

Moldagem por injeção de plástico multi-shot é uma ferramenta essencial para a fabricação de peças multimateriais complexas, resolvendo com eficácia muitos problemas típicos dos métodos de fabricação convencionais.
Se você estiver procurando um processo de fabricação que seja eficiente e econômico para peças multimateriais, descobrirá que a moldagem por inserção tradicional e a montagem secundária não apenas enfrentam problemas como acúmulo de tolerâncias, má ligação e altos custos de mão de obra, mas também apresentam outras desvantagens.
Quando um produto deve apresentar um componente rígido e uma vedação macia, ou quando diferentes materiais funcionais precisam ser combinados, o principal problema enfrentado pelos engenheiros ou gerentes de compras será evitar empenamento e delaminação, que são resultados de diferenças nas taxas de encolhimento do material.
Os avanços na moldagem por injeção de plástico, em particular o uso de moldagem por injeção de plástico multi-shot, oferecerão uma solução revolucionária.
Resumo da resposta principal:
| Problema Central | Solução chave | Valor Central |
| Como conseguir moldagem integrada de múltiplos materiais? | Use estruturas de molde bastante sofisticadas, por exemplo, moldes de pilha rotativa, e combine-as com a análise do fluxo do molde para prever quais materiais se misturarão bem. | Os conflitos materiais devem ser resolvidos durante o projeto do molde, e não após o fato, para que você economize tempo e dinheiro. |
| Como reduzir custos globais? | Substitua " moldagem por inserção + montagem " por moldagem em duas injeções, anulando assim os processos de montagem e reduzindo o custo unitário. | Embora o custo inicial do molde seja elevado, isto resultará numa diminuição substancial dos custos globais do ciclo de vida. |
| Como garantir uma qualidade consistente? | Os canais de resfriamento conformados ajudam a gerenciar o empenamento e a resistência da junta é garantida pelo projeto de um recurso de intertravamento mecânico. | Cerca de 70% da qualidade depende das decisões tomadas durante a fase de projeto do molde, o que leva a um retrabalho mínimo posteriormente. |
| Como manusear materiais especiais? | Classes modificadas resistentes ao calor são escolhidas para ABS, para PEEK, são utilizadas moldagem passo a passo e tecnologia de isolamento térmico do molde . | Escolher o tipo de material correto é o principal fator para resolver o problema e aumentar o rendimento do produto, ainda mais eficaz do que apenas ajustar a máquina. |
Principais vantagens:
- Solução de custo ideal: Para produção de médio a alto volume, o pesado investimento inicial em moldes para moldagem em duas injeções pode ser recuperado em apenas 3-6 meses se as operações de montagem forem removidas.
- Pontos-chave de qualidade: Os principais fatores para prevenir a delaminação e empenamento em peças moldadas por injeção multimateriais são projeto de molde , em particular resfriamento conformado e estruturas de intertravamento mecânico.
- Seleção de Fornecedores: É muito importante compreender o nível de análise do fluxo do molde que um potencial fornecedor de serviços de moldagem por injeção possui e se ele tem experiência com produção em massa de combinações específicas de materiais, em vez de apenas comparar preços.
Por que confiar neste guia? Experiência da JS Precision em moldagem por injeção de plástico multi-shot
Quando você escolhe o serviço de injeção de plástico, a maior preocupação é se o prestador de serviços pode resolver os principais problemas e entregar produtos padrão.
Este guia é confiável e seu núcleo está nos mais de 10 anos de profundo cultivo da JS Precision no campo de moldagem por injeção de plástico multi-shot, acumulando experiência madura em projetos em mais de 50 combinações de materiais diferentes.
Ele pode atender aos complexos requisitos de moldagem multimateriais de diferentes setores, como eletrônicos automotivos, eletrônicos de consumo e dispositivos médicos, para que possa identificar seus pontos problemáticos de produção em diferentes necessidades e fornecer soluções personalizadas.
Você se beneficiará diretamente de seu ISO 13485:2016 certificação de moldagem por injeção de nível médico e sistema abrangente de controle de qualidade, entre os quais o caso real de um fornecedor automotivo Tier 1 de renome mundial é a referência mais valiosa:
Ao personalizar uma solução geral de moldagem por injeção múltipla, ela resolveu com sucesso o problema central da alta taxa de defeitos no invólucro do sensor e baixa eficiência de produção, reduzindo significativamente a taxa de defeitos do produto de 3% para 0,1%, reduzindo os custos de peças únicas em 37% e encurtando o ritmo de produção em 50%.
Essa é a vantagem real que a escolha de fabricantes de injeção de moldes de plástico pode oferecer.
Se você fizer parceria com a JS Precision, poderá utilizar máquinas de moldagem por injeção multiestações (força de fixação de 80 a 500 toneladas) de marcas importantes, como Engel e Arburg . Junto com isso, você terá o suporte de uma equipe altamente experiente em análise de fluxo de moldes.
Como resultado, você poderá prever com precisão a compatibilidade dos materiais, o fluxo do plástico fundido e a distribuição da temperatura antes da abertura do molde.
Isso o ajudará a identificar possíveis problemas de qualidade em um estágio inicial, economizar muito dinheiro gasto em tentativa e erro , reduzir drasticamente o tempo de entrega e, em última análise, tornar seu projeto mais eficiente e econômico.
Para uma compreensão preliminar das aplicações de moldagem multi-injeção e histórias de sucesso, entre em contato conosco para obter um white paper gratuito para compreender rapidamente as principais vantagens e pontos de aplicação da moldagem por injeção de plástico multi-injeção.
Como obter moldagem única e vários materiais em moldagem por injeção de plástico multi-shot?
O método de moldagem por injeção múltipla centra-se principalmente na precisão da previsão de compatibilidade do molde e do material que, por sua vez, leva à moldagem única de vários materiais.
De que conflitos materiais estamos falando?
As diferenças no ponto de fusão, taxa de contração e adesão de diferentes materiais são grandes desafios que exigem previsão e controle precisos. Os controles devem ser consistentes comPadrões ASTM D3641-19 .
- Diferença de ponto de fusão: a simulação Moldflow é uma ferramenta para verificar se a temperatura da segunda injeção degradará o material da primeira injeção caso ele ainda não tenha solidificado. Por exemplo, é necessário um controle de temperatura muito preciso quando o TPE (190) cobre o PC (280).
- Diferença de contração: As taxas de contração dos materiais são usadas para estimar antecipadamente as dimensões do molde. Além disso, as diferenças de temperatura no campo de temperatura do molde são mantidas dentro de ±5°C usando canais de água de resfriamento conformados, o que também permite a compensação do estresse interno.
- Adesão: A análise do fluxo do molde faz uma previsão do ponto de convergência do fundido e da temperatura, garantindo que a temperatura da superfície de ligação esteja acima da temperatura mínima de solda para evitar delaminação.
Como escolher uma estrutura de molde?
A estrutura do molde é o núcleo da moldagem única. Diferentes requisitos de produto correspondem a diferentes estruturas:
- Molde de empilhamento rotativo: Este tipo de molde é perfeito para produções massivas de produtos muito simétricos. A precisão de posicionamento é de 0,02 mm, o que é bastante preciso e deve permitir uma produção em massa eficiente.
- Molde para extração do núcleo: As cavidades são trocadas por um mecanismo deslizante. Este tipo é adequado para peças onde diferentes regiões precisam ser feitas de materiais diferentes, por exemplo, o cabo de uma escova de dentes feito com uma combinação de borracha dura e macia.
- Molde Deslizante: Um molde móvel ou fixo é usado para trocar cavidades. Este tipo é ideal para peças assimétricas e multimateriais que requerem posicionamento preciso.

Figura 1: Uma grade de diversas peças plásticas moldadas por injeção em diversas cores, incluindo barras, rodas, caixas e dispositivos portáteis.
Qual é a diferença no custo geral entre moldagem de dois disparos e moldagem por inserção + montagem secundária?
A moldagem em duas etapas é mais cara, mas elimina os custos de pós-processamento, reduzindo o custo unitário em 20% a 40%, tornando-a adequada para produção de médio a alto volume.
Detalhamento de uma perspectiva de custo unitário
A vantagem de custo de moldagem de dois tiros reside principalmente na eliminação de etapas de pós-processamento e desperdício de material. Dados específicos são mostrados na tabela abaixo:
| Tipo de custo | Moldagem de Inserção + Montagem (por unidade) | Moldagem Two-Shot (por unidade) | Economia de custos por unidade | Economia total por 1 milhão de unidades anualmente |
| Custo do dispositivo de posicionamento secundário | US$ 0,8 a US$ 3 | US$ 0 | US$ 0,8 a US$ 3 | US$ 800.000 a US$ 3.000.000 |
| Custo do processo de dosagem/soldagem ultrassônica | US$ 1,3 a US$ 4,8 | US$ 0 | US$ 1,3-4,8 | US$ 1.300.000-4.800.000 |
| Custo do tempo de montagem manual | US$ 1,6 a US$ 8 | US$ 0 | US$ 1,6 a US$ 8 | US$ 1.600.000-8.000.000 |
| Custo de resíduos de materiais | US$ 0,5 a US$ 1,2 | US$ 0,2 a US$ 0,4 | US$ 0,3 a US$ 0,8 | US$ 300.000 a US$ 800.000 |
| Custo unitário total | US$ 4,2 a US$ 17 | US$ 4,2 a US$ 17 | US$ 1,7 a US$ 7 | US$ 1,7-7 milhões de dólares |
Inserir moldagem requer que os pontos de moldagem sejam pré-definidos e, como resultado, reduz a utilização de material em 5% a 8%. Por outro lado, a moldagem em duas injeções não apresenta esse problema e pode reduzir ainda mais os custos de material.
Comentário do lado da qualidade e do custo
A redução de custos ocultos devido a problemas de qualidade é um dos principais benefícios da moldagem em dois disparos:
- Livrar-se do acúmulo de tolerância: A tolerância total da moldagem por inserção + montagem pode chegar a 0,2 mm. A moldagem em duas etapas, sendo uma operação de etapa única, pode manter tolerâncias dimensionais críticas dentro de 0,05 mm, evitando assim o descarte do produto.
- Reduzindo riscos pós-venda: Defeitos de dosificação e soldagem podem causar retrabalho pós-venda em 5% a 10%. Graças à ligação em nível molecular formada durante a moldagem em duas etapas, o risco pode ser reduzido para 0,1%.
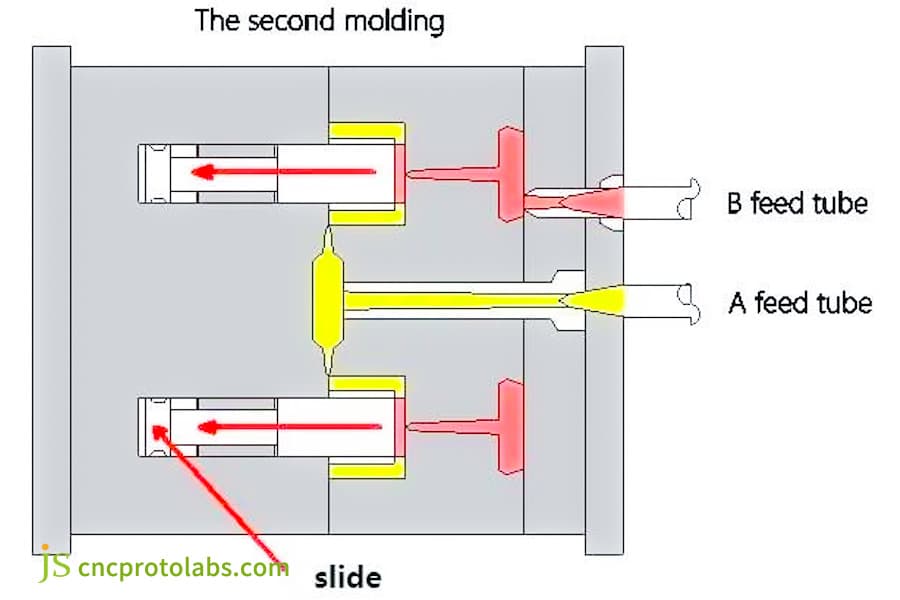
Figura 2: Um diagrama de seção transversal intitulado “A segunda moldagem”, mostrando um molde com lâminas e tubos de alimentação de material A/B separados.
Como avaliar o ROI do serviço de injeção de plástico para projetos complexos de múltiplas doses?
O aspecto crítico do ROI da moldagem por injeção multi-shot é o ponto onde os custos são cobertos pelo valor produzido, após uma produção anual de mais de 200.000 unidades, o custo pode ser recuperado em um período de 18 meses.
Fórmula de cálculo do retorno do investimento (ROI)
ROI = (Redução de Custos por Unidade × Produção Anual) / Investimento Incremental em Moldes. Quanto maior o valor, mais rápido será o período de retorno.
Abaixo está uma tabela de referência de ROI e período de retorno para diferentes volumes de produção anual e diferentes economias de custos unitários. Os dados são de casos reais de projetos:
| Investimento incremental em molde (US$ 10.000) | Economia de custos unitários (USD) | Volume de produção anual (10.000 unidades) | Economia de custos anual (US$ 10.000) | ROI | Período de retorno (meses) |
| 30 | 5 | 10 | 50 | 1,67 | 7.2 |
| 30 | 5 | 8 | 40 | 1,33 | 9 |
| 40 | 6 | 10 | 60 | 1,5 | 8 |
| 40 | 4 | 15 | 60 | 1,5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Simplificação da cadeia de suprimentos e melhoria da qualidade
A melhoria do ROI também decorre das vantagens implícitas da simplificação da cadeia de abastecimento e de melhor rendimento:
- Reduções de fornecedores: A fusão de 2 a 3 fornecedores em 1 pode reduzir as despesas de gerenciamento da cadeia de suprimentos em 15% a 20% e reduzir os prazos de entrega.
- Maior rendimento: livrar-se da montagem manual pode aumentar o rendimento na primeira passagem de 85%-90% para 95%-98% , resultando assim em custos mais baixos de sucata e retrabalho.
Como garantir que os componentes plásticos moldados por injeção não se deformem ou delaminam durante a moldagem de vários materiais?
Para resolver os problemas de empenamento e delaminação durante a moldagem de vários materiais, a chave está no design dos moldes, que permite um controle real da planicidade da peça de 0,1 mm .
Controle de Warping: Canais de Resfriamento Conformes
O empenamento da moldagem é normalmente causado pela distribuição desigual do campo de temperatura dentro do molde. Os canais de resfriamento, na maioria dos casos, possuem layouts diretos. Portanto, dificilmente podem ser adaptados a superfícies curvas complexas, o que geralmente leva a empenamentos.
Solução: Para produzir canais de resfriamento conformados próximos ao contorno do produto, use Impressão 3D . Isso levará a uma diminuição na diferença de temperatura na superfície da cavidade do molde de 15 para 5, redução da tensão interna em 50% e controle de empenamento.
Resistência de ligação: intertravamento mecânico e ligação química
A delaminação é um problema associado à ligação física e química do material, que é fraca. As sugestões a seguir abrangem aspectos físicos e químicos:
- Intertravamento mecânico: Ranhuras em cauda de andorinha ou microporos podem ser feitas no molde (0,2-0,5 mm de profundidade) para que o segundo material de injeção possa travar fisicamente no primeiro material de injeção , resultando em um incremento de força de extração de 3 a 5 vezes.
- Ligação Química: PC/ABS+TPE são dois materiais compatíveis. A chave para a ligação química é o controle da temperatura da superfície da primeira injeção em 80-120ºC para permitir o emaranhamento da cadeia molecular.
Se você quiser ver mais casos de sucesso de componentes plásticos moldados por injeção na prevenção de empenamento e delaminação, entre em contato conosco para obter uma análise detalhada do caso e parâmetros técnicos.

Figura 3: Uma visão aproximada de uma borda de material rotulada como “Delaminação”, destacando a separação das camadas.
Como evitar danos secundários por alta temperatura na moldagem multi-shot de moldagem por injeção de plástico ABS?
Para impedir a ocorrência de danos secundários por alta temperatura na moldagem ABS multi-shot, além de selecionar uma classe modificada resistente ao calor, o processo precisa ser otimizado.
Nível de Material: Escolhendo o Grau ABS Correto
O ponto de amolecimento Vicat do ABS normal é de apenas 98-105, portanto será fácil derreter e deformar quando for exposto a um material de alta temperatura como o PC (280-300), o que aumentará os custos de sucata.
Solução: Trabalhar com ABS resistente ao calor que contém -metilestireno, que aumenta o ponto de amolecimento Vicat para 115-125, proporcionando excelente resistência ao impacto de altas temperaturas.
Nível de processo e estrutura: otimize o gerenciamento de calor
- Otimização do Processo: aceleração da injeção do segundo disparo em 30%-50% para minimizar o tempo de troca de calor, controle da temperatura do molde em 80-90ºC para alcançar um equilíbrio entre o efeito de ligação e a prevenção do colapso do fundido.
- Projeto Estrutural: Evite áreas de paredes finas de ABS de primeiro disparo com menos de 0,8 mm, pois esses locais têm baixa capacidade de calor e são os mais propensos a danos por alta temperatura.
Se você estiver preocupado com o problema secundário de danos por alta temperatura de Moldagem por injeção de plástico ABS , você pode entrar em contato com nossos engenheiros para consulta individual e obter soluções técnicas exclusivas.
Como a moldagem por injeção de plástico Peek resolve o problema de coexistência entre materiais de alta temperatura e materiais comuns?
O segredo da co-injeção de PEEK e materiais regulares é uma moldagem sequencial e isolamento térmico do molde.
Seleção da rota do processo: moldagem por injeção passo a passo
Como a temperatura de processamento do PEEK é muito superior à dos plásticos normais, a co-injeção feita diretamente pode resultar na danificação deste último material. A moldagem por duas injeções passo a passo é a melhor solução.
- Trajetória do Processo: Inicialmente, a injeção é feita na região de alta temperatura do molde (160-200) para injetar PEEK. Quando a peça está em temperatura ambiente, ela é movida para a segunda estação de injeção para injetar o material normal.
- Parâmetros principais: A interface entre o PEEK e a segunda injeção é deixada com uma microranhura de 0,1-0,2 mm para compensar as alterações dimensionais e evitar lacunas ou rachaduras.
Isolamento térmico do molde: sistema independente de controle de temperatura
- Desafios técnicos: A moldagem PEEK precisa de uma temperatura de molde de 200, enquanto os plásticos de engenharia comuns precisam de apenas 80, o que faz a diferença 120. O controle incorreto da temperatura pode alterar o desempenho do produto.
- Solução: Barras de aquecimento separadas, sensores de temperatura e placas de isolamento térmico são colocadas em diferentes partes do molde para manter uma diferença de temperatura de mais de 120 entre as duas estações de trabalho, protegendo assim os materiais comuns.
Se você tiver requisitos personalizados para espiar moldagem por injeção de plástico , você pode enviar parâmetros e desenhos detalhados do produto, e nós personalizaremos uma solução de moldagem exclusiva para você, para garantir que o produto atenda às suas necessidades.
Como selecionar fabricantes de injeção de moldes de plástico que realmente possuem capacidades de entrega de moldagem multi-shot?
A escolha de fabricantes confiáveis de injeção de moldes de plástico é extremamente importante para o sucesso de projetos de moldagem por injeção múltipla. Muitos fabricantes concentram-se apenas nos preços e ignoram as suas capacidades reais de entrega. Isto eventualmente causa atrasos nos projetos, má qualidade e custos mais elevados .
Portanto, o processo de seleção deve se concentrar na avaliação do maquinário do fabricante (máquinas injetoras multiestações), capacidades de software (análise de fluxo de molde) e experiência (casos de sucesso para combinações específicas de materiais).
Isso certamente o ajudará a evitar despesas de tentativa e erro e a garantir o andamento tranquilo do projeto.
Considerações sobre o equipamento: Configuração da máquina de moldagem por injeção multiestações
O equipamento é a base da moldagem multi-shot, e os fabricantes de injeção de moldes de plástico com capacidade de entrega precisam ser equipados com máquinas de moldagem por injeção dupla e tripla (como Engel e Abog), com uma força de fixação de 80-500 toneladas, adequadas para produtos de diferentes tamanhos.
Equipado com um sistema independente de controle de temperatura para garantir que os materiais em cada estação de trabalho sejam processados dentro da janela de processo ideal.
Considerações de Software: Capacidades de Análise de Fluxo de Molde
A análise do fluxo do molde permite que você tome medidas preventivas contra problemas.
Os fabricantes devem fazer uma análise minuciosa e enviar um relatório antes da fabricação do molde, sem depender de experiência, o relatório deve apontar de forma inequívoca a frente do fluxo do material, a localização da linha de solda e a temperatura da interface. Isso resulta em economia de despesas e tempo de moldagem experimental.
Considerações de Experiência: Estudos de Caso de Combinação de Materiais Específicos
A moldagem multi-shot usando diferentes combinações de materiais pode ser mais ou menos desafiadora, dependendo da combinação. Você deve solicitar ao fabricante os estudos de caso de projetos semelhantes ao seu.
A JS Precision pode mostrar mais de 50 estudos de caso bem-sucedidos de moldagem por injeção de plástico multi-shot com diferentes combinações de materiais que podem servir como suporte técnico para seus projetos.
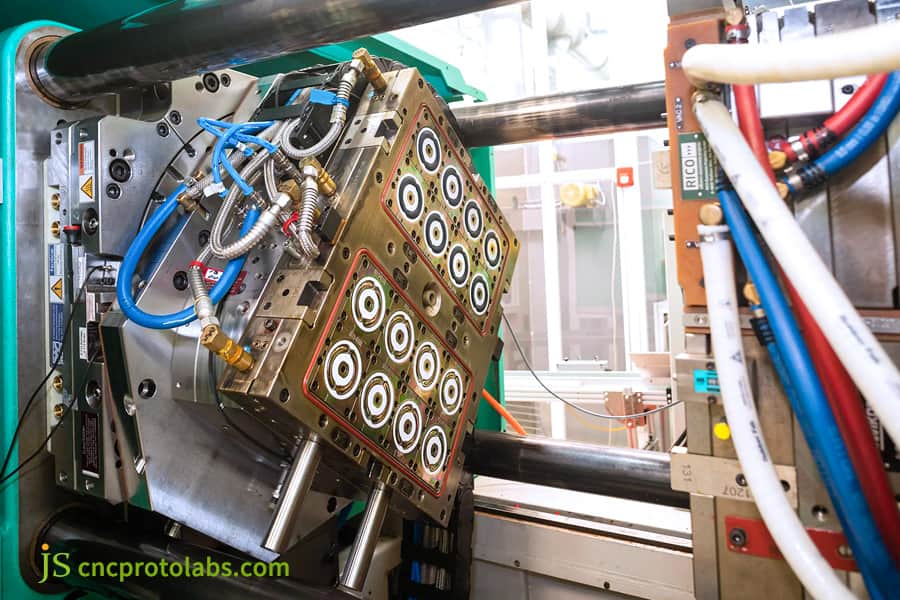
Figura 4: Close de uma máquina injetora industrial com um molde grande, cercada por uma série de mangueiras e cabos azuis e prateados em um ambiente de fábrica.
Estudo de caso de precisão JS: moldagem integrada de invólucros de sensores eletrônicos automotivos
Fabricantes de injeção de moldes de plástico são os melhores em demonstrar suas capacidades por meio de estudos de caso da vida real. Uma de nossas soluções de moldagem multi-injeção para um fornecedor automotivo de nível 1 é ilustrada aqui, juntamente com os resultados de redução de custos e melhoria de eficiência.
Desafios encontrados:
O fornecedor pretendia fabricar sensores incorporando anéis de vedação TPE e invólucros de PC/ABS. O método original era fazer moldagem por inserção e montagem manual de TPE que, no entanto, apresentava três problemas principais:
- Uma tolerância total de 0,2 mm em dimensões críticas, levando a uma vedação inferior e a uma taxa de defeitos de 8%.
- Baixa eficiência manual, com produção média de apenas 80 peças por pessoa por hora.
- O desprendimento do TPE é um problema comum, levando a uma taxa de falha de 3% no pós-venda . A otimização da montagem, entretanto, foi ineficaz, então eles nos contataram para obter ajuda.
Solução
Desenvolvemos uma matriz de moldagem por injeção de plástico multi-shot com uma abordagem específica do cliente, que resolveu os problemas de forma abrangente ao mesmo tempo, do ponto de vista do molde, do material e do processo.
1. Projeto do molde: Optamos por um molde de empilhamento rotativo cuja precisão de posicionamento atingiu 0,02 mm para que pudéssemos eliminar completamente as tolerâncias de montagem, e inventamos canais de água de resfriamento conformados impressos em 3D para controle preciso da temperatura.
2.Correspondência de material: O calor da superfície de ligação de PC/ABS e TPE foi estabelecido em 180 via Moldflow, e uma ranhura em cauda de andorinha de 0,3 mm foi projetada para elevar a resistência de ligação.
3. Otimização do processo: O resfriamento conformal mantém o campo de temperatura do molde dentro de 3, o que resulta na redução do nivelamento do esqueleto PC/ABS de 0,15 mm para 0,05 mm. A velocidade de injeção de TPE é aumentada em 40%, reduzindo assim a possibilidade de danos causados por altas temperaturas.
Resultados Finais:
- Redução de custos: O preço de uma unidade caiu de US$ 12,8 para US$ 8,1, um corte de 37%, resultando em economia de US$ 4,7 milhões em uma produção anual de 1 milhão de unidades.
- Melhoria da qualidade: O CpK das dimensões críticas aumentou de 0,8 para 1,33, a taxa de defeitos foi reduzida para menos de 0,5% e a taxa de falhas pós-venda foi reduzida para 0,1%.
- Melhoria da eficiência: O tempo de ciclo de produção foi reduzido de 90 segundos/peça para 45 segundos/peça, efetivamente duplicando a capacidade de produção.
Se você também enfrenta problemas semelhantes na moldagem multimaterial, envie os desenhos e requisitos do seu produto , e personalizaremos uma solução dedicada de moldagem por injeção de plástico multi-shot para ajudá-lo a reduzir custos e aumentar a eficiência.
Perguntas frequentes
Q1: Qual é a vida útil típica de um molde de moldagem por injeção de plástico multi-shot?
A vida útil de um molde depende principalmente do tipo de aço utilizado e de como ele é mantido. Um molde feito de aço S136 ou H13 que foi tratado termicamente profissionalmente e resfriado com precisão pode, sob boas condições de manutenção, funcionar por 500.000 a 1.000.000 ciclos, o que é suficiente para atender aos requisitos de produção de médio a grande volume.
P2: A moldagem em duas injeções é uma opção viável para produção de pequenos lotes?
Apenas até certo ponto. O custo do molde é 30% -50% maior do que os moldes tradicionais de cor única. Para produção anual abaixo de 50.000 peças, a moldagem por inserção ou montagem secundária é mais econômica.
Q3: Como pode ser garantida a resistência da ligação entre dois materiais diferentes?
Fundamentalmente, a estrutura de intertravamento mecânico do projeto do molde (por exemplo, ranhuras em cauda de andorinha) e a temperatura da superfície de ligação garantida pela análise do fluxo do molde são os dois pontos críticos. Somente combinando esses dois podemos obter uma ligação em nível molecular.
Q4: Quais combinações de materiais são normalmente usadas na moldagem por injeção multi-shot?
Mais comumente três: PC/ABS + TPE (alças de plástico macio e rígido), PA66 + silicone (selantes), POM + inserções de metal (caixas de engrenagens).
P5: Os canais de resfriamento conformados são uma solução perfeita para problemas de empenamento?
Bem, no entanto, não inteiramente , eles podem ajudar em grande medida com a irregularidade do campo de temperatura do molde e, consequentemente, o estresse interno pode ser efetivamente neutralizado. Conseqüentemente, o resfriamento conformal é a técnica mais eficaz para controlar o empenamento.
Q6: Como os fabricantes de injeção de moldes de plástico evitam que produtos de duas cores misturem cores?
Este isolamento de materiais é feito por um projeto de vedação de molde muito preciso que remove completamente os canais de fluxo de material. Além disso, os parâmetros de injeção também são ajustados para evitar o fluxo de massa fundida.
Q7: Qual deve ser a principal consideração ao selecionar um serviço de injeção plástica?
A principal consideração é se a empresa é capaz de fornecendo um serviço de processo completo começando pelo projeto do molde (incluindo a análise do fluxo do molde) e indo até a produção de moldagem por injeção e inspeção de qualidade.
Q8: Qual método é mais apropriado para peças roscadas: moldagem por inserção ou moldagem de duas cores?
No caso de insertos roscados de metal, a melhor opção é a moldagem por inserção, enquanto que para roscas plásticas que devem ser combinadas com plástico macio, a moldagem em dois disparos é o método mais adequado.
Resumo
A moldagem por injeção de plástico multi-shot resolve os problemas da moldagem de vários materiais por meio de design de molde preciso, correspondência de materiais e otimização de processos, elimina os riscos de custo e qualidade da montagem secundária e melhora a precisão e confiabilidade das peças. É a solução ideal para a produção em larga escala de peças multimateriais.
Se você tiver dificuldade na seleção de processos, controle de custos ou estabilidade de qualidade para peças multimateriais, a JS Precision será o parceiro certo para você.
Com nossos mais de 10 anos de experiência em moldagem multi-shot, um conjunto de máquinas profissionais e uma equipe para análise de fluxo de moldes, oferecemos uma ampla gama de recursos, fornecendo serviços desde a seleção de materiais até o projeto de moldes, otimização de processos e entrega final da produção, garantindo seu sucesso em todo o processo.
Contate-nos imediatamente para obter um relatório gratuito de avaliação do projeto de moldagem por injeção de plástico multi-shot.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

