

Stampaggio ad iniezione di materie plastiche multi-shot è uno strumento essenziale per la produzione di parti complesse multimateriale, affrontando efficacemente molte problematiche tipiche dei metodi di produzione convenzionali.
Se stai cercando un processo di produzione che sia efficiente ed economico per parti multi-materiale, scoprirai che lo stampaggio con inserti tradizionali e l'assemblaggio secondario non solo incontrano problemi come accumulo di tolleranze, incollaggi inadeguati ed elevati costi di manodopera, ma presentano anche altri inconvenienti.
Quando un prodotto deve presentare sia un componente duro che una guarnizione morbida, o quando è necessario combinare diversi materiali funzionali, la questione chiave affrontata dagli ingegneri o dai responsabili degli acquisti sarà quella di prevenire la deformazione e la delaminazione che sono il risultato delle differenze nei tassi di ritiro del materiale.
I progressi nello stampaggio a iniezione della plastica, in particolare l’uso dello stampaggio a iniezione della plastica multi-shot, offriranno una soluzione rivoluzionaria.
Riepilogo delle risposte principali:
| Problema fondamentale | Soluzione chiave | Valore fondamentale |
| Come ottenere uno stampaggio integrato di più materiali? | Utilizza strutture di stampi piuttosto sofisticate, ad esempio stampi a stack rotante, e combinale con l'analisi del flusso dello stampo per prevedere quali materiali si mescoleranno bene. | I conflitti sui materiali dovrebbero essere risolti durante la progettazione dello stampo, non a posteriori, in modo da risparmiare tempo e denaro. |
| Come ridurre i costi complessivi? | Sostituire " stampaggio con inserto + assemblaggio " con stampaggio a due fasi, annullando così i processi di assemblaggio e riducendo il costo unitario. | Anche se la spesa iniziale dello stampo è elevata, ciò si tradurrà in una sostanziale diminuzione dei costi complessivi del ciclo di vita. |
| Come garantire una qualità costante? | I canali di raffreddamento conformi aiutano a gestire la deformazione e la resistenza del giunto è garantita dalla progettazione di una funzione di interblocco meccanico. | Circa il 70% della qualità dipende dalle decisioni prese durante la fase di progettazione dello stampo, il che comporta successive rilavorazioni minime. |
| Come maneggiare materiali speciali? | Per l'ABS vengono scelti gradi modificati resistenti al calore, per il PEEK vengono utilizzate la tecnologia di stampaggio passo-passo e di isolamento termico dello stampo . | La scelta del giusto tipo di materiale è il fattore principale per risolvere il problema e migliorare la resa del prodotto, in modo ancora più efficace della semplice messa a punto della macchina. |
Punti chiave:
- Soluzione dal costo ottimale: per produzioni di volume medio-alto, il pesante investimento iniziale in stampi per lo stampaggio in due fasi può essere recuperato in soli 3-6 mesi se le operazioni di assemblaggio vengono rimosse.
- Punti chiave di qualità: i fattori principali per prevenire la delaminazione e la deformazione nelle parti stampate a iniezione multimateriale sono progettazione dello stampo , in particolare strutture di raffreddamento conformato e di interblocco meccanico.
- Selezione del fornitore: è molto importante comprendere il livello di analisi del flusso dello stampo di cui dispone un potenziale fornitore di servizi di stampaggio a iniezione e se ha esperienza con la produzione di massa di combinazioni di materiali specifici, piuttosto che limitarsi a confrontare i prezzi.
Perché fidarsi di questa guida? L'esperienza di JS Precision nello stampaggio a iniezione di materie plastiche multi-shot
Quando si sceglie il servizio di iniezione della plastica, la preoccupazione più grande è se il fornitore del servizio sia in grado di risolvere i principali punti critici e fornire prodotti standard.
Questa guida è affidabile e il suo nucleo risiede negli oltre 10 anni di profonda coltivazione di JS Precision nel campo dello stampaggio a iniezione di plastica multi-shot, accumulando matura esperienza di progetto in oltre 50 diverse combinazioni di materiali.
È in grado di soddisfare i complessi requisiti di stampaggio multimateriale di diversi settori come l'elettronica automobilistica, l'elettronica di consumo e i dispositivi medici, in modo da poter individuare i punti critici della produzione in diverse esigenze e fornire soluzioni personalizzate.
Ne trarrai beneficio direttamente ISO 13485:2016 certificazione di stampaggio a iniezione di grado medico e sistema completo di controllo qualità, tra cui il caso reale di un fornitore automobilistico Tier 1 di fama mondiale è il riferimento più prezioso:
Personalizzando una soluzione complessiva di stampaggio a iniezione multipla, è stato risolto con successo il problema principale dell'elevato tasso di difetti dell'alloggiamento del sensore e della bassa efficienza produttiva, riducendo significativamente il tasso di difetti del prodotto dal 3% allo 0,1%, riducendo i costi del singolo pezzo del 37% e accorciando il ritmo di produzione del 50%.
Questo è il vero vantaggio che può darti la scelta di produttori di stampi per iniezione di plastica.
Se collabori con JS Precision, potrai utilizzare macchine per lo stampaggio a iniezione multistazione (forza di chiusura 80-500 tonnellate) dei migliori marchi come Engel e Arburg . Oltre a ciò, avrai il supporto di un team di analisi del flusso di stampi di grande esperienza.
Di conseguenza, sarai in grado di prevedere con precisione la compatibilità dei materiali, il flusso della plastica fusa e la distribuzione della temperatura prima dell'apertura dello stampo.
Ciò ti aiuterà a identificare i potenziali problemi di qualità in una fase iniziale, a risparmiare molti soldi spesi in tentativi ed errori , a ridurre drasticamente i tempi di consegna e, in definitiva, a rendere il tuo progetto più efficiente ed economico.
Per una comprensione preliminare delle applicazioni di stampaggio multi-shot e delle storie di successo, contattaci per ottenere un white paper gratuito per comprendere rapidamente i principali vantaggi e i punti di applicazione dello stampaggio a iniezione di plastica multi-shot.
Come ottenere uno stampaggio unico e più materiali nello stampaggio a iniezione di materie plastiche a più riprese?
Il metodo dello stampaggio a iniezione multi-iniezione si concentra principalmente sulla precisione dello stampo e sulla previsione della compatibilità dei materiali che, a sua volta, porta allo stampaggio una tantum di più materiali.
Di quali conflitti materiali stiamo parlando?
Le differenze nel punto di fusione, nel tasso di ritiro e nell'adesione dei diversi materiali rappresentano sfide importanti che richiedono previsioni e controlli accurati. I controlli dovrebbero essere coerenti conNorme ASTM D3641-19 .
- Differenza del punto di fusione: la simulazione Moldflow è uno strumento per verificare se la seconda temperatura di iniezione degraderà il materiale della prima iniezione se non si è ancora solidificato. Ad esempio, è necessario un controllo molto accurato della temperatura quando il TPE (190) copre il PC (280).
- Differenza di ritiro: i tassi di ritiro dei materiali vengono utilizzati per stimare in anticipo le dimensioni dello stampo. Inoltre, le differenze di temperatura nel campo della temperatura dello stampo vengono mantenute entro ±5 ℃ utilizzando canali conformati dell'acqua di raffreddamento, che consentono anche la compensazione dello stress interno.
- Adesione: l'analisi del flusso dello stampo effettua una previsione del punto di convergenza e della temperatura della fusione, garantendo che la temperatura della superficie di incollaggio sia superiore alla temperatura minima di saldatura per prevenire la delaminazione.
Come scegliere una struttura di stampo?
La struttura dello stampo è il nucleo dello stampaggio una tantum. Differenti requisiti di prodotto corrispondono a differenti strutture:
- Stampo impilabile rotante: questo tipo di stampo è perfetto per produzioni massicce di prodotti molto simmetrici. La precisione di posizionamento è di 0,02 mm , un valore abbastanza preciso e dovrebbe consentire un'efficiente produzione di massa.
- Stampo per estrazione del nucleo: le cavità vengono commutate da un meccanismo scorrevole. Questo tipo è particolarmente adatto per parti in cui regioni diverse devono essere realizzate con materiali diversi, ad esempio il manico di uno spazzolino da denti realizzato con la combinazione di gomma dura e morbida.
- Stampo scorrevole: per cambiare cavità viene utilizzato uno stampo mobile o fisso. Questo tipo è ideale per parti asimmetriche e multimateriali che richiedono un posizionamento preciso.

Figura 1: Una griglia di varie parti in plastica stampate a iniezione in più colori, tra cui barre, ruote, alloggiamenti e dispositivi portatili.
Qual è la differenza nel costo complessivo tra lo stampaggio a due riprese e lo stampaggio a inserti+assemblaggio secondario?
Lo stampaggio a due fasi è più costoso ma elimina i costi di post-elaborazione, riducendo il costo unitario del 20%-40%, rendendolo adatto alla produzione di volumi medio-alti.
Ripartizione dal punto di vista del costo unitario
Il vantaggio in termini di costi stampaggio a due colpi risiede principalmente nell’eliminazione delle fasi di post-elaborazione e degli sprechi di materiale. I dati specifici sono riportati nella tabella seguente:
| Tipo di costo | Inserto modanatura + assemblaggio (per unità) | Stampaggio a due colpi (per unità) | Risparmio sui costi per unità | Risparmio totale per 1 milione di unità all'anno |
| Costo del dispositivo di posizionamento secondario | $0,8-$3 | $ 0 | $0,8-$3 | $ 800.000-$ 3.000.000 |
| Costo del processo di erogazione/saldatura a ultrasuoni | $ 1,3-$ 4,8 | $ 0 | $ 1,3-4,8 | $ 1.300.000-4.800.000 |
| Costo del tempo di assemblaggio manuale | $ 1,6-$ 8 | $ 0 | $ 1,6-$ 8 | $ 1.600.000-8.000.000 |
| Costo dei rifiuti materiali | $ 0,5-$ 1,2 | $ 0,2-$ 0,4 | $ 0,3-$ 0,8 | $ 300.000-$ 800.000 |
| Costo unitario totale | $4,2-$17 | $4,2-$17 | $ 1,7-$ 7 | $ 1,7-7 milioni di dollari |
Inserire la modanatura richiede che i punti di stampaggio siano preimpostati e, di conseguenza, riduce l'utilizzo del materiale del 5%-8%. D'altro canto, lo stampaggio in due fasi non presenta questo problema e può ridurre ulteriormente i costi dei materiali.
Commento dal lato qualità e costo
La riduzione dei costi nascosti dovuti a problemi di qualità è uno dei principali vantaggi dello stampaggio a due fasi:
- Eliminazione dell'accumulo di tolleranza: la tolleranza totale dello stampaggio dell'inserto + dell'assemblaggio può raggiungere 0,2 mm. Lo stampaggio a due fasi, essendo un'operazione a fase unica, può mantenere le tolleranze dimensionali critiche entro 0,05 mm, prevenendo così lo scarto del prodotto.
- Riduzione dei rischi post-vendita: i difetti derivanti dall'erogazione e dalla saldatura possono causare rilavorazioni post-vendita dal 5% al 10%. Grazie al legame a livello molecolare che si forma durante lo stampaggio a due fasi, il rischio può essere ridotto allo 0,1%.
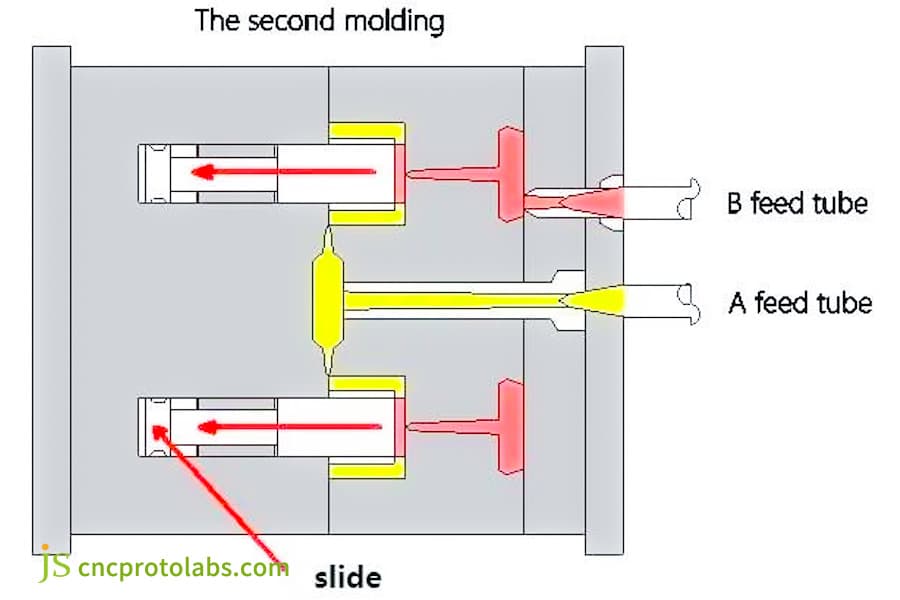
Figura 2: Un diagramma in sezione trasversale intitolato "Il secondo stampaggio", che mostra uno stampo con diapositive e tubi di alimentazione del materiale A/B separati.
Come valutare il ROI del servizio di iniezione plastica per progetti complessi multi-shot?
L'aspetto critico del ROI dello stampaggio a iniezione multi-shot è il punto in cui i costi sono coperti dal valore prodotto, dopo una produzione annua di oltre 200.000 unità, il costo può essere recuperato in un periodo di 18 mesi.
Formula di calcolo del ritorno sull'investimento (ROI).
ROI = (risparmio sui costi per unità × produzione annuale) / investimento incrementale negli stampi. Più alto è il valore, più veloce sarà il periodo di rimborso.
Di seguito è riportata una tabella di riferimento del ROI e del periodo di ammortamento per diversi volumi di produzione annuale e diversi risparmi sui costi unitari. I dati provengono da casi di progetto reali:
| Investimento incrementale sullo stampo (10.000 USD) | Risparmio sui costi unitari (USD) | Volume di produzione annuale (10.000 unità) | Risparmio sui costi annuali (10.000 USD) | ROI | Periodo di rimborso (mesi) |
| 30 | 5 | 10 | 50 | 1.67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Semplificazione della catena di fornitura e miglioramento della qualità
Il miglioramento del ROI deriva anche dai vantaggi impliciti della semplificazione della supply chain e da una migliore resa:
- Riduzioni dei fornitori: l'unione di 2-3 fornitori in 1 può ridurre le spese di gestione della catena di fornitura del 15%-20% e abbreviare i tempi di consegna.
- Rendimento più elevato: l'eliminazione dell'assemblaggio manuale può aumentare il rendimento del primo passaggio dall'85%-90% al 95%-98% , con conseguente riduzione dei costi di scarto e rilavorazione.
Come garantire che i componenti in plastica stampati a iniezione non si deformino o si delaminino durante lo stampaggio di più materiali?
Per risolvere i problemi di deformazione e delaminazione durante lo stampaggio multimateriale, la chiave sta nella progettazione degli stampi che consente una controllabilità della planarità effettiva della parte di 0,1 mm .
Controllo della deformazione: canali di raffreddamento conformi
La deformazione dello stampo è tipicamente causata dalla distribuzione non uniforme del campo di temperatura all'interno dello stampo. Nella maggior parte dei casi i canali di raffreddamento hanno layout diretti. Pertanto difficilmente possono essere adattati a superfici curve complesse, il che di solito porta alla deformazione.
Soluzione: per produrre canali di raffreddamento conformati vicini al contorno del prodotto, utilizzare Stampa 3D . Ciò porterà a una diminuzione della differenza di temperatura sulla superficie della cavità dello stampo da 15 a 5, a una riduzione dello stress interno del 50% e al controllo della deformazione.
Forza di legame: incastro meccanico e legame chimico
La delaminazione è un problema associato al legame fisico e chimico del materiale che è debole. I seguenti suggerimenti riguardano sia gli aspetti fisici che quelli chimici:
- Interblocco meccanico: scanalature a coda di rondine o micropori possono essere realizzati nello stampo (0,2-0,5 mm di profondità) in modo che il secondo materiale di iniezione possa bloccarsi fisicamente nel primo materiale di iniezione , con conseguente aumento della forza di estrazione di 3-5 volte.
- Legame chimico: PC/ABS+TPE sono due materiali compatibili. La chiave del legame chimico è il controllo della temperatura superficiale della prima iniezione a 80-120 per consentire l'intreccio della catena molecolare.
Se desideri visualizzare casi di maggior successo di componenti in plastica stampati ad iniezione per prevenire deformazioni e delaminazioni, contattateci per un'analisi dettagliata del caso e parametri tecnici.

Figura 3: Una vista ravvicinata di un bordo del materiale etichettato "Delaminazione", che evidenzia la separazione degli strati.
Come evitare danni secondari dovuti alle alte temperature nello stampaggio multi-iniezione dello stampaggio a iniezione di plastica ABS?
Per impedire il verificarsi di danni secondari ad alta temperatura nello stampaggio di ABS multi-shot, oltre a selezionare un grado modificato resistente al calore, è necessario ottimizzare il processo.
Livello del materiale: scegliere il giusto grado di ABS
Il punto di rammollimento Vicat dell'ABS normale è solo 98-105, quindi sarà facile fondersi e deformarsi quando esposto a un materiale ad alta temperatura come il PC (280-300), il che aumenterà i costi di scarto.
Soluzione: lavorare con ABS resistente al calore che contiene -metilstirene, che aumenta il punto di rammollimento Vicat a 115-125, fornendo così un'eccellente resistenza all'impatto ad alta temperatura.
Livello di processo e struttura: ottimizza la gestione del calore
- Ottimizzazione del processo: accelerazione dell'iniezione della seconda dose del 30%-50% per ridurre al minimo il tempo di scambio termico, controllo della temperatura dello stampo a 80-90 per ottenere un equilibrio tra effetto legante e prevenzione del collasso della fusione.
- Progettazione strutturale: evitare aree in ABS con pareti sottili inferiori a 0,8 mm al primo colpo, poiché questi luoghi hanno una bassa capacità termica e sono i più soggetti a danni dovuti alle alte temperature.
Se sei turbato dal problema dei danni secondari alle alte temperature di Stampaggio ad iniezione di plastica ABS , puoi contattare i nostri ingegneri per una consulenza individuale per ottenere soluzioni tecniche esclusive.
In che modo lo stampaggio a iniezione di materie plastiche Peek risolve il problema della coesistenza tra materiali ad alta temperatura e materiali comuni?
Il segreto della co-iniezione di PEEK e materiali normali è lo stampaggio sequenziale e l'isolamento termico dello stampo.
Selezione del percorso del processo: stampaggio a doppia iniezione passo dopo passo
Poiché la temperatura di lavorazione del PEEK è molto superiore a quella della plastica normale, la co-iniezione effettuata direttamente può provocare danni a quest'ultimo materiale. Lo stampaggio a doppia iniezione passo dopo passo è la soluzione migliore.
- Percorso del processo: Inizialmente, l'iniezione viene eseguita nella regione ad alta temperatura dello stampo (160-200) per iniettare il PEEK. Quando il pezzo è a temperatura ambiente, viene spostato nella seconda stazione di iniezione per iniettare il materiale normale.
- Parametri chiave: L'interfaccia tra PEEK e la seconda iniezione viene lasciata con una microscanalatura da 0,1-0,2 mm per compensare le alterazioni dimensionali e prevenire spazi o crepe.
Isolamento termico dello stampo: sistema di controllo della temperatura indipendente
- Sfide tecniche: lo stampaggio del PEEK richiede una temperatura dello stampo di 200, mentre i normali tecnopolimeri ne richiedono solo 80, il che fa la differenza: 120. Un controllo errato della temperatura può modificare le prestazioni del prodotto.
- Soluzione: barre riscaldanti, sensori di temperatura e piastre di isolamento termico separati vengono posizionati in diverse parti dello stampo per mantenere una differenza di temperatura superiore a 120 tra le due postazioni di lavoro, proteggendo così i materiali comuni.
Se hai requisiti personalizzati per stampaggio ad iniezione di materie plastiche , puoi inviare parametri e disegni dettagliati del prodotto e personalizzeremo per te una soluzione di stampaggio esclusiva per garantire che il prodotto soddisfi le tue esigenze.
Come selezionare i produttori di stampi per iniezione di plastica che possiedono veramente capacità di consegna di stampaggio multi-iniezione?
La scelta di produttori affidabili di stampi per iniezione di plastica è estremamente importante per il successo dei progetti di stampaggio multi-iniezione. Molti produttori si concentrano solo sui prezzi e ignorano le effettive capacità di consegna. Ciò alla fine causa ritardi nel progetto, scarsa qualità e costi più elevati .
Pertanto, il processo di elezione dovrebbe concentrarsi sulla valutazione dei macchinari del produttore (macchine per lo stampaggio a iniezione multistazione), delle capacità del software (analisi del flusso dello stampo) e dell'esperienza (casi di successo per combinazioni di materiali specifiche).
Ciò ti aiuterà sicuramente a evitare spese per tentativi ed errori e a garantire un avanzamento regolare del progetto.
Considerazioni sull'attrezzatura: configurazione della macchina per stampaggio a iniezione multistazione
Le attrezzature sono il fondamento dello stampaggio multi-shot e i produttori di stampi a iniezione per plastica con capacità di consegna devono essere dotati di macchine per lo stampaggio a iniezione a doppia e tripla iniezione (come Engel e Abog), con una forza di chiusura di 80-500 tonnellate, adatte a prodotti di diverse dimensioni.
Dotato di un sistema di controllo della temperatura indipendente per garantire che i materiali in ciascuna stazione di lavoro vengano lavorati entro la finestra di processo ottimale.
Considerazioni sul software: funzionalità di analisi del flusso dello stampo
L'analisi del flusso dello stampo consente di intraprendere azioni preventive contro i problemi.
I produttori devono eseguire un'analisi approfondita e inviare un rapporto prima della realizzazione dello stampo, senza dipendere dall'esperienza, il rapporto dovrebbe indicare in modo inequivocabile il fronte del flusso del materiale, la posizione della linea di saldatura e la temperatura dell'interfaccia. Il risultato è un risparmio sulle spese e sui tempi di stampaggio di prova.
Considerazioni sull'esperienza: casi di studio specifici sulla combinazione di materiali
Lo stampaggio multi-shot utilizzando diverse combinazioni di materiali può essere più o meno impegnativo, a seconda della combinazione. Dovresti chiedere al produttore i casi studio di progetto di quelli simili al tuo.
JS Precision può mostrare più di 50 casi di studio di successo sullo stampaggio a iniezione di plastica multi-shot con diverse combinazioni di materiali che potrebbero fungere da supporto tecnico per i tuoi progetti.
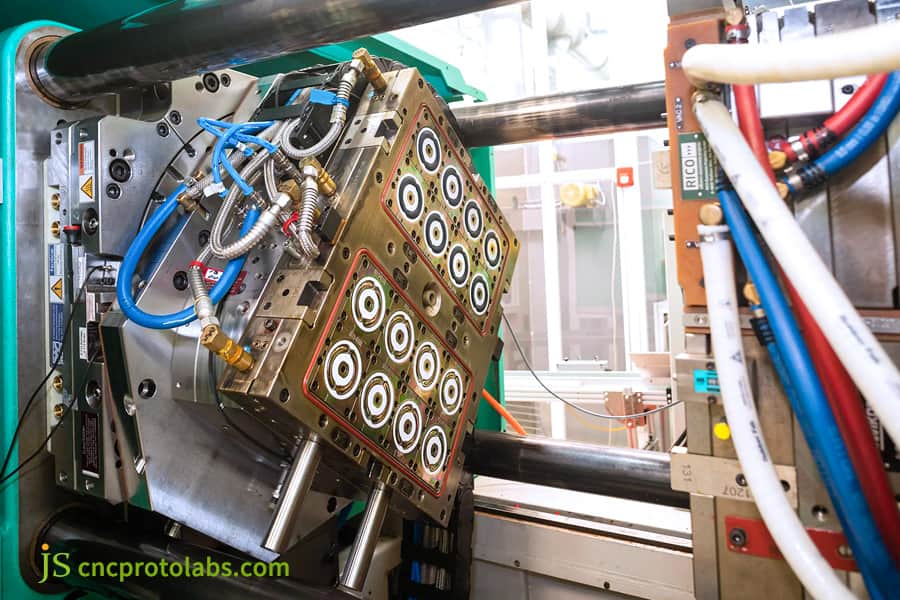
Figura 4: Primo piano di una macchina per lo stampaggio a iniezione industriale con uno stampo di grandi dimensioni, circondato da una serie di tubi e cavi blu e argento in un ambiente di fabbrica.
Caso di studio JS Precision: stampaggio integrato dell'alloggiamento del sensore elettronico automobilistico
Produttori di stampi per iniezione plastica sono i migliori nel dimostrare le proprie capacità attraverso casi di studio di vita reale. Qui viene illustrata una delle nostre soluzioni di stampaggio multi-iniezione per un fornitore automobilistico di primo livello , insieme ai risultati di riduzione dei costi e di miglioramento dell'efficienza.
Sfide incontrate:
Il fornitore stava cercando di produrre sensori che incorporassero anelli di tenuta in TPE e alloggiamenti in PC/ABS. Il metodo originale prevedeva lo stampaggio di inserti e l'assemblaggio manuale del TPE che, tuttavia, presentava tre problemi principali:
- Una tolleranza totale di 0,2 mm nelle dimensioni critiche comporta una tenuta inferiore e un tasso di difetti dell'8%.
- Bassa efficienza manuale con una produzione media di soli 80 pezzi per persona all'ora.
- Il distacco del TPE è un problema comune, che porta a un tasso di fallimento post-vendita del 3% . L'ottimizzazione dell'assemblaggio però si è rivelata inefficace, quindi ci hanno contattato per chiedere aiuto.
Soluzione
Abbiamo sviluppato uno stampo per stampaggio a iniezione di plastica multi-iniezione con un approccio specifico per il cliente, che ha risolto in modo completo i problemi allo stesso tempo dal punto di vista dello stampo, del materiale e del processo.
1. Progettazione dello stampo: abbiamo optato per uno stampo impilabile rotante la cui precisione di posizionamento ha raggiunto 0,02 mm in modo da poter eliminare completamente le tolleranze di assemblaggio e abbiamo inventato canali dell'acqua di raffreddamento conformati stampati in 3D per un controllo accurato della temperatura.
2. Abbinamento dei materiali: il calore della superficie di incollaggio di PC/ABS e TPE è stato stabilito a 180 tramite Moldflow ed è stata progettata una scanalatura a coda di rondine da 0,3 mm per aumentare la forza di adesione.
3. Ottimizzazione del processo: il raffreddamento conformato mantiene il campo di temperatura dello stampo entro 3, il che si traduce in una riduzione della planarità dello scheletro di PC/ABS da 0,15 mm a 0,05 mm. La velocità di iniezione del TPE è aumentata del 40%, riducendo così la possibilità di danni dovuti alle alte temperature.
Risultati finali:
- Riduzione dei costi: il prezzo di un'unità è sceso da 12,8 a 8,1 dollari, un taglio del 37%, con un conseguente risparmio di 4,7 milioni di dollari su una produzione annua di 1 milione di unità.
- Miglioramento della qualità: il CpK delle dimensioni critiche è aumentato da 0,8 a 1,33, il tasso di difetti è stato ridotto a meno dello 0,5% e il tasso di guasti post-vendita è stato ridotto allo 0,1%.
- Miglioramento dell'efficienza: il tempo ciclo di produzione è stato ridotto da 90 secondi/pezzo a 45 secondi/pezzo, raddoppiando di fatto la capacità produttiva.
Se anche tu affronti punti critici simili nello stampaggio multimateriale, inviare i disegni e i requisiti del prodotto e personalizzeremo per te una soluzione di stampaggio a iniezione di plastica multi-shot dedicata per aiutarti a ridurre i costi e aumentare l'efficienza.
Domande frequenti
Q1: Qual è la durata tipica di uno stampo per stampaggio a iniezione di plastica multi-shot?
La vita di uno stampo dipende principalmente dal tipo di acciaio utilizzato e da come viene mantenuto. Uno stampo in acciaio S136 o H13 trattato termicamente in modo professionale e raffreddato con precisione può, in buone condizioni di manutenzione, funzionare per 500.000-1.000.000 di cicli, il che è sufficiente per soddisfare esigenze di produzione di volumi medio-grandi.
D2: Lo stampaggio a due fasi è un'opzione fattibile per la produzione in piccoli lotti?
Solo in misura limitata. Il costo dello stampo è superiore del 30%-50% rispetto ai tradizionali stampi monocolore. Per una produzione annua inferiore a 50.000 pezzi, lo stampaggio con inserti o l'assemblaggio secondario sono più convenienti.
Q3: Come si può garantire la forza di adesione tra due materiali diversi?
Fondamentalmente, i due punti critici sono la struttura di incastro meccanico del design dello stampo (ad esempio, scanalature a coda di rondine) e la temperatura della superficie di incollaggio, come garantito dall'analisi del flusso dello stampo. Solo combinando questi due possiamo ottenere un legame a livello molecolare.
D4: Quali combinazioni di materiali vengono generalmente utilizzate nello stampaggio a iniezione multi-iniezione?
Più comunemente tre: PC/ABS + TPE (maniglie in plastica morbida e dura), PA66 + silicone (sigillanti), POM + inserti metallici (riduttori).
D5: I canali di raffreddamento conformati sono una soluzione perfetta per i problemi di deformazione?
Ebbene, non del tutto, però, possono aiutare in larga misura a risolvere le irregolarità del campo di temperatura dello stampo e di conseguenza è possibile contrastare efficacemente lo stress interno. Pertanto, il raffreddamento conformato è la tecnica più efficace per controllare la deformazione.
D6: In che modo i produttori di stampi per iniezione in plastica impediscono che i prodotti bicolore mescolino i colori?
Questo isolamento dei materiali viene effettuato mediante un design molto accurato della sigillatura dello stampo che rimuove completamente i canali di flusso del materiale. Inoltre, anche i parametri di iniezione vengono regolati in modo da impedire il flusso del materiale fuso.
Q7: Quale dovrebbe essere la considerazione principale nella scelta di un servizio di iniezione plastica?
La considerazione principale è se l’azienda è in grado di farlo fornendo un servizio completo partendo dalla progettazione dello stampo (compresa l'analisi del flusso dello stampo) fino alla produzione dello stampaggio a iniezione e al controllo di qualità.
Q8: Quale metodo è più appropriato per le parti filettate: stampaggio con inserti o stampaggio a due colori?
Nel caso degli inserti filettati metallici l'opzione migliore è lo stampaggio degli inserti , mentre per i filetti in plastica che devono essere combinati con plastica morbida, lo stampaggio in due fasi è il metodo più adatto.
Riepilogo
Lo stampaggio a iniezione di plastica multi-shot risolve i punti critici dello stampaggio multi-materiale attraverso la progettazione precisa dello stampo, la corrispondenza dei materiali e l'ottimizzazione del processo, elimina i rischi in termini di costi e qualità dell'assemblaggio secondario e migliora la precisione e l'affidabilità delle parti. È la soluzione ottimale per la produzione su larga scala di parti multimateriale.
Se hai difficoltà nella selezione del processo, nel controllo dei costi o nella stabilità della qualità per parti multimateriale, JS Precision sarà il partner giusto per te.
Con oltre 10 anni di esperienza nello stampaggio multi-shot, un set di macchine professionali e un team per l'analisi del flusso dello stampo, offriamo un'ampia gamma di capacità fornendo servizi dalla selezione dei materiali alla progettazione dello stampo, all'ottimizzazione del processo e alla consegna della produzione finale, garantendo il vostro successo nell'intero processo.
Contattaci immediatamente per ottenere un rapporto di valutazione gratuito del progetto di stampaggio a iniezione di materie plastiche multi-shot.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

