la capacité de production annuelle était de 90 000 unités, l'utilisation de matériaux a diminué de 18 %, le taux de rebut a été de 2,1 %, le coût global a été réduit de 22 %, le nouvel investissement a été récupéré en 6 mois et les objectifs de déformation ont été atteints.
Grâce aux résultats remarquables en matière de réduction des coûts, le client nous a confié toute la conception et la fabrication des outils de moulage par injection plastique, obtenant ainsi des améliorations de coûts et d'efficacité à long terme.
Vous souhaitez obtenir des réductions de coûts similaires pour vos moules ? Soumettez vos dessins de pièces et nous personnaliserons pour vous une solution unique de conception de moules à injection plastique, garantissant ainsi des réductions de coûts de plus de 20 %.
FAQ
Q1 : Quelle proportion du coût total du moule est généralement consacrée à la conception de moules d’injection plastique ?
Les frais de conception représentent généralement 5 à 15 % du coût total du moule. Une bonne conception de moule d’injection plastique peut réduire le coût total de fabrication de plus de 20 %, éliminant ainsi les dépenses futures.
Q2 : Comment estimer avec précision le coût d’un moule d’injection plastique ?
Plusieurs facteurs influencent le prix du moule d’injection plastique, comme le nombre d’empreintes, la taille du moule, le type d’acier et la complexité de la structure. À obtenir un devis précis , des dessins 3D doivent être fournis.
Q3 : Quelle est la principale règle de conception pour la conception de pièces en plastique pour le moulage par injection ?
La règle la plus importante de la conception de pièces en plastique pour le moulage par injection est de maintenir une épaisseur de paroi uniforme (1,0 à 3,5 mm), tout en incorporant également un angle de dépouille de 1 à 2 pour un démoulage plus facile.
Q4 : Quelles parties d'un moule d'injection plastique influencent principalement la qualité du produit ?
Dans certaines parties d'un moule d'injection plastique, le système de coulée, le système de refroidissement et le système d'éjection sont les plus susceptibles d'affecter la qualité du moulage du produit, la précision dimensionnelle et l'efficacité de la production.
Q5 : Quelle est la durée de vie typique d’un outil de moulage par injection plastique ?
La durée de vie des outils de moulage par injection plastique dépend du matériau et de l’entretien. Les moules en acier doux peuvent résister à 200 000 à 500 000 cycles, tandis que les moules en acier dur peuvent résister à plus d'un million de cycles. Un entretien régulier peut prolonger la durée de vie de 50 %.
Q6 : Quel est le temps de refroidissement du moule le plus court possible ?
Un refroidissement conforme efficace permet une réduction de 56 % du temps de refroidissement du moule. Pour les pièces à parois extrêmement fines (0,8 mm), le temps de refroidissement peut être réduit à 1 à 2 secondes, ce qui constitue un grand pas en avant vers une meilleure efficacité de production.
Q7 : Combien coûte un essai de moisissure ?
Un seul essai de moule coûte environ 5 000 à 20 000 dollars, ce qui couvre le temps consacré à l'équipement, les matériaux et la main d'œuvre. En optimisant la conception, on peut réduire le nombre d’essais et donc économiser sur les coûts.
Q8 : Les moules à plusieurs cavités sont-ils toujours plus rentables que les moules à une seule cavité ?
Le fait est que les moules multi-empreintes ne sont pas toujours ceux qui réduisent le plus les coûts. Si le volume de production est supérieur à 100 000 pièces par an, le moule à plusieurs cavités est le choix approprié car il génère un coût unitaire inférieur, tandis que les moules à cavité unique conviennent aux séries de production inférieures à 50 000 pièces par an et peuvent contribuer à réduire les coûts des moules à injection plastique.
Résumé
La clé pour réduire les coûts de moulage de 20 % consiste à utiliser des moules d’injection plastique scientifiquement conçus. Des techniques telles que l'optimisation des pièces, les améliorations du refroidissement, la sélection des matériaux et la simulation du flux de moule ont chacune le potentiel de réduire les coûts.
Grâce à la technologie, à l'expertise et aux services axés sur les données, JS Precision peut vous aider à réduire les coûts et à éviter les erreurs de conception. Il n'est pas nécessaire de surveiller les divergences de prix des moules ou de retravailler pendant les essais de moulage.
Soumettez simplement vos dessins de conception pour recevoir une solution de réduction des coûts sur mesure qui vous aidera à tirer le meilleur parti de chaque investissement.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

