

Moldeo por inyección de plástico de múltiples disparos es una herramienta esencial para fabricar piezas complejas de múltiples materiales, abordando eficazmente muchos problemas típicos de los métodos de fabricación convencionales.
Si está buscando un proceso de fabricación que sea eficiente y económico para piezas de múltiples materiales, descubrirá que el moldeo por inserción tradicional y el ensamblaje secundario no solo enfrentan problemas como acumulación de tolerancias, unión deficiente y altos costos de mano de obra, sino que también tienen otros inconvenientes.
Cuando un producto debe presentar tanto un componente duro como un sello blando, o cuando es necesario combinar diferentes materiales funcionales, la cuestión clave que enfrentarán los ingenieros o gerentes de compras será evitar la deformación y la delaminación que son el resultado de las diferencias en las tasas de contracción del material.
Los avances en el moldeo por inyección de plástico, en particular el uso del moldeo por inyección de plástico de múltiples disparos, ofrecerán una solución revolucionaria.
Resumen de la respuesta principal:
| Problema central | Solución clave | Valor fundamental |
| ¿Cómo lograr un moldeado integrado de múltiples materiales? | Utilice estructuras de moldes bastante sofisticadas, por ejemplo, moldes apilados giratorios, y combínelos con análisis de flujo de moldes para predecir qué materiales se mezclarán bien. | Los conflictos materiales deben abordarse mediante el diseño del molde, no después del hecho, para ahorrar tiempo y dinero. |
| ¿Cómo reducir los costos generales? | Reemplazar " molde de inserción + ensamblaje " por moldeo de dos disparos, anulando así los procesos de ensamblaje y reduciendo el costo unitario. | Aunque el gasto inicial del molde es alto, esto dará como resultado una disminución sustancial en los costos generales del ciclo de vida. |
| ¿Cómo garantizar una calidad constante? | Los canales de enfriamiento conformados ayudan a controlar la deformación y la resistencia de las juntas se garantiza mediante el diseño de una función de enclavamiento mecánico. | Alrededor del 70% de la calidad depende de las decisiones tomadas durante la fase de diseño del molde, lo que conduce a un mínimo de retrabajo posterior. |
| ¿Cómo manejar materiales especiales? | Para ABS se eligen grados modificados resistentes al calor, para PEEK se utiliza tecnología de moldeo paso a paso y aislamiento térmico del molde . | Elegir el grado de material correcto es el factor principal para resolver el problema y mejorar el rendimiento del producto, incluso más efectivo que simplemente ajustar la máquina. |
Conclusiones clave:
- Solución de costo óptima: para una producción de volumen medio a alto, la gran inversión inicial en moldes para moldeo de dos disparos se puede recuperar en sólo 3 a 6 meses si se eliminan las operaciones de ensamblaje.
- Puntos clave de calidad: Los principales factores para prevenir la delaminación y la deformación en piezas moldeadas por inyección de múltiples materiales son diseño de moldes , en particular estructuras de enfriamiento conforme y de enclavamiento mecánico.
- Selección de proveedores: es muy importante comprender el nivel de análisis de flujo de molde que tiene un posible proveedor de servicios de moldeo por inyección y si tiene experiencia con la producción en masa de combinaciones de materiales específicas, en lugar de simplemente comparar precios.
¿Por qué confiar en esta guía? La experiencia de JS Precision en moldeo por inyección de plástico de múltiples disparos
Cuando elige el servicio de inyección de plástico, la mayor preocupación es si el proveedor del servicio puede resolver los principales problemas y ofrecer productos estándar.
Esta guía es confiable y su núcleo radica en los más de 10 años de profundo cultivo de JS Precision en el campo del moldeo por inyección de plástico de múltiples disparos, acumulando experiencia madura en proyectos en más de 50 combinaciones de materiales diferentes.
Puede satisfacer los complejos requisitos de moldeo de múltiples materiales de diferentes sectores, como la electrónica automotriz, la electrónica de consumo y los dispositivos médicos, por lo que puede identificar los puntos débiles de su producción en diferentes necesidades y brindar soluciones personalizadas.
Te beneficiarás directamente de su ISO 13485:2016 Certificación de moldeo por inyección de grado médico y sistema integral de control de calidad, entre los cuales el caso real de un proveedor automotriz Tier 1 de renombre mundial es la referencia más valiosa:
Al personalizar una solución general de moldeo por inyección múltiple, resolvió con éxito el problema central de la alta tasa de defectos en la carcasa del sensor y la baja eficiencia de producción, reduciendo significativamente la tasa de defectos del producto del 3% al 0,1%, reduciendo los costos de una sola pieza en un 37% y acortando el ritmo de producción en un 50%.
Esa es la verdadera ventaja que puede brindarle elegir fabricantes de moldes de inyección de plástico.
Si se asocia con JS Precision, podrá utilizar máquinas de moldeo por inyección de estaciones múltiples (fuerza de cierre de 80 a 500 toneladas) de las mejores marcas como Engel y Arburg . Junto con esto, contará con el apoyo de un equipo de análisis de flujo de moldes con gran experiencia.
Como resultado, podrá pronosticar con precisión la compatibilidad de los materiales, el flujo de plástico fundido y la distribución de temperatura antes de abrir el molde.
Esto le ayudará a identificar los posibles problemas de calidad en una etapa temprana, ahorrará mucho dinero gastado en prueba y error , reducirá drásticamente el tiempo de entrega y, en última instancia, hará que su proyecto sea más eficiente y rentable.
Para obtener una comprensión preliminar de las aplicaciones de moldeo de múltiples disparos y las historias de éxito, contáctenos para obtener un informe técnico gratuito que le permitirá comprender rápidamente las principales ventajas y puntos de aplicación del moldeo por inyección de plástico de múltiples disparos.
¿Cómo lograr un moldeado único y múltiples materiales en el moldeo por inyección de plástico de múltiples disparos?
El método de moldeo por inyección de múltiples disparos se centra principalmente en la precisión de la predicción de la compatibilidad del molde y el material, lo que a su vez conduce al moldeo de una sola vez de múltiples materiales.
¿De qué conflictos materiales estamos hablando?
Las diferencias en el punto de fusión, la tasa de contracción y la adhesión de diferentes materiales son desafíos importantes que requieren una predicción y un control precisos. Los controles deben ser consistentes conNormas ASTM D3641-19 .
- Diferencia del punto de fusión: la simulación de flujo de molde es una herramienta para verificar si la segunda temperatura de inyección degradará el material de la primera inyección si aún no se ha solidificado. Por ejemplo, es necesario un control de temperatura muy preciso cuando el TPE (190) cubre la PC (280).
- Diferencia de contracción: las tasas de contracción de los materiales se utilizan para estimar las dimensiones del molde de antemano. Además, las diferencias de temperatura en el campo de temperatura del molde se mantienen dentro de ±5 ℃ mediante el uso de canales de agua de refrigeración conformados, lo que también permite compensar la tensión interna.
- Adhesión: el análisis del flujo del molde realiza una previsión del punto de convergencia del fundido y la temperatura, asegurando que la temperatura de la superficie de unión esté por encima de la temperatura mínima de soldadura para evitar la delaminación.
¿Cómo elegir una estructura de molde?
La estructura del molde es el núcleo del moldeado de una sola vez. Los diferentes requisitos del producto corresponden a diferentes estructuras:
- Molde Rotativo Apilable: Este tipo de molde es perfecto para producciones masivas de productos muy simétricos. La precisión de posicionamiento es de 0,02 mm, lo cual es bastante preciso y debería permitir una producción en masa eficiente.
- Molde de extracción de núcleos: las cavidades se cambian mediante un mecanismo deslizante. Este tipo es muy adecuado para piezas en las que es necesario fabricar diferentes regiones con diferentes materiales, por ejemplo, el mango de un cepillo de dientes fabricado con una combinación de caucho duro y blando.
- Molde deslizante: se utiliza un molde móvil o fijo para cambiar de cavidad. Este tipo es ideal para piezas asimétricas de múltiples materiales que requieren un posicionamiento preciso.

Figura 1: Una cuadrícula de varias piezas de plástico moldeadas por inyección en varios colores, incluidas barras, ruedas, carcasas y dispositivos portátiles.
¿Cuál es la diferencia en el costo total entre la moldura de dos disparos y la moldura de inserción+ensamblaje secundario?
El moldeo en dos disparos es más caro pero elimina los costos de posprocesamiento, lo que reduce el costo unitario entre un 20% y un 40%, lo que lo hace adecuado para una producción de volumen medio a alto.
Desglose desde una perspectiva de costo unitario
La ventaja de costos de moldeado de dos disparos radica principalmente en eliminar los pasos de posprocesamiento y el desperdicio de material. Los datos específicos se muestran en la siguiente tabla:
| Tipo de costo | Insertar moldura + ensamblaje (por unidad) | Moldura de dos disparos (por unidad) | Ahorro de costos por unidad | Ahorros totales por cada millón de unidades al año |
| Costo del accesorio de posicionamiento secundario | $0.8-$3 | $0 | $0.8-$3 | $800,000-$3,000,000 |
| Costo del proceso de soldadura ultrasónica/dispensación | $1.3-$4.8 | $0 | $1.3-4.8 | $1,300,000-4,800,000 |
| Costo del tiempo de montaje manual | $1.6-$8 | $0 | $1.6-$8 | $1,600,000-8,000,000 |
| Costo de desperdicio de material | $0.5-$1.2 | $0,2-$0,4 | $0,3-$0,8 | $300,000-$800,000 |
| Costo unitario total | $4.2-$17 | $4.2-$17 | $1.7-$7 | 1,7-7 millones de dólares |
Insertar moldura requiere que los puntos de moldeo estén preestablecidos y, como resultado, reduce la utilización de material entre un 5% y un 8%. Por otro lado, el moldeo en dos disparos no presenta este problema y puede reducir aún más los costos de material.
Comentario del lado de calidad y costo
La reducción de costos ocultos debido a problemas de calidad es uno de los principales beneficios del moldeo en dos disparos:
- Deshacerse de la acumulación de tolerancia: la tolerancia total de la moldura de inserción + ensamblaje puede alcanzar 0, 2 mm. El moldeo en dos disparos, al ser una operación de un solo paso, puede mantener tolerancias dimensionales críticas dentro de 0,05 mm, evitando así el desguace del producto.
- Reducción de riesgos posventa: Los defectos de dosificación y soldadura pueden provocar retrabajos posventa entre un 5% y un 10%. Gracias al enlace a nivel molecular que se forma durante el moldeo de dos disparos, el riesgo se puede reducir al 0,1%.
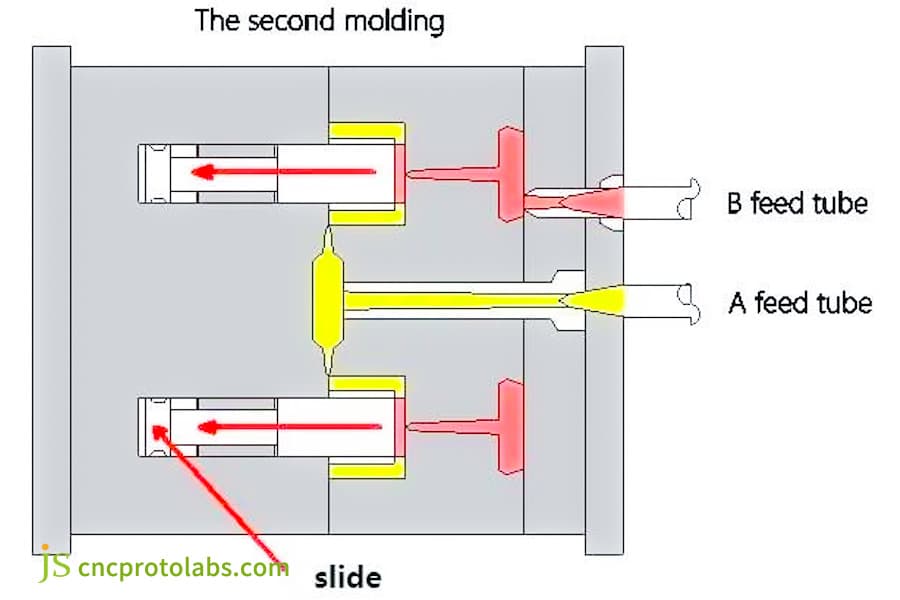
Figura 2: Un diagrama de sección transversal titulado "La segunda moldura", que muestra un molde con diapositivas y tubos de alimentación de material A/B separados.
¿Cómo evaluar el retorno de la inversión del servicio de inyección de plástico para proyectos complejos de múltiples disparos?
El aspecto crítico del ROI del moldeo por inyección multidisparo es el punto en el que los costos se cubren con el valor producido; después de una producción anual de más de 200.000 unidades, el costo se puede recuperar en un período de 18 meses.
Fórmula de cálculo del retorno de la inversión (ROI)
ROI = (Ahorro de Costos por Unidad × Producción Anual) / Inversión Incremental en Moldes. Cuanto mayor sea el valor, más rápido será el período de recuperación.
A continuación se muestra una tabla de referencia del retorno de la inversión y el período de recuperación de la inversión para diferentes volúmenes de producción anual y diferentes ahorros de costos unitarios. Los datos son de casos reales de proyectos:
| Inversión incremental del molde (USD 10.000) | Ahorro de costos unitarios (USD) | Volumen de producción anual (10.000 unidades) | Ahorro de costos anuales (USD 10 000) | retorno de la inversión | Periodo de recuperación (meses) |
| 30 | 5 | 10 | 50 | 1,67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Simplificación de la cadena de suministro y mejora de la calidad
La mejora del ROI también surge de las ventajas implícitas de la simplificación de la cadena de suministro y un mejor rendimiento:
- Reducciones de proveedores: fusionar 2 o 3 proveedores en 1 puede reducir los gastos de gestión de la cadena de suministro entre un 15% y un 20% y acortar los tiempos de entrega.
- Mayor rendimiento: deshacerse del ensamblaje manual puede aumentar el rendimiento de la primera pasada del 85%-90% al 95%-98% , lo que resulta en menores costos de desperdicio y retrabajo.
¿Cómo garantizar que los componentes de plástico moldeados por inyección no se deformen ni se delaminen durante el moldeo de múltiples materiales?
Para resolver los problemas de deformación y delaminación durante el moldeo de múltiples materiales, la clave está en el diseño de los moldes que permite un control de la planitud real de la pieza de 0,1 mm .
Control de deformación: canales de enfriamiento conformes
La deformación del molde suele ser causada por la distribución desigual del campo de temperatura dentro del molde. Los canales de refrigeración en la mayoría de los casos tienen diseños rectos. Por lo tanto, difícilmente se pueden adaptar a superficies curvas complejas, lo que suele provocar deformaciones.
Solución: Para producir canales de enfriamiento conformes que estén cerca del contorno del producto, use impresión 3D . Esto conducirá a una disminución en la diferencia de temperatura en la superficie de la cavidad del molde de 15 a 5ºC, una reducción de la tensión interna en un 50% y un control de la deformación.
Fuerza de unión: entrelazado mecánico y unión química
La delaminación es un problema asociado con la unión física y química del material, que es débil. Las siguientes sugerencias cubren aspectos tanto físicos como químicos:
- Enclavamiento mecánico: Se pueden hacer ranuras en cola de milano o microporos en el molde (de 0,2 a 0,5 mm de profundidad) para que el segundo material de inyección pueda bloquear físicamente el primer material de inyección , lo que da como resultado un incremento de la fuerza de extracción de 3 a 5 veces.
- Enlace químico: PC/ABS+TPE son dos materiales compatibles. La clave del enlace químico es el control de la temperatura de la superficie de la primera inyección entre 80 y 120ºC para permitir el entrelazamiento de las cadenas moleculares.
Si desea ver más casos exitosos de componentes de plástico moldeados por inyección Para prevenir deformaciones y delaminación, comuníquese con nosotros para obtener un análisis detallado del caso y los parámetros técnicos.

Figura 3: Una vista en primer plano de un borde de material con la etiqueta "Delaminación", que resalta la separación de capas.
¿Cómo evitar daños secundarios por altas temperaturas en el moldeo por inyección múltiple de moldeo por inyección de plástico ABS?
Para detener la aparición de daños secundarios por alta temperatura en el moldeado de ABS de múltiples disparos, además de seleccionar un grado modificado resistente al calor, es necesario optimizar el proceso.
Nivel de material: elección del grado de ABS adecuado
El punto de reblandecimiento Vicat del ABS normal es de sólo 98-105, por lo que será fácil derretir y deformar cuando se exponga a un material de alta temperatura como el PC (280-300), lo que aumentará los costos de la chatarra.
Solución: Trabajar con ABS resistente al calor que contiene -metilestireno, que aumenta el punto de reblandecimiento Vicat a 115-125, proporcionando así una excelente resistencia al impacto de altas temperaturas.
Nivel de proceso y estructura: optimizar la gestión del calor
- Optimización del proceso: acelerar la inyección del segundo disparo entre un 30% y un 50% para minimizar el tiempo de intercambio de calor, controlar la temperatura del molde a 80-90ºC para lograr un equilibrio entre el efecto de unión y la prevención del colapso de la masa fundida.
- Diseño estructural: Evite las áreas de paredes delgadas de ABS de menos de 0,8 mm del primer disparo, ya que estos lugares tienen baja capacidad calorífica y son los más propensos a sufrir daños por altas temperaturas.
Si le preocupa el problema secundario de daños por alta temperatura de Moldeo por inyección de plástico ABS , puede ponerse en contacto con nuestros ingenieros para una consulta personalizada y obtener soluciones técnicas exclusivas.
¿Cómo resuelve el moldeo por inyección de plástico Peek el problema de la coexistencia entre materiales de alta temperatura y materiales ordinarios?
El secreto de la coinyección de PEEK y materiales regulares es el moldeo secuencial y el aislamiento térmico del molde.
Selección de la ruta del proceso: moldeo por inyección paso a paso
Dado que la temperatura de procesamiento del PEEK es muy superior a la de los plásticos normales, la coinyección realizada directamente puede provocar que este último material se dañe. El moldeo por inyección de dos pasos paso a paso es la mejor solución.
- Ruta del proceso: Inicialmente, la inyección se realiza en la región de alta temperatura del molde (160-200) para inyectar PEEK. Cuando la pieza está a temperatura ambiente, se pasa a la segunda estación de inyección para inyectar el material normal.
- Parámetros clave: La interfaz entre PEEK y la segunda inyección se deja con una microranura de 0,1-0,2 mm para compensar las alteraciones dimensionales y evitar espacios o grietas.
Aislamiento térmico del molde: sistema de control de temperatura independiente
- Desafíos técnicos: El moldeado de PEEK necesita una temperatura de molde de 200ºC, mientras que los plásticos de ingeniería ordinarios solo necesitan 80ºC, lo que marca la diferencia: 120ºC. Un control de temperatura incorrecto puede cambiar el rendimiento del producto.
- Solución: Se colocan varillas calefactoras, sensores de temperatura y placas de aislamiento térmico separados en diferentes partes del molde para mantener una diferencia de temperatura de más de 120ºC entre las dos estaciones de trabajo, protegiendo así los materiales comunes.
Si tiene requisitos personalizados para moldeo por inyección de plástico , puede enviar dibujos y parámetros detallados del producto, y personalizaremos una solución de moldeo exclusiva para usted para garantizar que el producto cumpla con sus requisitos.
¿Cómo seleccionar a los fabricantes de inyección de moldes de plástico que realmente poseen capacidades de entrega de moldeo de múltiples disparos?
Elegir fabricantes confiables de moldes de inyección de plástico es extremadamente importante para el éxito de los proyectos de moldeo por inyección múltiple. Muchos fabricantes se centran únicamente en los precios e ignoran sus capacidades de entrega reales. Esto eventualmente provoca retrasos en los proyectos, mala calidad y mayores costos .
Por lo tanto, el proceso de elección debe concentrarse en evaluar la maquinaria del fabricante (máquinas de moldeo por inyección de estaciones múltiples), las capacidades del software (análisis de flujo de molde) y la experiencia (casos exitosos para combinaciones de materiales específicas).
Esto definitivamente lo ayudará a evitar gastos de prueba y error y garantizará un progreso fluido del proyecto.
Consideraciones sobre el equipo: configuración de la máquina de moldeo por inyección de estaciones múltiples
El equipo es la base del moldeo de múltiples disparos, y los fabricantes de inyección de moldes de plástico con capacidad de entrega deben estar equipados con máquinas de moldeo por inyección de doble y triple disparo (como Engel y Abog), con una fuerza de sujeción de 80 a 500 toneladas, adecuadas para productos de diferentes tamaños.
Equipado con un sistema de control de temperatura independiente para garantizar que los materiales en cada estación de trabajo se procesen dentro de la ventana de proceso óptima.
Consideraciones de software: capacidades de análisis de flujo de moldes
El análisis del flujo del molde le permite tomar medidas preventivas contra los problemas.
Los fabricantes deben realizar un análisis exhaustivo y enviar un informe antes de fabricar el molde, sin depender de la experiencia; el informe debe señalar sin ambigüedades el frente de flujo de material, la ubicación de la línea de soldadura y la temperatura de la interfaz. Esto le ahorra los gastos y el tiempo del moldeo de prueba.
Consideraciones de experiencia: estudios de casos de combinación de materiales específicos
El moldeado de múltiples disparos utilizando diferentes combinaciones de materiales puede ser más o menos desafiante, dependiendo de la combinación. Debes preguntarle al fabricante los estudios de casos de proyectos similares al tuyo.
JS Precision puede mostrar más de 50 estudios de casos exitosos de moldeo por inyección de plástico multidisparo con diferentes combinaciones de materiales que podrían servir como soporte técnico para sus proyectos.
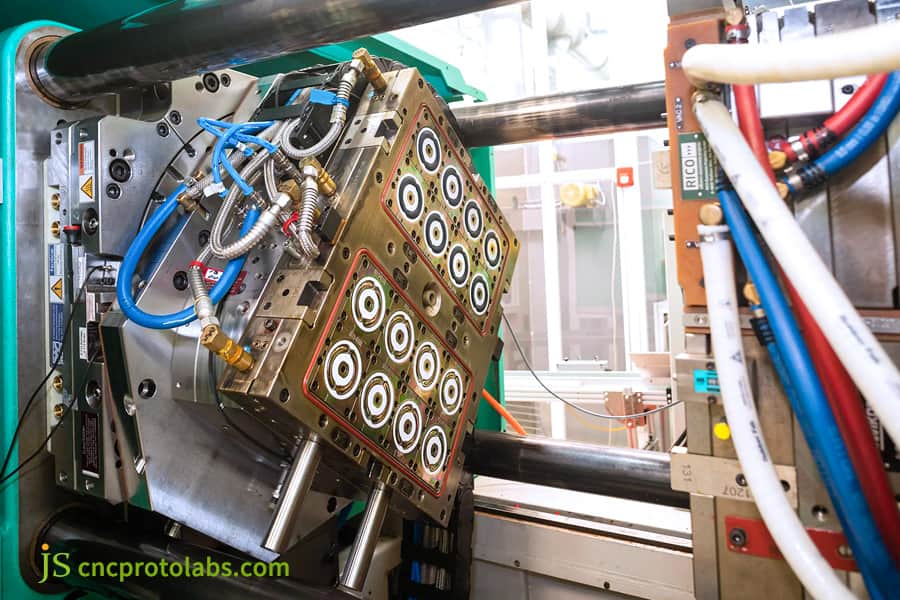
Figura 4: Un primer plano de una máquina de moldeo por inyección industrial con un molde grande, rodeado por una serie de mangueras y cables azules y plateados en una fábrica.
Estudio de caso de JS Precision: moldeado integrado de carcasa de sensor electrónico automotriz
Fabricantes de inyección de moldes de plástico. son mejores para demostrar sus capacidades a través de estudios de casos de la vida real. Aquí se ilustra una de nuestras soluciones de moldeo de múltiples disparos para un proveedor automotriz de nivel 1 , junto con los resultados de reducción de costos y mejora de la eficiencia.
Desafíos encontrados:
El proveedor buscaba fabricar sensores que incorporaran anillos de sellado de TPE y carcasas de PC/ABS. El método original consistía en realizar moldes por inserción y ensamblaje manual de TPE, pero presentaba tres problemas principales:
- Una tolerancia total de 0,2 mm en dimensiones críticas que conduce a un sellado inferior y una tasa de defectos del 8 %.
- Baja eficiencia manual, con solo 80 piezas por persona en promedio producidas por hora.
- El desprendimiento del TPE es un problema común que genera una tasa de falla posventa del 3% . Sin embargo, la optimización del montaje no resultó eficaz, por lo que se pusieron en contacto con nosotros para pedirnos ayuda.
Solución
Desarrollamos una matriz de moldeo por inyección de plástico de múltiples disparos con un enfoque específico para el cliente, que resolvió integralmente los problemas al mismo tiempo desde la perspectiva del molde, el material y el proceso.
1. Diseño de molde: Optamos por un molde de apilamiento giratorio cuya precisión de posicionamiento alcanzara los 0,02 mm para poder eliminar por completo las tolerancias de ensamblaje, e inventamos canales de agua de refrigeración conformados impresos en 3D para un control preciso de la temperatura.
2. Coincidencia de materiales: el calor de la superficie de unión de PC/ABS y TPE se estableció en 180 a través de Moldflow, y se diseñó una ranura en cola de milano de 0,3 mm para elevar la fuerza de unión.
3. Optimización del proceso: el enfriamiento conformado mantiene el campo de temperatura del molde dentro de 3, lo que da como resultado que la planitud del esqueleto de PC/ABS disminuya de 0,15 mm a 0,05 mm. La velocidad de inyección de TPE aumenta en un 40%, lo que reduce la posibilidad de daños por alta temperatura.
Resultados finales:
- Reducción de costos: El precio de una unidad cayó de $12,8 a $8,1, un recorte del 37%, lo que resultó en un ahorro de $4,7 millones en una producción anual de 1 millón de unidades.
- Mejora de la calidad: el CpK de las dimensiones críticas aumentó de 0,8 a 1,33, la tasa de defectos se redujo a menos del 0,5 % y la tasa de fallas posventa se redujo al 0,1 %.
- Mejora de la eficiencia: el tiempo del ciclo de producción se redujo de 90 segundos/pieza a 45 segundos/pieza, duplicando efectivamente la capacidad de producción.
Si también enfrenta problemas similares en el moldeado de múltiples materiales, envíe los dibujos y requisitos de su producto y personalizaremos una solución dedicada de moldeo por inyección de plástico de múltiples disparos para ayudarlo a reducir costos y aumentar la eficiencia.
Preguntas frecuentes
P1: ¿Cuál es la vida útil típica de un molde de moldeo por inyección de plástico de múltiples disparos?
La vida útil de un molde depende principalmente del tipo de acero utilizado y de su mantenimiento. Un molde hecho de acero S136 o H13 que ha sido tratado térmicamente profesionalmente y enfriado con precisión puede, en buenas condiciones de mantenimiento, funcionar durante 500.000-1.000.000 de ciclos, lo que es suficiente para satisfacer necesidades de producción de volumen medio a grande.
P2: ¿Es el moldeo en dos disparos una opción viable para la producción de lotes pequeños?
Sólo de forma limitada. El costo del molde es entre un 30% y un 50% más alto que el de los moldes tradicionales de un solo color. Para una producción anual inferior a 50.000 piezas, la moldura por inserción o el ensamblaje secundario son más rentables.
P3: ¿Cómo se puede garantizar la fuerza de unión entre dos materiales diferentes?
Fundamentalmente, los dos puntos críticos son la estructura de entrelazado mecánico del diseño del molde (por ejemplo, ranuras en cola de milano) y la temperatura de la superficie de unión asegurada por el análisis del flujo del molde. Sólo combinando estos dos podemos obtener un enlace a nivel molecular.
P4: ¿Qué combinaciones de materiales se utilizan normalmente en el moldeo por inyección de múltiples disparos?
Más comúnmente tres: PC/ABS + TPE (asas de plástico duro y blando), PA66 + silicona (selladores), POM + inserciones metálicas (cajas de cambios).
P5: ¿Son los canales de enfriamiento conformes una solución perfecta para los problemas de deformación?
Bueno, no del todo, pero pueden ayudar en gran medida con las irregularidades del campo de temperatura del molde y, en consecuencia, pueden contrarrestar eficazmente las tensiones internas. Por tanto, el enfriamiento conforme es la técnica más eficaz para controlar la deformación.
P6: ¿Cómo evitan los fabricantes de inyección de moldes de plástico que los productos de dos colores mezclen colores?
Este aislamiento de materiales se realiza mediante un diseño de sellado del molde muy preciso que elimina por completo los canales de flujo de material. Además, los parámetros de inyección también se ajustan para evitar el flujo de fusión.
P7: ¿Cuál debería ser la principal consideración al seleccionar un servicio de inyección de plástico?
La principal consideración es si la empresa es capaz de brindando un servicio de proceso completo comenzando desde el diseño del molde (incluido el análisis del flujo del molde) y llegando hasta la producción de moldeo por inyección y la inspección de calidad.
P8: ¿Qué método es más apropiado para piezas roscadas: moldura por inserción o moldura de dos colores?
En el caso de inserciones roscadas de metal, la mejor opción es el moldeado por inserción, mientras que para las roscas de plástico que deben combinarse con plástico blando, el método más adecuado es el moldeado de dos disparos.
Resumen
El moldeo por inyección de plástico de múltiples disparos resuelve los problemas del moldeo de múltiples materiales mediante un diseño preciso del molde, combinación de materiales y optimización de procesos, elimina los riesgos de costo y calidad del ensamblaje secundario y mejora la precisión y confiabilidad de las piezas. Es la solución óptima para su producción a gran escala de piezas multimaterial.
Si tiene dificultades en la selección de procesos, el control de costos o la estabilidad de la calidad de piezas de múltiples materiales, JS Precision será el socio adecuado para usted.
Con nuestros más de 10 años de experiencia en moldeo de múltiples disparos, un conjunto de máquinas profesionales y un equipo para el análisis de flujo de moldes, ofrecemos una amplia gama de capacidades que le brindan servicios desde la selección de materiales hasta el diseño de moldes, la optimización de procesos y la entrega de la producción final, garantizando su éxito en todo el proceso.
Contáctanos inmediatamente para obtener un informe de evaluación gratuito del proyecto de moldeo por inyección de plástico de múltiples disparos.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

