

El diseño de moldes de inyección de plástico es el requisito previo fundamental para la producción de moldes de inyección de plástico y muchas empresas encuentran los siguientes problemas:
Recibí dos cotizaciones de moldes aparentemente idénticas, pero los precios difieren en decenas de miles de dólares. Después del moldeo de prueba, se encontraron defectos en las piezas que tuvieron que ser reelaboradas y modificadas. La raíz de estos problemas a menudo no reside en el molde en sí, sino en las primeras etapas diseño de moldes de inyección de plástico decisiones.
Este artículo demostrará cómo a través del diseño científico se puede ahorrar hasta un 20% en términos de costos sin comprometer la calidad, lo que será de gran ayuda para las empresas en términos de reducción de costos y mejora de la eficiencia en la producción de moldeo por inyección de plástico.
Resumen clave:
Mediante la optimización del diseño de piezas de plástico para moldeo por inyección, el uso de tecnología de enfriamiento conforme y la selección de materiales científicos, es posible reducir el costo del molde entre un 15% y un 30% y, al mismo tiempo, el ciclo de moldeo se puede acortar en más de un 20% .
El diseño adecuado del molde de inyección de plástico puede ayudar a reducir los desechos y aumentar la eficiencia de la producción desde el origen.
| Factores clave | Impacto en los costos | Métodos de implementación |
| Métodos de implementación | Reduce los costos en un 15-20% | Análisis DFM, uniformidad del espesor de pared. |
| Diseño del sistema de refrigeración | Acorta el tiempo del ciclo entre un 20 y un 35 % | Canales de enfriamiento conformados |
| Selección de materiales | Ahorra 15-25% | Equilibrio entre rendimiento y costes |
Conclusiones clave
- La fase de diseño determina el 80% del costo de producción: el análisis DFM en la fase de planificación ayuda a ahorrar gastos de alteración del molde más adelante.
- El sistema de refrigeración es el principal contribuyente a la eficiencia: la mejora en el diseño de refrigeración puede conducir a una reducción del 15 al 35 % en el tiempo del ciclo.
- La selección de materiales es una compensación entre rendimiento y capacidad de fabricación: la elección adecuada de plásticos moldeables por inyección tiene el potencial de reducir los costos unitarios en más de 0,01 dólares.
¿Por qué confiar en esta guía? La experiencia de JS Precision en el diseño de moldes de inyección de plástico
Elegir una guía de diseño de moldes de inyección de plástico confiable es uno de los pasos iniciales para que las empresas alcancen niveles de ahorro de costos y mejora de la eficiencia. JS Precision, con una larga trayectoria de experiencia en la industria del moldeo por inyección de plástico, es un socio confiable con quien puede contar.
Contamos con un equipo de ingeniería calificado que ha llevado a cabo más de 100.000 proyectos de diseño de moldes de inyección de plástico, brindando servicios a empresas en más de 50 países en todo el mundo, incluidos sectores como el automotriz, el electrónico y el médico.
Siempre cumplimos con la norma global ISO 13485, lo que garantiza que cada solución de diseño de moldes de inyección de plástico cumpla con las especificaciones de la industria. ISO 13485:2016 es un estándar fundamental en nuestra empresa en diseño y producción.
Mientras tanto, ayudamos a una empresa de electrónica a solucionar el problema de los altísimos costes de los moldes. El precio original del molde de inyección de plástico de la empresa llegaba a los 12.000 dólares.
Después de rediseñar el molde de inyección de plástico, modificar el diseño del molde de inyección de plástico y configurar las configuraciones del sistema de enfriamiento, el costo del molde se redujo en un 28 % y el ciclo de moldeo se redujo en un 32 %, con lo que la empresa ahorró más de $50 000 por año en costos de producción .
Es nuestra profunda experiencia práctica la que nos ha hecho exitosos en gran medida. También confiamos en el servicio basado en datos como garantía de calidad.
Por ejemplo, podemos realizar análisis DFM en 2 días, localizar entre cinco y ocho puntos de optimización del diseño y, al mismo tiempo, brindar servicios de simulación del flujo de moldes y fabricación de moldes. Una vez implementada la solución de diseño del molde de inyección de plástico, la producción puede comenzar de inmediato.
Podemos producir casi cualquier tipo de molde de inyección de plástico, incluidos moldes de una sola cavidad y moldes de múltiples cavidades con extracción lateral del núcleo. Con nuestras capacidades profesionales podemos satisfacer las necesidades de los clientes y, al mismo tiempo, aliviar y eliminar las preocupaciones de los clientes de alto nivel sobre la calidad del diseño y el control de costos.
Para obtener más información sobre nuestras historias de éxito y obtener estrategias personalizadas de reducción de costos para el diseño de moldes de inyección de plástico, comuníquese con nuestros ingenieros para una consulta personalizada.
¿Cuáles son los factores clave de diseño que afectan el costo del molde de inyección de plástico?
Muchos fabricantes preguntan por qué los costos de los moldes de inyección de plástico difieren tanto incluso cuando los moldes parecen idénticos. La razón principal son los factores clave en el diseño de moldes de inyección de plástico: número de cavidades, acero del molde y complejidad del sistema de enfriamiento. La extracción lateral del núcleo da como resultado moldes más grandes y precios más altos.
Número de cavidades y tamaño del molde
La cantidad de cavidades es el factor principal de los moldes de inyección de plástico en términos de costo y eficiencia de producción. Como referencia, un molde de una sola cavidad cuesta entre 3.000 y 5.000 dólares, mientras que el precio de un molde de cuatro cavidades puede oscilar entre 8.000 y 12.000 dólares.
Por lo tanto, cada incremento del 10% en el tamaño de la base del molde da como resultado un aumento del precio del 15 al 20%, debido a la demanda adicional de acero y la mayor duración del procesamiento.
El impacto exponencial de la precisión de la tolerancia en el costo
La precisión de la tolerancia provoca un aumento exponencial en costo del molde de inyección de plástico : 0, 1 mm es el costo base, ajustar a 0, 05 mm agrega un 15% más de costo, a 0, 01 mm, que necesita procesamiento EDM, el precio aumenta en más del 50%. La alta precisión alarga drásticamente las operaciones de mecanizado y eleva el nivel de dificultad.
| Precisión de tolerancia | Método de mecanizado | Variación de costos | Escenarios aplicables | Ciclo de mecanizado |
| ±0,1 mm | Mecanizado convencional | Valor de referencia | Piezas de plástico ordinarias | 5-7 días |
| ±0,05 mm | Mecanizado de precisión | Incrementar en un 15% | Piezas de montaje generales | 8-10 días |
| ±0,01 mm | Mecanizado por electroerosión | Aumentar en más del 50% | Piezas de alta precisión | 15-20 días |
| ±0,005 mm | Mecanizado de ultraprecisión | Aumentar en más del 100% | Piezas médicas y aeroespaciales | 25-30 días |
Complejidad del mecanismo interno
La maquinaria interna de un molde es más compleja, por lo que influye mucho más directamente en el coste de los moldes de inyección de plástico. Por ejemplo, sólo un control deslizante normal cuesta entre $800 y $1200 adicionales.
Además de eso, el mecanismo hidráulico de extracción del núcleo cuesta entre $ 1500 y $ 2500. Ambos no sólo requieren procesos adicionales de mecanizado y ensamblaje, sino que también exigen una mayor precisión de diseño.
¿Sus piezas tienen tolerancias estrictas innecesarias? Envíe dibujos para una revisión gratuita de la capacidad de fabricación con tolerancias (DFT) y recomendaciones de optimización de costos.
¿Cómo optimizar el diseño de piezas de plástico para moldeo por inyección para reducir fundamentalmente los costos?
El diseño de piezas representa alrededor del 60% o más del costo del diseño de moldes de inyección de plástico. La mayoría de las empresas descubren que tienen que pagar más de lo que esperaban más adelante porque no optimizaron sus diseños desde el principio.
Con medidas como mantener un espesor de pared constante, incorporar ángulos de salida y eliminar características complicadas, es posible ahorrar hasta un 20-30 % en costos desde el principio.
Principios de diseño del espesor de pared
El principio fundamental detrás de una Diseño de piezas de plástico para moldeo por inyección. es un espesor de pared constante. Diferentes materiales requieren diferentes espesores para un rendimiento óptimo, como ABS 1, 2-1. 8 mm, polipropileno 1,0-2. 5mm o PC 1, 5-3. 0 mm.
- Rango óptimo de espesor de pared para ABS: 1,2-1,8 mm.
- Rango óptimo de espesor de pared para PP: 1,0-2,5 mm.
- Rango de espesor de pared óptimo para PC: 1,5-3,0 mm.
Los espesores de pared superiores a 4 mm aumentan el tiempo de enfriamiento en un 300 %, aumentan el riesgo de marcas de contracción en un 50 % y aumentan el uso de material, lo que aumenta aún más los costos.
Configuración de ángulos de salida
Una de las ventajas de configurar correctamente los ángulos de desmoldeo es que el molde está menos expuesto al desgaste. Además, esto reduce la complejidad del diseño:
Si no se proporciona un ángulo de inclinación adecuado, el desmolde puede convertirse en una operación muy difícil, lo que a su vez conducirá a un aumento significativo en las tasas de desechos.
Descargue nuestro documento técnico sobre diseño de piezas de plástico para optimización del moldeo por inyección para obtener especificaciones de diseño detalladas, evitar fácilmente errores de diseño y reducir los costos desde el origen.
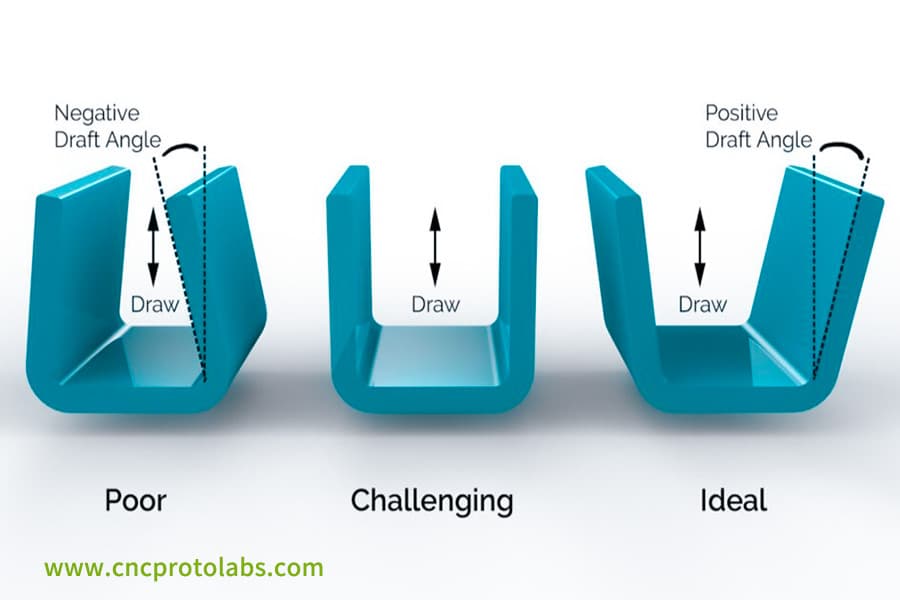
Figura 1: Una ilustración que compara tres tipos de ángulos de extracción (pobre, difícil, ideal) para la expulsión de piezas de plástico, con flechas que indican la dirección de extracción.
¿Cómo establecer requisitos para fijar el costo óptimo del molde de inyección de plástico?
Después de optimizar los diseños de piezas y moldes, es necesario revelar la cantidad de producción anual, el tipo de material, el nivel de tolerancia y la vida útil del molde para que los costos de los moldes de inyección de plástico se puedan determinar con precisión. Esto ayudará a desarrollar soluciones económicas y también a evitar costes adicionales debido a cambios posteriores.
Una cantidad de producción diferente por año puede significar tipos de moldes, selecciones de materiales y costos muy diferentes. Los datos a continuación pueden ayudar a las empresas a establecer los requisitos correctos y determinar con precisión el costo del molde de inyección de plástico, así como proporcionar soporte de datos para el diseño de moldes de inyección de plástico.
| Demanda Anual (piezas) | Número recomendado de cavidades | Material del molde | Costo del molde (USD) | Costo de mantenimiento anual (USD) | Vida estimada del molde (10.000 ciclos) |
| Por debajo de 10.000 | 1-2 caries | Molde de aluminio (Al 7075-T6) | 3.000-5.000 | 150-300 | 5-10 |
| 10.000-50.000 | 2-4 cavidades | Acero P20 | 8.000-15.000 | 400-600 | 20-50 |
| 10.000-50.000 | 4-8 cavidades | Acero H13 | 15.000-30.000 | 800-1200 | 100-150 |
| 100.000-500.000 | 8-16 caries | Acero H13/S136 | 30.000-60.000 | 1.500-2.000 | 150-200 |
| Más de 500.000 | 16-32 cavidades | Acero S136/420SS | 60.000-120.000 | 2.500-3.500 | Más de 200 |
Seleccione el material del molde según el volumen de producción.
El control de costes reside principalmente en la elección del material de molde correcto hacia cada objetivo de producción anual:
Los moldes de aluminio son adecuados para una producción anual de menos de 100.000 piezas y su coste es entre un 50 y un 60 % menor que el de los moldes de acero. El acero P20 se utiliza para requisitos medios, el acero H13 es un material muy resistente al desgaste con una vida útil de más de 1 millón de ciclos y se utiliza generalmente para producciones a muy gran escala.
- Moldes de aluminio (Al 7075-T6): Vida útil de 50 000 a 100 000 ciclos, reducción de costos del 50 al 60 % en comparación con los moldes de acero, generalmente la mejor opción para casos en los que la producción anual es inferior a 100 000 unidades.
- Acero P20: Vida útil de 200 000 a 500 000 ciclos, precio razonable, se adapta a la demanda normal con una producción anual de 100 000 a 1 000 000 de piezas.
- Acero H13: Vida útil >1 000 000 de ciclos, dureza HRC 48-52, ideal para producción de gran volumen con una producción anual superior a 1 millón de unidades.
Defina claramente las dimensiones críticas y no críticas
No todas las dimensiones requieren alta precisión. Diferenciar entre dimensiones críticas y no críticas puede reducir significativamente los costos de herramientas:
Indique de 3 a 5 dimensiones CTQ (críticas para la calidad) con tolerancia estricta (tolerancia dentro de 0,02 mm) para los requisitos de ensamblaje, mientras que para áreas no críticas relaje las tolerancias a 0,2 mm, lo que reduce el tiempo de mecanizado en un 40 %.
Configuración del ciclo de mantenimiento
Al configurar correctamente los ciclos de mantenimiento, puede aumentar significativamente la vida útil del molde y disminuir los costos con el tiempo:
El cuidado preventivo del moho cada 50.000-100.000 ciclos representa aproximadamente entre el 3 y el 5% del coste anual del molde; sin embargo, dicho preventivo permite aumentar la vida útil del molde a la mitad y también evita pérdidas relacionadas con el tiempo de inactividad y el retrabajo.
Las piezas de un molde de inyección de plástico: ¿Cómo puede el sistema de refrigeración ayudarle a acortar el ciclo en un 30%?
Las partes de un molde de inyección de plástico incluyen componentes centrales como fundición, enfriamiento y expulsión . El sistema de refrigeración es responsable de la mayor parte del tiempo de moldeo, estimado entre un 60 y un 75 %. Mejorar la eficiencia del sistema de enfriamiento puede reducir notablemente el tiempo del ciclo, el costo de producción y también ayudar a lograr el Norma ISO 20457:2018 .
Enfriamiento conformado versus enfriamiento tradicional
La diferencia fundamental entre el enfriamiento tradicional y el enfriamiento conformado es que:
- Enfriamiento tradicional: con un espaciado de canales de 25 a 40 mm, las diferencias de temperatura del molde pueden llegar hasta 10 a 20 °C. Esto conduce a la producción de artículos deformados y con marcas de contracción.
- Enfriamiento conformado: Los canales se pueden diseñar de tal manera que estén en armonía únicamente con la forma del producto . De esta manera, la diferencia de temperatura se iguala a 2°C, la cantidad de deformación se reduce entre un 30 y un 50% y se acorta el tiempo de enfriamiento.
Indicadores cuantitativos de eficiencia de refrigeración
La eficiencia de enfriamiento debe satisfacer los criterios cuantitativos: se recomienda un caudal de agua de 2 a 3 m/s (número de Reynolds > 5000) para un enfriamiento consistente; en teoría, un tiempo de enfriamiento de 1 segundo sin tiempo puede resultar en un incremento de producción de aproximadamente 100 000 piezas al año con un molde de 8 cavidades, lo que aumenta considerablemente la capacidad.
Además de mejorar la capacidad de producción, el sistema de refrigeración también es un factor importante que afecta la calidad del producto.
Reducir el diferencial de temperatura del molde en 5°C podría dar como resultado una disminución de la tensión interna del producto en un 20% y la reducción de la deformación por alabeo en un 15%; un proceso de enfriamiento administrado adecuadamente puede generar entre un 5 y un 10% más de cristalinidad plástica, lo que lleva a mejores propiedades mecánicas y menores tasas de desperdicio de los productos.
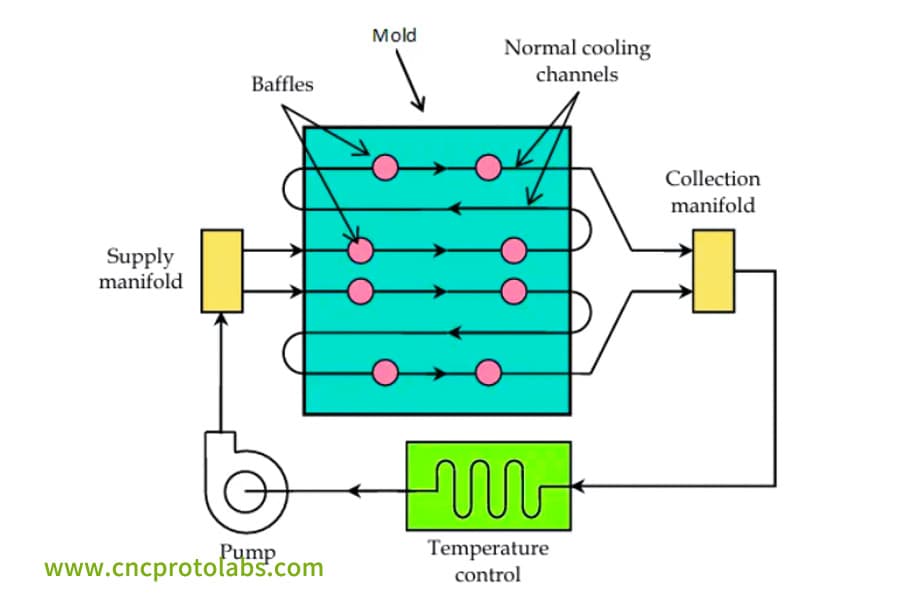
Figura 2: Un diagrama que muestra la estructura interna de un sistema de enfriamiento de molde, incluidos los colectores de suministro/recolección, los canales de enfriamiento normales y los deflectores.
¿Cómo elegir los plásticos moldeados por inyección adecuados para equilibrar rendimiento y costo?
Elegir lo correcto plásticos moldeables por inyección Es imprescindible para el diseño de moldes de inyección de plástico. Los materiales suelen representar entre el 30 y el 60% del coste total de la pieza. La incorporación de compensación de contracción junto con la elección del acero del molde no solo puede ayudar a minimizar el costo sino también garantizar que el rendimiento no se vea comprometido.
Niveles de costos de materiales
| Tipo de material | Material representativo | Costo (USD/kg) | Escenarios aplicables |
| Plásticos Generales | PP, ABS, CADERAS | 1.2-2.0 | Piezas civiles generales que no soportan carga. |
| Plásticos de ingeniería | PC, PA66, POM | 2.8-4.0 | Piezas industriales, automotrices, ensamblaje. |
| Plásticos de alto rendimiento | Ojeada, LCP | 20-100 | Piezas médicas, aeroespaciales y para entornos de alta temperatura. |
Impacto de los materiales en la vida útil del molde
Las características de los plásticos moldeables por inyección no solo afectan el grado de desgaste del molde sino que también influyen en el costo del molde de inyección de plástico:
Por ejemplo, los materiales reforzados con un 30% de fibra de vidrio aumentarán la tasa de desgaste entre 3 y 5 veces , lo que requerirá el uso de acero duro como el H13; por otro lado, los materiales con retardantes de llama requieren acero inoxidable S136, lo que aumentará la vida útil del molde 2 veces.
Control de contracción
Dado que las diferentes propiedades de los plásticos moldeables por inyección conducen a diferentes tasas de contracción, el diseño del molde de inyección de plástico debe ajustarse en consecuencia: 0,4-0,8% para materiales no cristalinos, 1,5-3,0% para materiales cristalinos. Cada 1% de contracción adicional requiere que las dimensiones del molde se modifiquen en 0,02 mm.
¿No estás seguro de qué plástico moldeable por inyección se adapta mejor a tus necesidades? Obtenga una guía de selección de materiales gratuita para equilibrar el rendimiento y el costo y optimizar el diseño de su molde de inyección de plástico.
Herramientas de moldeo por inyección de plástico: ¿Cómo puede el análisis de simulación ahorrarle 3 costos de moldes de prueba?
Herramientas de moldeo por inyección de plástico tiene costos de fabricación muy altos, una sola moldura de prueba cuesta entre 5.000 y 20.000 dólares. El análisis del flujo del molde permite predecir los problemas de enfriamiento y deformación del llenado con anticipación, lo que no solo reducirá la cantidad de moldes de prueba sino que también ayudará a optimizar el diseño del molde de inyección de plástico.
El valor clave del análisis de llenado
El análisis de llenado se puede utilizar para predecir problemas de moldeo por inyección antes de que ocurran:
Por ejemplo, puede mostrar dónde se formarán las líneas de soldadura y, como resultado, se pueden optimizar las compuertas, aumentando la resistencia entre un 30% y un 50%; también puede identificar áreas de aire atrapado para que el sistema de ventilación se pueda ajustar para evitar la quema del producto y los disparos cortos, lo que lleva a una reducción en las tasas de desechos.
Análisis de enfriamiento
El análisis de la refrigeración conduce a un diseño óptimo del sistema de refrigeración.
Por ejemplo, cuando las diferencias de temperatura en los puntos calientes se reducen a menos de 3°C, la deformación del producto se reduce en un 25%. El cambio de posición y tamaño del canal da como resultado una mejora en la eficiencia de enfriamiento en un 20-35%, lo que conduce a un acortamiento del ciclo de moldeo.
Predicción y compensación de deformación
El análisis del flujo del molde no solo muestra la ubicación de la deformación, sino que también permite la compensación previa del diseño del molde de inyección de plástico (entre 0,15 y 0,25 mm) para que las reparaciones del molde se puedan reducir entre 1 y 2 veces. Los errores de predicción se mantienen dentro del 10%, por lo que se garantiza la precisión dimensional.
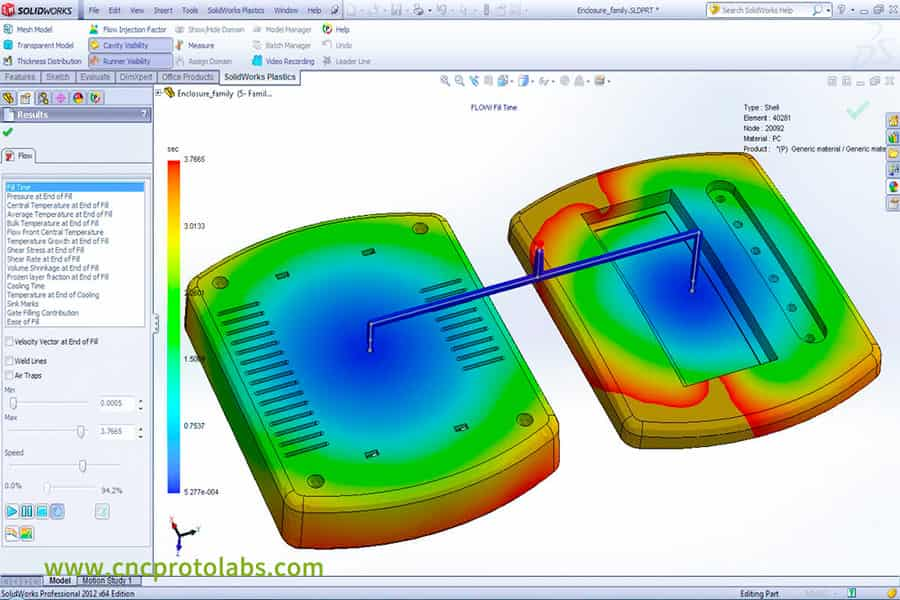
Figura 3: captura de pantalla de una simulación de SolidWorks Plastics que muestra el análisis del tiempo de llenado de una pieza de plástico, con una escala codificada por colores que indica los tiempos de llenado.
¿Cómo podemos ayudarlo a lograr una reducción de costos del 20% mediante el diseño de moldes de inyección de plástico?
Precisión JS ofrece un servicio completo desde análisis DFM y simulación de flujo de moldes hasta fabricación de moldes. En esencia, mediante el diseño científico de moldes de inyección de plástico, ayuda a las organizaciones a lograr una reducción completa de costos del 20 al 30 % manteniendo la eficacia y la calidad.
Nuestras Ventajas Tecnológicas
Nuestra ventaja tecnológica es el secreto de la reducción de costes:
La retroalimentación DFM se realiza en 48 horas, destacando entre 5 y 8 puntos de optimización del diseño, el diseño de enfriamiento conforme profesional es capaz de reducir el ciclo de moldeo entre un 15 y un 56 %, la diferencia de temperatura del molde se mantiene dentro de 2 °C, cumpliendo así con diferentes requisitos.
Proceso de cooperación
Hacemos el proceso de cooperación aún más fácil:
Recibirá una cotización preliminar dentro de 1 hora después de cargar los dibujos, nuestro equipo de ingeniería le brindará sugerencias de optimización con la ayuda del análisis DFM y la reducción promedio en el uso de material es del 10 al 15 %, la entrega de moldes simples tomará 2 semanas y los complejos 4 semanas, por lo que podrá comenzar la producción muy pronto.
Garantía de éxito
Garantizamos la reducción de costos mediante servicios de diseño de moldes de plástico basados en datos: los contratos indican claramente la cantidad de reducciones de costos dentro del 5% y, por lo tanto , no hay costos ocultos; le ofrecemos datos como el ciclo de producción y la tasa de desechos que demostrarán claramente el valor de la optimización del diseño de moldes de inyección de plástico.
Estudio de caso de JS Precision: la tecnología de enfriamiento conformado reduce el costo de los moldes de cubiertas de cajas de engranajes industriales en un 22 %
El siguiente ejemplo del mundo real ilustra claramente nuestra capacidad para reducir costos mediante el uso de un diseño científico de moldes de inyección de plástico.
Incluso señala los beneficios prácticos de optimización del diseño de una manera muy natural.
Un fabricante de equipos de transmisión industrial buscaba desarrollar cubiertas superiores de caja de cambios para un volumen anual de 80.000 unidades. El diseño original del molde de 4 cavidades conllevaba riesgos de enfriamiento desigual y deformaciones más allá de las tolerancias.
Problemas enfrentados
El componente es una caja de 400 mm × 300 mm × 80 mm y el espesor de la pared oscila entre 3 y 8 mm. Las instalaciones de refrigeración de lo tradicional no pueden llegar a las zonas con paredes gruesas.
Según la estimación, una diferencia de temperatura de 18 °C provocaría una deformación fuera de la tolerancia del ensamblaje de 0,2 mm, lo que provocaría una tasa de desperdicio del 12 % del producto. El cliente solicitó la entrega de muestras T1 en 8 semanas con un fuerte control de costos.
Solución
Nuestro equipo de ingeniería abordó con precisión los principales puntos débiles mediante una optimización multidimensional. La solución detallada es la siguiente:
1.Diseño de piezas:
Se rediseñó la pieza de plástico para moldeo por inyección, reduciendo el espesor de pared de la pieza de 8 mm a 6 mm. Se agregaron nervaduras de refuerzo para mantener la resistencia estructural. Esto condujo a una disminución en el uso de material en un 18% y a la eliminación completa del problema del espesor desigual de las paredes.
2.Diseño de enfriamiento del molde:
El diseño del molde de inyección de plástico se optimizó mediante la introducción de canales de enfriamiento conformes en la región de la carcasa del cojinete de paredes gruesas. Hecho con impresión 3D de metales En esta técnica, estos canales tienen 8 mm de diámetro y se encuentran a 10-12 mm de la superficie del producto para proporcionar un enfriamiento uniforme.
3.Moldeo por inyección y materiales de molde:
Primero, se empleó Moldflow para el análisis de llenado y deformación, y se reorganizó la ubicación de la compuerta cambiando de un sistema de inyección de un solo punto a un sistema de canal caliente de dos puntos para eliminar las líneas de soldadura y los problemas de atrapamiento de aire.
Luego, se seleccionó acero H13 como material del molde y la sección de enfriamiento conforme se produjo mediante tecnología de fusión de lecho de polvo por láser (LPBF). Esto resultó en un aumento del 8% en el costo; sin embargo, el costo total del molde de inyección de plástico disminuyó.
Resultados finales
Después de los cambios, el tiempo de enfriamiento se redujo a 8 segundos (una reducción del 56%), el tiempo del ciclo de moldeo fue de 32 segundos, la capacidad de producción anual fue de 90.000 unidades, el uso de material se redujo en un 18%, la tasa de desechos fue del 2,1%, el costo general se redujo en un 22%, la nueva inversión se recuperó en 6 meses y se cumplieron los objetivos de deformación.
Gracias al notable resultado de reducción de costos, el cliente nos confió todo el diseño y fabricación de herramientas de moldeo por inyección de plástico, logrando así mejoras de costos y eficiencia a largo plazo.
¿Quiere lograr reducciones de costos similares para sus moldes? Envíe los dibujos de sus piezas y personalizaremos una solución única de diseño de moldes de inyección de plástico para usted, asegurando reducciones de costos de más del 20 %.
Preguntas frecuentes
P1: ¿Qué proporción del costo total del molde suele ser el diseño de moldes de inyección de plástico?
Los honorarios de diseño suelen ser del 5 al 15 % del coste total del molde. Un buen diseño de molde de inyección de plástico puede reducir el coste total de fabricación en más de un 20% eliminando así gastos futuros.
P2: ¿Cómo estimar con precisión el costo de un molde de inyección de plástico?
Varios factores influyen en el precio del molde de inyección de plástico, como el número de cavidades, el tamaño del molde, el tipo de acero y la complejidad de la estructura. A obtener una cotización exacta , se deben proporcionar dibujos en 3D.
P3: ¿Cuál es la regla de diseño principal para el diseño de piezas de plástico para moldeo por inyección?
La regla más importante del diseño de piezas de plástico para moldeo por inyección es mantener un espesor de pared uniforme (1,0-3,5 mm), incorporando al mismo tiempo un ángulo de inclinación de 1-2 para facilitar el desmolde.
P4: ¿Qué partes de un molde de inyección de plástico influyen principalmente en la calidad del producto?
En las partes de un molde de inyección de plástico, el sistema de vertido, el sistema de enfriamiento y el sistema de expulsión son los que tienen más probabilidades de afectar la calidad del moldeado del producto, la precisión dimensional y la eficiencia de la producción.
P5: ¿Cuál es la vida útil típica de una herramienta de moldeo por inyección de plástico?
La vida útil de las herramientas de moldeo por inyección de plástico depende del material y del mantenimiento. Los moldes de acero blando pueden soportar de 200.000 a 500.000 ciclos, mientras que los moldes de acero duro pueden soportar más de 1 millón de ciclos. El mantenimiento regular puede prolongar la vida útil en un 50%.
P6: ¿Cuál es el tiempo de enfriamiento del molde más corto posible?
El enfriamiento conforme eficiente permite una reducción del 56% en el tiempo de enfriamiento del molde. Para piezas de paredes extremadamente delgadas de 0,8 mm, el tiempo de enfriamiento se puede reducir a 1 o 2 segundos, lo que supone un gran paso hacia una mayor eficiencia de producción.
P7: ¿Cuánto cuesta una prueba de molde?
Una prueba de un solo molde cuesta aproximadamente entre 5.000 y 20.000 dólares, lo que cubre el tiempo del equipo, los materiales y la mano de obra. Optimizando el diseño se puede reducir el número de ensayos y por tanto ahorrar costes.
P8: ¿Los moldes de múltiples cavidades son siempre más rentables que los moldes de una sola cavidad?
El hecho es que los moldes de múltiples cavidades no siempre son los que reducen más los costos. Si el volumen de producción supera las 100.000 piezas por año, entonces el molde multicavidad es la opción adecuada, ya que genera un costo unitario más bajo, mientras que los moldes de una sola cavidad son adecuados para tiradas de producción inferiores a 50.000 piezas por año y pueden ayudar a reducir los costos de los moldes de inyección de plástico.
Resumen
La clave para reducir los costos de los moldes en un 20 % es utilizar moldes de inyección de plástico científicamente diseñados. Técnicas como la optimización de piezas, las actualizaciones de refrigeración, la selección de materiales y la simulación del flujo del molde tienen el potencial de reducir costes.
Con tecnología, experiencia y servicios basados en datos, JS Precision puede ayudarlo a asegurar reducciones de costos y evitar errores de diseño. No es necesario supervisar las divergencias en los precios de los moldes ni volver a trabajar durante el moldeo de prueba.
Simplemente envíe sus dibujos de diseño. para recibir una solución personalizada de reducción de costos que lo ayudará a aprovechar al máximo cada inversión.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

