

Moulage par injection plastique multi-coups est un outil essentiel pour la fabrication de pièces multi-matériaux complexes, abordant efficacement de nombreux problèmes typiques des méthodes de fabrication conventionnelles.
Si vous recherchez un processus de fabrication à la fois efficace et économique pour des pièces multi-matériaux, vous découvrirez que le moulage par insert et l'assemblage secondaire traditionnels rencontrent non seulement des problèmes tels que l'accumulation de tolérances, une mauvaise liaison et des coûts de main-d'œuvre élevés, mais présentent également d'autres inconvénients.
Lorsqu'un produit doit comporter à la fois un composant dur et un joint souple, ou lorsque différents matériaux fonctionnels doivent être combinés, le principal problème auquel sont confrontés les ingénieurs ou les responsables des achats sera d'éviter la déformation et le délaminage qui sont le résultat de différences dans les taux de retrait des matériaux.
Les progrès dans le moulage par injection plastique, en particulier l’utilisation du moulage par injection plastique multi-injections, offriront une solution révolutionnaire.
Résumé de la réponse principale :
| Problème central | Solution clé | Valeur fondamentale |
| Comment réaliser un moulage intégré de plusieurs matériaux ? | Utilisez des structures de moules assez sophistiquées, par exemple des moules à pile rotative, et combinez-les avec une analyse du flux de moule pour prédire quels matériaux se mélangeront bien. | Les conflits de matériaux doivent être résolus dès la conception du moule, et non après coup, afin d'économiser du temps et de l'argent. |
| Comment réduire les coûts globaux ? | Remplacez le « moulage par insert + assemblage » par le moulage en deux prises, annulant ainsi les processus d'assemblage et réduisant le coût unitaire. | Même si les dépenses initiales liées au moule sont élevées, cela entraînera une diminution substantielle des coûts globaux du cycle de vie. |
| Comment garantir une qualité constante ? | Les canaux de refroidissement conformes aident à gérer le gauchissement et la résistance des joints est assurée par la conception d'une fonction de verrouillage mécanique. | Environ 70 % de la qualité dépend des décisions prises lors de la phase de conception du moule, ce qui entraîne des retouches minimes par la suite. |
| Comment manipuler des matériaux spéciaux ? | Des qualités modifiées résistantes à la chaleur sont choisies pour l'ABS, pour le PEEK, une technologie de moulage étape par étape et d'isolation thermique des moules est utilisée. | Choisir la bonne qualité de matériau est le principal facteur permettant de résoudre le problème et d’améliorer le rendement du produit, ce qui est encore plus efficace que le simple réglage de la machine. |
Points clés à retenir :
- Solution optimale en termes de coûts : pour une production en volume moyen à élevé, le lourd investissement initial en moules pour le moulage en deux injections peut être récupéré en seulement 3 à 6 mois si les opérations d'assemblage sont supprimées.
- Points clés de qualité : Les principaux facteurs permettant d'éviter le délaminage et la déformation dans les pièces moulées par injection multi-matériaux sont les suivants : conception de moule , en particulier des structures de refroidissement conformes et de verrouillage mécanique.
- Sélection des fournisseurs : il est très important de comprendre le niveau d'analyse du flux de moule d'un fournisseur potentiel de services de moulage par injection et s'il a de l'expérience dans la production en série de combinaisons de matériaux spécifiques, plutôt que de simplement comparer les prix.
Pourquoi faire confiance à ce guide ? L'expertise de JS Precision dans le moulage par injection plastique multi-injections
Lorsque vous choisissez un service d’injection plastique, la plus grande préoccupation est de savoir si le fournisseur de services peut résoudre les principaux problèmes et fournir des produits standard.
Ce guide est digne de confiance et repose sur plus de 10 années d'expérience approfondie de JS Precision dans le domaine du moulage par injection plastique multi-injections, accumulant une expérience de projet mature dans plus de 50 combinaisons de matériaux différentes.
Il peut répondre aux exigences complexes de moulage multi-matériaux de différents secteurs tels que l'électronique automobile, l'électronique grand public et les dispositifs médicaux, de sorte qu'il puisse identifier les points faibles de votre production dans différents besoins et fournir des solutions personnalisées.
Vous bénéficierez directement de son ISO 13485:2016 certification de moulage par injection de qualité médicale et système de contrôle qualité complet, parmi lesquels le cas réel d' un équipementier automobile de niveau 1 de renommée mondiale constitue la référence la plus précieuse :
En personnalisant une solution globale de moulage par injection multiple, l'entreprise a résolu avec succès le problème principal du taux élevé de défauts du boîtier du capteur et de la faible efficacité de production, réduisant considérablement le taux de défauts du produit de 3 % à 0,1 %, réduisant les coûts d'une seule pièce de 37 % et raccourcissant le rythme de production de 50 %.
C’est le véritable avantage que peut vous apporter le choix des fabricants d’injection de moules plastiques.
Si vous vous associez à JS Precision, vous pourrez utiliser des machines de moulage par injection multistations (force de serrage de 80 à 500 tonnes) de grandes marques telles que Engel et Arburg . Parallèlement à cela, vous bénéficierez du soutien d’une équipe d’analyse des flux de moules hautement expérimentée.
Ainsi, vous pourrez prévoir avec précision la compatibilité des matériaux, l’écoulement du plastique en fusion et la répartition de la température avant l’ouverture du moule.
Cela vous aidera à identifier les problèmes de qualité potentiels à un stade précoce, à économiser beaucoup d'argent dépensé en essais et erreurs , à réduire considérablement les délais d'exécution et, en fin de compte, à rendre votre projet plus efficace et plus rentable.
Pour une compréhension préliminaire des applications de moulage multi-injections et des réussites, contactez-nous pour obtenir un livre blanc gratuit afin de comprendre rapidement les principaux avantages et les points d'application du moulage par injection plastique multi-injections.
Comment réaliser un moulage unique et plusieurs matériaux dans le moulage par injection plastique multi-injections ?
La méthode de moulage par injection multi-injections se concentre principalement sur la précision de la prédiction de la compatibilité des moules et des matériaux, ce qui conduit à son tour au moulage unique de plusieurs matériaux.
De quels conflits matériels parlons-nous ?
Les différences de point de fusion, de taux de retrait et d’adhésion de différents matériaux constituent des défis majeurs qui nécessitent une prévision et un contrôle précis. Les contrôles doivent être cohérents avecNormes ASTM D3641-19 .
- Différence de point de fusion : la simulation Moldflow est un outil permettant de vérifier si la deuxième température d'injection dégradera le premier matériau d'injection s'il ne s'est pas encore solidifié. Par exemple, un contrôle très précis de la température est nécessaire lorsque le TPE (190) recouvre le PC (280).
- Différence de retrait : les taux de retrait des matériaux sont utilisés pour estimer au préalable les dimensions du moule. De plus, les différences de température dans le champ de température du moule sont maintenues à ± 5 ℃ grâce à l'utilisation de canaux d'eau de refroidissement conformes, ce qui permet également de compenser les contraintes internes.
- Adhérence : L'analyse du flux de moule permet de prévoir le point de convergence de la fusion et la température, garantissant que la température de la surface de liaison est supérieure à la température minimale de soudure pour éviter le délaminage.
Comment choisir une structure de moule ?
La structure du moule est au cœur du moulage unique. Différentes exigences de produits correspondent à différentes structures :
- Moule à empilage rotatif : Ce type de moule est parfait pour les productions massives de produits très symétriques. La précision de positionnement est de 0,02 mm, ce qui est assez précis et devrait permettre une production de masse efficace.
- Moule de tirage de noyau : les cavités sont commutées par un mécanisme coulissant. Ce type est bien adapté aux pièces où différentes régions doivent être constituées de différents matériaux, par exemple un manche de brosse à dents fabriqué à partir d'une combinaison de caoutchouc dur et souple.
- Moule coulissant : Un moule mobile ou fixe est utilisé pour changer de cavité. Ce type est idéal pour les pièces asymétriques multi-matériaux qui nécessitent un positionnement précis.

Figure 1 : Une grille de diverses pièces en plastique moulées par injection de plusieurs couleurs, notamment des barres, des roues, des boîtiers et des appareils portables.
Quelle est la différence de coût global entre le moulage à deux injections et le moulage par insert + assemblage secondaire ?
Le moulage en deux temps est plus coûteux mais élimine les coûts de post-traitement, réduisant le coût unitaire de 20 à 40 %, ce qui le rend adapté à la production de volumes moyens à élevés.
Répartition du point de vue du coût unitaire
L'avantage de coût de moulage en deux coups réside principalement dans l’élimination des étapes de post-traitement et des déchets de matériaux. Les données spécifiques sont présentées dans le tableau ci-dessous :
| Type de coût | Moulure Insérée + Assemblage (à l'unité) | Moulage à deux coups (à l'unité) | Économies de coûts par unité | Économies totales par million d'unités par an |
| Coût du dispositif de positionnement secondaire | 0,8 $ à 3 $ | 0 $ | 0,8 $ à 3 $ | 800 000 $ à 3 000 000 $ |
| Coût du processus de distribution/soudage par ultrasons | 1,3 $ à 4,8 $ | 0 $ | 1,3 à 4,8 $ | 1 300 000 à 4 800 000 $ |
| Coût du temps d’assemblage manuel | 1,6 $ à 8 $ | 0 $ | 1,6 $ à 8 $ | 1 600 000 à 8 000 000 $ |
| Coût des déchets matériels | 0,5 $ à 1,2 $ | 0,2 $ à 0,4 $ | 0,3 $ à 0,8 $ | 300 000 $ à 800 000 $ |
| Coût unitaire total | 4,2 $ à 17 $ | 4,2 $ à 17 $ | 1,7 $ à 7 $ | 1,7 à 7 millions de dollars américains |
Moulage par insertion nécessite que les points de moulage soient prédéfinis et, par conséquent, cela réduit l'utilisation du matériau de 5 à 8 %. En revanche, le moulage à deux injections ne pose pas ce problème et peut réduire davantage les coûts des matériaux.
Commentaire du côté de la qualité et du coût
La réduction des coûts cachés dus aux problèmes de qualité est l’un des avantages majeurs du moulage en deux temps :
- Se débarrasser de l'accumulation de tolérance : La tolérance totale du moulage par insertion + de l'assemblage peut atteindre 0. 2 mm. Le moulage en deux temps, étant une opération en une seule étape, peut maintenir les tolérances dimensionnelles critiques à moins de 0,05 mm, évitant ainsi la mise au rebut du produit.
- Réduire les risques après-vente : les défauts de distribution et de soudage peuvent entraîner des retouches après-vente de 5 à 10 %. Grâce à la liaison au niveau moléculaire formée lors du moulage en deux temps, le risque peut être réduit à 0,1 %.
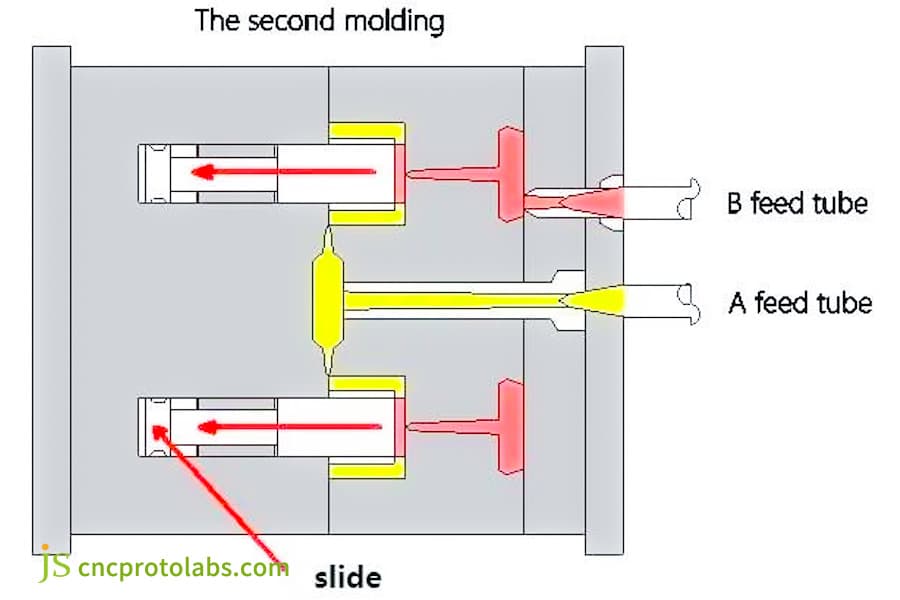
Figure 2 : Un diagramme en coupe intitulé « Le deuxième moulage », montrant un moule avec des glissières et des tubes d'alimentation en matériau A/B séparés.
Comment évaluer le retour sur investissement du service d’injection plastique pour des projets multi-shots complexes ?
L'aspect critique du retour sur investissement du moulage par injection multi-injections est le point où les coûts sont couverts par la valeur produite, après une production annuelle de plus de 200 000 unités, le coût peut être récupéré dans un délai de 18 mois.
Formule de calcul du retour sur investissement (ROI)
ROI = (Économies de coûts par unité × production annuelle) / Investissement supplémentaire dans les moules. Plus la valeur est élevée, plus la période de récupération est rapide.
Vous trouverez ci-dessous un tableau de référence du retour sur investissement et de la période de récupération pour différents volumes de production annuels et différentes économies de coûts unitaires. Les données proviennent de cas de projets réels :
| Investissement supplémentaire dans le moule (10 000 USD) | Économies de coûts unitaires (USD) | Volume de production annuel (10 000 unités) | Économies annuelles (10 000 USD) | Retour sur investissement | Période de récupération (mois) |
| 30 | 5 | 10 | 50 | 1,67 | 7.2 |
| 30 | 5 | 8 | 40 | 1,33 | 9 |
| 40 | 6 | 10 | 60 | 1,5 | 8 |
| 40 | 4 | 15 | 60 | 1,5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Simplification de la chaîne d'approvisionnement et amélioration de la qualité
L’amélioration du retour sur investissement découle également des avantages implicites de la simplification de la chaîne d’approvisionnement et d’un meilleur rendement :
- Réductions des fournisseurs : la fusion de 2 à 3 fournisseurs en un seul peut réduire les dépenses de gestion de la chaîne d'approvisionnement de 15 à 20 % et raccourcir les délais de livraison.
- Rendement plus élevé : l'élimination de l'assemblage manuel peut augmenter le rendement au premier passage de 85 à 90 % à 95 à 98 % , entraînant ainsi une réduction des coûts de rebut et de reprise.
Comment garantir que les composants en plastique moulés par injection ne se déforment pas ou ne se délaminent pas lors du moulage multi-matériaux ?
Pour résoudre les problèmes de déformation et de délaminage lors du moulage multi-matériaux, la clé réside dans la conception des moules qui permet un contrôle réel de la planéité de la pièce de 0,1 mm .
Contrôle du gauchissement : canaux de refroidissement conformes
Le gauchissement du moulage est généralement causé par la répartition inégale du champ de température à l’intérieur du moule. Dans la plupart des cas, les canaux de refroidissement ont une configuration directe. Ainsi, ils peuvent difficilement s’adapter à des surfaces courbes complexes, ce qui conduit généralement à des déformations.
Solution : Pour produire des canaux de refroidissement conformes et proches du contour du produit, utilisez impression 3D . Cela entraînera une diminution de la différence de température sur la surface de la cavité du moule de 15 à 5, une réduction des contraintes internes de 50 % et un contrôle du gauchissement.
Force de liaison : verrouillage mécanique et liaison chimique
Le délaminage est un problème lié à la faible liaison physique et chimique du matériau. Les suggestions suivantes couvrent à la fois les aspects physiques et chimiques :
- Verrouillage mécanique : des rainures en queue d'aronde ou des micropores peuvent être réalisés dans le moule (0,2 à 0,5 mm de profondeur) afin que le deuxième matériau d'injection puisse se verrouiller physiquement dans le premier matériau d'injection , ce qui entraîne un incrément de force d'extraction de 3 à 5 fois.
- Liaison chimique : PC/ABS+TPE sont deux matériaux compatibles. La clé de la liaison chimique est le contrôle de la température de surface de la première injection entre 80 et 120 °C pour permettre l'enchevêtrement des chaînes moléculaires.
Si vous souhaitez voir plus de cas réussis de composants en plastique moulés par injection pour éviter la déformation et le délaminage, veuillez nous contacter pour une analyse détaillée du cas et des paramètres techniques.

Figure 3 : Une vue rapprochée d'un bord de matériau étiqueté « Délamination », mettant en évidence la séparation des couches.
Comment éviter les dommages secondaires à haute température lors du moulage multi-injections de moulage par injection de plastique ABS ?
Afin d'arrêter l'apparition de dommages secondaires à haute température dans le moulage ABS multi-injections, outre la sélection d'une qualité modifiée résistante à la chaleur, le processus doit être optimisé.
Niveau de matériau : choisir la bonne qualité ABS
Le point de ramollissement Vicat de l'ABS ordinaire n'est que de 98 à 105, il sera donc facile de fondre et de se déformer lorsqu'il sera exposé à un matériau à haute température comme le PC (280 à 300), ce qui augmentera les coûts de mise au rebut.
Solution : Travailler avec de l'ABS résistant à la chaleur qui contient du -méthylstyrène, qui augmente le point de ramollissement Vicat à 115-125, offrant ainsi une excellente résistance aux chocs à haute température.
Niveau processus et structure : optimiser la gestion de la chaleur
- Optimisation du processus : accélération de l'injection du deuxième coup de 30 à 50 % pour minimiser le temps d'échange thermique, contrôle de la température du moule à 80 - 90 pour obtenir un équilibre entre l'effet de liaison et la prévention de l'effondrement de la fusion.
- Conception structurelle : évitez les zones à paroi mince en ABS de moins de 0,8 mm, car ces endroits ont une faible capacité thermique et sont les plus sujets aux dommages causés par les températures élevées.
Si vous êtes troublé par le problème secondaire de dommages à haute température de Moulage par injection de plastique ABS , vous pouvez contacter nos ingénieurs pour une consultation individuelle afin d'obtenir des solutions techniques exclusives.
Comment le moulage par injection plastique Peek résout-il le problème de la coexistence entre les matériaux à haute température et les matériaux ordinaires ?
Le secret de la co-injection de PEEK et de matériaux ordinaires réside dans un moulage séquentiel et une isolation thermique du moule.
Sélection de l'itinéraire du processus : moulage par deux injections étape par étape
Étant donné que la température de traitement du PEEK est bien supérieure à celle des plastiques ordinaires, la co-injection effectuée directement peut endommager ce dernier matériau. Le moulage par double injection étape par étape est la meilleure solution.
- Cheminement du processus : Initialement, l'injection est effectuée dans la région à haute température du moule (160-200) pour injecter du PEEK. Lorsque la pièce est à température ambiante, elle est déplacée vers la deuxième station d'injection pour injecter le matériau normal.
- Paramètres clés : L'interface entre le PEEK et la deuxième injection est dotée d'une micro-rainure de 0,1 à 0,2 mm pour compenser les altérations dimensionnelles et éviter les espaces ou les fissures.
Isolation thermique des moules : système de contrôle de température indépendant
- Défis techniques : le moulage PEEK nécessite une température de moule de 200 alors que les plastiques techniques ordinaires n'en ont besoin que de 80, ce qui fait une différence de 120. Un mauvais contrôle de la température peut modifier les performances du produit.
- Solution : Des tiges chauffantes, des capteurs de température et des plaques d'isolation thermique séparés sont placés dans différentes parties du moule pour maintenir une différence de température de plus de 120 °C entre les deux postes de travail, protégeant ainsi les matériaux ordinaires.
Si vous avez des exigences personnalisées pour moulage par injection plastique , vous pouvez soumettre des paramètres et des dessins détaillés du produit, et nous personnaliserons une solution de moulage exclusive pour vous afin de garantir que le produit répond à vos exigences.
Comment filtrer les fabricants d'injection de moules plastiques qui possèdent réellement des capacités de livraison de moulage multi-shots ?
Le choix de fabricants d’injection de moules plastiques fiables est extrêmement important pour le succès des projets de moulage par injection multiple. De nombreux fabricants se concentrent uniquement sur les prix et ignorent leurs capacités réelles de livraison. Cela finit par entraîner des retards dans les projets, une mauvaise qualité et des coûts plus élevés .
Ainsi, le processus d'élection doit se concentrer sur l'évaluation des machines du fabricant (machines de moulage par injection multistations), des capacités logicielles (analyse du flux de moule) et de l'expérience (cas réussis pour des combinaisons de matériaux spécifiques).
Cela vous aidera certainement à éviter les dépenses d’essais et d’erreurs et à garantir le bon déroulement du projet.
Considérations relatives à l'équipement : configuration de la machine de moulage par injection multistation
L'équipement est la base du moulage multi-injections, et les fabricants d'injection de moules plastique ayant des capacités de livraison doivent être équipés de machines de moulage par injection à double et triple injection (telles que Engel et Abog), avec une force de serrage de 80 à 500 tonnes, adaptées aux produits de différentes tailles.
Équipé d'un système de contrôle de température indépendant pour garantir que les matériaux de chaque poste de travail sont traités dans la fenêtre de processus optimale.
Considérations logicielles : capacités d'analyse des flux de moule
L'analyse des flux de moules vous permet de prendre des mesures préventives contre les problèmes.
Les fabricants doivent effectuer une analyse approfondie et envoyer un rapport avant la fabrication du moule. Sans dépendre de l'expérience, le rapport doit indiquer sans ambiguïté le front d'écoulement du matériau, l'emplacement de la ligne de soudure et la température de l'interface. Cela vous permet d'économiser les dépenses et le temps de moulage d'essai.
Considérations liées à l'expérience : études de cas spécifiques à des combinaisons de matériaux
Le moulage multi-injections utilisant différentes combinaisons de matériaux peut être plus ou moins difficile, selon la combinaison. Vous devriez demander au fabricant des études de cas de projets similaires au vôtre.
JS Precision peut présenter plus de 50 études de cas réussies de moulage par injection plastique multi-injections avec différentes combinaisons de matériaux qui pourraient servir de support technique pour vos projets.
Figure 4 : Gros plan d'une machine de moulage par injection industrielle avec un grand moule, entouré d'un ensemble de tuyaux et de câbles bleus et argentés dans une usine.
Étude de cas JS Precision : moulage intégré d'un boîtier de capteur électronique automobile
Fabricants d'injection de moules en plastique sont les meilleurs pour démontrer leurs capacités à travers des études de cas réels. L'une de nos solutions de moulage multi-injections pour un fournisseur automobile de niveau 1 est illustrée ici, ainsi que les résultats en matière de réduction des coûts et d'amélioration de l'efficacité.
Défis rencontrés :
Le fournisseur cherchait à fabriquer des capteurs intégrant des bagues d'étanchéité en TPE et des boîtiers en PC/ABS. La méthode originale consistait à réaliser un moulage par insert et un assemblage manuel du TPE, ce qui présentait cependant trois problèmes majeurs :
- Une tolérance totale de 0,2 mm dans les dimensions critiques conduisant à une étanchéité inférieure et à un taux de défauts de 8 %.
- Faible efficacité manuelle avec seulement 80 pièces par personne en moyenne produites par heure.
- Le détachement du TPE est un problème courant, entraînant un taux de défaillance de 3 % après vente . Cependant, l'optimisation de l'assemblage s'est avérée inefficace, c'est pourquoi ils nous ont contacté pour obtenir de l'aide.
Solution
Nous avons développé une matrice de moulage par injection plastique multi-injections avec une approche spécifique au client, qui a résolu de manière globale les problèmes en même temps du point de vue du moule, du matériau et du processus.
1. Conception du moule : Nous avons opté pour un moule à empilage rotatif dont la précision de positionnement atteignait 0,02 mm afin de pouvoir supprimer complètement les tolérances d'assemblage, et nous avons inventé des canaux d'eau de refroidissement conformes imprimés en 3D pour un contrôle précis de la température.
2. Correspondance des matériaux : la chaleur de la surface de liaison PC/ABS et TPE a été établie à 180 via Moldflow, et une rainure en queue d'aronde de 0,3 mm a été conçue pour augmenter la force de liaison.
3. Optimisation du processus : Le refroidissement conforme maintient le champ de température du moule à moins de 3, ce qui entraîne une diminution de la planéité du squelette PC/ABS de 0,15 mm à 0,05 mm. La vitesse d'injection du TPE est augmentée de 40 %, réduisant ainsi le risque de dommages causés par les températures élevées.
Résultats finaux :
- Réduction des coûts : le prix d'une unité est passé de 12,8 $ à 8,1 $, soit une réduction de 37 %, ce qui a entraîné une économie de 4,7 millions de dollars sur une production annuelle d'un million d'unités.
- Amélioration de la qualité : le CpK des dimensions critiques est passé de 0,8 à 1,33, le taux de défauts a été ramené à moins de 0,5 % et le taux de défaillance après-vente a été abaissé à 0,1 %.
- Amélioration de l'efficacité : le temps de cycle de production a été réduit de 90 secondes/pièce à 45 secondes/pièce, doublant ainsi la capacité de production.
Si vous êtes également confronté à des problèmes similaires dans le moulage multi-matériaux, soumettez vos dessins de produits et vos exigences , et nous personnaliserons pour vous une solution de moulage par injection plastique multi-injections dédiée afin de vous aider à réduire les coûts et à augmenter l'efficacité.
FAQ
Q1 : Quelle est la durée de vie typique d’un moule de moulage par injection plastique multi-injections ?
La durée de vie d’un moule dépend principalement du type d’acier utilisé et de la manière dont il est entretenu. Un moule en acier S136 ou H13 qui a été professionnellement traité thermiquement et refroidi avec précision peut, dans de bonnes conditions de maintenance, fonctionner pendant 500 000 à 1 000 000 de cycles, ce qui est suffisant pour répondre aux exigences de production de volumes moyens à grands.
Q2 : Le moulage en deux temps est-il une option réalisable pour la production en petits lots ?
Seulement dans une mesure limitée. Son coût de moule est 30 à 50 % plus élevé que celui des moules monochromes traditionnels. Pour une production annuelle inférieure à 50 000 pièces, le moulage par insert ou l’assemblage secondaire est plus rentable.
Q3 : Comment garantir la force de liaison entre deux matériaux différents ?
Fondamentalement, la structure de verrouillage mécanique de la conception du moule (par exemple, des rainures en queue d'aronde) et la température de la surface de liaison telle que sécurisée par l'analyse du flux de moule sont les deux points critiques. Ce n’est qu’en combinant ces deux que nous pourrons obtenir une liaison au niveau moléculaire.
Q4 : Quelles combinaisons de matériaux sont généralement utilisées dans le moulage par injection multi-injections ?
Le plus souvent trois : PC/ABS + TPE (poignées en plastique souple et dur), PA66 + silicone (mastic), POM + inserts métalliques (boîtes de vitesses).
Q5 : Les canaux de refroidissement conformes sont-ils une solution parfaite aux problèmes de déformation ?
Eh bien, pas entièrement, cependant, ils peuvent contribuer dans une large mesure à remédier aux irrégularités du champ de température du moule et, par conséquent, les contraintes internes peuvent être neutralisées efficacement. Le refroidissement conforme est donc la technique la plus efficace pour contrôler le gauchissement.
Q6 : Comment les fabricants d’injection de moules en plastique empêchent-ils les produits bicolores de mélanger les couleurs ?
Cette isolation des matériaux est réalisée grâce à une conception d'étanchéité du moule très précise qui supprime complètement les canaux d'écoulement des matériaux. De plus, les paramètres d'injection sont également ajustés de manière à empêcher l'écoulement de la matière fondue.
Q7 : Quelle devrait être la principale considération lors de la sélection d’un service d’injection plastique ?
La principale considération est de savoir si l'entreprise est capable de fournir un service complet depuis la conception du moule (y compris l'analyse du flux de moule) jusqu'à la production de moulage par injection et l'inspection qualité.
Q8 : Quelle méthode est la plus appropriée pour les pièces filetées : moulage par insertion ou moulage bicolore ?
Dans le cas des inserts filetés en métal, la meilleure option est le moulage par insert, tandis que pour les filetages en plastique qui doivent être combinés avec du plastique souple, le moulage en deux temps est la méthode la plus appropriée.
Résumé
Le moulage par injection plastique multi-injections résout les problèmes du moulage multi-matériaux grâce à une conception précise des moules, une correspondance des matériaux et une optimisation des processus, élimine les risques de coût et de qualité de l'assemblage secondaire et améliore la précision et la fiabilité des pièces. C'est la solution optimale pour votre production à grande échelle de pièces multi matériaux.
Si vous rencontrez des difficultés dans la sélection des processus, le contrôle des coûts ou la stabilité de la qualité des pièces multi-matériaux, JS Precision sera le partenaire idéal pour vous.
Avec plus de 10 ans d'expérience dans le moulage multi-injections, un ensemble de machines professionnelles et une équipe d'analyse des flux de moules, nous offrons une large gamme de capacités vous offrant des services allant de la sélection des matériaux à la conception du moule, en passant par l'optimisation du processus et la livraison de la production finale, garantissant votre succès tout au long du processus.
Contactez-nous immédiatement pour obtenir un rapport d'évaluation gratuit d'un projet de moulage par injection plastique multi-shots.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

