

Multi-Shot-Kunststoffspritzguss ist ein unverzichtbares Werkzeug für die Herstellung komplexer Multimaterialteile und löst effektiv viele Probleme, die für herkömmliche Fertigungsmethoden typisch sind.
Wenn Sie auf der Suche nach einem Herstellungsprozess sind, der sowohl effizient als auch kostensparend für Teile aus mehreren Materialien ist, werden Sie feststellen, dass das herkömmliche Umspritzen und die Sekundärmontage nicht nur mit Problemen wie der Anhäufung von Toleranzen, schlechter Verbindung und hohen Arbeitskosten konfrontiert sind, sondern auch mit anderen Nachteilen.
Wenn ein Produkt sowohl über eine Hartkomponente als auch über eine Weichdichtung verfügen muss oder wenn unterschiedliche Funktionsmaterialien kombiniert werden müssen, besteht die Hauptaufgabe der Ingenieure oder Einkaufsmanager darin, Verformungen und Delamination zu verhindern, die auf unterschiedliche Materialschrumpfungsraten zurückzuführen sind.
Fortschritte im Kunststoffspritzguss, insbesondere der Einsatz des Multi-Shot-Kunststoffspritzgusses, werden eine revolutionäre Lösung bieten.
Zusammenfassung der Kernantwort:
| Kernproblem | Schlüssellösung | Kernwert |
| Wie erreicht man ein integriertes Formen mehrerer Materialien? | Verwenden Sie hochentwickelte Formstrukturen, z. B. Drehstapelformen, und kombinieren Sie diese mit einer Formflussanalyse, um vorherzusagen, welche Materialien sich gut mischen lassen. | Materialkonflikte sollten bei der Formgestaltung und nicht im Nachhinein angegangen werden, so sparen Sie Zeit und Geld. |
| Wie können die Gesamtkosten gesenkt werden? | Ersetzen Sie „ Insert Moulding + Assembly “ durch Two Shot Moulding, wodurch die Montageprozesse entfallen und die Stückkosten gesenkt werden. | Auch wenn die anfänglichen Formkosten hoch sind, führt dies zu einer erheblichen Senkung der gesamten Lebenszykluskosten. |
| Wie kann eine gleichbleibende Qualität sichergestellt werden? | Konforme Kühlkanäle tragen zur Bewältigung von Verformungen bei und die Festigkeit der Verbindung wird durch die Konstruktion einer mechanischen Verriegelung gewährleistet. | Etwa 70 % der Qualität hängen von den Entscheidungen ab, die während der Formkonstruktionsphase getroffen werden, was später zu minimalen Nacharbeiten führt. |
| Wie gehe ich mit Sondermaterialien um? | Für ABS werden hitzebeständige modifizierte Typen gewählt, für PEEK kommt die Stufenformung und Formwärmeisolationstechnologie zum Einsatz. | Die Wahl der richtigen Materialqualität ist der wichtigste Faktor bei der Lösung des Problems und der Steigerung der Produktausbeute, und das sogar effektiver als nur die Abstimmung der Maschine. |
Wichtige Erkenntnisse:
- Optimale Kostenlösung: Bei der Produktion mittlerer bis hoher Stückzahlen können die hohen Anfangsinvestitionen in Formen für das Zwei-Schuss-Formen in nur 3–6 Monaten amortisiert werden, wenn die Montagevorgänge wegfallen.
- Wichtige Qualitätspunkte: Die Hauptfaktoren zur Verhinderung von Delamination und Verzug bei Spritzgussteilen aus mehreren Materialien sind Formenbau , insbesondere konforme Kühlung und mechanisch ineinandergreifende Strukturen.
- Lieferantenauswahl: Es ist sehr wichtig, den Grad der Formflussanalyse eines potenziellen Spritzgussdienstleisters zu verstehen und zu verstehen, ob er Erfahrung mit der Massenproduktion bestimmter Materialkombinationen hat, anstatt nur die Preise zu vergleichen.
Warum diesem Leitfaden vertrauen? Die Expertise von JS Precision im Multi-Shot-Kunststoffspritzguss
Wenn Sie sich für einen Kunststoffspritzgussdienst entscheiden, besteht die größte Sorge darin, ob der Dienstleister die Kernprobleme lösen und Standardprodukte liefern kann.
Dieser Leitfaden ist vertrauenswürdig und sein Kern liegt in der über 10-jährigen intensiven Entwicklung von JS Precision im Bereich des Multi-Shot-Kunststoffspritzgusses, in der er umfassende Projekterfahrung in über 50 verschiedenen Materialkombinationen gesammelt hat.
Es kann die komplexen Multimaterial-Spritzgussanforderungen verschiedener Branchen wie Automobilelektronik, Unterhaltungselektronik und medizinische Geräte erfüllen, so dass es Ihre Produktionsprobleme bei unterschiedlichen Anforderungen genau erkennen und maßgeschneiderte Lösungen bieten kann.
Sie werden direkt davon profitieren ISO 13485:2016 Zertifizierung für Spritzguss in medizinischer Qualität und umfassendes Qualitätskontrollsystem, wobei der reale Fall eines weltweit renommierten Tier-1-Automobilzulieferers die wertvollste Referenz ist:
Durch die kundenspezifische Anpassung einer Multi-Spritzguss-Gesamtlösung wurde das Kernproblem der hohen Fehlerquote bei Sensorgehäusen und der geringen Produktionseffizienz erfolgreich gelöst, die Produktfehlerquote deutlich von 3 % auf 0,1 % gesenkt, die Einzelstückkosten um 37 % gesenkt und die Produktionsgeschwindigkeit um 50 % verkürzt.
Das ist der eigentliche Vorteil, den Ihnen die Auswahl von Herstellern von Kunststoffspritzgussformen bieten kann.
Wenn Sie mit JS Precision zusammenarbeiten, können Sie Mehrstationen-Spritzgießmaschinen (Schließkraft 80–500 Tonnen) von Top-Marken wie Engel und Arburg nutzen. Darüber hinaus erhalten Sie die Unterstützung eines äußerst erfahrenen Moldflow-Analyseteams.
Dadurch können Sie die Materialverträglichkeit, den Fluss des geschmolzenen Kunststoffs und die Temperaturverteilung vor dem Öffnen der Form genau vorhersagen.
Dies hilft Ihnen, potenzielle Qualitätsprobleme frühzeitig zu erkennen, viel Geld für Versuch und Irrtum zu sparen , die Durchlaufzeit drastisch zu verkürzen und letztendlich Ihr Projekt effizienter und kostengünstiger zu gestalten.
Für ein erstes Verständnis der Multi-Shot-Molding-Anwendungen und Erfolgsgeschichten kontaktieren Sie uns, um ein kostenloses Whitepaper zu erhalten, das Ihnen einen schnellen Überblick über die Kernvorteile und Anwendungspunkte des Multi-Shot-Kunststoffspritzgusses verschafft.
Wie erreicht man einmaliges Formen und mehrere Materialien beim Multi-Shot-Kunststoffspritzgießen?
Bei der Methode des Mehrschuss-Spritzgießens geht es in erster Linie um die Präzision der Vorhersage der Form- und Materialkompatibilität, was wiederum zum einmaligen Formen mehrerer Materialien führt.
Über welche materiellen Konflikte sprechen wir?
Die Unterschiede im Schmelzpunkt, der Schrumpfrate und der Haftung verschiedener Materialien stellen große Herausforderungen dar, die eine genaue Vorhersage und Kontrolle erfordern. Die Kontrollen sollten konsistent seinASTM D3641-19-Standards .
- Schmelzpunktunterschied: Die Moldflow-Simulation ist ein Werkzeug, um zu überprüfen, ob die zweite Einspritztemperatur das erste Einspritzmaterial beeinträchtigt, wenn es noch nicht erstarrt ist. Beispielsweise ist eine sehr genaue Temperaturkontrolle erforderlich, wenn TPE (190) PC (280) bedeckt.
- Schrumpfungsunterschied: Die Schrumpfungsraten von Materialien werden verwendet, um die Formabmessungen im Voraus abzuschätzen. Darüber hinaus werden Temperaturunterschiede im Werkzeugtemperaturbereich durch den Einsatz konformer Kühlwasserkanäle innerhalb von ±5 °C gehalten , was auch den Ausgleich innerer Spannungen ermöglicht.
- Haftung: Die Formflussanalyse erstellt eine Prognose über den Schmelzkonvergenzpunkt und die Temperatur und stellt sicher, dass die Temperatur der Klebefläche über der minimalen Schweißtemperatur liegt, um eine Delaminierung zu verhindern.
Wie wählt man eine Formstruktur aus?
Die Formstruktur ist der Kern des einmaligen Formens. Unterschiedliche Produktanforderungen entsprechen unterschiedlichen Strukturen:
- Rotationsstapelform: Diese Art von Form eignet sich perfekt für die Massenproduktion sehr symmetrischer Produkte. Die Positionierungsgenauigkeit beträgt 0,02 mm, was ziemlich präzise ist und eine effiziente Massenproduktion ermöglichen sollte.
- Kernziehform: Die Kavitäten werden durch einen Schiebemechanismus umgeschaltet. Dieser Typ eignet sich gut für Teile, bei denen verschiedene Bereiche aus unterschiedlichen Materialien hergestellt werden müssen, beispielsweise ein Zahnbürstengriff, der aus einer Kombination von Hart- und Weichgummi besteht.
- Schiebeform: Zum Wechseln der Kavitäten wird eine bewegliche oder feste Form verwendet. Dieser Typ ist ideal für asymmetrische Teile aus mehreren Materialien , die eine präzise Positionierung erfordern.

Abbildung 1: Ein Raster aus verschiedenen spritzgegossenen Kunststoffteilen in mehreren Farben, darunter Stangen, Räder, Gehäuse und Handgeräte.
Was ist der Unterschied in den Gesamtkosten zwischen Zwei-Schuss-Spritzgießen und Einlegespritzgießen + Sekundärmontage?
Das Zwei-Schuss-Formen ist teurer, macht jedoch die Nachbearbeitungskosten überflüssig, wodurch die Stückkosten um 20–40 % gesenkt werden, sodass es für die Produktion mittlerer bis hoher Stückzahlen geeignet ist.
Aufschlüsselung aus Sicht der Stückkosten
Der Kostenvorteil von Zwei-Schuss-Formung liegt vor allem in der Eliminierung von Nachbearbeitungsschritten und Materialverschwendung. Spezifische Daten sind in der folgenden Tabelle aufgeführt:
| Kostentyp | Einlegeformung + Montage (pro Einheit) | Two-Shot Moulding (pro Einheit) | Kosteneinsparungen pro Einheit | Gesamteinsparungen pro 1 Million Einheiten jährlich |
| Kosten für sekundäre Positionierungsvorrichtungen | 0,8–3 $ | 0 $ | 0,8–3 $ | 800.000 bis 3.000.000 US-Dollar |
| Kosten für den Dosier-/Ultraschallschweißprozess | 1,3–4,8 $ | 0 $ | 1,3–4,8 $ | 1.300.000–4.800.000 US-Dollar |
| Zeitaufwand für die manuelle Montage | 1,6 bis 8 US-Dollar | 0 $ | 1,6 bis 8 US-Dollar | 1.600.000–8.000.000 US-Dollar |
| Materialabfallkosten | 0,5–1,2 $ | 0,2–0,4 $ | 0,3–0,8 $ | 300.000 bis 800.000 US-Dollar |
| Gesamtstückkosten | 4,2–17 $ | 4,2–17 $ | 1,7–7 $ | 1,7–7 Millionen US-Dollar |
Formteil einsetzen erfordert eine Voreinstellung der Formpunkte und reduziert dadurch den Materialverbrauch um 5–8 %. Beim Two-Shot-Molding tritt dieses Problem dagegen nicht auf und die Materialkosten können weiter gesenkt werden.
Kommentar von der Qualitäts- und Kostenseite
Die Reduzierung versteckter Kosten aufgrund von Qualitätsproblemen ist einer der Hauptvorteile des Zweikomponenten-Spritzgießens:
- Beseitigung der Toleranzakkumulation: Die Gesamttoleranz von Einsatzformung + Montage kann 0,2 mm erreichen. Da es sich beim Zwei-Schuss-Formen um einen einstufigen Vorgang handelt, können kritische Maßtoleranzen innerhalb von 0,05 mm gehalten werden, wodurch Produktverschwendung vermieden wird.
- Reduzierung der Risiken nach dem Verkauf: Defekte beim Dosieren und Schweißen können zu 5 bis 10 % Nacharbeit nach dem Verkauf führen. Dank der Bindung auf molekularer Ebene, die beim Zwei-Schuss-Formen entsteht, kann das Risiko auf 0,1 % gesenkt werden.
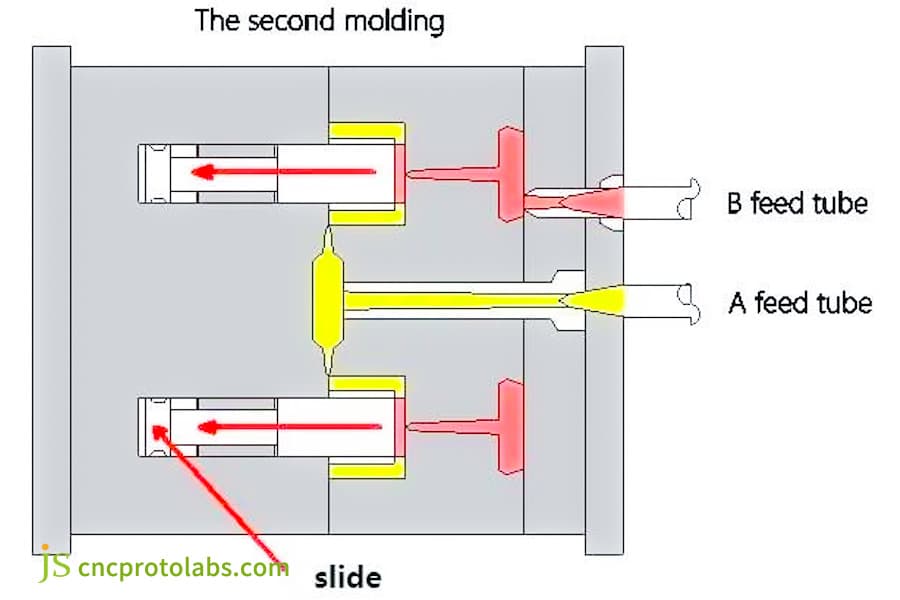
Abbildung 2: Ein Querschnittsdiagramm mit dem Titel „Das zweite Formteil“, das eine Form mit Schiebern und separaten A/B-Materialzufuhrrohren zeigt.
Wie lässt sich der ROI eines Kunststoffspritzgussdienstes für komplexe Multi-Shot-Projekte bewerten?
Der entscheidende Aspekt des ROI beim Multi-Shot-Spritzgießen ist der Punkt, an dem die Kosten durch den produzierten Wert gedeckt werden. Nach einer jährlichen Produktion von mehr als 200.000 Einheiten können die Kosten innerhalb eines Zeitraums von 18 Monaten amortisiert werden.
Berechnungsformel für den Return on Investment (ROI).
ROI = (Kosteneinsparungen pro Einheit × Jahresproduktion) / Inkrementelle Investition in Formen. Je höher der Wert, desto schneller ist die Amortisationszeit.
Nachfolgend finden Sie eine Referenztabelle zum ROI und zur Amortisationszeit für unterschiedliche jährliche Produktionsmengen und unterschiedliche Stückkosteneinsparungen. Die Daten stammen aus realen Projektfällen:
| Inkrementelle Investition in Form (10.000 USD) | Stückkosteneinsparungen (USD) | Jährliches Produktionsvolumen (10.000 Einheiten) | Jährliche Kosteneinsparungen (10.000 USD) | ROI | Amortisationszeit (Monate) |
| 30 | 5 | 10 | 50 | 1,67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Vereinfachung der Lieferkette und Qualitätsverbesserung
Die Steigerung des ROI ergibt sich auch aus den impliziten Vorteilen der Vereinfachung der Lieferkette und einer besseren Ausbeute:
- Lieferantenreduzierung: Durch die Zusammenlegung von zwei bis drei Lieferanten zu einem können die Kosten für das Supply Chain Management um 15 bis 20 % gesenkt und die Lieferzeiten verkürzt werden.
- Höhere Ausbeute: Durch den Wegfall der manuellen Montage kann die Ausbeute im ersten Durchgang von 85–90 % auf 95–98 % gesteigert werden, was zu geringeren Kosten für Ausschuss und Nacharbeit führt.
Wie kann sichergestellt werden, dass sich spritzgegossene Kunststoffkomponenten beim Multimaterialformen nicht verziehen oder delaminieren?
Um die Probleme des Verziehens und der Delaminierung beim Formen mit mehreren Materialien zu lösen, liegt der Schlüssel in der Gestaltung der Formen, die eine tatsächliche Ebenheitskontrolle der Teile von 0,1 mm ermöglicht.
Verformungskontrolle: Konforme Kühlkanäle
Formverzug wird typischerweise durch die ungleichmäßige Verteilung des Temperaturfelds innerhalb der Form verursacht. Kühlkanäle sind in den meisten Fällen geradlinig verlegt. Sie lassen sich daher kaum an komplex gekrümmte Oberflächen anpassen, was meist zu Verwerfungen führt.
Lösung: Um konforme Kühlkanäle zu erzeugen, die nah an der Produktkontur liegen, verwenden Sie 3D-Druck . Dies führt zu einer Verringerung des Temperaturunterschieds an der Oberfläche des Formhohlraums von 15 auf 5, einer Reduzierung der inneren Spannung um 50 % und einer Verformungskontrolle.
Bindungsstärke: Mechanische Verzahnung und chemische Bindung
Delaminierung ist ein Problem, das mit der schwachen physikalischen und chemischen Bindung des Materials zusammenhängt. Die folgenden Vorschläge decken sowohl physikalische als auch chemische Aspekte ab:
- Mechanische Verriegelung: Schwalbenschwanznuten oder Mikroporen können in die Form eingebracht werden (0,2–0,5 mm tief), sodass das zweite Einspritzmaterial physisch im ersten Einspritzmaterial einrasten kann, was zu einer Erhöhung der Ausziehkraft um das Drei- bis Fünffache führt.
- Chemische Bindung: PC/ABS+TPE sind zwei kompatible Materialien. Der Schlüssel zur chemischen Bindung liegt in der Kontrolle der Oberflächentemperatur der ersten Injektion auf 80–120 °C, um eine Molekülkettenverschränkung zu ermöglichen.
Wenn Sie weitere erfolgreiche Fälle von sehen möchten Spritzgussteile aus Kunststoff Um Verzug und Delaminierung zu verhindern, kontaktieren Sie uns bitte für eine detaillierte Fallanalyse und technische Parameter.

Abbildung 3: Eine Nahaufnahme einer Materialkante mit der Aufschrift „Delamination“, die die Trennung der Schichten hervorhebt.
Wie vermeidet man sekundäre Schäden durch hohe Temperaturen beim Multi-Shot-Molding von ABS-Kunststoffspritzguss?
Um das Auftreten von sekundären Hochtemperaturschäden beim mehrstufigen ABS-Formen zu verhindern, muss neben der Auswahl einer hitzebeständigen modifizierten Sorte auch der Prozess optimiert werden.
Materialebene: Auswahl der richtigen ABS-Sorte
Der Vicat-Erweichungspunkt von normalem ABS liegt nur bei 98–105, sodass es leicht schmilzt und sich verformt, wenn es einem Hochtemperaturmaterial wie PC (280–300) ausgesetzt wird, was die Ausschusskosten erhöht.
Lösung: Arbeiten mit hitzebeständigem ABS, das -Methylstyrol enthält, das den Vicat-Erweichungspunkt auf 115-125 erhöht und so eine hervorragende Beständigkeit gegen hohe Temperatureinwirkungen bietet.
Prozess- und Strukturebene: Wärmemanagement optimieren
- Prozessoptimierung: Beschleunigung der Einspritzung des zweiten Schusses um 30–50 % zur Minimierung der Wärmeaustauschzeit, Regelung der Formtemperatur auf 80–90 °C, um ein Gleichgewicht zwischen Bindungseffekt und der Verhinderung eines Zusammenbruchs der Schmelze zu erreichen.
- Strukturelle Gestaltung: Vermeiden Sie zunächst dünnwandige ABS-Bereiche mit einer Dicke von weniger als 0,8 mm, da diese Stellen eine geringe Wärmekapazität aufweisen und am anfälligsten für Schäden durch hohe Temperaturen sind.
Wenn Sie sich mit dem Problem der sekundären Hochtemperaturschäden befassen, ABS-Kunststoffspritzguss , können Sie unsere Ingenieure für eine persönliche Beratung kontaktieren, um exklusive technische Lösungen zu erhalten.
Wie löst Peek-Kunststoffspritzguss das Problem der Koexistenz zwischen Hochtemperaturmaterialien und gewöhnlichen Materialien?
Das Geheimnis des gemeinsamen Einspritzens von PEEK und regulären Materialien ist ein sequentielles Formen und eine thermische Isolierung der Form.
Auswahl der Prozessroute: Schritt für Schritt Zwei-Spritzgießen
Da die Verarbeitungstemperatur von PEEK weit über der von regulären Kunststoffen liegt, kann eine direkte Koinjektion dazu führen, dass letzteres Material beschädigt wird. Das schrittweise Zwei-Spritzgießen ist die beste Lösung.
- Prozesspfad: Zunächst erfolgt die Injektion im Hochtemperaturbereich der Form (160–200), um PEEK einzuspritzen. Wenn das Teil Raumtemperatur hat, wird es zur zweiten Einspritzstation bewegt, um das normale Material einzuspritzen.
- Schlüsselparameter: Die Schnittstelle zwischen PEEK und der zweiten Injektion wird mit einer Mikrorille von 0,1–0,2 mm belassen, um Dimensionsänderungen auszugleichen und Lücken oder Risse zu verhindern.
Wärmeisolierung der Form: Unabhängiges Temperaturkontrollsystem
- Technische Herausforderungen: Beim Formen von PEEK ist eine Formtemperatur von 200 °C erforderlich, während herkömmliche technische Kunststoffe nur 80 °C benötigen, was einen Unterschied von 120 °C ausmacht. Eine falsche Temperaturregelung kann die Produktleistung beeinträchtigen.
- Lösung: Separate Heizstäbe, Temperatursensoren und Wärmeisolationsplatten werden in verschiedene Teile der Form eingesetzt , um einen Temperaturunterschied von mehr als 120 °C zwischen den beiden Arbeitsstationen aufrechtzuerhalten und so normale Materialien zu schützen.
Wenn Sie individuelle Anforderungen haben für Peek Kunststoffspritzguss Sie können detaillierte Produktparameter und Zeichnungen einreichen, und wir erstellen eine exklusive Formlösung für Sie, um sicherzustellen, dass das Produkt Ihren Anforderungen entspricht.
Wie kann man Hersteller von Kunststoffspritzgussverfahren überprüfen, die tatsächlich über die Fähigkeit verfügen, Multi-Shot-Molding-Lieferungen durchzuführen?
Für den Erfolg von Multi-Spritzgussprojekten ist die Auswahl zuverlässiger Hersteller von Kunststoffspritzgussteilen äußerst wichtig. Viele Hersteller konzentrieren sich nur auf die Preisgestaltung und ignorieren ihre tatsächlichen Liefermöglichkeiten. Dies führt letztendlich zu Projektverzögerungen, schlechter Qualität und höheren Kosten .
Daher sollte sich der Auswahlprozess auf die Bewertung des Maschinenparks (Mehrstationen-Spritzgießmaschinen), der Softwarefähigkeiten (Formflussanalyse) und der Erfahrung (erfolgreiche Fälle für bestimmte Materialkombinationen) konzentrieren.
Dies wird Ihnen auf jeden Fall dabei helfen , Trial-and-Error-Kosten zu vermeiden und einen reibungslosen Projektverlauf sicherzustellen.
Überlegungen zur Ausrüstung: Konfiguration einer Spritzgießmaschine mit mehreren Stationen
Die Ausrüstung ist die Grundlage für das Multi-Shot-Spritzgießen, und Hersteller von Kunststoffspritzgussteilen mit Lieferfähigkeit müssen mit Dual-Shot- und Triple-Shot-Spritzgießmaschinen (wie Engel und Abog) mit einer Schließkraft von 80–500 Tonnen ausgestattet sein, die für Produkte unterschiedlicher Größe geeignet sind.
Ausgestattet mit einem unabhängigen Temperaturkontrollsystem, um sicherzustellen, dass die Materialien an jeder Arbeitsstation innerhalb des optimalen Prozessfensters verarbeitet werden.
Überlegungen zur Software: Funktionen zur Formflussanalyse
Mithilfe der Moldflow-Analyse können Sie vorbeugende Maßnahmen gegen Probleme ergreifen.
Hersteller müssen vor dem Formenbau eine gründliche Analyse durchführen und einen Bericht versenden, unabhängig von der Erfahrung. Der Bericht sollte eindeutig die Materialflussfront, die Lage der Schweißnaht und die Grenzflächentemperatur angeben. Dies führt dazu, dass Sie Kosten und Zeit für das Probeformen sparen.
Erfahrungsüberlegungen: Spezifische Fallstudien zu Materialkombinationen
Das mehrstufige Formen mit verschiedenen Materialkombinationen kann je nach Kombination mehr oder weniger anspruchsvoll sein. Sie sollten den Hersteller nach Projektfallstudien zu ähnlichen Projekten fragen.
JS Precision kann mehr als 50 erfolgreiche Fallstudien zum Multi-Shot-Kunststoffspritzguss mit unterschiedlichen Materialkombinationen vorweisen, die als technische Unterstützung für Ihre Projekte dienen könnten.
Abbildung 4: Eine Nahaufnahme einer industriellen Spritzgießmaschine mit einer großen Form, umgeben von einer Reihe blauer und silberner Schläuche und Kabel in einer Fabrikumgebung.
JS Precision-Fallstudie: Integriertes Formen von elektronischen Sensorgehäusen für Kraftfahrzeuge
Hersteller von Spritzgussformen für Kunststoffe sind am besten darin, ihre Fähigkeiten anhand von Fallstudien aus der Praxis zu demonstrieren. Hier wird eine unserer Multi-Shot-Molding-Lösungen für einen Tier-1-Automobilzulieferer zusammen mit den Ergebnissen zur Kostensenkung und Effizienzsteigerung dargestellt.
Aufgetretene Herausforderungen:
Der Lieferant wollte Sensoren mit TPE-Dichtringen und PC/ABS-Gehäusen herstellen. Die ursprüngliche Methode bestand darin, das Umspritzen und die manuelle TPE-Montage durchzuführen, was jedoch drei große Probleme mit sich brachte:
- Eine Gesamttoleranz von 0,2 mm bei kritischen Abmessungen führt zu einer schlechteren Abdichtung und einer Fehlerquote von 8 %.
- Geringe manuelle Effizienz, da durchschnittlich nur 80 Teile pro Person und Stunde produziert werden.
- Die Ablösung von TPE ist ein häufiges Problem, das nach dem Verkauf zu einer Ausfallrate von 3 % führt. Die Montageoptimierung war jedoch wirkungslos, weshalb sie uns um Hilfe baten.
Lösung
Wir haben mit einem kundenspezifischen Ansatz eine Multi-Shot-Spritzgussform für Kunststoffe entwickelt, die die Probleme gleichzeitig aus der Perspektive von Form, Material und Prozess umfassend löste.
1. Formdesign: Wir haben uns für eine rotierende Stapelform entschieden, deren Positionierungsgenauigkeit 0,02 mm erreichte, sodass wir Montagetoleranzen vollständig beseitigen konnten, und wir haben 3D-gedruckte konforme Kühlwasserkanäle für eine genaue Temperaturregelung erfunden.
2. Materialabstimmung: Die Wärme der PC/ABS- und TPE-Klebefläche wurde über Moldflow auf 180 °C eingestellt und eine 0,3 mm dicke Schwalbenschwanznut wurde entwickelt, um die Klebefestigkeit zu erhöhen.
3. Prozessoptimierung: Die konforme Kühlung hält das Formtemperaturfeld innerhalb von 3, was dazu führt, dass die Ebenheit des PC/ABS-Gerüsts von 0,15 mm auf 0,05 mm sinkt. Die TPE-Einspritzgeschwindigkeit wird um 40 % erhöht, wodurch die Möglichkeit einer Beschädigung durch hohe Temperaturen verringert wird.
Endgültige Ergebnisse:
- Kostensenkung: Der Preis für eine Einheit sank von 12,8 $ auf 8,1 $, was einer Reduzierung um 37 % entspricht, was bei einer jährlichen Produktion von 1 Million Einheiten zu Einsparungen von 4,7 Millionen $ führte.
- Qualitätsverbesserung: Der CpK kritischer Abmessungen stieg von 0,8 auf 1,33, die Fehlerrate wurde auf weniger als 0,5 % gesenkt und die Ausfallrate nach dem Verkauf wurde auf 0,1 % gesenkt.
- Effizienzsteigerung: Die Zykluszeit für die Produktion wurde von 90 Sekunden/Stück auf 45 Sekunden/Stück verkürzt, wodurch sich die Produktionskapazität effektiv verdoppelte.
Wenn Sie auch beim Multimaterial-Spritzguss mit ähnlichen Problemen konfrontiert sind, Reichen Sie Ihre Produktzeichnungen und Anforderungen ein , und wir passen eine spezielle Multi-Shot-Kunststoffspritzgusslösung für Sie an, um Ihnen dabei zu helfen, Kosten zu senken und die Effizienz zu steigern.
FAQs
F1: Wie hoch ist die typische Lebensdauer einer Multi-Shot-Kunststoffspritzgussform?
Die Lebensdauer einer Form hängt hauptsächlich von der verwendeten Stahlsorte und deren Wartung ab. Eine Form aus S136- oder H13-Stahl, die professionell wärmebehandelt und präzise gekühlt wurde, kann unter guten Wartungsbedingungen 500.000 bis 1.000.000 Zyklen lang betrieben werden, was für mittlere bis große Produktionsanforderungen ausreicht.
F2: Ist das Zwei-Schuss-Formen eine praktikable Option für die Kleinserienproduktion?
Nur bedingt. Die Formkosten sind 30–50 % höher als bei herkömmlichen einfarbigen Formen. Bei einer Jahresproduktion von weniger als 50.000 Stück ist das Umspritzen oder die Zweitmontage wirtschaftlicher.
F3: Wie kann die Verbindungsfestigkeit zwischen zwei unterschiedlichen Materialien gewährleistet werden?
Grundsätzlich sind die mechanische Verriegelungsstruktur des Formdesigns (z. B. Schwalbenschwanznuten) und die Temperatur der Verbindungsoberfläche, die durch eine Formflussanalyse ermittelt wird, die beiden kritischen Punkte. Nur durch die Kombination dieser beiden können wir eine Bindung auf molekularer Ebene erhalten.
F4: Welche Materialkombinationen werden typischerweise beim Mehrschuss-Spritzgießen verwendet?
Am häufigsten drei: PC/ABS + TPE (weiche und harte Kunststoffgriffe), PA66 + Silikon (Dichtstoffe), POM + Metalleinsätze (Getriebe).
F5: Sind konforme Kühlkanäle eine perfekte Lösung für Verzugsprobleme?
Nun ja, nicht ganz, aber sie können in hohem Maße bei der Ungleichmäßigkeit des Formtemperaturfeldes helfen und somit inneren Spannungen wirksam entgegenwirken. Daher ist die konforme Kühlung die wirksamste Technik zur Kontrolle von Verformungen.
F6: Wie verhindern Hersteller von Kunststoffspritzgussteilen, dass sich bei zweifarbigen Produkten die Farben vermischen?
Diese Isolierung der Materialien wird durch ein sehr präzises Formdichtungsdesign erreicht, das die Materialflusskanäle vollständig entfernt. Darüber hinaus werden auch die Einspritzparameter so angepasst, dass der Schmelzefluss verhindert wird.
F7: Was sollte bei der Auswahl eines Kunststoffspritzgussdienstes besonders berücksichtigt werden?
Die wichtigste Überlegung ist, ob das Unternehmen dazu in der Lage ist Bereitstellung eines Full-Process-Service Angefangen bei der Formkonstruktion (einschließlich Formflussanalyse) bis hin zur Spritzgussproduktion und Qualitätsprüfung.
F8: Welche Methode eignet sich besser für Gewindeteile: Umspritzen oder zweifarbiges Formen?
Bei Gewindeeinsätzen aus Metall bietet sich das Umspritzen an , während bei Kunststoffgewinden, die mit weichem Kunststoff kombiniert werden sollen, das Zwei-Schuss-Umspritzen die geeignetere Methode ist.
Zusammenfassung
Das Multi-Shot-Kunststoffspritzgießen löst die Schwachstellen des Multi-Material-Spritzgießens durch präzises Formendesign, Materialabstimmung und Prozessoptimierung, eliminiert die Kosten- und Qualitätsrisiken der Sekundärmontage und verbessert die Genauigkeit und Zuverlässigkeit der Teile. Es ist die optimale Lösung für Ihre Großserienproduktion von Teilen aus mehreren Materialien.
Wenn Sie Schwierigkeiten bei der Prozessauswahl, Kostenkontrolle oder Qualitätsstabilität für Teile aus mehreren Materialien haben, ist JS Precision der richtige Partner für Sie.
Mit unserer über 10-jährigen Erfahrung im Multi-Shot-Spritzguss, einer Reihe professioneller Maschinen und einem Team für die Formflussanalyse bieten wir ein breites Leistungsspektrum und bieten Ihnen Dienstleistungen von der Materialauswahl über das Formendesign und die Prozessoptimierung bis hin zur endgültigen Produktionslieferung, um Ihren Erfolg im gesamten Prozess zu garantieren.
Kontaktieren Sie uns umgehend um einen kostenlosen Bewertungsbericht für das Multi-Shot-Kunststoffspritzgussprojekt zu erhalten.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

