

Многократное литье пластика под давлением является важным инструментом для производства сложных деталей из нескольких материалов, эффективно решая многие проблемы, типичные для традиционных методов производства.
Если вы ищете эффективный и экономичный производственный процесс для деталей из нескольких материалов, вы обнаружите, что традиционное формование со вставками и вторичная сборка не только сталкиваются с такими проблемами, как накопление допусков, плохое соединение и высокие затраты на рабочую силу, но также имеют и другие недостатки.
Когда продукт должен содержать как твердый компонент, так и мягкое уплотнение, или когда необходимо комбинировать различные функциональные материалы, ключевой проблемой, с которой сталкиваются инженеры или менеджеры по закупкам, будет предотвращение деформации и расслоения, которые являются результатом различий в скорости усадки материала.
Достижения в области литья пластмасс под давлением, в частности, использование многоэтапного литья пластмасс под давлением, предложат революционное решение.
Основная сводка ответов:
| Основная проблема | Ключевое решение | Основная ценность |
| Как добиться комплексного формования нескольких материалов? | Используйте довольно сложные конструкции пресс-форм, например, формы с вращающимся штабелем, и комбинируйте их с анализом текучести пресс-формы, чтобы предсказать, какие материалы будут хорошо смешиваться. | Конфликты материалов следует решать путем проектирования пресс-формы, а не постфактум, чтобы сэкономить время и деньги. |
| Как сократить общие затраты? | Замените « формование вставки + сборка » на двухэтапное формование, тем самым сводя на нет процессы сборки и снижая себестоимость единицы продукции. | Несмотря на то, что первоначальные затраты на пресс-форму высоки, это приведет к существенному снижению общих затрат в течение жизненного цикла. |
| Как обеспечить стабильное качество? | Конформные каналы охлаждения помогают контролировать коробление, а прочность соединения обеспечивается за счет конструкции механической блокировки. | Около 70% качества зависит от решений, принятых на этапе проектирования пресс-формы, что приводит к минимальным доработкам в дальнейшем. |
| Как обращаться со специальными материалами? | Для АБС выбирают термостойкие модифицированные марки, для ПЭЭК применяют технологию ступенчатого формования и термоизоляции пресс-форм . | Выбор правильной марки материала является основным фактором в решении проблемы и повышении выхода продукции, что даже более эффективно, чем просто настройка машины. |
Ключевые выводы:
- Оптимальное решение по затратам: при производстве средних и больших объемов значительные первоначальные инвестиции в формы для двухкратного формования можно окупить всего за 3-6 месяцев, если исключить операции сборки.
- Ключевые моменты качества: Основными факторами предотвращения расслоения и коробления деталей, изготовленных методом литья под давлением из различных материалов, являются: дизайн пресс-формы , в частности конформные охлаждающие и механические блокирующие конструкции.
- Выбор поставщика: очень важно понимать уровень анализа текучести пресс-формы, который имеет потенциальный поставщик услуг литья под давлением, и есть ли у него опыт массового производства конкретных комбинаций материалов, а не просто сравнивать цены.
Почему стоит доверять этому руководству? Опыт JS Precision в области многоразового литья пластмасс под давлением
Когда вы выбираете услугу литья пластмассы, наибольшую озабоченность вызывает то, сможет ли поставщик услуг решить основные проблемы и предоставить стандартные продукты.
Это руководство заслуживает доверия, и в его основе лежит более чем 10-летний опыт компании JS Precision в области многоэтапного литья пластмасс под давлением , накопленный зрелый опыт реализации проектов с более чем 50 различными комбинациями материалов.
Он может удовлетворить сложные требования к формованию различных материалов в различных секторах, таких как автомобильная электроника, бытовая электроника и медицинское оборудование, поэтому он может точно определить болевые точки вашего производства в различных потребностях и предоставить индивидуальные решения.
Вы получите прямую выгоду от этого ИСО 13485:2016 сертификация литья под давлением медицинского уровня и комплексная система контроля качества, среди которых наиболее ценным примером является реальный случай всемирно известного поставщика автомобилей первого уровня :
Благодаря индивидуальной настройке общего решения для многократного литья под давлением компания успешно решила основную проблему высокого уровня дефектов корпуса датчиков и низкой эффективности производства, значительно снизив уровень дефектов продукции с 3% до 0,1%, снизив затраты на отдельные детали на 37% и сократив темпы производства на 50%.
Это настоящее преимущество, которое может дать вам выбор производителей пластиковых форм для литья под давлением.
Если вы станете партнером JS Precision, вы сможете использовать многопозиционные термопластавтоматы (усилие смыкания 80–500 тонн) от ведущих брендов, таких как Engel и Arburg . Наряду с этим вы получите поддержку высококвалифицированной команды по анализу текучести пресс-формы.
В результате вы сможете точно прогнозировать совместимость материалов, течение расплавленного пластика и распределение температуры до открытия формы.
Это поможет вам выявить потенциальные проблемы с качеством на ранней стадии, сэкономить много денег, потраченных на метод проб и ошибок , значительно сократить время выполнения заказа и в конечном итоге сделать ваш проект более эффективным и экономически выгодным.
Для предварительного понимания применения многоэтапного формования и историй успеха свяжитесь с нами и получите бесплатный информационный документ, в котором можно быстро понять основные преимущества и точки применения многоэтапного литья пластмасс под давлением.
Как добиться однократного формования и изготовления нескольких материалов при многократном литье пластмасс под давлением?
Метод многоэтапного литья под давлением ориентирован, прежде всего, на точность прогнозирования совместимости формы и материалов, что, в свою очередь, приводит к единовременному формованию нескольких материалов.
О каких материальных конфликтах идет речь?
Различия в температуре плавления, скорости усадки и адгезии различных материалов являются серьезными проблемами, требующими точного прогнозирования и контроля. Средства контроля должны соответствоватьСтандарты ASTM D3641-19 .
- Разница в температуре плавления: моделирование Moldflow — это инструмент, позволяющий проверить, приведет ли вторая температура впрыска к разрушению первого впрыскиваемого материала, если он еще не затвердел. Например, очень точный контроль температуры необходим , когда ТПЭ (190) покрывает ПК (280).
- Разница в усадке: степень усадки материалов используется для предварительной оценки размеров формы. Кроме того, разница температур в температурном поле формы поддерживается в пределах ±5℃ за счет использования конформных каналов охлаждающей воды, что также позволяет компенсировать внутренние напряжения.
- Адгезия: анализ текучести пресс-формы позволяет прогнозировать точку сближения расплава и температуру, гарантируя, что температура склеиваемой поверхности превышает минимальную температуру сварного шва, чтобы предотвратить расслоение.
Как выбрать структуру пресс-формы?
Структура пресс-формы является основой одноразового формования. Разные требования к продукту соответствуют разным структурам:
- Роторная штабелирующая форма: этот тип формы идеально подходит для массового производства очень симметричных изделий. Точность позиционирования составляет 0,02 мм , что достаточно точно и должно обеспечить эффективное массовое производство.
- Форма для вытягивания стержней: полости переключаются с помощью скользящего механизма. Этот тип хорошо подходит для деталей, где разные части должны быть изготовлены из разных материалов, например, ручка зубной щетки, изготовленная из комбинации твердой и мягкой резины.
- Скользящая форма: для переключения полостей используется подвижная или фиксированная форма. Этот тип идеально подходит для асимметричных деталей из нескольких материалов , требующих точного позиционирования.

Рис. 1. Сетка из различных пластиковых деталей, отлитых под давлением, разных цветов, включая стержни, колеса, корпуса и портативные устройства.
Какова разница в общей стоимости между двухкратным формованием и формованием со вставкой + вторичная сборка?
Двухэтапное формование является более дорогим, но исключает затраты на постобработку, снижая себестоимость единицы продукции на 20–40 %, что делает его подходящим для производства средних и больших объемов.
Разбивка с точки зрения удельной стоимости
Преимущество в стоимости формование в два выстрела главным образом заключается в устранении этапов постобработки и отходов материала. Конкретные данные приведены в таблице ниже:
| Тип стоимости | Вставка молдинга + сборка (за единицу) | Двухзаходное формование (за единицу) | Экономия затрат на единицу | Общая экономия на 1 миллион единиц в год |
| Стоимость приспособления для вторичного позиционирования | 0,8-3 доллара США | $0 | 0,8-3 доллара США | $800 000-$3 000 000 |
| Стоимость процесса дозирования/ультразвуковой сварки | $1,3-$4,8 | $0 | $1,3-4,8 | $1 300 000–4 800 000 |
| Стоимость времени ручной сборки | $1,6-$8 | $0 | $1,6-$8 | $1 600 000-8 000 000 |
| Стоимость отходов материалов | 0,5–1,2 доллара США | 0,2–0,4 доллара США | $0,3-$0,8 | 300 000–800 000 долларов США |
| Общая стоимость единицы | 4,2–17 долларов США | 4,2–17 долларов США | 1,7-7 долларов | 1,7-7 миллионов долларов США |
Вставка молдинга требует предварительной установки точек формования, что снижает расход материала на 5–8%. С другой стороны, двухкратное формование не имеет этой проблемы и может еще больше снизить затраты на материалы.
Комментарий со стороны качества и стоимости
Сокращение скрытых затрат, связанных с проблемами качества, является одним из основных преимуществ двухэтапного формования:
- Избавление от накопления допусков: общий допуск вставки + сборки может достигать 0,2 мм. Двухэтапное формование, являющееся одноэтапной операцией, позволяет поддерживать критические допуски на размеры с точностью до 0,05 мм, что предотвращает брак продукта.
- Снижение рисков после продажи. Дефекты, возникшие в результате дозирования и сварки, могут привести к послепродажным доработкам в размере от 5% до 10%. Благодаря связи на молекулярном уровне, образующейся при двухэтапном формовании, риск можно снизить до 0,1%.
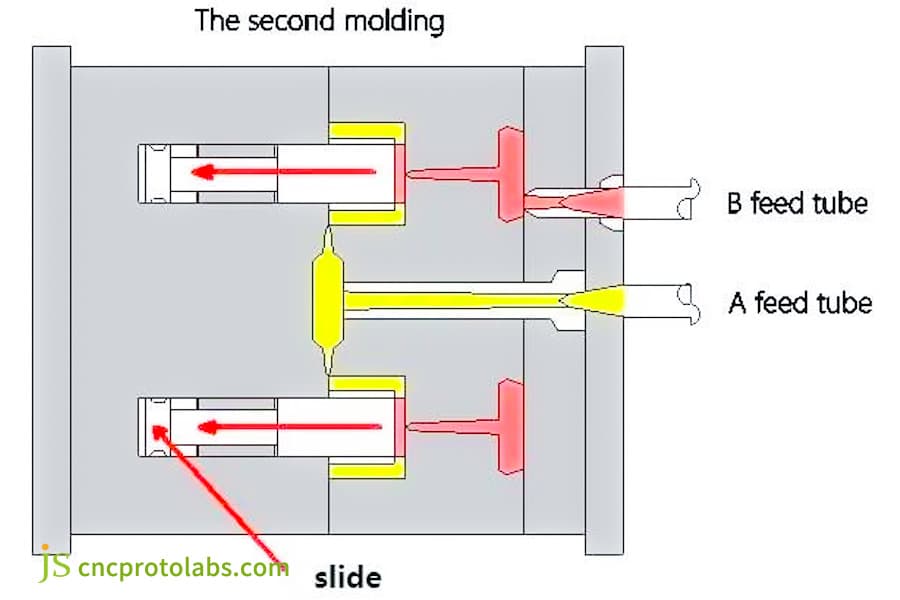
Рисунок 2: Схема поперечного сечения под названием «Вторая формовка», показывающая форму с направляющими и отдельными трубками подачи материала A/B.
Как оценить окупаемость услуг по литью пластмассы для сложных многоэтапных проектов?
Важнейшим аспектом рентабельности инвестиций в многоэтапное литье под давлением является точка, в которой затраты покрываются произведенной стоимостью; после годового производства более 200 000 единиц затраты могут быть возмещены в течение 18 месяцев.
Формула расчета рентабельности инвестиций (ROI)
Окупаемость инвестиций = (экономия на единицу продукции × годовое производство) / дополнительные инвестиции в пресс-формы. Чем выше стоимость, тем быстрее срок окупаемости.
Ниже приведена справочная таблица рентабельности инвестиций и периода окупаемости для различных годовых объемов производства и различной экономии удельных затрат. Данные взяты из реальных проектов:
| Дополнительные инвестиции в пресс-форму (10 000 долларов США) | Экономия удельных затрат (долл. США) | Годовой объем производства (10 000 единиц) | Ежегодная экономия средств (10 000 долларов США) | рентабельность инвестиций | Срок окупаемости (месяцев) |
| 30 | 5 | 10 | 50 | 1,67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1,5 | 8 |
| 40 | 4 | 15 | 60 | 1,5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Упрощение цепочки поставок и улучшение качества
Повышение рентабельности инвестиций также обусловлено неявными преимуществами упрощения цепочки поставок и повышения доходности:
- Сокращение поставщиков. Объединение 2–3 поставщиков в одного может сократить расходы на управление цепочкой поставок на 15–20 % и сократить сроки поставок.
- Более высокий выход: отказ от ручной сборки может повысить выход первого прохода с 85%-90% до 95%-98% , что приведет к снижению затрат на брак и доработку.
Как гарантировать, что отлитые под давлением пластиковые детали не деформируются и не расслаиваются во время литья из нескольких материалов?
Для решения проблем коробления и расслоения при формовании нескольких материалов ключом является конструкция пресс-форм, обеспечивающая фактическую управляемость плоскостности детали на уровне 0,1 мм .
Контроль деформации: конформные каналы охлаждения
Деформация пресс-формы обычно возникает из-за неравномерного распределения температурного поля внутри формы. Каналы охлаждения в большинстве случаев имеют прямоточную компоновку. Так, их с трудом можно адаптировать к сложным криволинейным поверхностям, что обычно приводит к короблению.
Решение: Для изготовления конформных каналов охлаждения, близких к контуру изделия, используйте 3D-печать . Это приведет к уменьшению перепада температур на поверхности полости формы с 15 до 5, уменьшению внутренних напряжений на 50 % и контролю коробления.
Прочность связи: механическое соединение и химическое соединение.
Расслоение — это проблема, связанная со слабым физическим и химическим соединением материала. Следующие предложения охватывают как физические, так и химические аспекты:
- Механическая блокировка: в форме можно сделать канавки «ласточкин хвост» или микропоры (глубиной 0,2–0,5 мм), чтобы второй инжектируемый материал мог физически фиксироваться в первом инжекционном материале , что приводит к увеличению усилия выдергивания в 3–5 раз.
- Химическое соединение: ПК/АБС+ТПЭ — два совместимых материала. Ключом к химическому связыванию является контроль температуры поверхности первой инъекции на уровне 80-120°С, чтобы обеспечить перепутывание молекулярных цепей.
Если вы хотите просмотреть более успешные случаи пластиковые детали, отлитые под давлением Чтобы предотвратить коробление и расслоение, пожалуйста, свяжитесь с нами для подробного анализа случая и технических параметров.

Рисунок 3: Крупный план края материала с надписью «Расслоение», подчеркивающий разделение слоев.
Как избежать вторичного высокотемпературного повреждения при многократном литье под давлением АБС-пластика?
Чтобы предотвратить появление вторичных высокотемпературных повреждений при многократном формовании АБС-пластика, помимо выбора термостойкого модифицированного сорта, необходимо оптимизировать процесс.
Уровень материала: выбор подходящей марки АБС-пластика
Температура размягчения обычного АБС-пластика по Вика составляет всего 98–105, поэтому его легко расплавить и деформировать при воздействии высокотемпературного материала, такого как ПК (280–300), что приведет к увеличению стоимости лома.
Решение: Работа с термостойким АБС-пластиком, содержащим -метилстирол, который повышает температуру размягчения по Вика до 115-125, обеспечивая тем самым отличную устойчивость к воздействию высоких температур.
Уровень процесса и структуры: оптимизация управления теплом
- Оптимизация процесса: ускорение впрыска второй порции на 30–50 % для минимизации времени теплообмена, контроль температуры формы на уровне 80–90°С для достижения баланса между эффектом склеивания и предотвращением разрушения расплава.
- Конструктивное проектирование: избегайте при первом нанесении тонкостенных участков из АБС-пластика менее 0,8 мм, поскольку эти места имеют низкую теплоемкость и наиболее подвержены повреждениям при высоких температурах.
Если вас беспокоит проблема вторичного повреждения при высокой температуре АБС-пластик для литья под давлением , вы можете обратиться к нашим инженерам для индивидуальной консультации для получения эксклюзивных технических решений.
Как литье пластмасс под давлением Peek решает проблему сосуществования высокотемпературных и обычных материалов?
Секрет совместного литья PEEK и обычных материалов заключается в последовательной формовке и термической изоляции формы.
Выбор маршрута процесса: шаг за шагом, двухлитьевое формование
Поскольку температура обработки PEEK намного выше, чем у обычных пластиков, прямое совместное впрыскивание может привести к повреждению последнего материала. Поэтапное двухлитьевое литье – лучшее решение.
- Путь процесса: Первоначально инъекция выполняется в области высоких температур формы (160-200°С) для впрыска PEEK. Когда деталь достигает комнатной температуры, ее перемещают на вторую станцию впрыска для впрыска обычного материала.
- Ключевые параметры: На границе раздела между PEEK и второй инъекцией оставляют микроканавки диаметром 0,1–0,2 мм, чтобы компенсировать изменения размеров и предотвратить зазоры или трещины.
Термическая изоляция пресс-формы: независимая система контроля температуры
- Технические проблемы: Для формования из ПЭЭК требуется температура формы 200, тогда как для обычных конструкционных пластиков требуется только 80, что составляет разницу в 120. Неправильный контроль температуры может изменить характеристики продукта.
- Решение: Отдельные нагревательные стержни, датчики температуры и теплоизоляционные пластины размещаются в разных частях формы для поддержания разницы температур более 120 между двумя рабочими станциями, тем самым защищая обычные материалы.
Если у вас есть индивидуальные требования к Взгляните на литье пластмасс под давлением , вы можете предоставить подробные параметры изделия и чертежи, и мы подготовим для вас эксклюзивное решение по формованию, чтобы изделие соответствовало вашим требованиям.
Как отбирать производителей пластиковых форм для литья под давлением, которые действительно обладают возможностями многоразового литья?
Выбор надежных производителей пластиковых форм для литья под давлением чрезвычайно важен для успеха проектов многократного литья под давлением. Многие производители сосредотачиваются только на ценах и игнорируют свои фактические возможности доставки. В конечном итоге это приводит к задержкам проекта, низкому качеству и увеличению затрат .
Таким образом, процесс выбора должен сосредоточиться на оценке оборудования производителя (многостанционные термопластавтоматы), возможностей программного обеспечения (анализ потока пресс-формы) и опыта (успешные случаи для конкретных комбинаций материалов).
Это определенно поможет вам избежать затрат на пробы и ошибки и обеспечить плавный ход проекта.
Рекомендации по оборудованию: конфигурация многостанционной литьевой машины
Оборудование является основой многоразового литья, и производители литьевых форм для пластмасс, имеющие возможности доставки, должны быть оснащены термопластавтоматами с двойным и тройным литьем (такими как Engel и Abog) с усилием смыкания 80-500 тонн, подходящими для изделий разных размеров.
Оснащен независимой системой контроля температуры, обеспечивающей обработку материалов на каждой рабочей станции в оптимальном технологическом окне.
Рекомендации по использованию программного обеспечения: возможности анализа текучести пресс-формы
Анализ потока пресс-формы позволяет принять упреждающие меры против проблем.
Производители должны провести тщательный анализ и отправить отчет перед изготовлением формы. Независимо от опыта, в отчете должны быть однозначно указаны фронт потока материала, расположение линии сварки и температура интерфейса. Это приводит к экономии средств и времени на пробное формование.
Учет опыта: практические примеры конкретных комбинаций материалов
Многократное формование с использованием различных комбинаций материалов может быть более или менее сложной задачей, в зависимости от комбинации. Вам следует попросить производителя предоставить примеры проектов, аналогичных вашему.
JS Precision может показать более 50 успешных примеров многоэтапного литья пластмасс под давлением с различными комбинациями материалов, которые могут послужить технической поддержкой для ваших проектов.
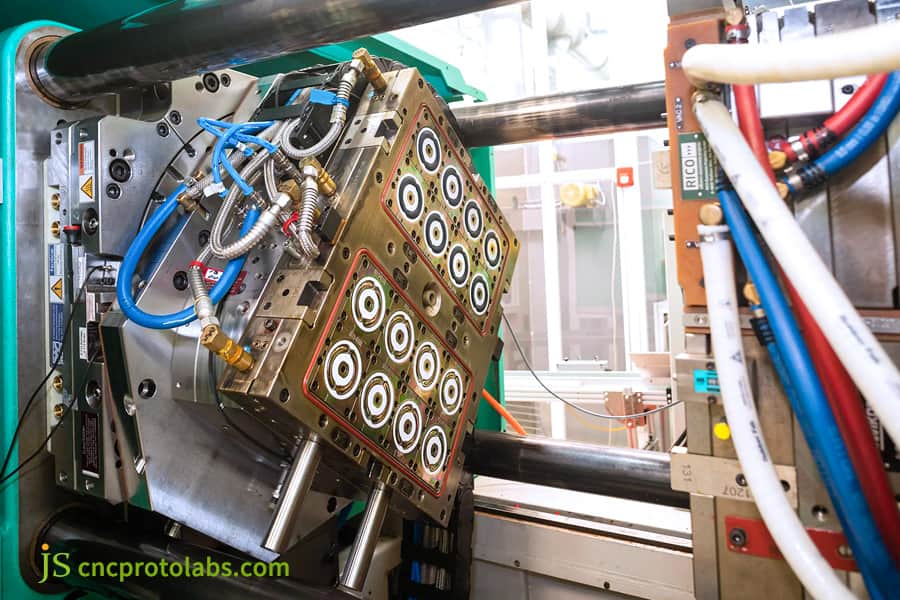
Рисунок 4. Крупный план промышленной термопластавтомата с большой формой, окруженной множеством синих и серебряных шлангов и кабелей в заводских условиях.
Пример использования JS Precision: комплексное формование корпуса автомобильного электронного датчика
Производители пластиковых форм для литья под давлением лучше всего демонстрируют свои способности на примере реальных ситуаций. Здесь показано одно из наших решений многократным формованием для поставщика автомобильной продукции первого уровня , а также результаты снижения затрат и повышения эффективности.
Возникшие проблемы:
Поставщик хотел производить датчики с уплотнительными кольцами из ТПЭ и корпусами из ПК/АБС. Первоначальный метод заключался в формовании вставок и ручной сборке ТПЭ, что, однако, имело три основные проблемы:
- Общий допуск 0,2 мм в критических размерах приводит к ухудшению герметичности и 8% дефектов.
- Низкая эффективность ручного труда: в среднем производится всего 80 штук на человека в час.
- Отсоединение TPE является распространенной проблемой, приводящей к 3% отказов после продажи . Однако оптимизация сборки оказалась неэффективной, поэтому к нам обратились за помощью.
Решение
Мы разработали многократную матрицу для литья пластмасс под давлением, используя индивидуальный подход к клиенту, который одновременно комплексно решал проблемы с точки зрения формы, материала и процесса.
1. Конструкция пресс-формы: мы выбрали ротационную штабелируемую форму, точность позиционирования которой достигала 0,02 мм, что позволило полностью избавиться от допусков при сборке, и изобрели конформные каналы охлаждающей воды, напечатанные на 3D-принтере, для точного контроля температуры.
2. Соответствие материалов: температура склеиваемой поверхности ПК/АБС и ТПЭ была установлена на уровне 180 с помощью Moldflow, а канавка «ласточкин хвост» диаметром 0,3 мм была разработана для повышения прочности склеивания.
3. Оптимизация процесса: конформное охлаждение удерживает температурное поле формы в пределах 3, что приводит к снижению плоскостности каркаса из ПК/АБС с 0,15 мм до 0,05 мм. Скорость впрыска ТПЭ увеличена на 40%, что снижает вероятность повреждения при высоких температурах.
Окончательные результаты:
- Снижение затрат: цена за единицу продукции снизилась с 12,8 до 8,1 долларов США, то есть снижение на 37 %, что привело к экономии 4,7 миллиона долларов США при годовом производстве в 1 миллион единиц.
- Улучшение качества: CpK критических размеров увеличился с 0,8 до 1,33, уровень дефектов снизился до менее 0,5% , а уровень послепродажных отказов снизился до 0,1%.
- Повышение эффективности: время производственного цикла сократилось с 90 секунд на штуку до 45 секунд на штуку, что фактически удвоило производственную мощность.
Если вы также сталкиваетесь с подобными болями при литье из нескольких материалов, отправьте чертежи продукта и требования , и мы разработаем для вас специальное решение для многократного литья пластмасс под давлением, которое поможет вам сократить расходы и повысить эффективность.
Часто задаваемые вопросы
В1: Каков типичный срок службы многоразовой формы для литья пластмасс под давлением?
Срок службы формы в основном зависит от типа используемой стали и способа ее обслуживания. Пресс-форма, изготовленная из стали S136 или H13, прошедшая профессиональную термообработку и точное охлаждение, при хороших условиях технического обслуживания может проработать 500 000–1 000 000 циклов, что достаточно для удовлетворения потребностей среднего и большого объема производства.
Вопрос 2: Является ли двухэтапное формование подходящим вариантом для мелкосерийного производства?
Только в ограниченной степени. Стоимость пресс-формы на 30-50% выше, чем у традиционных одноцветных форм. При годовом производстве менее 50 000 штук более рентабельным является вставное формование или вторичная сборка.
В3: Как можно гарантировать прочность соединения двух разных материалов?
По сути, двумя критическими моментами являются механическая взаимосвязанная структура конструкции формы (например, канавки «ласточкин хвост») и температура поверхности склеивания, подтвержденная анализом текучести формы. Только объединив эти два фактора, мы можем получить связь на молекулярном уровне.
Вопрос 4: Какие комбинации материалов обычно используются при многоразовом литье под давлением?
Чаще всего три: PC/ABS + TPE (мягкие и твердые пластиковые ручки), PA66 + силикон (герметики), POM + металлические вставки (коробки передач).
Вопрос 5. Являются ли конформные каналы охлаждения идеальным решением проблемы коробления?
Ну, не совсем, однако они могут в значительной степени помочь при неравномерности температурного поля формы и, следовательно, можно эффективно противодействовать внутреннему напряжению. Следовательно, конформное охлаждение является наиболее эффективным методом контроля деформации.
В6: Как производители пластиковых форм для литья под давлением предотвращают смешивание цветов двухцветных изделий?
Эта изоляция материалов достигается за счет очень точной конструкции уплотнения формы, которая полностью удаляет каналы потока материала. Кроме того, параметры впрыска также регулируются таким образом, чтобы предотвратить течение расплава.
Вопрос 7: На что следует обратить внимание при выборе услуги по инъекциям пластика?
Главный вопрос заключается в том, способна ли компания предоставление полного процесса обслуживания начиная с проектирования пресс-формы (включая анализ текучести пресс-формы) и заканчивая производством литья под давлением и проверкой качества.
В8: Какой метод более подходит для резьбовых деталей: вставное литье или двухцветное литье?
В случае металлических резьбовых вставок лучшим вариантом является формование вставки, тогда как для пластиковых резьб, которые следует сочетать с мягким пластиком, более подходящим методом является двухэтапное формование.
Краткое содержание
Многократное литье пластмасс под давлением решает проблемы, связанные с литьем нескольких материалов, за счет точного проектирования пресс-форм, подбора материалов и оптимизации процесса, устраняет риски стоимости и качества вторичной сборки, а также повышает точность и надежность деталей. Это оптимальное решение для крупномасштабного производства деталей из различных материалов.
Если у вас возникли трудности с выбором процесса, контролем затрат или стабильностью качества деталей из нескольких материалов, JS Precision станет для вас подходящим партнером.
Благодаря нашему более чем 10-летнему опыту многократного формования, набору профессиональных машин и команде по анализу текучести пресс-форм, мы предлагаем широкий спектр возможностей, предоставляя вам услуги от выбора материала до проектирования пресс-форм, оптимизации процесса и доставки конечной продукции, гарантируя ваш успех во всем процессе.
Свяжитесь с нами немедленно чтобы получить бесплатный отчет об оценке проекта многоразового литья пластмасс под давлением.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

