

يعد تصميم قوالب حقن البلاستيك هو الشرط الأساسي لإنتاج قوالب حقن البلاستيك، وتواجه العديد من الشركات مثل هذه المشكلات:
تلقيت عرضين متطابقين للقالب، لكن الأسعار تختلف بعشرات الآلاف من الدولارات. بعد تجربة القالب، تم العثور على عيوب في الأجزاء وكان لا بد من إعادة صياغتها وتعديلها. غالبًا ما لا يكمن جذر هذه المشاكل في العفن نفسه، بل في بداياته تصميم قوالب حقن البلاستيك القرارات.
ستوضح هذه المقالة كيف أنه من خلال التصميم العلمي، يمكن توفير ما يصل إلى 20% من التكلفة دون المساس بالجودة، مما سيكون بمثابة مساعدة كبيرة للشركات من حيث خفض التكلفة وتحسين الكفاءة في إنتاج قوالب حقن البلاستيك.
ملخص المفتاح:
من خلال تحسين تصميم الأجزاء البلاستيكية لقولبة الحقن، واستخدام تكنولوجيا التبريد المتوافقة، واختيار المواد العلمية، من الممكن تقليل تكلفة القالب بنسبة 15-30%، بينما في نفس الوقت، يمكن تقصير دورة التشكيل بأكثر من 20% .
يمكن أن يساعد التصميم المناسب لقالب حقن البلاستيك في تقليل الخردة وزيادة كفاءة الإنتاج مباشرة من المصدر.
| العوامل الرئيسية | تأثير التكلفة | طرق التنفيذ |
| طرق التنفيذ | يقلل التكاليف بنسبة 15-20% | تحليل سوق دبي المالي، وتوحيد سمك الجدار |
| تصميم نظام التبريد | يقصر وقت الدورة بنسبة 20-35% | قنوات التبريد المطابقة |
| اختيار المواد | يوفر 15-25% | الأداء وتوازن التكلفة |
الاستنتاجات الرئيسية
- تحدد مرحلة التصميم 80% من تكلفة الإنتاج: يساعد تحليل سوق دبي المالي في مرحلة التخطيط في توفير نفقات تغيير القالب لاحقًا.
- نظام التبريد هو المساهم الرئيسي في الكفاءة: قد يؤدي تحسين تصميم التبريد إلى تقليل وقت الدورة بنسبة 15-35%.
- اختيار المواد هو عبارة عن مقايضة بين الأداء وقابلية التصنيع: إن الاختيار المناسب للمواد البلاستيكية القابلة للتشكيل بالحقن لديه القدرة على خفض تكاليف الوحدة بأكثر من 0.01 دولار.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في تصميم قوالب حقن البلاستيك
يعد اختيار دليل تصميم قوالب حقن البلاستيك الجدير بالثقة إحدى الخطوات الأولية للشركات للوصول إلى مستويات توفير التكاليف وتحسين الكفاءة. تعتبر JS Precision، التي تتمتع بتاريخ طويل من الخبرة في صناعة قوالب حقن البلاستيك، شريكًا موثوقًا يمكن الاعتماد عليه.
نحن نفتخر بفريق هندسي ماهر نفذ أكثر من 100000 مشروع لتصميم قوالب حقن البلاستيك، ويقدم خدمات للشركات في أكثر من 50 دولة حول العالم، بما في ذلك قطاعات مثل السيارات والإلكترونيات والطبية.
نحن نلتزم دائمًا بالمعيار العالمي ISO 13485، مما يضمن أن كل حلول تصميم قوالب حقن البلاستيك تتوافق مع مواصفات الصناعة. آيزو 13485:2016 هو المعيار الأساسي في شركتنا في التصميم والإنتاج.
وفي غضون ذلك، قمنا بمساعدة إحدى شركات الإلكترونيات في معالجة مسألة تكاليف العفن المرتفعة للغاية. وصل سعر قالب حقن البلاستيك الأصلي للشركة إلى 12000 دولار.
بعد أن قمنا بإعادة هندسة قالب حقن البلاستيك، وتعديلات تصميم قالب حقن البلاستيك، وتكوينات نظام التبريد، تم تخفيض تكلفة القالب بنسبة 28%، وانخفضت دورة التشكيل بنسبة 32%، وبالتالي وفرت الشركة أكثر من 50000 دولار سنويًا في تكاليف الإنتاج .
إن خبرتنا العملية العميقة هي التي جعلتنا ناجحين إلى حد كبير. نحن نعتمد أيضًا على الخدمة المعتمدة على البيانات كضمان للجودة.
على سبيل المثال، يمكننا إجراء تحليل DFM في يومين، وتحديد ما بين خمس إلى ثماني نقاط لتحسين التصميم، وفي نفس الوقت تقديم خدمات لمحاكاة تدفق القالب وصنع القالب. بعد تنفيذ حل تصميم قالب حقن البلاستيك، يمكن أن يبدأ الإنتاج على الفور.
نحن قادرون على إنتاج أي نوع من قوالب حقن البلاستيك تقريبًا والتي تشمل قوالب ذات تجويف واحد، وقوالب ذات تجاويف متعددة مع سحب جانبي. بفضل قدراتنا المهنية، يمكننا تلبية احتياجات العملاء وفي نفس الوقت، تخفيف مخاوف العملاء المتميزين بشأن جودة التصميم والتحكم في التكلفة والقضاء عليها.
لمعرفة المزيد عن قصص نجاحنا والحصول على استراتيجيات مخصصة لخفض التكاليف لتصميم قوالب حقن البلاستيك، يرجى الاتصال بمهندسينا للحصول على استشارة فردية.
ما هي عوامل التصميم الرئيسية التي تؤثر على تكلفة قالب حقن البلاستيك؟
يتساءل العديد من الشركات المصنعة عن سبب الاختلاف الكبير في تكلفة قوالب حقن البلاستيك حتى عندما تبدو القوالب متطابقة. السبب الرئيسي هو العوامل الرئيسية في تصميم قالب حقن البلاستيك: عدد التجاويف، وصلب القالب، وتعقيد نظام التبريد. يؤدي سحب اللب الجانبي إلى قوالب أكبر وأسعار أعلى.
عدد التجاويف وحجم القالب
تعد كمية التجاويف العامل الرئيسي لقوالب حقن البلاستيك من حيث التكلفة وكفاءة الإنتاج. كمرجع، يتكلف القالب المجوف الواحد ما بين 3000 إلى 5000 دولار أمريكي، وفي الوقت نفسه، يمكن أن يصل سعر القالب ذو الأربعة تجاويف إلى 8000 إلى 12000 دولار أمريكي.
وبالتالي، فإن كل زيادة بنسبة 10% في حجم قاعدة القالب تؤدي إلى زيادة في السعر بنسبة 15-20%، وذلك بسبب الطلب الإضافي على الفولاذ ومدة المعالجة الأطول.
التأثير الأسي لدقة التسامح على التكلفة
دقة التسامح تؤدي إلى ارتفاع هائل في تكلفة قالب حقن البلاستيك : 0.1 مم هي التكلفة الأساسية، والتشديد إلى 0.05 مم يضيف تكلفة إضافية بنسبة 15٪، عند 0.01 مم، والذي يحتاج إلى معالجة EDM، يرتفع السعر بأكثر من 50٪. تعمل الدقة العالية على إطالة عمليات المعالجة بشكل كبير وترفع مستوى الصعوبة.
| دقة التسامح | طريقة التصنيع | تباين التكلفة | السيناريوهات القابلة للتطبيق | دورة التصنيع |
| ± 0.1 ملم | الآلات التقليدية | القيمة الأساسية | الأجزاء البلاستيكية العادية | 5-7 أيام |
| ± 0.05 ملم | الآلات الدقيقة | زيادة بنسبة 15% | أجزاء الجمعية العامة | 8-10 أيام |
| ± 0.01 ملم | تصنيع الآلات الإلكترونية | زيادة بأكثر من 50% | أجزاء عالية الدقة | 15-20 يوما |
| ± 0.005 مم | تصنيع الآلات فائقة الدقة | زيادة بأكثر من 100% | الأجزاء الطبية والفضائية | 25-30 يوما |
تعقيد الآلية الداخلية
تعتبر الآلية الداخلية للقالب أكثر تعقيدًا، لذلك لها تأثير مباشر أكبر بكثير على تكلفة قوالب حقن البلاستيك. على سبيل المثال، يكلف شريط التمرير العادي ما بين 800 إلى 1200 دولار إضافية.
علاوة على ذلك، فإن آلية السحب الأساسية الهيدروليكية تتراوح ما بين 1500 دولار إلى 2500 دولار. ولا يتطلب كلا الأمرين عمليات تصنيع وتجميع إضافية فحسب، بل يتطلبان أيضًا دقة تصميم أعلى.
هل تتمتع أجزائك بتسامحات صارمة غير ضرورية؟ قم بإرسال الرسومات لمراجعة إمكانية التصنيع المجانية (DFT) وتوصيات تحسين التكلفة.
كيفية تحسين تصميم الأجزاء البلاستيكية لقولبة الحقن لتقليل التكاليف بشكل أساسي؟
يمثل تصميم الأجزاء حوالي 60٪ وأكثر من تكلفة تصميم قوالب حقن البلاستيك. تجد معظم الشركات أنه يتعين عليها أن تدفع أكثر مما توقعت لاحقًا لأنها لم تقم بتحسين تصميماتها في البداية.
ومن خلال إجراءات مثل الحفاظ على سمك جدار ثابت، ودمج زوايا السحب، وإزالة الميزات المعقدة، من الممكن توفير ما يصل إلى 20-30% من التكاليف منذ البداية.
مبادئ تصميم سمك الجدار
المبدأ الرئيسي وراء أ تصميم الأجزاء البلاستيكية لقولبة الحقن هو سمك الجدار ثابت. تتطلب المواد المختلفة سماكات مختلفة للحصول على الأداء الأمثل مثل ABS 1.2-1. 8 مم، ب 1.0-2. 5 مللي متر ، أو الكمبيوتر 1. 5-3. 0 ملم.
- نطاق سمك الجدار الأمثل لـ ABS: 1.2-1.8 مم.
- نطاق سمك الجدار الأمثل لـ PP: 1.0-2.5 مم.
- نطاق سمك الجدار الأمثل للكمبيوتر الشخصي: 1.5-3.0 ملم.
تزيد سماكة الجدار التي تتجاوز 4 مم من وقت التبريد بنسبة 300%، وتزيد من خطر علامات الانكماش بنسبة 50%، وتزيد من استخدام المواد، مما يؤدي إلى زيادة التكاليف.
تحديد مسودة الزوايا
إحدى مزايا ضبط زوايا السحب بشكل صحيح هي أن القالب أقل تعرضًا للتآكل. وهذا أيضًا يقلل من تعقيد التصميم:
إذا لم يتم توفير زاوية سحب مناسبة، فقد تصبح عملية التشكيل صعبة للغاية، الأمر الذي سيؤدي بدوره إلى ارتفاع كبير في معدلات الخردة.
قم بتنزيل المستند التعريفي التمهيدي الخاص بتصميم الأجزاء البلاستيكية لتحسين قوالب الحقن للحصول على مواصفات التصميم التفصيلية، وتجنب مخاطر التصميم بسهولة، وتقليل التكاليف من المصدر.
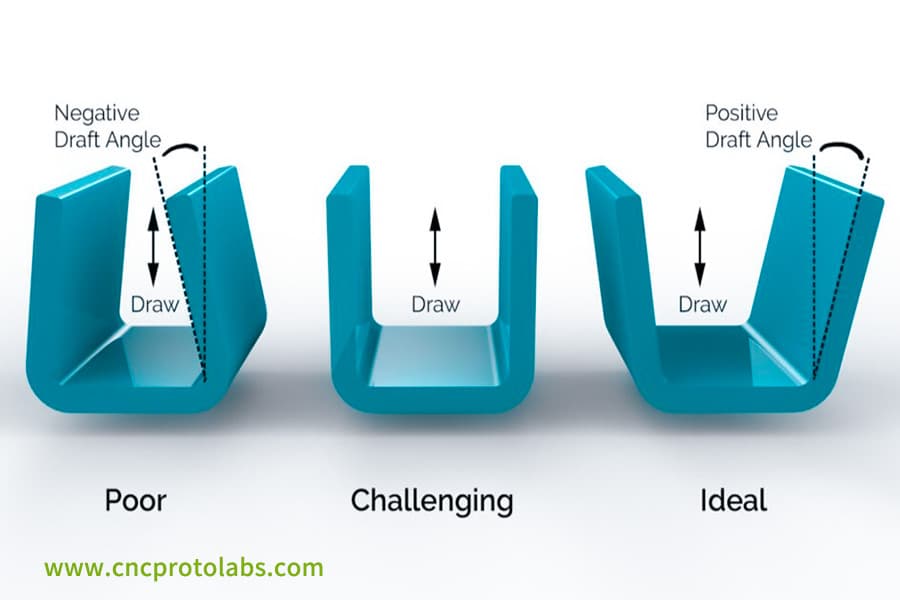
الشكل 1: رسم توضيحي يقارن بين ثلاثة أنواع من زوايا السحب (ضعيفة، صعبة، مثالية) لإخراج الأجزاء البلاستيكية، مع أسهم تشير إلى اتجاه السحب.
كيفية تحديد المتطلبات اللازمة لتأمين التكلفة المثلى لقالب حقن البلاستيك؟
بعد تحسين تصميمات الأجزاء والعفن، من الضروري الكشف عن كمية الإنتاج السنوية ونوع المادة ومستوى التحمل وعمر القالب بحيث يمكن تحديد تكاليف قوالب حقن البلاستيك بدقة. سيساعد ذلك في تطوير حلول اقتصادية وأيضًا في تجنب التكاليف الإضافية بسبب التغييرات اللاحقة.
يمكن أن تعني كمية الإنتاج المختلفة سنويًا أنواعًا مختلفة تمامًا من القوالب واختيارات المواد وتكاليفها. يمكن للبيانات الواردة أدناه أن تدعم الشركات في تحديد المتطلبات الصحيحة وتحديد تكلفة قالب حقن البلاستيك بدقة، بالإضافة إلى توفير دعم البيانات لتصميم قالب حقن البلاستيك.
| الطلب السنوي (قطع) | العدد الموصى به من التجاويف | مادة القالب | تكلفة القالب (بالدولار الأمريكي) | تكلفة الصيانة السنوية (بالدولار الأمريكي) | عمر القالب المقدر (10000 دورة) |
| أقل من 10000 | 1-2 تجاويف | قالب ألومنيوم (Al 7075-T6) | 3000-5000 | 150-300 | 5-10 |
| 10,000-50,000 | 2-4 تجاويف | بي 20 ستيل | 8,000-15,000 | 400-600 | 20-50 |
| 10,000-50,000 | 4-8 تجاويف | H13 الصلب | 15,000-30,000 | 800-1200 | 100-150 |
| 100,000-500,000 | 8-16 تجاويف | فولاذ H13/S136 | 30,000-60,000 | 1500-2000 | 150-200 |
| أكثر من 500000 | 16-32 تجاويف | الفولاذ S136/420SS | 60,000-120,000 | 2500-3500 | أكثر من 200 |
حدد مادة القالب وفقًا لحجم الإنتاج
التحكم في التكاليف يكمن بشكل رئيسي في اختيار مادة القالب الصحيحة نحو كل هدف الإنتاج السنوي:
قوالب الألومنيوم مناسبة للإنتاج السنوي لأقل من 100.000 قطعة، وتكلفتها أقل بحوالي 50-60% من القوالب الفولاذية. يتم استخدام الفولاذ P20 للمتطلبات المتوسطة، والفولاذ H13 عبارة عن مادة شديدة المقاومة للتآكل مع عمر افتراضي يزيد عن مليون دورة ويستخدم بشكل عام في عمليات الإنتاج واسعة النطاق.
- قوالب الألومنيوم (Al 7075-T6): العمر الافتراضي 50.000-100.000 دورة، تخفيض التكلفة بنسبة 50-60% مقارنة بالقوالب الفولاذية، عادة ما يكون الخيار الأفضل للحالة التي يكون فيها الإنتاج السنوي أقل من 100.000 وحدة.
- الفولاذ P20: العمر الافتراضي 200,000-500,000 دورة، بسعر مناسب، يناسب الطلب العادي مع إنتاج سنوي يتراوح بين 100,000-1,000,000 قطعة.
- فولاذ H13: عمر افتراضي أكبر من 1000000 دورة، صلابة HRC 48-52، مثالية للإنتاج بكميات كبيرة بإنتاج سنوي يتجاوز مليون وحدة.
تحديد الأبعاد الحرجة وغير الحرجة بوضوح
ليست كل الأبعاد تتطلب دقة عالية. يمكن أن يؤدي التمييز بين الأبعاد الحرجة وغير الحرجة إلى تقليل تكاليف الأدوات بشكل كبير:
قم بالإشارة إلى أبعاد 3-5 CTQ (الحرجة للجودة) مع التفاوت المحكم (التفاوت في حدود 0.02 مم) لمتطلبات التجميع، بينما بالنسبة للمناطق غير الحرجة، قم بتخفيف التفاوتات إلى 0.2 مم، وبهذه الطريقة تقلل وقت المعالجة بنسبة 40٪.
إعداد دورة الصيانة
من خلال ضبط دورات الصيانة بشكل صحيح، يمكنك زيادة عمر القالب بشكل كبير وتقليل التكاليف بمرور الوقت:
تمثل الرعاية الوقائية للعفن كل 50.000-100.000 دورة تقريبًا 3-5% من تكلفة العفن السنوية، ولكن مع هذه الوقاية يسمح بزيادة عمر القالب بمقدار النصف، كما يتجنب الخسائر المرتبطة بوقت التوقف عن العمل وإعادة العمل.
أجزاء قالب حقن البلاستيك: كيف يمكن لنظام التبريد أن يساعدك على تقصير الدورة بنسبة 30%؟
تشتمل أجزاء قالب حقن البلاستيك على المكونات الأساسية مثل الصب والتبريد والقذف . نظام التبريد هو المسؤول عن معظم وقت التشكيل، المقدر بـ 60-75%. إن تعزيز كفاءة نظام التبريد يمكن أن يقلل بشكل ملحوظ من وقت الدورة، وتكلفة الإنتاج، ويساعد أيضًا في تحقيق الهدف معيار الأيزو 20457:2018 .
التبريد المطابق مقابل التبريد التقليدي
الفرق الأساسي بين التبريد التقليدي والتبريد المطابق هو أن:
- التبريد التقليدي: مع تباعد القنوات بمقدار 25-40 مم، يمكن أن تصل اختلافات درجة حرارة القالب إلى 10-20 درجة مئوية. وهذا يؤدي إلى إنتاج عناصر ملتوية ولها علامات انكماش.
- التبريد المطابق: يمكن تصميم القنوات بحيث تكون متناغمة مع شكل المنتج فقط . بهذه الطريقة، يتم تسوية الفرق في درجة الحرارة إلى 2 درجة مئوية، ويتم تقليل كمية الالتواء بنسبة 30-50%، ويتم تقصير وقت التبريد.
المؤشرات الكمية لكفاءة التبريد
يجب أن تلبي كفاءة التبريد المعايير الكمية: يوصى بمعدل تدفق المياه 2-3 م/ث (رقم رينولدز> 5000) للتبريد المتسق، من الناحية النظرية، يمكن أن يؤدي وقت التبريد لمدة ثانية واحدة إلى زيادة إنتاج حوالي 100000 قطعة سنويًا باستخدام قالب ذو 8 تجاويف، مما يؤدي إلى زيادة القدرة بشكل كبير.
إلى جانب تحسين القدرة الإنتاجية، يعد نظام التبريد أيضًا عاملاً رئيسيًا يؤثر على جودة المنتج.
يمكن أن يؤدي خفض فرق درجة حرارة القالب بمقدار 5 درجات مئوية إلى انخفاض الضغط الداخلي للمنتج بنسبة 20% وتقليل تشوه الالتواء بنسبة 15%، وقد تؤدي عملية التبريد المُدارة بشكل صحيح إلى زيادة تبلور البلاستيك بنسبة 5-10%، مما يؤدي إلى خصائص ميكانيكية أفضل وانخفاض معدلات الخردة للمنتجات.
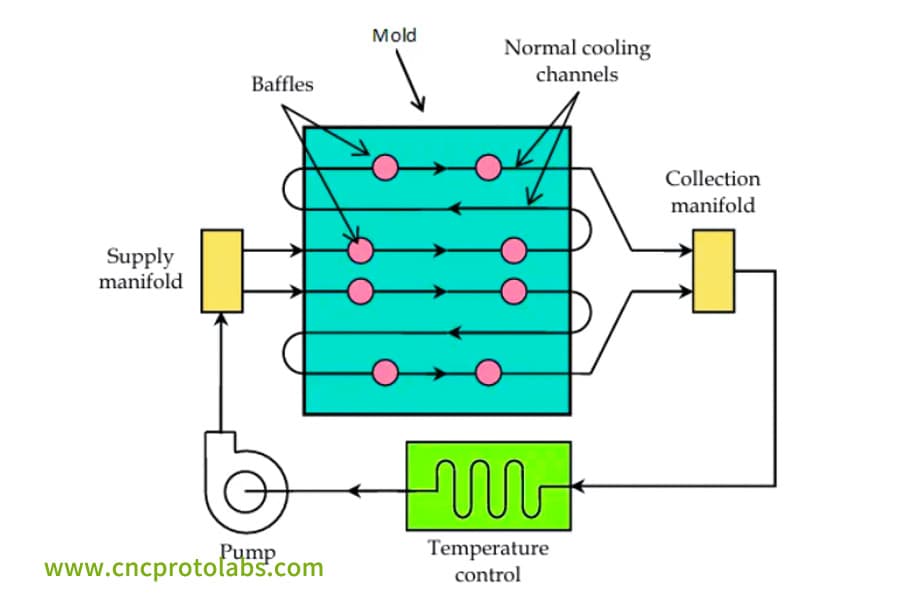
الشكل 2: رسم تخطيطي يوضح الهيكل الداخلي لنظام تبريد القالب، بما في ذلك مجمعات العرض/التجميع وقنوات التبريد العادية والحواجز.
كيفية اختيار البلاستيك المقولب بالحقن المناسب لتحقيق التوازن بين الأداء والتكلفة؟
اختيار الحق البلاستيك القابل للتشكيل بالحقن أمر لا بد منه لتصميم قالب حقن البلاستيك. تشكل المواد عادةً ما بين 30 إلى 60٪ من تكلفة الجزء بالكامل. إن دمج تعويض الانكماش مع اختيار قالب الفولاذ لا يمكن أن يساعد فقط في تقليل التكلفة ولكن أيضًا التأكد من عدم المساس بالأداء.
مستويات تكلفة المواد
| نوع المادة | المواد التمثيلية | التكلفة (دولار أمريكي/كجم) | السيناريوهات القابلة للتطبيق |
| بلاستيك عام | PP، ABS، الوركين | 1.2-2.0 | الأجزاء المدنية العامة غير الحاملة. |
| هندسة البلاستيك | الكمبيوتر الشخصي، PA66، بوم | 2.8-4.0 | قطع غيار صناعية، سيارات، تجميع. |
| مواد بلاستيكية عالية الأداء | نظرة خاطفة، LCP | 20-100 | الأجزاء الطبية والفضاءية والبيئية ذات درجة الحرارة العالية. |
تأثير المواد على حياة العفن
لا تؤثر خصائص البلاستيك القابل للتشكيل بالحقن على درجة تآكل القالب فحسب، بل تؤثر أيضًا على تكلفة قالب حقن البلاستيك:
على سبيل المثال، المواد المقواة بالألياف الزجاجية بنسبة 30% سوف ترفع معدل التآكل بنسبة 3-5 مرات ، مما يستلزم استخدام الفولاذ الصلب مثل H13، من ناحية أخرى، المواد ذات مثبطات اللهب تتطلب الفولاذ المقاوم للصدأ S136، مما سيزيد من عمر القالب بمقدار 2 مرات.
التحكم في الانكماش
نظرًا لأن الخصائص المختلفة للمواد البلاستيكية القابلة للتشكيل بالحقن تؤدي إلى معدلات انكماش مختلفة، فإن تصميم قالب حقن البلاستيك يحتاج إلى تعديل وفقًا لذلك: 0.4-0.8% للمواد غير البلورية، 1.5-3.0% للمواد البلورية. يتطلب كل انكماش إضافي بنسبة 1% تغيير أبعاد القالب بمقدار 0.02 مم.
هل أنت غير متأكد من البلاستيك القابل للتشكيل بالحقن الذي يناسب احتياجاتك؟ احصل على دليل مجاني لاختيار المواد لتحقيق التوازن بين الأداء والتكلفة وتحسين تصميم قالب حقن البلاستيك.
أدوات قولبة حقن البلاستيك: كيف يمكن لتحليل المحاكاة أن يوفر عليك 3 تكاليف للقوالب التجريبية؟
أدوات صب حقن البلاستيك تكاليف تصنيع عالية جدًا، حيث تكلف عملية صب تجريبية واحدة وحدها ما بين 5000 إلى 20000 دولار. يسمح تحليل تدفق القالب بالتنبؤ بتبريد الملء ومشكلات الالتواء مسبقًا، الأمر الذي لن يقلل فقط من عدد القوالب التجريبية ولكنه سيساعد أيضًا في تحسين تصميم قالب حقن البلاستيك.
القيمة الأساسية لتحليل التعبئة
يمكن استخدام تحليل التعبئة للتنبؤ بمشاكل قولبة الحقن قبل حدوثها:
على سبيل المثال، يمكنه إظهار مكان تشكيل خطوط اللحام، ونتيجة لذلك، يمكن تحسين البوابات، وزيادة القوة بنسبة 30-50%، ويمكنه أيضًا تحديد مناطق الهواء المحبوسة بحيث يمكن تعديل نظام التهوية لمنع حرق المنتج والطلقات القصيرة، مما يؤدي إلى انخفاض معدلات الخردة.
تحليل التبريد
يؤدي تحليل التبريد إلى التخطيط الأمثل لنظام التبريد.
على سبيل المثال، عندما يتم تقليل اختلافات درجات الحرارة في النقاط الساخنة إلى 3 درجات مئوية، يتم تقليل صفحة المنتج بنسبة 25%. تغيير موضع وحجم القناة يؤدي إلى تحسن في كفاءة التبريد بنسبة 20-35% مما يؤدي إلى تقصير دورة التشكيل.
التنبؤ بصفحة الحرب والتعويض
لا يُظهر تحليل تدفق القالب موقع صفحة الاعوجاج فحسب، بل يسمح أيضًا بالتعويض المسبق لتصميم قالب حقن البلاستيك (بمقدار 0.15-0.25 مم) بحيث يمكن تقليل إصلاحات القالب 1-2 مرات. يتم الاحتفاظ بأخطاء التنبؤ في حدود 10%، وبالتالي يتم ضمان دقة الأبعاد.
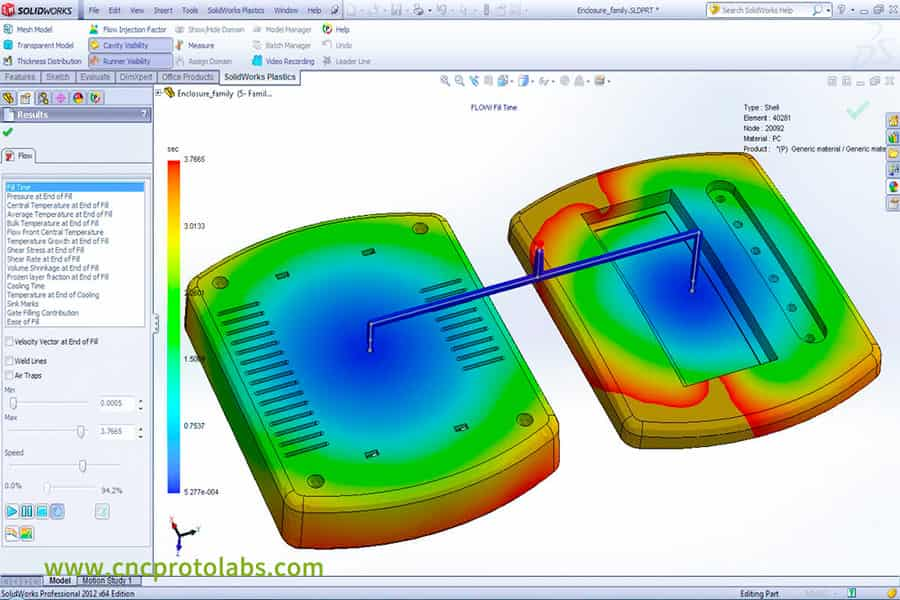
الشكل 3: لقطة شاشة لمحاكاة SolidWorks Plastics توضح تحليل وقت التعبئة لجزء بلاستيكي، مع مقياس مرمز بالألوان يشير إلى أوقات التعبئة.
كيف يمكننا مساعدتك في خفض التكلفة بنسبة 20% من خلال تصميم قوالب حقن البلاستيك؟
الدقة شبيبة يقدم خدمة كاملة بدءًا من تحليل سوق دبي المالي ومحاكاة تدفق القالب وحتى تصنيع القالب. في جوهر الأمر، من خلال التصميم العلمي لقالب حقن البلاستيك، فإنه يساعد المؤسسات على تحقيق تخفيض كامل في التكلفة بنسبة 20-30% مع الحفاظ على الفعالية والجودة.
مزايانا التكنولوجية
تفوقنا التكنولوجي هو سر خفض التكاليف:
يتم تقديم تعليقات DFM في غضون 48 ساعة، مع تسليط الضوء على 5-8 نقاط تحسين التصميم، وتصميم التبريد المطابق الاحترافي قادر على تقليل دورة التشكيل بنسبة 15-56%، ويتم الحفاظ على اختلاف درجة حرارة القالب في حدود 2 درجة مئوية، وبالتالي تلبية المتطلبات المختلفة.
عملية التعاون
نحن نجعل عملية التعاون أسهل:
سوف تحصل على عرض أسعار أولي في غضون ساعة واحدة بعد تحميل الرسومات، وسيقدم فريقنا الهندسي اقتراحات التحسين بمساعدة تحليل سوق دبي المالي، ويبلغ متوسط التخفيض في استخدام المواد 10-15%، وسيستغرق تسليم القوالب البسيطة أسبوعين والقوالب المعقدة 4 أسابيع، لذلك يمكنك بدء الإنتاج قريبًا جدًا.
ضمان النجاح
نحن نضمن خفض التكلفة من خلال خدمات تصميم القوالب البلاستيكية المعتمدة على البيانات: تشير العقود بوضوح إلى مقدار تخفيضات التكلفة في حدود 5% وبالتالي لا توجد تكاليف مخفية، نحن نقدم لك بيانات مثل دورة الإنتاج ومعدل الخردة التي ستثبت بوضوح قيمة تحسين تصميم قوالب حقن البلاستيك.
دراسة حالة JS Precision: تقنية التبريد المطابقة تقلل من تكلفة قوالب غطاء علبة التروس الصناعية بنسبة 22%
يوضح المثال الواقعي التالي بوضوح قدرتنا على خفض التكاليف باستخدام التصميم العلمي لقالب حقن البلاستيك.
بل إنه يشير إلى الفوائد العملية لـ تحسين التصميم بطريقة طبيعية جداً.
كانت إحدى الشركات المصنعة لمعدات نقل الحركة الصناعية تتطلع إلى تطوير أغطية علوية لعلبة التروس بحجم سنوي يصل إلى 80,000 وحدة. كان التصميم الأصلي للقالب رباعي التجاويف يحمل مخاطر التبريد غير المتساوي والتشويه بما يتجاوز التفاوتات.
المشاكل التي تواجهها
المكون عبارة عن صندوق بأبعاد 400 مم × 300 مم × 80 مم حيث يتراوح سمك الجدار من 3 إلى 8 مم. لا يمكن لمرافق التبريد التقليدية أن تصل إلى المناطق ذات الجدران السميكة.
وفقًا للتقدير، فإن اختلاف درجة الحرارة بمقدار 18 درجة مئوية من شأنه أن يؤدي إلى تشويه تحمل التجميع الخارجي بمقدار 0.2 مم، مما يؤدي إلى معدل خردة يصل إلى 12% من المنتج. طلب العميل تسليم عينات T1 خلال 8 أسابيع مع التحكم القوي في التكلفة.
حل
استهدف فريقنا الهندسي نقاط الألم الرئيسية بدقة من خلال التحسين متعدد الأبعاد. الحل التفصيلي هو كما يلي:
1. تصميم الجزء:
تم إعادة تصميم الجزء البلاستيكي لقولبة الحقن، مما أدى إلى خفض سمك جدار الجزء من 8 مم إلى 6 مم. تمت إضافة أضلاع التسليح للحفاظ على القوة الهيكلية. وأدى ذلك إلى انخفاض استخدام المواد بنسبة 18% والقضاء التام على مشكلة سمك الجدار غير المتساوي.
2. تصميم تبريد القالب:
تم تحسين تصميم قالب حقن البلاستيك من خلال إدخال قنوات تبريد متوافقة في منطقة مبيت المحامل ذات الجدران السميكة. صنع مع الطباعة المعدنية ثلاثية الأبعاد هذه القنوات يبلغ قطرها 8 مم وتقع على بعد 10-12 مم من سطح المنتج لتوفير تبريد متساوٍ.
3. حقن صب والمواد العفن:
أولاً، تم استخدام Mouldflow لتحليل التعبئة والالتواء، وتمت إعادة ترتيب موقع البوابة عن طريق التحول من حقن نقطة واحدة إلى نظام عداء ساخن من نقطتين للتخلص من خطوط اللحام ومشكلات احتجاز الهواء.
بعد ذلك، تم اختيار الفولاذ H13 كمادة للقالب، وتم إنتاج قسم التبريد المطابق بواسطة تقنية دمج مسحوق الليزر (LPBF). أدى ذلك إلى زيادة في التكلفة بنسبة 8%، ومع ذلك، انخفضت التكلفة الإجمالية لقالب حقن البلاستيك.
النتائج النهائية
بعد التغييرات، انخفض وقت التبريد إلى 8 ثوانٍ (انخفاض بنسبة 56%)، وكان وقت دورة التشكيل 32 ثانية، وكانت الطاقة الإنتاجية السنوية 90,000 وحدة، وانخفض استخدام المواد بنسبة 18%، وكان معدل الخردة 2.1%، وانخفضت التكلفة الإجمالية بنسبة 22%، وتم استرداد الاستثمار الجديد في 6 أشهر، وتم تحقيق أهداف الحرب.
بفضل نتائج خفض التكلفة الرائعة، عهد إلينا العميل بكل تصميم وتصنيع أدوات قولبة حقن البلاستيك، وبالتالي تحقيق تحسينات في التكلفة والكفاءة على المدى الطويل.
هل تريد تحقيق تخفيضات مماثلة في تكلفة القوالب الخاصة بك؟ قم بإرسال الرسومات الجزئية الخاصة بك، وسوف نقوم بتخصيص حل تصميم قالب حقن البلاستيك الفريد لك، مما يضمن تخفيض التكلفة بنسبة تزيد عن 20%.
الأسئلة الشائعة
Q1: ما هي نسبة التكلفة الإجمالية للقالب التي عادة ما تكون تصميم قالب حقن البلاستيك؟
رسوم التصميم عادة ما تكون 5-15% من إجمالي تكلفة القالب. إن التصميم الجيد لقالب حقن البلاستيك يمكن أن يقلل من إجمالي تكلفة التصنيع بأكثر من 20% وبالتالي يلغي النفقات المستقبلية.
س 2: كيف يمكن تقدير تكلفة قالب حقن البلاستيك بدقة؟
هناك عدة عوامل تؤثر على سعر قالب حقن البلاستيك، مثل عدد التجاويف وحجم القالب ونوع الفولاذ وتعقيد الهيكل. ل الحصول على الاقتباس الدقيق يجب توفير رسومات ثلاثية الأبعاد.
س 3: ما هي قاعدة التصميم الرئيسية لتصميم الأجزاء البلاستيكية لقولبة الحقن؟
أهم قاعدة لتصميم الأجزاء البلاستيكية لقولبة الحقن هي الحفاظ على سمك جدار موحد (1.0-3.5 مم)، مع دمج زاوية مسودة 1-2 لتسهيل عملية القولبة.
س 4: ما هي أجزاء قالب حقن البلاستيك التي تؤثر بشكل رئيسي على جودة المنتج؟
في أجزاء قالب حقن البلاستيك، من المرجح أن يؤثر نظام الصب ونظام التبريد ونظام الطرد على جودة صب المنتج ودقة الأبعاد وكفاءة الإنتاج.
س 5: ما هو العمر الافتراضي لأداة قولبة حقن البلاستيك؟
يعتمد العمر الافتراضي لأدوات قولبة حقن البلاستيك على المواد والصيانة. يمكن لقوالب الفولاذ الناعمة أن تتحمل ما بين 200000 إلى 500000 دورة، في حين أن قوالب الفولاذ الصلب يمكنها أن تتحمل أكثر من مليون دورة. يمكن أن تؤدي الصيانة الدورية إلى إطالة العمر الافتراضي بنسبة 50%.
س 6: ما هو أقصر وقت ممكن لتبريد القالب؟
يسمح التبريد المطابق الفعال بتقليل وقت تبريد القالب بنسبة 56%. بالنسبة للأجزاء ذات الجدران الرفيعة للغاية بسمك 0.8 مم، يمكن تقليل وقت التبريد إلى 1-2 ثانية، وهي خطوة كبيرة نحو تحسين كفاءة الإنتاج.
س 7: ما هي تكلفة تجربة القالب؟
تبلغ تكلفة تجربة القالب الواحد ما يقرب من 5000 إلى 20000 دولار، وهو ما يغطي وقت المعدات والمواد والعمالة. ومن خلال تحسين التصميم، يمكن للمرء تقليل عدد التجارب وبالتالي توفير التكاليف.
س 8: هل القوالب متعددة التجاويف دائمًا أكثر فعالية من حيث التكلفة من القوالب ذات التجويفات المفردة؟
الحقيقة هي أن القوالب متعددة التجاويف ليست دائمًا هي التي تخفض التكاليف أكثر من غيرها. إذا كان حجم الإنتاج أكثر من 100,000 قطعة سنويًا، فإن القالب متعدد التجاويف هو الاختيار المناسب لأنه ينتج تكلفة وحدة أقل بينما تكون القوالب المفردة مناسبة لإنتاج أقل من 50000 قطعة سنويًا ويمكن أن تساعد في تقليل تكاليف قوالب حقن البلاستيك.
ملخص
المفتاح لخفض تكاليف القالب بنسبة 20% هو استخدام قوالب حقن البلاستيك المصممة علميًا. تتمتع تقنيات مثل تحسين الأجزاء وترقيات التبريد واختيار المواد ومحاكاة تدفق القالب بالقدرة على تقليل التكاليف.
بفضل التكنولوجيا والخبرة والخدمات المستندة إلى البيانات، يمكن أن تساعدك JS Precision في ضمان خفض التكاليف والتخلص من أخطاء التصميم. ليست هناك حاجة للإشراف على اختلافات أسعار القالب أو إعادة العمل أثناء عملية التشكيل التجريبية.
فقط قم بتقديم رسومات التصميم الخاصة بك للحصول على حل مخصص لخفض التكاليف والذي سيساعدك على تحقيق أقصى استفادة من كل استثمار.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

