

Проектирование пресс-форм для литья пластмасс под давлением является основной предпосылкой для производства литья пластмасс под давлением, и многие предприятия сталкиваются с такими проблемами:
Получили два, казалось бы, одинаковых предложения по пресс-формам, но цены различаются на десятки тысяч долларов. После пробной формовки в деталях были обнаружены дефекты, и их пришлось дорабатывать и дорабатывать. Корень этих проблем часто лежит не в самой плесени, а в ранних стадиях развития. конструкция пресс-формы для литья пластмасс под давлением решения.
В этой статье будет показано, как с помощью научного проектирования можно сэкономить до 20% затрат без ущерба для качества, что станет большим подспорьем для компаний с точки зрения снижения затрат и повышения эффективности производства литья пластмасс под давлением.
Ключевое резюме:
За счет оптимизации конструкции пластиковой детали для литья под давлением, использования технологии конформного охлаждения и выбора научных материалов можно снизить стоимость пресс-формы на 15-30%, при этом цикл литья можно сократить более чем на 20% .
Правильная конструкция пресс-формы для литья пластмасс может помочь сократить количество отходов и повысить эффективность производства прямо у источника.
| Ключевые факторы | Влияние на стоимость | Методы реализации |
| Методы реализации | Снижает затраты на 15-20% | DFM-анализ, однородность толщины стенок |
| Проектирование системы охлаждения | Сокращает время цикла на 20-35% | Конформные каналы охлаждения |
| Выбор материала | Экономия 15-25% | Баланс производительности и затрат |
Ключевые выводы
- Фаза проектирования определяет 80% производственных затрат: анализ DFM на этапе планирования помогает впоследствии сэкономить на переделке пресс-формы.
- Система охлаждения является основным фактором повышения эффективности: улучшение конструкции охлаждения может привести к сокращению времени цикла на 15–35%.
- Выбор материала — это компромисс между производительностью и технологичностью: правильный выбор пластика для литья под давлением может сократить затраты на единицу продукции более чем на 0,01 доллара США.
Почему стоит доверять этому руководству? Опыт JS Precision в проектировании пресс-форм для литья пластмасс под давлением
Выбор заслуживающего доверия руководства по проектированию пресс-форм для литья пластмасс под давлением является одним из первых шагов для предприятий на пути к экономии затрат и повышению эффективности. Компания JS Precision, имеющая многолетний опыт работы в сфере литья пластмасс под давлением, является надежным партнером, на которого можно положиться.
Мы можем похвастаться квалифицированной командой инженеров, которая реализовала более 100 000 проектов по разработке литьевых форм для пластмасс, предоставляя услуги компаниям в более чем 50 странах мира, включая такие отрасли, как автомобилестроение, электроника и медицина.
Мы всегда соблюдаем мировой стандарт ISO 13485, гарантируя, что каждое решение по проектированию пресс-форм для литья пластмасс под давлением соответствует отраслевым спецификациям. ИСО 13485:2016 является фундаментальным стандартом нашей компании в области проектирования и производства.
Тем временем мы помогли компании, производящей электронику, решить проблему чрезвычайно высоких затрат на пресс-формы. Первоначальная цена пластиковой формы для литья под давлением компании достигала 12 000 долларов.
После того, как мы модернизировали пресс-форму для литья пластмасс под давлением, модифицировали конструкцию пресс-формы для литья пластмасс под давлением и конфигурацию системы охлаждения, стоимость пресс-формы снизилась на 28 %, а цикл формования сократился на 32 %, тем самым компания сэкономила более 50 000 долларов США в год на производственных затратах .
Именно наш глубокий практический опыт во многом обеспечил нам успех. Мы также полагаемся на услуги, основанные на данных, как на гарантию качества.
Например, мы можем провести DFM-анализ за 2 дня, найти от пяти до восьми точек оптимизации конструкции и в то же время предоставить услуги по моделированию текучести пресс-форм и изготовлению пресс-форм. После того как решение по проектированию пресс-форм для литья пластмасс будет реализовано, производство может начаться немедленно.
Мы можем изготовить практически любой вид пресс-форм для литья пластмасс под давлением, включая однополые и многополые формы с боковой вытяжкой стержня. Благодаря нашим профессиональным возможностям мы можем удовлетворить потребности клиентов и в то же время облегчить и устранить проблемы высококлассных клиентов по поводу качества проектирования и контроля затрат.
Чтобы узнать больше о наших историях успеха и получить индивидуальные стратегии снижения затрат на проектирование пресс-форм для литья пластмасс под давлением, свяжитесь с нашими инженерами для индивидуальной консультации.
Каковы ключевые факторы проектирования, влияющие на стоимость пресс-форм для литья пластмасс под давлением?
Многие производители задаются вопросом, почему стоимость пресс-форм для литья пластмасс под давлением так сильно различается, даже если формы кажутся идентичными. Основная причина – ключевые факторы при проектировании пресс-форм для литья пластмасс под давлением: количество полостей, сталь пресс-формы и сложность системы охлаждения. Вытягивание стержня сбоку приводит к увеличению размера форм и повышению цен.
Количество полостей и размер формы
Количество полостей является основным фактором литьевых форм для пластмасс с точки зрения как стоимости, так и эффективности производства. Для справки: форма с одной полостью стоит около 3000–5000 долларов, тогда как цена формы с четырьмя полостями может достигать 8000–12 000 долларов.
Таким образом, каждые 10% увеличения размера основания формы приводят к увеличению цены на 15-20% из-за дополнительного спроса на сталь и увеличения продолжительности обработки.
Экспоненциальное влияние точности допуска на стоимость
Точность допуска приводит к экспоненциальному росту Стоимость литьевой формы для пластика : 0,1 мм — базовая стоимость, затяжка до 0,05 мм добавляет на 15% больше стоимости, при 0,01 мм, требующей электроэрозионной обработки, цена возрастает более чем на 50%. Высокая точность значительно удлиняет операции обработки и повышает уровень сложности.
| Допуск Точность | Метод обработки | Изменение стоимости | Применимые сценарии | Цикл обработки |
| ±0,1 мм | Традиционная обработка | Базовое значение | Обычные пластиковые детали | 5-7 дней |
| ±0,05 мм | Прецизионная обработка | Увеличение на 15% | Части Генеральной Ассамблеи | 8-10 дней |
| ±0,01 мм | Электроэрозионная обработка | Увеличение более чем на 50% | Высокоточные детали | 15-20 дней |
| ±0,005 мм | Сверхточная обработка | Увеличение более чем на 100% | Медицинские и аэрокосмические детали | 25-30 дней |
Сложность внутреннего механизма
Внутреннее устройство пресс-формы более сложное, поэтому оно оказывает гораздо более прямое влияние на стоимость форм для литья пластмасс под давлением. Например, просто обычный слайдер стоит дополнительно $800-$1200.
Вдобавок ко всему, гидравлический механизм вытягивания сердечника стоит в пределах 1500-2500 долларов. Оба этих процесса не только требуют дополнительных процессов механической обработки и сборки, но также требуют более высокой точности проектирования.
Ваши детали имеют ненужные строгие допуски? Отправьте чертежи для проверки технологичности (DFT) со свободными допусками и рекомендаций по оптимизации затрат.
Как оптимизировать конструкцию пластиковых деталей для литья под давлением, чтобы существенно снизить затраты?
На проектирование деталей приходится около 60% и более стоимости проектирования пресс-форм для литья пластмасс под давлением. Большинство компаний обнаруживают, что в дальнейшем им приходится платить больше, чем они ожидали, потому что они не оптимизировали свои проекты с самого начала.
Благодаря таким мерам, как поддержание постоянной толщины стенок, учет углов уклона и удаление сложных элементов, можно с самого начала сэкономить до 20–30 % затрат.
Принципы расчета толщины стенок
Главный принцип, лежащий в основе дизайн пластиковых деталей для литья под давлением - постоянная толщина стенки. Разные материалы требуют разной толщины для достижения оптимальных характеристик, например, ABS 1. 2-1. 8мм, ПП 1,0-2. 5 мм или ПК 1. 5-3. 0 мм.
- Оптимальный диапазон толщины стенок для АБС: 1,2-1,8 мм.
- Оптимальный диапазон толщины стенок ПП: 1,0-2,5 мм.
- Оптимальный диапазон толщины стенок ПК: 1,5-3,0 мм.
Толщина стенок, превышающая 4 мм, увеличивает время охлаждения на 300 %, увеличивает риск появления следов усадки на 50 % и увеличивает расход материала, что еще больше увеличивает затраты.
Настройка углов уклона
Одним из преимуществ правильной установки углов уклона является то, что форма менее подвержена износу. Также это снижает сложность конструкции:
Если не обеспечить соответствующий угол уклона, распалубка может стать очень сложной операцией, что, в свою очередь, приведет к значительному увеличению количества лома.
Загрузите наш информационный документ «Проектирование пластиковых деталей для оптимизации литья под давлением», чтобы получить подробные проектные спецификации, легко избежать ошибок при проектировании и сократить первоначальные затраты.
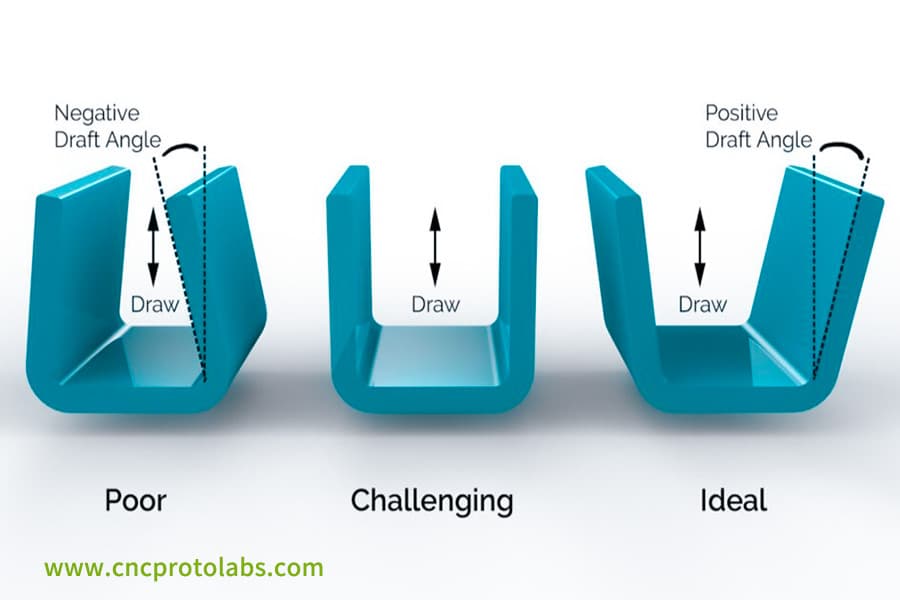
Рисунок 1: Иллюстрация, сравнивающая три типа углов уклона (плохой, сложный, идеальный) для выброса пластиковой детали, со стрелками, указывающими направление вытяжки.
Как установить требования для обеспечения оптимальной стоимости пресс-формы для литья пластмасс под давлением?
После оптимизации конструкции деталей и пресс-форм необходимо указать годовой объем производства, тип материала, уровень допуска и срок службы пресс-формы, чтобы можно было точно определить затраты на пресс-формы для литья пластмасс под давлением. Это поможет разработать экономичные решения, а также избежать дополнительных затрат, связанных с последующими изменениями.
Различный объем производства в год может означать совершенно разные типы пресс-форм, выбор материалов и их стоимость. Приведенные ниже данные могут помочь компаниям установить правильные требования и точно определить стоимость пресс-форм для литья пластмасс под давлением, а также обеспечить поддержку данных для проектирования пресс-форм для литья пластмасс под давлением.
| Годовая потребность (шт.) | Рекомендуемое количество полостей | Материал пресс-формы | Стоимость пресс-формы (долл. США) | Годовая стоимость обслуживания (долл. США) | Расчетный срок службы пресс-формы (10 000 циклов) |
| Ниже 10 000 | 1-2 полости | Алюминиевая форма (Al 7075-T6) | 3000-5000 | 150-300 | 5-10 |
| 10 000–50 000 | 2-4 полости | P20 Сталь | 8000-15000 | 400-600 | 20-50 |
| 10 000–50 000 | 4-8 полостей | H13 Сталь | 15 000–30 000 | 800-1200 | 100-150 |
| 100 000–500 000 | 8-16 Полости | H13/S136 Сталь | 30 000–60 000 | 1500-2000 | 150-200 |
| Более 500 000 | 16-32 полости | Сталь S136/420SS | 60 000–120 000 | 2500-3500 | Более 200 |
Выберите материал пресс-формы в соответствии с объемом производства.
Контроль затрат заключается главным образом в выборе правильный материал формы к каждой годовой производственной цели:
Алюминиевые формы подходят для годового производства менее 100 000 штук, их стоимость примерно на 50-60% ниже стальных форм. Сталь P20 используется для средних требований, сталь H13 представляет собой очень износостойкий материал со сроком службы более 1 миллиона циклов и обычно используется для очень крупномасштабного производства.
- Алюминиевые формы (Al 7075-T6): срок службы 50 000–100 000 циклов, снижение затрат на 50–60 % по сравнению со стальными формами, обычно лучший вариант для случаев, когда годовой объем производства составляет менее 100 000 единиц.
- Сталь P20: срок службы 200 000–500 000 циклов, разумная цена, соответствует нормальному спросу при годовом производстве 100 000–1 000 000 штук.
- Сталь H13: срок службы >1 000 000 циклов, твердость HRC 48-52, идеальна для крупносерийного производства с годовым выпуском, превышающим 1 миллион единиц.
Четко определите критические и некритические измерения
Не все размеры требуют высокой точности. Различение критических и некритических размеров может значительно снизить затраты на оснастку:
Укажите 3-5 размеров CTQ (критических к качеству) с жесткими допусками (допуск в пределах 0,02 мм) для требований сборки, а для некритических участков уменьшите допуски до 0,2 мм, таким образом сократив время обработки на 40%.
Настройка цикла обслуживания
Правильно установив циклы технического обслуживания, вы можете значительно увеличить срок службы пресс-формы и со временем снизить затраты:
Профилактический уход за пресс-формой каждые 50 000-100 000 циклов составляет примерно 3-5% годовых затрат на пресс-форму, однако такая профилактика позволяет увеличить срок службы пресс-формы вдвое, а также избежать потерь, связанных с простоем и доработкой.
Детали пресс-формы для литья пластмасс: как система охлаждения может помочь сократить цикл на 30%?
Части литьевой формы для пластика включают в себя основные компоненты , такие как литье, охлаждение и выталкивание . На систему охлаждения приходится большая часть времени формования, которое оценивается в 60-75%. Повышение эффективности системы охлаждения может заметно сократить время цикла, себестоимость продукции, а также помочь в достижении Стандарт ISO 20457:2018 .
Конформное охлаждение против традиционного охлаждения
Фундаментальное различие между традиционным охлаждением и конформным охлаждением заключается в том, что:
- Традиционное охлаждение: при расстоянии между каналами 25-40 мм разница температур в форме может достигать 10-20°C. Это приводит к производству изделий, которые деформируются и имеют следы усадки.
- Конформное охлаждение: каналы могут быть спроектированы таким образом, чтобы они гармонировали только с формой продукта . Таким образом, разница температур выравнивается до 2°С, степень коробления снижается на 30-50%, сокращается время остывания.
Количественные показатели эффективности охлаждения
Эффективность охлаждения должна удовлетворять количественным критериям: скорость потока воды 2-3 м/с (число Рейнольдса > 5000) рекомендуется для последовательного охлаждения. Теоретически, время охлаждения в 1 секунду может привести к увеличению производства примерно на 100 000 изделий в год при использовании пресс-формы с 8 полостями, что значительно увеличивает производительность.
Помимо повышения производственной мощности, система охлаждения также является важным фактором, влияющим на качество продукции.
Снижение разницы температур в форме на 5°C может привести к уменьшению внутреннего напряжения изделия на 20 % и уменьшению деформации коробления на 15 %, а правильно организованный процесс охлаждения может повысить кристалличность пластика примерно на 5–10 %, что приведет к улучшению механических свойств и снижению процента брака изделий.
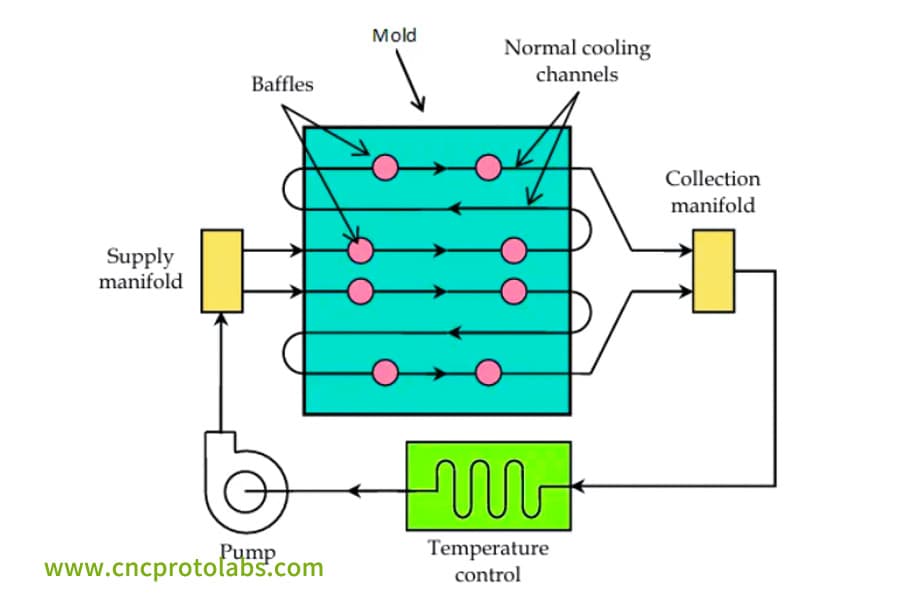
Рисунок 2: Схема, показывающая внутреннюю структуру системы охлаждения пресс-формы, включая коллекторы подачи/сбора, обычные каналы охлаждения и перегородки.
Как выбрать правильный пластик для литья под давлением, чтобы сбалансировать производительность и стоимость?
Выбор правильного пластмассы для литья под давлением является обязательным для проектирования пресс-форм для литья пластмасс. Материалы обычно составляют 30-60% от всей стоимости детали. Включение компенсации усадки вместе с выбором стали литейной формы может не только помочь минимизировать затраты, но и гарантировать, что производительность не ухудшится.
Уровни стоимости материалов
| Тип материала | Репрезентативный материал | Стоимость (долларов США/кг) | Применимые сценарии |
| Общие пластмассы | ПП, АБС, БЕДРА | 1,2-2,0 | Общегражданские, ненесущие части. |
| Инженерные пластмассы | ПК, ПА66, ПОМ | 2,8-4,0 | Промышленные, автомобильные, сборочные детали. |
| Высокопроизводительные пластмассы | ПЭК, ЛКП | 20-100 | Медицинские, аэрокосмические детали, детали для высокотемпературной среды. |
Влияние материалов на срок службы пресс-формы
Характеристики пластмасс, предназначенных для литья под давлением, не только влияют на степень износа пресс-формы, но и влияют на стоимость пресс-форм для литья пластмасс под давлением:
Например, материалы, армированные стекловолокном, на 30% повысят скорость износа в 3-5 раз , что приводит к необходимости использования твердой стали, такой как H13, с другой стороны, для материалов с антипиренами требуется нержавеющая сталь S136, что увеличит срок службы формы в 2 раза.
Контроль усадки
Поскольку разные свойства пластмасс, формуемых под давлением, приводят к разным скоростям усадки, конструкцию пресс-формы для литья пластмасс необходимо соответствующим образом корректировать: 0,4–0,8 % для некристаллических материалов, 1,5–3,0 % для кристаллических материалов. Каждый дополнительный 1% усадки требует изменения размеров формы на 0,02 мм.
Не знаете, какой пластик для литья под давлением лучше всего соответствует вашим потребностям? Получите бесплатное руководство по выбору материалов, чтобы сбалансировать производительность и стоимость, а также оптимизировать конструкцию пресс-формы для литья пластмасс под давлением.
Инструменты для литья пластмасс под давлением: как анализ моделирования может сэкономить вам 3 затраты на пробную пресс-форму?
Инструменты для литья пластмасс под давлением имеет очень высокие производственные затраты, одно только пробное формование стоит 5 000–20 000 долларов. Анализ текучести пресс-формы позволяет заранее прогнозировать охлаждение наполнителя и проблемы коробления, что не только уменьшит количество пробных формований , но также поможет оптимизировать конструкцию пресс-форм для литья пластмасс под давлением.
Ключевая ценность анализа наполнения
Анализ наполнения можно использовать для прогнозирования проблем литья под давлением до их возникновения:
Например, он может показать, где будут образовываться линии сварки, и, как следствие, можно оптимизировать ворота, повысив прочность на 30-50%, он также может определить зоны скопления воздуха , чтобы можно было отрегулировать систему вентиляции для предотвращения пригорания продукта и коротких выстрелов, что приведет к снижению процента брака.
Анализ охлаждения
Анализ охлаждения позволяет подобрать оптимальную компоновку системы охлаждения.
Например, когда разница температур в горячих точках снижается до 3°C, коробление изделия снижается на 25%. Изменение положения и размера канала приводит к повышению эффективности охлаждения на 20-35%, что приводит к сокращению цикла формования.
Прогнозирование и компенсация коробления
Анализ текучести пресс-формы не только показывает место коробления, но и позволяет предварительно компенсировать конструкцию пресс-формы для литья пластмасс (на 0,15-0,25 мм), что позволяет сократить ремонт пресс-формы в 1-2 раза. Погрешности прогнозирования не превышают 10 %, что обеспечивает точность размеров.
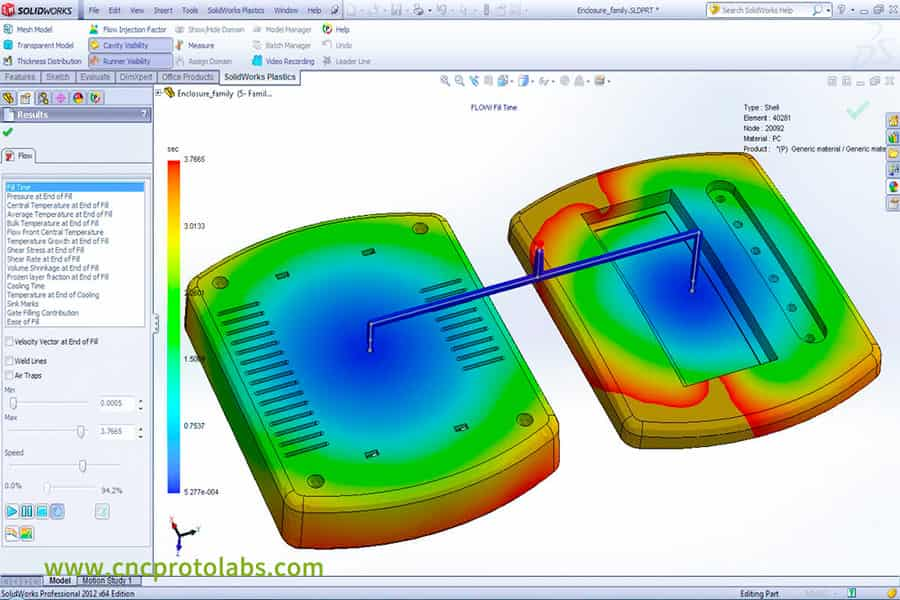
Рис. 3. Скриншот моделирования SolidWorks Plastics, показывающий анализ времени заполнения пластиковой детали со шкалой с цветовой кодировкой, показывающей время заполнения.
Как мы можем помочь вам снизить затраты на 20% за счет проектирования пресс-форм для литья пластмасс под давлением?
JS Точность предлагает полный спектр услуг: от анализа DFM и моделирования течения пресс-формы до изготовления пресс-форм. По сути, научное проектирование пресс-форм для литья пластмасс под давлением помогает организациям добиться полного снижения затрат на 20-30% при сохранении эффективности и качества.
Наши технологические преимущества
Наше технологическое преимущество – секрет снижения затрат:
Обратная связь DFM осуществляется в течение 48 часов, выделяя 5-8 точек оптимизации конструкции, профессиональная конструкция конформного охлаждения способна сократить цикл формования на 15-56%, разница температур формы сохраняется в пределах 2 ° C, тем самым отвечая различным требованиям.
Процесс сотрудничества
Мы делаем процесс сотрудничества еще проще:
Вы получите предварительное ценовое предложение в течение 1 часа после загрузки чертежей, наша команда инженеров даст предложения по оптимизации с помощью DFM-анализа, а среднее снижение расхода материалов составляет 10-15%, доставка простых форм займет 2 недели, а сложных 4 недели, поэтому вы можете начать производство очень скоро.
Гарантия успеха
Мы обеспечиваем снижение затрат за счет услуг по проектированию пластиковых форм на основе данных: в контрактах четко указан размер снижения затрат в пределах 5%, и, таким образом, нет никаких скрытых затрат. Мы предлагаем вам такие данные, как производственный цикл и уровень брака, которые ясно докажут ценность оптимизации конструкции пластиковых литьевых форм.
Пример использования JS Precision: технология конформного охлаждения снижает стоимость пресс-форм для крышек промышленных редукторов на 22 %
Следующий пример из реальной жизни ясно иллюстрирует нашу способность сократить расходы за счет использования научно обоснованной конструкции пресс-форм для литья пластмасс под давлением.
Он даже указывает на практические преимущества оптимизация дизайна очень естественным образом.
Производитель промышленного трансмиссионного оборудования хотел разработать верхние крышки коробок передач для годового объема производства 80 000 единиц. Первоначальная конструкция пресс-формы с четырьмя полостями сопряжена с риском неравномерного охлаждения и деформации, выходящей за пределы допусков.
Проблемы, с которыми столкнулись
Компонент представляет собой коробку размером 400×300×80 мм с толщиной стенок от 3 до 8 мм. Охлаждающие устройства, ушедшие в прошлое, не могут быть достигнуты в помещениях с толстыми стенками.
По оценкам, разница температур в 18°C приведет к короблению за пределами допуска сборки 0,2 мм, что приведет к браку 12% изделия. Клиент запросил доставку образцов Т1 в течение 8 недель со строгим контролем затрат.
Решение
Наша команда инженеров точно определила основные проблемные места посредством многомерной оптимизации. Подробное решение выглядит следующим образом:
1.Дизайн детали:
Была переработана пластиковая деталь для литья под давлением, в результате чего толщина стенки детали была уменьшена с 8 мм до 6 мм. Для сохранения прочности конструкции были добавлены ребра жесткости. Это привело к снижению расхода материала на 18% и полному устранению проблемы неравномерности толщины стенок.
2. Конструкция охлаждения пресс-формы:
Конструкция пресс-формы для литья пластмасс под давлением была оптимизирована за счет введения конформных каналов охлаждения в толстостенную область корпуса подшипника. Сделано с 3D печать металлом Эти каналы имеют диаметр 8 мм и располагаются на расстоянии 10-12 мм от поверхности продукта, что обеспечивает равномерное охлаждение.
3. Литье под давлением и материалы пресс-форм:
Во-первых, Moldflow использовался для анализа заполнения и коробления, а расположение литника было изменено путем перехода от одноточечной системы впрыска к двухточечной горячеканальной системе, чтобы исключить линии сварки и проблемы с захватом воздуха.
Затем в качестве материала формы была выбрана сталь H13, а секция конформного охлаждения была изготовлена по технологии лазерной плавки в порошковом слое (LPBF). Это привело к увеличению стоимости на 8%, однако общая стоимость пресс-форм для литья пластмасс под давлением снизилась.
Окончательные результаты
После изменений время охлаждения сократилось до 8 секунд (сокращение на 56%), время цикла формования составило 32 секунды, годовая производственная мощность составила 90 000 единиц, использование материала снизилось на 18%, процент брака составил 2,1%, общая стоимость снизилась на 22%, новые инвестиции окупились за 6 месяцев, а цели по короблению были достигнуты.
Благодаря значительному сокращению затрат клиент доверил нам проектирование и производство всех инструментов для литья пластмасс под давлением, тем самым добившись долгосрочного улучшения затрат и эффективности.
Хотите добиться аналогичного снижения затрат на ваши пресс-формы? Отправьте чертежи деталей, и мы разработаем для вас уникальное решение по проектированию пресс-форм для литья пластмасс под давлением, что обеспечит снижение затрат более чем на 20%.
Часто задаваемые вопросы
В1: Какую долю общей стоимости пресс-формы обычно составляет конструкция пресс-формы для литья пластмасс под давлением?
Плата за проектирование обычно составляет 5-15% от общей стоимости пресс-формы. Хорошая конструкция пресс-формы для литья пластмасс под давлением может снизить общие производственные затраты более чем на 20%, тем самым устраняя будущие расходы.
В2: Как точно оценить стоимость литьевой формы для пластика?
На цену литьевой формы для пластика влияет несколько факторов, таких как количество полостей, размер формы, тип стали и сложность конструкции. Для получения точной цены необходимо предоставить 3D-чертежи.
Вопрос 3: Каковы основные правила проектирования пластиковых деталей для литья под давлением?
Самым важным правилом проектирования пластиковых деталей для литья под давлением является поддержание одинаковой толщины стенок (1,0–3,5 мм), а также угол уклона 1–2 для облегчения извлечения из формы.
В4: Какие части литьевой формы для пластика в основном влияют на качество продукции?
В деталях литьевой формы для пластика система разливки, система охлаждения и система выталкивания наиболее вероятно влияют на качество формования изделия, точность размеров и эффективность производства.
В5: Каков типичный срок службы инструмента для литья пластмасс под давлением?
Срок службы инструментов для литья пластмасс под давлением зависит от материала и ухода. Формы из мягкой стали выдерживают от 200 000 до 500 000 циклов, а формы из твердой стали — более 1 миллиона циклов. Регулярное техническое обслуживание может продлить срок службы на 50%.
Вопрос 6: Каково минимально возможное время охлаждения формы?
Эффективное конформное охлаждение позволяет сократить время охлаждения формы на 56%. Для чрезвычайно тонкостенных деталей толщиной 0,8 мм время охлаждения можно сократить до 1–2 секунд, что является огромным шагом на пути к повышению эффективности производства.
В7: Сколько стоит пробная версия пресс-формы?
Испытание одной формы стоит примерно 5 000–20 000 долларов США, включая время работы оборудования, материалы и рабочую силу. Оптимизируя конструкцию, можно сократить количество испытаний и, следовательно, сэкономить на затратах.
Вопрос 8: Всегда ли формы с несколькими полостями более экономичны, чем формы с одной полостью?
Дело в том, что многополые формы не всегда позволяют максимально снизить затраты. Если объем производства превышает 100 000 штук в год, то многополосная пресс-форма является подходящим выбором, поскольку она обеспечивает более низкую себестоимость единицы продукции, в то время как однополые формы подходят для производственных циклов менее 50 000 штук в год и могут помочь снизить затраты на пресс-формы для литья пластмасс под давлением.
Краткое содержание
Ключом к сокращению затрат на пресс-формы на 20 % является использование научно разработанных форм для литья пластмасс под давлением. Такие методы, как оптимизация деталей, модернизация системы охлаждения, выбор материалов и моделирование течения в пресс-форме, могут снизить затраты.
Благодаря технологиям, опыту и услугам, основанным на данных, JS Precision может помочь вам обеспечить снижение затрат и избежать ошибок проектирования. Нет необходимости отслеживать расхождения в ценах на пресс-формы или дорабатывать их во время пробного формования.
Просто отправьте свои дизайнерские чертежи чтобы получить индивидуальное решение по снижению затрат, которое поможет вам получить максимальную отдачу от каждой инвестиции.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

