

صب حقن البلاستيك المتعدد هي أداة أساسية لتصنيع الأجزاء المعقدة متعددة المواد، وتعالج بشكل فعال العديد من المشكلات التي تعتبر نموذجية في طرق التصنيع التقليدية.
إذا كنت تبحث عن عملية تصنيع تتسم بالكفاءة وتوفير التكاليف للأجزاء متعددة المواد، فسوف تكتشف أن قوالب الإدخال التقليدية والتجميع الثانوي لا تواجه فقط مشكلات مثل تراكم التفاوتات، وضعف الترابط وارتفاع تكاليف العمالة ، ولكن لها أيضًا عيوب أخرى.
عندما يجب أن يحتوي المنتج على مكون صلب وختم ناعم، أو عندما يلزم دمج مواد وظيفية مختلفة، فإن المشكلة الرئيسية التي يواجهها المهندسون أو مديرو المشتريات ستكون منع التشويه والتصفيح الناتج عن الاختلافات في معدلات انكماش المواد.
إن التطورات في مجال قولبة حقن البلاستيك، ولا سيما استخدام قوالب حقن البلاستيك المتعددة الطلقات، ستوفر حلاً ثوريًا.
ملخص الإجابة الأساسية:
| المشكلة الأساسية | الحل الرئيسي | القيمة الأساسية |
| كيفية تحقيق صب متكامل لمواد متعددة؟ | استخدم هياكل قوالب متطورة جدًا، مثل قوالب المكدس الدوارة، وادمجها مع تحليل تدفق القالب للتنبؤ بالمواد التي سيتم خلطها جيدًا. | يجب معالجة تعارضات المواد من خلال تصميم القالب، وليس بعد حدوثه، وبذلك يمكنك توفير الوقت والمال. |
| كيفية خفض التكاليف الإجمالية؟ | استبدل " قالب الإدخال + التجميع " بقالبين طلقتين، وبالتالي إلغاء عمليات التجميع وتقليل تكلفة الوحدة. | على الرغم من أن تكلفة القالب الأولية مرتفعة، إلا أن هذا سيؤدي إلى انخفاض كبير في تكاليف دورة الحياة الإجمالية. |
| كيفية ضمان جودة متسقة؟ | تساعد قنوات التبريد المطابقة على إدارة صفحة الاعوجاج ويتم ضمان قوة المفاصل من خلال تصميم ميزة التشابك الميكانيكية. | حوالي 70% من الجودة تعتمد على القرارات المتخذة خلال مرحلة تصميم القالب مما يؤدي إلى الحد الأدنى من إعادة العمل في وقت لاحق. |
| كيفية التعامل مع المواد الخاصة؟ | يتم اختيار الدرجات المعدلة المقاومة للحرارة لـ ABS، وبالنسبة لـ PEEK، يتم استخدام تقنية صب خطوة بخطوة وعزل القالب الحراري . | يعد اختيار درجة المواد المناسبة هو العامل الأساسي في حل المشكلة وتعزيز إنتاجية المنتج، وهو أكثر فعالية من مجرد ضبط الماكينة. |
الوجبات السريعة الرئيسية:
- الحل الأمثل للتكلفة: بالنسبة للإنتاج المتوسط إلى الكبير الحجم، يمكن استرداد الاستثمار الأولي الكبير في قوالب القالب المزدوج خلال 3 إلى 6 أشهر فقط إذا تمت إزالة عمليات التجميع.
- نقاط الجودة الرئيسية: العوامل الرئيسية لمنع التصفيح والاعوجاج في الأجزاء المقولبة بالحقن متعددة المواد هي تصميم القالب ، وخاصة التبريد المطابق والهياكل المتشابكة الميكانيكية.
- اختيار الموردين: من المهم جدًا فهم مستوى تحليل تدفق القالب لدى مزود خدمة قولبة الحقن المحتمل وما إذا كان لديه خبرة في الإنتاج الضخم لمجموعات مواد محددة، بدلاً من مجرد مقارنة الأسعار.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في قوالب حقن البلاستيك المتعددة الطلقات
عندما تختار خدمة حقن البلاستيك، فإن القلق الأكبر هو ما إذا كان مزود الخدمة يمكنه حل نقاط الضعف الأساسية وتقديم المنتجات القياسية.
هذا الدليل جدير بالثقة، ويكمن جوهره في التطوير العميق لشركة JS Precision على مدار أكثر من 10 سنوات في مجال قولبة حقن البلاستيك المتعددة الطلقات، مما أدى إلى تراكم خبرة المشروع الناضجة في أكثر من 50 مجموعة مواد مختلفة.
يمكنه تلبية متطلبات صب المواد المتعددة المعقدة لقطاعات مختلفة مثل إلكترونيات السيارات، والإلكترونيات الاستهلاكية، والأجهزة الطبية، لذلك يمكنه تحديد نقاط ضعف الإنتاج لديك في الاحتياجات المختلفة وتوفير حلول مخصصة.
سوف تستفيد منه بشكل مباشر آيزو 13485:2016 شهادة القولبة بالحقن من الدرجة الطبية ونظام مراقبة الجودة الشامل، ومن بينها الحالة الحقيقية لمورد سيارات من المستوى الأول المشهور عالميًا هي المرجع الأكثر قيمة:
من خلال تخصيص الحل الشامل لقولبة الحقن المتعددة، نجحت في حل المشكلة الأساسية المتمثلة في ارتفاع معدل عيوب غلاف المستشعر وانخفاض كفاءة الإنتاج، مما أدى إلى تقليل معدل عيوب المنتج بشكل كبير من 3% إلى 0.1%، وتقليل تكاليف القطعة الواحدة بنسبة 37%، وتقصير وتيرة الإنتاج بنسبة 50%.
هذه هي الميزة الحقيقية التي يمكن أن يوفرها لك اختيار الشركات المصنعة لحقن القوالب البلاستيكية.
إذا كنت شريكًا مع JS Precision، فستتمكن من استخدام ماكينات القولبة بالحقن متعددة المحطات (قوة التثبيت 80-500 طن) من أفضل العلامات التجارية مثل Engel وArburg . إلى جانب هذا، سيكون لديك دعم من فريق تحليل تدفق القالب ذي الخبرة العالية.
ونتيجة لذلك، سوف تكون قادرًا على التنبؤ بدقة بتوافق المواد، وتدفق البلاستيك المنصهر، وتوزيع درجة الحرارة قبل فتح القالب.
سيساعدك هذا على تحديد مشكلات الجودة المحتملة في مرحلة مبكرة، وتوفير الكثير من الأموال التي يتم إنفاقها على التجربة والخطأ ، وتقليل المهلة الزمنية بشكل كبير، وفي النهاية جعل مشروعك أكثر كفاءة وفعالية من حيث التكلفة.
للحصول على فهم أولي لتطبيقات القولبة متعددة الطلقات وقصص النجاح، اتصل بنا للحصول على مستند تعريفي مجاني لفهم المزايا الأساسية ونقاط التطبيق بسرعة لقولبة حقن البلاستيك المتعددة الطلقات.
كيفية تحقيق صب لمرة واحدة ومواد متعددة في صب حقن البلاستيك المتعدد؟
تركز طريقة القولبة بالحقن المتعدد في المقام الأول على دقة التنبؤ بتوافق القالب والمواد والذي يؤدي بدوره إلى قولبة مواد متعددة لمرة واحدة.
ما هي الصراعات المادية التي نتحدث عنها؟
تعد الاختلافات في نقطة الانصهار ومعدل الانكماش والتصاق المواد المختلفة من التحديات الرئيسية التي تتطلب التنبؤ والتحكم الدقيق. يجب أن تكون الضوابط متسقة معمعايير ASTM D3641-19 .
- فرق نقطة الانصهار: محاكاة تدفق القالب هي أداة للتحقق مما إذا كانت درجة حرارة الحقن الثانية ستؤدي إلى تحلل مادة الحقن الأولى إذا لم تتصلب بعد. على سبيل المثال، يعد التحكم الدقيق في درجة الحرارة أمرًا ضروريًا عندما يغطي TPE (190) الكمبيوتر الشخصي (280).
- فرق الانكماش: تستخدم معدلات انكماش المواد لتقدير أبعاد القالب مسبقًا. بالإضافة إلى ذلك، يتم الحفاظ على اختلافات درجات الحرارة في مجال درجة حرارة القالب ضمن ±5 درجة مئوية عن طريق استخدام قنوات مياه التبريد المطابقة، والتي تتيح أيضًا تعويض الضغط الداخلي.
- الالتصاق: يقوم تحليل تدفق القالب بالتنبؤ بنقطة تقارب الذوبان ودرجة الحرارة، مما يضمن أن درجة حرارة سطح الترابط أعلى من الحد الأدنى لدرجة حرارة اللحام لمنع التصفيح.
كيفية اختيار هيكل القالب؟
هيكل القالب هو جوهر القولبة لمرة واحدة. تتوافق متطلبات المنتج المختلفة مع الهياكل المختلفة:
- قالب التراص الدوار: هذا النوع من القوالب مثالي للإنتاج الضخم للمنتجات المتماثلة للغاية. دقة تحديد المواقع هي 0.02 مم وهي دقيقة جدًا ويجب أن تسمح بإنتاج كميات كبيرة بكفاءة.
- قالب سحب النواة: يتم تبديل التجاويف بواسطة آلية انزلاقية. هذا النوع مناسب تمامًا للأجزاء التي تحتاج إلى تصنيع مناطق مختلفة من مواد مختلفة، على سبيل المثال، مقبض فرشاة الأسنان المصنوع من مزيج من المطاط الصلب والناعم.
- القالب المنزلق: يستخدم القالب المتحرك أو الثابت لتبديل التجاويف. يعتبر هذا النوع مثاليًا للأجزاء غير المتماثلة ومتعددة المواد التي تتطلب تحديد موضع دقيق.

الشكل 1: شبكة من الأجزاء البلاستيكية المختلفة المصبوبة بالحقن بألوان متعددة، بما في ذلك القضبان والعجلات والمبيتات والأجهزة المحمولة.
ما هو الفرق في التكلفة الإجمالية بين القالبين بالخردق وإدراج القالب + التجميع الثانوي؟
يعتبر القولبة ثنائية اللقطة أكثر تكلفة ولكنها تلغي تكاليف ما بعد المعالجة، مما يقلل تكلفة الوحدة بنسبة 20%-40%، مما يجعلها مناسبة للإنتاج المتوسط إلى الكبير الحجم.
الانهيار من منظور تكلفة الوحدة
ميزة التكلفة صب طلقتين يكمن بشكل أساسي في القضاء على خطوات ما بعد المعالجة وهدر المواد. وتظهر البيانات المحددة في الجدول أدناه:
| نوع التكلفة | إدراج صب + الجمعية (لكل وحدة) | صب ثنائي اللقطة (لكل وحدة) | وفورات في التكلفة لكل وحدة | إجمالي التوفير لكل مليون وحدة سنويًا |
| تكلفة تركيبات تحديد المواقع الثانوية | 0.8 دولار - 3 دولارات | 0 دولار | 0.8 دولار - 3 دولارات | 800000 دولار - 3000000 دولار |
| الاستغناء / تكلفة عملية اللحام بالموجات فوق الصوتية | 1.3 دولار - 4.8 دولار | 0 دولار | 1.3-4.8 دولار | 1,300,000-4,800,000 دولار |
| تكلفة وقت التجميع اليدوي | 1.6 دولار - 8 دولارات | 0 دولار | 1.6 دولار - 8 دولارات | 1,600,000-8,000,000 دولار |
| تكلفة النفايات المادية | 0.5 دولار - 1.2 دولار | 0.2 دولار - 0.4 دولار | 0.3 دولار - 0.8 دولار | 300000 دولار - 800000 دولار |
| إجمالي تكلفة الوحدة | 4.2 دولار - 17 دولارًا | 4.2 دولار - 17 دولارًا | 1.7 دولار - 7 دولارات | 1.7-7 مليون دولار أمريكي |
إدراج صب يتطلب أن تكون نقاط التشكيل محددة مسبقًا ونتيجة لذلك، فإنه يقلل من استخدام المواد بنسبة 5%-8%. من ناحية أخرى، فإن القالب المزدوج لا يواجه هذه المشكلة ويمكنه تقليل تكاليف المواد بشكل أكبر.
تعليق من جانب الجودة والتكلفة
يعد تقليل التكاليف المخفية بسبب مشكلات الجودة إحدى الفوائد الرئيسية للقولبة ذات اللقطة المزدوجة:
- التخلص من تراكم التسامح: يمكن أن يصل التسامح الإجمالي لقولبة الإدخال + التجميع إلى 0.2 مم. إن القولبة ذات اللقطة المزدوجة، كونها عملية من خطوة واحدة، يمكن أن تحافظ على تفاوتات الأبعاد الحرجة في حدود 0.05 مم، وبالتالي منع تخريد المنتج.
- تقليل المخاطر بعد البيع: يمكن أن تؤدي العيوب الناتجة عن التوزيع واللحام إلى إعادة العمل بعد البيع بنسبة 5% إلى 10%. بفضل الترابط على المستوى الجزيئي الذي يتم تشكيله أثناء عملية القولبة ثنائية الطلقة، يمكن تقليل المخاطر إلى 0.1%.
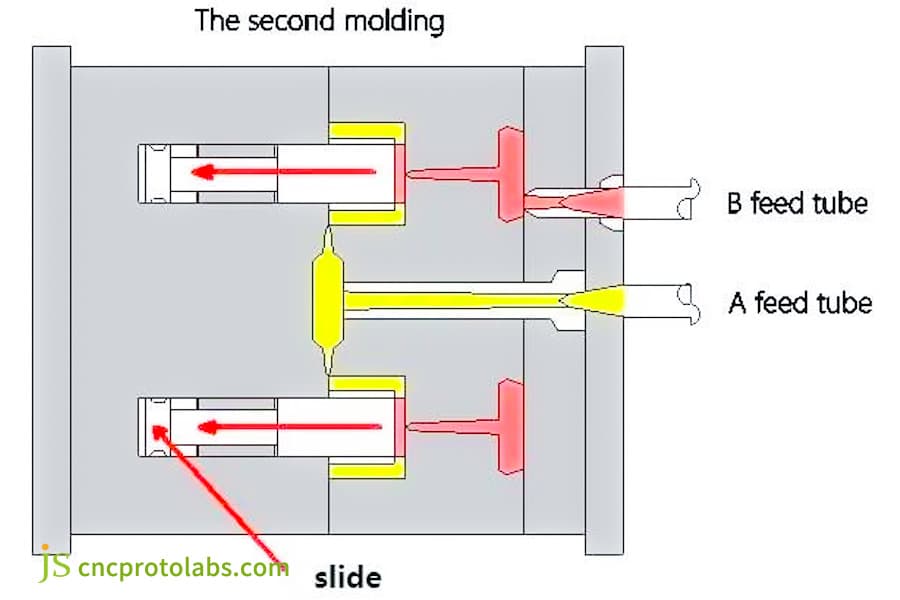
الشكل 2: رسم تخطيطي مقطعي بعنوان "القالب الثاني"، يُظهر قالبًا به شرائح وأنابيب تغذية مادة A/B منفصلة.
كيفية تقييم عائد الاستثمار لخدمة حقن البلاستيك للمشاريع المعقدة المتعددة؟
الجانب الحاسم لعائد الاستثمار في قوالب الحقن المتعددة هو النقطة التي يتم فيها تغطية التكاليف من خلال القيمة المنتجة، بعد إنتاج سنوي يزيد عن 200000 وحدة، يمكن استرداد التكلفة في فترة 18 شهرًا.
صيغة حساب العائد على الاستثمار (ROI).
عائد الاستثمار = (توفير التكلفة لكل وحدة × الإنتاج السنوي) / الاستثمار المتزايد في القوالب. كلما ارتفعت القيمة، كانت فترة الاسترداد أسرع.
يوجد أدناه جدول مرجعي لعائد الاستثمار وفترة الاسترداد لأحجام الإنتاج السنوية المختلفة وتوفيرات تكلفة الوحدة المختلفة. البيانات مأخوذة من حالات مشروع حقيقية:
| الاستثمار المتزايد في العفن (10,000 دولار أمريكي) | وفورات تكلفة الوحدة (بالدولار الأمريكي) | حجم الإنتاج السنوي (10.000 وحدة) | وفورات التكلفة السنوية (10000 دولار أمريكي) | عائد الاستثمار | فترة الاسترداد (أشهر) |
| 30 | 5 | 10 | 50 | 1.67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
تبسيط سلسلة التوريد وتحسين الجودة
ينبع تعزيز عائد الاستثمار أيضًا من المزايا الضمنية لتبسيط سلسلة التوريد وتحسين العائد:
- تخفيضات الموردين: يمكن أن يؤدي دمج 2-3 موردين في مورد واحد إلى خفض نفقات إدارة سلسلة التوريد بنسبة 15%-20% وتقصير أوقات التسليم.
- إنتاجية أعلى: يمكن أن يؤدي التخلص من التجميع اليدوي إلى زيادة إنتاجية التمريرة الأولى من 85%-90% إلى 95%-98% ، مما يؤدي إلى انخفاض تكاليف الخردة وإعادة العمل.
كيف نتأكد من أن المكونات البلاستيكية المقولبة بالحقن لا تتشوه أو تتفكك أثناء صب المواد المتعددة؟
لحل مشكلات الالتواء والتصفيح أثناء صب المواد المتعددة، يكمن المفتاح في تصميم القوالب الذي يسمح بالتحكم الفعلي في تسطيح الجزء بمقدار 0.1 مم .
التحكم في الاعوجاج: قنوات التبريد المطابقة
عادة ما يكون سبب انحراف القالب هو التوزيع غير المتساوي لحقل درجة الحرارة داخل القالب. تحتوي قنوات التبريد في معظم الحالات على تخطيطات مباشرة. لذلك، من الصعب أن تتكيف مع الأسطح المنحنية المعقدة، الأمر الذي يؤدي عادة إلى التزييف.
الحل: لإنتاج قنوات تبريد متوافقة قريبة من محيط المنتج، استخدمها الطباعة ثلاثية الأبعاد . سيؤدي ذلك إلى تقليل فرق درجة الحرارة على سطح تجويف القالب من 15 إلى 5، وتقليل الضغط الداخلي بنسبة 50%، والتحكم في الاعوجاج.
قوة السندات: التشابك الميكانيكي والترابط الكيميائي
التصفيح هو مشكلة مرتبطة بترابط المواد فيزيائياً وكيميائياً وهي ضعيفة. تغطي الاقتراحات التالية الجوانب الفيزيائية والكيميائية:
- التشابك الميكانيكي: يمكن عمل أخاديد متطابقة أو مسام صغيرة في القالب (بعمق 0.2-0.5 مم) بحيث يمكن لمادة الحقن الثانية أن تقفل ماديًا في مادة الحقن الأولى ، مما يؤدي إلى زيادة قوة السحب بمقدار 3-5 مرات.
- الرابطة الكيميائية: PC/ABS+TPE مادتان متوافقتان. مفتاح الارتباط الكيميائي هو التحكم في درجة حرارة سطح الحقنة الأولى عند 80-120 للسماح بتشابك السلسلة الجزيئية.
إذا كنت ترغب في عرض المزيد من الحالات الناجحة مكونات بلاستيكية مصبوبة بالحقن لمنع التشويه والتصفيح، يرجى الاتصال بنا للحصول على تحليل مفصل للحالة والمعايير الفنية.

الشكل 3: عرض عن قرب لحافة المادة المسماة "الفصل"، مع تسليط الضوء على فصل الطبقات.
كيفية تجنب الضرر الثانوي الناتج عن درجات الحرارة العالية في القوالب المتعددة الجرعات لقوالب حقن البلاستيك ABS؟
من أجل إيقاف حدوث ضرر ثانوي بسبب ارتفاع درجة الحرارة في قوالب ABS متعددة الطلقات، إلى جانب اختيار درجة معدلة مقاومة للحرارة، يجب تحسين العملية.
مستوى المادة: اختيار درجة ABS المناسبة
نقطة تليين Vicat لـ ABS العادي هي 98-105 فقط، لذلك سيكون من السهل ذوبانها وتشوهها عند تعرضها لمواد ذات درجة حرارة عالية مثل PC (280-300)، مما سيؤدي إلى رفع تكاليف الخردة.
الحل: العمل باستخدام مادة ABS المقاومة للحرارة والتي تحتوي على - ميثيل ستايرين مما يزيد من نقطة تليين فيكات إلى 115-125، وبالتالي يوفر مقاومة ممتازة لتأثير درجات الحرارة العالية.
مستوى العملية والهيكل: تحسين إدارة الحرارة
- تحسين العملية: تسريع حقن الدفعة الثانية بنسبة 30%-50% لتقليل وقت التبادل الحراري، والتحكم في درجة حرارة القالب عند 80-90 لتحقيق التوازن بين تأثير الترابط ومنع انهيار الذوبان.
- التصميم الهيكلي: تجنب المناطق ذات الجدران الرقيقة ABS الطلقة الأولى التي يقل سمكها عن 0.8 مم، حيث أن هذه الأماكن ذات سعة حرارية منخفضة وهي الأكثر عرضة للتلف الناتج عن درجات الحرارة المرتفعة.
إذا كنت منزعجًا من مشكلة التلف الثانوي الناتج عن ارتفاع درجة الحرارة صب حقن البلاستيك ABS يمكنك الاتصال بمهندسينا للحصول على استشارة فردية للحصول على حلول تقنية حصرية.
كيف يمكن لقولبة حقن البلاستيك من Peek أن تحل مشكلة التعايش بين المواد ذات درجة الحرارة العالية والمواد العادية؟
إن سر الحقن المشترك للمواد الخاطفة والمواد العادية هو القولبة المتسلسلة والعزل الحراري للقالب.
اختيار مسار العملية: خطوة بخطوة صب الحقن المزدوج
نظرًا لأن درجة حرارة معالجة PEEK أعلى بكثير من درجة حرارة المواد البلاستيكية العادية، فإن الحقن المشترك الذي يتم مباشرة قد يؤدي إلى تلف المادة الأخيرة. يعد القولبة بالحقن خطوة بخطوة هو الحل الأفضل.
- مسار العملية: في البداية، يتم الحقن في منطقة درجة الحرارة المرتفعة للقالب (160-200) لحقن نظرة خاطفة. عندما تكون القطعة في درجة حرارة الغرفة، يتم نقلها إلى محطة الحقن الثانية لحقن المادة العادية.
- المعلمات الرئيسية: يتم ترك الواجهة بين نظرة خاطفة والحقن الثاني بأخدود صغير 0.1-0.2 مم لتعويض تعديلات الأبعاد ومنع الثغرات أو الشقوق.
العزل الحراري للقالب: نظام مستقل للتحكم في درجة الحرارة
- التحديات التقنية: تحتاج قوالب PEEK إلى درجة حرارة العفن 200 درجة بينما تحتاج المواد البلاستيكية الهندسية العادية إلى 80 درجة مئوية فقط، مما يجعل الفارق 120 درجة مئوية. يمكن أن يؤدي التحكم الخاطئ في درجة الحرارة إلى تغيير أداء المنتج.
- الحل: يتم وضع قضبان تسخين منفصلة، وحساسات درجة الحرارة، وألواح العزل الحراري في أجزاء مختلفة من القالب للحفاظ على فرق درجة الحرارة لأكثر من 120 بين محطتي العمل، وبالتالي حماية المواد العادية.
إذا كان لديك متطلبات مخصصة ل نظرة خاطفة على صب حقن البلاستيك ، يمكنك إرسال معلمات ورسومات مفصلة للمنتج، وسوف نقوم بتخصيص حل صب حصري لك لضمان أن المنتج يلبي متطلباتك.
كيف يمكن فحص الشركات المصنعة لحقن القوالب البلاستيكية التي تمتلك حقًا قدرات توصيل القوالب المتعددة؟
يعد اختيار الشركات المصنعة لحقن القوالب البلاستيكية التي يمكن الاعتماد عليها أمرًا في غاية الأهمية لنجاح مشاريع القولبة متعددة الحقن. يركز الكثير من الشركات المصنعة فقط على التسعير ويتجاهلون قدرات التسليم الفعلية الخاصة بهم. وهذا يؤدي في نهاية المطاف إلى تأخير المشروع، وسوء الجودة، وارتفاع التكاليف .
لذلك، يجب أن تركز عملية الاختيار على تقييم آلات الشركة المصنعة (آلات القولبة بالحقن متعددة المحطات)، وقدرات البرمجيات (تحليل تدفق القالب)، والخبرة (الحالات الناجحة لمجموعات مواد محددة).
سيساعدك هذا بالتأكيد على تجنب نفقات التجربة والخطأ وضمان التقدم السلس للمشروع.
اعتبارات المعدات: تكوين آلة التشكيل بالحقن متعددة المحطات
المعدات هي أساس القولبة متعددة الطلقات، ويجب أن يكون مصنعو حقن القوالب البلاستيكية الذين يتمتعون بقدرات التسليم مجهزين بآلات قولبة حقن مزدوجة وثلاثية الطلقة (مثل Engel وAbog)، بقوة تثبيت تتراوح من 80 إلى 500 طن، ومناسبة للمنتجات ذات الأحجام المختلفة.
مجهزة بنظام مستقل للتحكم في درجة الحرارة لضمان معالجة المواد في كل محطة عمل ضمن نافذة العملية المثالية.
اعتبارات البرمجيات: قدرات تحليل تدفق القالب
يتيح لك تحليل تدفق القالب اتخاذ إجراءات وقائية ضد المشكلات.
يتعين على الشركات المصنعة إجراء تحليل شامل وإرسال تقرير قبل صنع القالب، دون الاعتماد على الخبرة، ويجب أن يشير التقرير بشكل لا لبس فيه إلى مقدمة تدفق المواد، وموقع خط اللحام، ودرجة حرارة الواجهة. يؤدي إلى توفير نفقات ووقت عملية التشكيل التجريبي.
اعتبارات الخبرة: دراسات حالة لمجموعة مواد محددة
يمكن أن يكون القولبة متعددة اللقطات باستخدام مجموعات مواد مختلفة أكثر أو أقل صعوبة، اعتمادًا على المجموعة. يجب عليك أن تطلب من الشركة المصنعة دراسات حالة المشروع لتلك المشابهة لدراستك.
يمكن لشركة JS Precision أن تعرض أكثر من 50 دراسة حالة ناجحة لقوالب حقن البلاستيك المتعددة الطلقات باستخدام مجموعات مواد مختلفة يمكن أن تكون بمثابة دعم فني لمشاريعك.
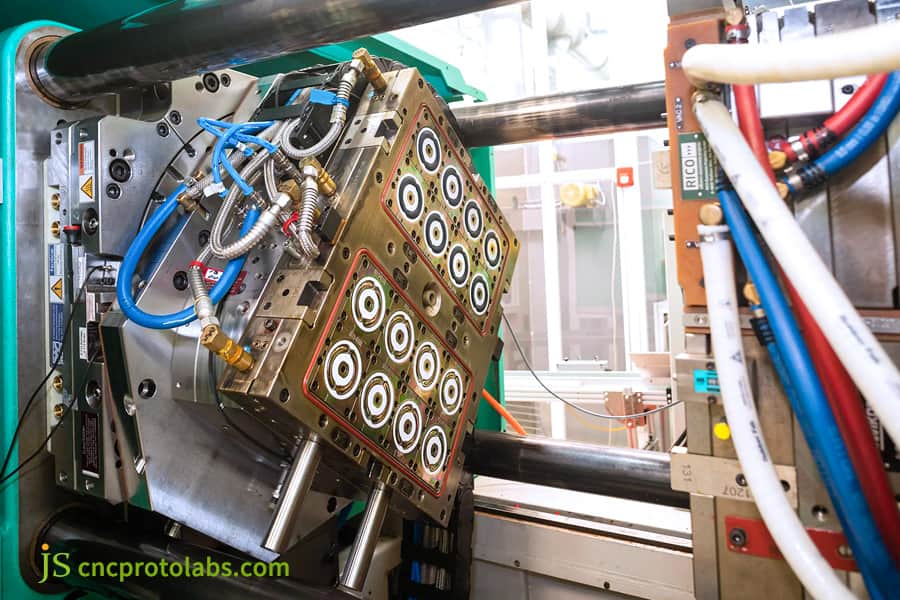
الشكل 4: لقطة مقربة لآلة قولبة بالحقن الصناعية بقالب كبير، محاطة بمجموعة من الخراطيم والكابلات الزرقاء والفضية في محيط المصنع.
دراسة حالة JS Precision: القالب المتكامل لغطاء أجهزة الاستشعار الإلكترونية للسيارات
شركات تصنيع قوالب حقن البلاستيك هم الأفضل في إظهار قدراتهم من خلال دراسات الحالة الواقعية. يتم هنا توضيح أحد حلول القوالب المتعددة الخاصة بنا لموردي السيارات من المستوى الأول ، بالإضافة إلى نتائج خفض التكلفة وتحسين الكفاءة.
التحديات التي واجهتها:
كان المورد يتطلع إلى تصنيع أجهزة استشعار تتضمن حلقات مانعة للتسرب TPE ومبيتات PC/ABS. كانت الطريقة الأصلية هي عمل قالب إدخال وتجميع TPE يدويًا والذي واجه ثلاث مشكلات رئيسية:
- يبلغ التسامح الإجمالي 0.2 مم في الأبعاد الحرجة مما يؤدي إلى إحكام رديء ومعدل عيب بنسبة 8٪.
- كفاءة يدوية منخفضة حيث يتم إنتاج 80 قطعة فقط للشخص الواحد في الساعة في المتوسط.
- يعد انفصال TPE مشكلة شائعة، مما يؤدي إلى معدل فشل يصل إلى 3% بعد البيع . ومع ذلك، لم يكن تحسين التجميع فعالاً، لذا اتصلوا بنا للحصول على المساعدة.
حل
لقد قمنا بتطوير قالب حقن البلاستيك متعدد الطلقات مع نهج خاص بالعميل، والذي حل المشكلات بشكل شامل في نفس الوقت من منظور القالب، المادة، والعملية.
1. تصميم القالب: لقد اخترنا قالب تكديس دوار تصل دقة تحديد موضعه إلى 0.02 مم حتى نتمكن من التخلص تمامًا من تفاوتات التجميع، وقمنا باختراع قنوات مياه تبريد مطابقة مطبوعة ثلاثية الأبعاد للتحكم الدقيق في درجة الحرارة.
2. مطابقة المواد: تم إنشاء حرارة سطح الربط PC/ABS وTPE عند 180 عبر تدفق القالب، وتم تصميم أخدود متوافق 0.3 مم لرفع قوة الترابط.
3. تحسين العملية: التبريد المطابق يحافظ على مجال درجة حرارة القالب ضمن 3، مما يؤدي إلى خفض تسطيح هيكل PC/ABS من 0.15 مم إلى 0.05 مم. يتم رفع سرعة حقن TPE بنسبة 40%، وبالتالي تقليل احتمالية حدوث ضرر بسبب درجة الحرارة العالية.
النتائج النهائية:
- تخفيض التكلفة: انخفض سعر الوحدة من 12.8 دولارًا أمريكيًا إلى 8.1 دولارًا أمريكيًا، أي تخفيض بنسبة 37%، مما أدى إلى توفير 4.7 مليون دولار أمريكي في الإنتاج السنوي الذي يبلغ مليون وحدة.
- تحسين الجودة: ارتفع CpK للأبعاد الحرجة من 0.8 إلى 1.33، وانخفض معدل العيوب إلى أقل من 0.5% ، كما انخفض معدل فشل ما بعد البيع إلى 0.1%.
- تحسين الكفاءة: تم تقليص وقت دورة الإنتاج من 90 ثانية لكل قطعة إلى 45 ثانية لكل قطعة، مما أدى إلى مضاعفة القدرة الإنتاجية بشكل فعال.
إذا كنت تواجه أيضًا نقاط ألم مماثلة في صب المواد المتعددة، تقديم رسومات ومتطلبات المنتج الخاص بك ، وسوف نقوم بتخصيص حل مخصص لصب حقن البلاستيك متعدد اللقطات لمساعدتك على تقليل التكاليف وزيادة الكفاءة.
الأسئلة الشائعة
س 1: ما هو العمر الافتراضي النموذجي لقالب حقن البلاستيك المتعدد الطلقات؟
يعتمد عمر القالب بشكل أساسي على نوع الفولاذ المستخدم وكيفية صيانته. يمكن تشغيل القالب المصنوع من الفولاذ S136 أو H13 والذي تمت معالجته حرارياً وتبريده بدقة، في ظل ظروف صيانة جيدة، لمدة تتراوح بين 500000 إلى 1000000 دورة، وهو ما يكفي لتلبية متطلبات الإنتاج متوسطة إلى كبيرة الحجم.
س 2: هل يعتبر القولبة ثنائية اللقطة خيارًا ممكنًا لإنتاج دفعة صغيرة؟
فقط إلى حد محدود. تكلفة القالب أعلى بنسبة 30%-50% من القوالب التقليدية ذات اللون الواحد. بالنسبة للإنتاج السنوي الذي يقل عن 50000 قطعة، فإن القالب المضاف أو التجميع الثانوي يكون أكثر فعالية من حيث التكلفة.
س3: كيف يمكن ضمان قوة الترابط بين مادتين مختلفتين؟
بشكل أساسي، الهيكل المتشابك الميكانيكي لتصميم القالب (على سبيل المثال، الأخاديد المتوافقة) ودرجة حرارة سطح الترابط كما يتم تأمينها عن طريق تحليل تدفق القالب هما النقطتان الحاسمتان. فقط من خلال الجمع بين هذين الاثنين يمكننا الحصول على رابطة على المستوى الجزيئي.
س 4: ما هي تركيبات المواد المستخدمة عادة في قوالب الحقن المتعددة؟
الثلاثة الأكثر شيوعًا: PC/ABS + TPE (مقابض بلاستيكية ناعمة وصلبة)، PA66 + سيليكون (موانع التسرب)، POM + إدراجات معدنية (علب التروس).
س 5: هل تعتبر قنوات التبريد المتوافقة حلاً مثاليًا لمشكلات Warpage؟
حسنًا، ليس تمامًا، ولكن يمكن أن تساعد إلى حد كبير في حل عدم انتظام مجال درجة حرارة العفن، وبالتالي، يمكن مواجهة الضغط الداخلي بشكل فعال. ومن ثم، فإن التبريد المطابق هو الأسلوب الأكثر فعالية للتحكم في التشويه.
س 6: كيف يمنع مصنعو حقن القوالب البلاستيكية المنتجات ذات اللونين من خلط الألوان؟
يتم عزل المواد من خلال تصميم ختم القالب الدقيق للغاية الذي يزيل قنوات تدفق المواد تمامًا. علاوة على ذلك، يتم أيضًا تعديل معلمات الحقن بحيث يتم منع تدفق الذوبان.
س7: ما الذي يجب أن يكون في الاعتبار عند اختيار خدمة حقن البلاستيك؟
الاعتبار الأول هو ما إذا كانت الشركة قادرة على ذلك توفير خدمة العملية الكاملة بدءًا من تصميم القالب (بما في ذلك تحليل تدفق القالب) وصولاً إلى إنتاج قوالب الحقن وفحص الجودة.
س 8: ما هي الطريقة الأكثر ملاءمة للأجزاء الملولبة: القالب المدرج أم القالب ثنائي اللون؟
في حالة الإدخالات المعدنية الملولبة، فإن الخيار الأفضل هو إدراج القولبة بينما بالنسبة للخيوط البلاستيكية التي ينبغي دمجها مع البلاستيك الناعم، فإن القولبة ثنائية الطلقة هي الطريقة الأكثر ملاءمة.
ملخص
يعمل صب حقن البلاستيك متعدد الطلقات على حل نقاط الألم في صب المواد المتعددة من خلال تصميم القالب الدقيق، ومطابقة المواد، وتحسين العملية، مما يزيل مخاطر التكلفة والجودة للتجميع الثانوي، ويحسن دقة الأجزاء وموثوقيتها. إنه الحل الأمثل لإنتاج أجزاء متعددة المواد على نطاق واسع.
إذا كنت تواجه صعوبة في اختيار العملية أو التحكم في التكاليف أو استقرار الجودة للأجزاء متعددة المواد، فستكون JS Precision الشريك المناسب لك.
من خلال خبرتنا التي تزيد عن 10 سنوات في القوالب المتعددة اللقطات، ومجموعة من الآلات الاحترافية، وفريق لتحليل تدفق القالب، فإننا نقدم نطاقًا واسعًا من الإمكانات التي توفر لك الخدمات بدءًا من اختيار المواد وحتى تصميم القالب وتحسين العملية وتسليم الإنتاج النهائي، مما يضمن نجاحك في العملية برمتها.
اتصل بنا على الفور للحصول على تقرير تقييم مشروع صب حقن البلاستيك المتعدد مجانًا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

