

Металлическая вставка молдинга , особенно прецизионное литье под давлением, является одним из основных производственных процессов, используемых для производства высококачественной продукции, требующей точности и качества, такой как электроника, автомобили и медицинское оборудование.
При точном литье под давлением основная проблема, когда металлическая вставка интегрирована в пластиковую матрицу, заключается не в том, как ее поставить, а в том, как сделать так, чтобы она не двигалась.
Для миниатюрных и высоконадежных изделий небольшое перемещение в 0,05 мм является катастрофой, что может привести к неисправности изделия или отказу сборки на 0,1 мм.
Что касается сложного процесса штамповки металла со вставками, вы решаете принять колеблющуюся долю брака после массового производства или контролируете каждый этап процесса и добиваетесь нулевого смещения от источника?
Основная сводка ответов
| Основные проблемы | Ключевые моменты решений с нулевым смещением |
| Основные причины смещения пластины | Внезапный дисбаланс напряжений на этапе заполнения расплавом является основной причиной смещения, а не только точности формы. |
| Предотвращение на проектном уровне | Используя оценку риска смещения DFM и анализ текучести пресс-формы, 80% проблем смещения можно предотвратить на этапе проектирования. |
| Конструкция блокировки пресс-формы | Комбинированная структура «предотвращение механических ошибок + плавающее позиционирование» используется для получения точного позиционирования и активного отвода до и после закрытия формы. |
| Совокупный контроль допуска | Автоматизированная обработка рулонов и визуальный контроль устраняют совокупные ошибки между штамповкой и литьем под давлением. |
| Механизм обеспечения массового производства | Мониторинг в реальном времени и замкнутый контур управления кривыми давления в форме обеспечивают раннее предупреждение и устранение дефектов смещения. |
Ключевые выводы
- Предотвратимое смещение: можно избежать 80% проблем смещения, выполнив анализ текучести пресс-формы и проверку DFM на этапе проектирования.
- Точность, управляемая данными: Точная регулировка положения вставки может быть достигнута за счет использования сложной конструкции пресс-формы и управления процессом, что обеспечивает точность 0,01 мм.
- Экономически эффективная интеграция: выбор поставщиков с индивидуальная вставка для литья под давлением Способность может значительно снизить общую стоимость владения за счет функциональной интеграции.
Почему стоит доверять этому руководству? Опыт JS Precision в литье металлических вставок
Имея более чем 15-летний опыт точного производства, мы в основном концентрируемся на формовании металлических вставок и других процессах формования вставок.
За эти годы мы изготовили более 300 000 деталей с удерживающими пластинами для более чем 1000 клиентов по всему миру, соблюдая сроки поставки на 99,2 %, а также обладая сертификатами ISO 9001:2015 и ISO 13485, которые являются важным подтверждением нашего профессионализма.
Таким образом, доверив нам свой проект по формованию вставок, вы получите высококачественные и стабильные услуги по формованию вставок, не жертвуя при этом временем проекта, даже если возникнут неожиданные проблемы с проектом или качеством.
У нас есть хорошо развитая фабрика, которая полностью владеет механической обработкой с ЧПУ, литьем под давлением и интегрированной линией производства штамповки / литья под давлением.
На протяжении многих лет литья металлических вставок проблема смещения вставок была серьезной проблемой, и мы нашли решение в виде системы замкнутого цикла, которая включает в себя анализ DFM, проектирование пресс-форм, управление процессом и мониторинг массового производства .
Мы помогли более чем 500 клиентам премиум-класса решить проблему смещения пластины, среди прочего предоставив решения, используемые в высокотехнологичной отрасли, например, автомобильные датчики, медицинские имплантаты, электронные разъемы и т. д. Наш опыт в этих областях охватывает гораздо больше, чем в среднем по отрасли.
Мы придерживаемся Стандарты медицинского производства ISO 13485 , а все параметры обработки и контроля качества соответствуют международно признанным стандартам, что гарантирует точность и надежность каждой вставной формовочной детали.
Члены нашей инженерной команды в среднем имеют более 10 лет непосредственного опыта в области формования вставок и могут ответить на ваши технические вопросы в течение 15 минут. Мы предоставляем бесплатный анализ DFM (Проектирование для технологичности), используя реальные данные и успешные примеры для защиты ваших проектов.
Мы не просто поставщики услуг по обработке, мы выступаем вашими техническими партнерами, помогая вам минимизировать риски смещения на этапе проектирования и добиться отсутствия дефектов в массовом производстве.
Согласно отчету SME, средний показатель дефектов смещения пластин в отрасли составляет 3,2%, но мы помогли многим клиентам автомобильных запчастей снизить этот показатель с 5% до менее 0,2%, при этом каждый клиент экономит более 100 000 долларов США в год.
Выбрав нас, вы получите в свое распоряжение универсальное решение для формования металлических вставок от стадии прототипа до стадии массового производства, тем самым устраняя проблемы смещения при прецизионном формовании вставок.
Свяжитесь с нашими инженерами прямо сейчас, чтобы получить бесплатный информационный документ по формованию металлических вставок, быстро освоить процесс нулевого смещения сердечника и заранее снизить риски проекта.
Что является причиной смещения вставки в металлической вставке?
Смещение вставок является не результатом ошибок изготовления пресс-формы, а скорее мгновенными ударными и сдвиговыми силами, которые создает поток расплава во время литья под давлением, которые нарушают баланс сил вставки и вызывают небольшие смещения порядка микронов.
Передний удар Мела нарушает первоначальное позиционирование пластины
Мы используем высокоскоростное видео со скоростью 10 000 кадров в секунду, чтобы наблюдать за расплавлением передней части вставки, и на основании этого мы оцениваем пиковую силу удара в 50-200 МПа. Каждому увеличению силы удара на 10 МПа соответствует приращение смещения 0,003-0,005 мм, что является основной причиной производственного брака у многих заказчиков.
Неравномерное распределение поперечной силы и разница во времени заполнения вызывают отклонение.
Проследим разницу во времени прихода фронта потока расплава с обеих сторон вставки, любая разница более 0,1 секунды вызовет значительное смещение.
Мы установили предельные условия: симметричное заполнение подходит для пластин с соотношением сторон > 8, а низкоскоростное заполнение под высоким давлением подходит для тонкостенных деталей с толщиной стенки < 1,5 мм . Стандарт ISO 9001:2015 Контроль параметров наполнения должен производиться точно.
Как устранить опасность смещения со стороны конструкции при литье под давлением с индивидуальной вставкой?
На этапе проектирования начинается 80% проблем с перемещением.
Выполняя первоначальную оценку риска смещения с помощью моделирования потока проектирования (DFM) вместе с анализом текучести пресс-формы, можно изменить структуру вставки на чертежах до такой степени, чтобы минимизировать риск смещения с наименьшими затратами.
Три основных индикатора для оценки риска перемещения DFM
- Вставьте соотношение L/D: в идеале оно должно быть менее 10:1. Если это соотношение будет превышено, то добавление установочных отверстий и опорных конструкций будет неизбежным.
- Равномерность толщины пластиковой стенки: отклонение толщины стенки должно составлять менее 0,2 мм , чтобы предотвратить неравномерную усадку, которая может привести к отклонению вставки.
- Относительная взаимосвязь между расположением литника и вставки: Ворота не должны быть совмещены непосредственно со вставкой, минимальное расстояние >3 мм.
Анализ текучести пресс-формы прогнозирует тенденции смещения и помогает оптимизировать конструкцию
Мы проводим анализ заполнения в Moldflow или Moldex3D и можем предсказать тенденцию смещения с точностью 90%. После этого мы предлагаем вставить установочные отверстия, улучшить фаски и изменить толщина вставки избавиться от рисков смещения уже на этапе рисования и в то же время, сократить затраты на модификацию пресс-формы на 60-80%.
Таблица сравнения затрат на оптимизацию конструкции литья под давлением с индивидуальной вставкой
| Этап проектирования | Стоимость снижения риска перемещения | Вероятность модификации формы | Процент сокращения проектного цикла | Точность позиционирования вставки |
| Нет анализа DFM | 10 000–20 000 долларов США | 85% | 0% | ±0,05 мм |
| Базовый анализ DFM | 3000–5000 долларов США | 40% | 20% | ±0,03 мм |
| Глубокий DFM + анализ текучести пресс-формы | 1000-2000 долларов | 5% | 40% | ±0,01 мм |
| Предпроизводственная оптимизация и проверка | 500–1000 долларов США | 1% | 60% | ±0,008 мм |
Получите бесплатный отчет DFM по литью под давлением по индивидуальному заказу. Мы объединим ваши проектные чертежи, чтобы заранее определить риски смещения на этапе проектирования, что снизит затраты на пробы и ошибки в проекте.
Как добиться нулевого смещения с помощью фиксатора формы при литье под давлением с металлическими вставками?
Основным элементом достижения нулевого смещения является разработка системы позиционирования пресс-формы. Вставка жестко фиксируется перед закрытием формы, а во время заполнения она постоянно меняет свое положение, противодействуя силам зажима и воздействию расплава.
Предотвращение механических ошибок + композитная конструкция с плавающим позиционированием:
Во-первых, перед закрытием формы вставка фиксируется жестким установочным штифтом. Допуск на диаметр фиксирующего штифта строго контролируется в диапазоне от -0,005 мм до 0 мм.
Механизм позиционирования, который приводится в действие пружиной или цилиндром, втягивается на последних 2-3 мм хода закрытия формы, что позволяет пластику полностью окружить вставку без какого-либо напряжения из-за помех.
Конструктивные решения и гарантия долговечности установочных штифтов с нулевым зазором:
В качестве фиксирующих штифтов мы выбираем SKD61 или порошковую быстрорежущую сталь, обрабатываем их закалкой и отпуском до HRC58-62 и наносим покрытие TiAlN или CrN, чтобы снизить коэффициент трения до уровня менее 0,3.
Это гарантирует, что точность позиционирования останется стабильной в пределах 0,01 мм после 1 миллиона циклов закрытия формы.
Таблица эксплуатационных параметров установочных штифтов для литья под давлением с металлическими вставками
| Определение материала штифта | Твердость термообработки | Покрытие поверхности | Коэффициент трения | Максимальный срок службы | Точность долгосрочного позиционирования |
| СКД61 | СПЧ58-60 | ТиАлН | 0,28 | 1 миллион форм | ±0,01 мм |
| Порошковая быстрорежущая сталь | СПЧ60-62 | КрН | 0,25 | 1,5 миллиона форм | ±0,008 мм |
| Нержавеющая сталь | HRC52-55 | ТиН | 0,35 | 500 000 форм | ±0,02 мм |
| Углеродистая сталь | СПЧ45-50 | без покрытия | 0,5 | 200 000 форм | ±0,05 мм |
Отправьте чертежи вашего продукта, и мы изготовим его по индивидуальному заказу. литье под давлением с металлическими вставками Решение для конструкции фиксации пресс-формы, точно соответствующее вашим требованиям к нулевому смещению.

Рисунок 1. Крупный план сложного компонента автомобильного датчика черного цвета со встроенными оранжевыми металлическими вставками, демонстрирующий точную формовку.
Как решить проблему накопления допусков между точностью штамповки и точностью литья под давлением при штамповке металла со вставками?
Разрыв цепочки допусков путем использования внутренних направляющих штифтов формы для точного позиционирования штампованной полосы во второй раз является эффективным способом гарантировать, что допуски штампованной детали не окажут никакого влияния на конечный продукт.
Автоматизированный процесс рулонной печати исключает ошибки размещения вручную.
Мы подаем непрерывную штампованную полосу непосредственно в термопластавтомат без какого-либо ручного вмешательства . Таким образом, полностью исключаются ошибки размещения в 0,02 мм.
Вторичное точное позиционирование с использованием внутренних направляющих штифтов пресс-формы ограничивает зазор до 0,005-0,01 мм, тем самым поддерживая высокий уровень точности массового производства. вставка формованных деталей штамповка металла .
Визуальный контроль гарантирует качество пластины:
Онлайн-проверка качества вставки осуществляется с помощью 5-мегапиксельной промышленной камеры, способной проверять с точностью до 0,005 мм. Проверка включает в себя поиск заусенцев, плоскостности и точности позиционирующего отверстия.
При этом мы на 100% уверены , что к формованию в полости допускаются только те вставки, у которых CpK > 1,33 и время отбраковки <0. 5 секунд.
Как решить проблему смещения, вызванную длинной консолью и гравитационным провисанием при литье под давлением крупных деталей?
Самой большой проблемой для тонких вставок является провисание под действием силы тяжести. Сочетание многоточечной динамической поддержки с последовательной системой наполнения и контролем температурных зон формы создает эффективное решение против силы тяжести и несимметричной усадки.
Многоточечная динамическая поддержка для компенсации провисания, вызванного силой тяжести.
Мы установили в форму выдвижные вспомогательные опорные блоки , которые создают точки опоры, расположенные на расстоянии <50 мм. Блоки обеспечивают одновременное удаление после закрытия формы вместе с заполнением, что решает проблему смещения, возникающую при использовании длинных консольных вставок во время литье под давлением крупных деталей .
Последовательное заполнение и контроль температурных зон формы для предотвращения неравномерной усадки.
В нашей системе используется технология последовательного затвора клапана для управления последовательностью наполнения расплавом, что обеспечивает разницу во времени наполнения <0,05 секунды между двумя сторонами вставки.
Контроль температурных зон пресс-формы поддерживает разницу температур между двумя концами на уровне ±5°C, что приводит к разнице в скорости усадки <0,1% , что уменьшает отклонение смещения.
Как литье под давлением со вставками по индивидуальному заказу может удовлетворить сложные потребности в экстремальных условиях?
Для экстремальных условий работы, таких как высокая температура и сильная коррозия , мы предлагаем решения для комбинации PEEK/PPS и специальных сплавов, чтобы решить конфликты при компоновке нескольких пластин и снизить общую стоимость владения за счет функциональной интеграции.
Решения по сочетанию материалов для работы в условиях высоких температур и высокой коррозии
Мы предоставляем два типа литьевых вставок по индивидуальному заказу. решения по сочетанию материалов которые включают PEEK и титановый сплав с инконелем (рабочая температура 260°C), а также PPS и нержавеющую сталь 316L (рабочая температура 220°C), оба из которых достигают межфазной прочности на сдвиг более 35 МПа.
Решение пространственной компоновки для параллельной вставки
Наша одна форма может одновременно вставлять 8-16 вставок, для установки которых система использует роботизированную руку и систему визуального позиционирования с точностью ±0,02 мм.
Система достигает разрешения пространственных конфликтов с помощью двух методов послойного позиционирования и шахматного расположения, что требует минимального расстояния между вставками 1,5 мм.
Как функциональная интеграция снижает совокупную стоимость владения?
Наш процесс объединяет несколько функциональных элементов в одну систему формования вставок, что приводит к сокращению необходимых задач по сборке на 50-70% .
После интеграции датчика время сборки сократилось с 45 до 8 секунд, что привело к снижению затрат на 35 % и повышению эффективности производства.
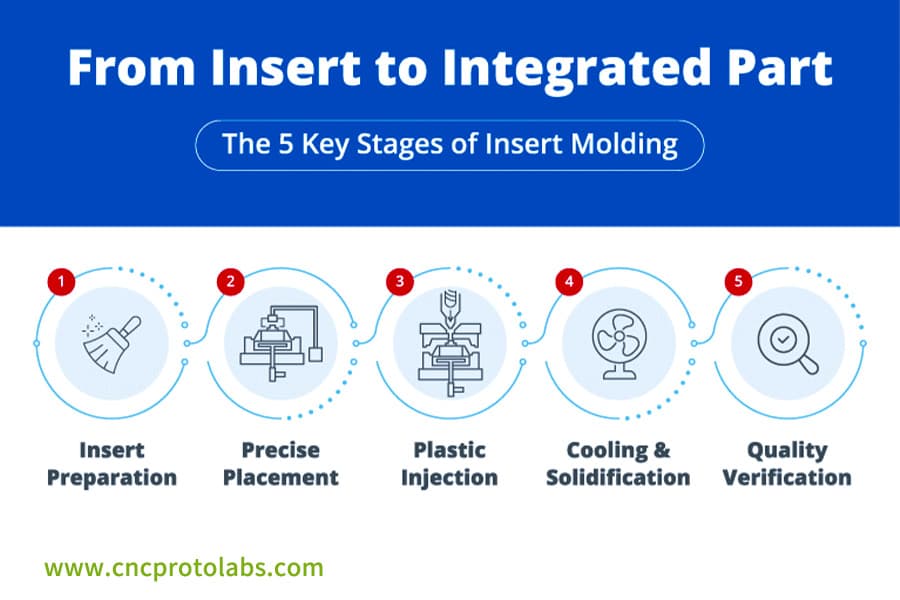
Рисунок 2: Инфографика, иллюстрирующая пять ключевых этапов формования вставки: от подготовки вставки и точного размещения до впрыска, охлаждения и проверки качества.
Какие технические возможности являются истинной гарантией нулевого смещения при выборе услуги по формованию вставок?
Ключом к стабильности производства в массовом производстве является использование управления на основе данных. Поставщик, который может обещать поставки с нулевым смещением, должен иметь систему мониторинга в реальном времени и систему управления с замкнутым контуром кривых давления в пресс-форме, что позволит им отслеживать состояние производства.
Мониторинг кривой давления в пресс-форме обеспечивает отслеживание процесса
Мы используем пьезоэлектрические датчики давления, установленные внутри полости формы, для измерения кривой давления каждой формы с частотой дискретизации 10 кГц.
Мы записываем восемь значений характеристик, чтобы создать «отпечаток процесса», который дает нам 100% отслеживаемость данных и обеспечивает контролируемую точность массового производства. услуги по формованию вставок .
Раннее предупреждение о дефектах смещения
Мы создаем корреляционную модель между кривой давления и положением вставки (R²>0,95).
Система автоматически подаст сигнал тревоги в течение <0,2 секунды , если кривая давления изменится на ±3σ, система сможет вмешаться к моменту срабатывания сигнала тревоги, чтобы избежать дефектного производства. Уровень дефектности смещения контролируется на уровне <50ppm.
Пример использования JS Precision: прессование вставок автомобильных датчиков: уровень дефектов смещения варьируется от 5% до 0,2%
Возникшие проблемы:
Иностранному покупателю автомобильных запчастей необходимо было начать массовое производство автомобильный датчик с металлической вставкой , требующий установки четырех медных клемм в подложку из ПБТ с расстоянием между клеммами 2,5 мм и максимально допустимым смещением ±0,05 мм.
Заказчик применил корректировку параметров литья под давлением во время своей первой попытки массового производства, однако этот процесс не решил проблему, что привело к 5% -ному проценту дефектов смещения.
В работе системы возникали перебои в работе, поскольку расстояние между терминалами превышало соответствующие пределы, в результате чего производственные затраты превышали 120 000 долларов США в год. Это общая проблема, с которой сталкиваются многие покупатели автомобильных запчастей.
Решение:
После того, как мы получили задание на проект, наша команда создала команду инженеров, которая посвятила свои усилия выяснению всех основных причин проблемы смещения.
Для решения проблемы мы выполнили три конкретных действия по оптимизации.
1. Оптимизация структуры пресс-формы: благодаря использованию составной структуры «плавающее позиционирование + последовательная эвакуация», зазор между позиционирующими штифтами точно контролируется на уровне 0,005 мм, что исключает смещение встроенной формы с аппаратной точки зрения.
2. Модернизация управления процессом: была внедрена система мониторинга давления в пресс-форме и создана модель корреляции между кривой давления и смещением терминала (R²=0,97), что позволяет в режиме реального времени заранее предупреждать и устранять проблемы смещения.
3. Контроль качества входящего материала: к штампованным клеммам был добавлен этап высокоточного визуального контроля, который полностью исключил дефектные входящие материалы, плоскостность которых превышала 0,03 мм. Этот процесс предотвращает накопление толерантности из источника.
Окончательные результаты:
Проект достиг стабильного массового производства после трех недель работ по отладке и оптимизации. Доля дефектов смещения снизилась с 5% до 0,2%, что привело к увеличению выхода продукции на 99,8% и увеличению значения CpK с 0,85 до 1,45, что соответствует всем требованиям стандартов автомобильного производства высокого класса.
Заказчик добился сокращения времени простоя сборочной линии на 90 %, что привело к ежегодной экономии затрат примерно на 120 000 долларов США . Комплексное решение для формования металлических вставок доказало свою эффективность после непрерывного производства 500 000 форм, при которых точность позиционирования сохранялась на уровне ±0,01 мм.
Получите подробную информацию об этом примере применения формования вставок для автомобильной электроники прямо сейчас и ознакомьтесь с опытом внедрения аналогичных решений по формованию металлических вставок для быстрого решения проблем со смещением вставок.

Рис. 3. Ассортимент различных компонентов из черного пластика со встроенными металлическими вставками, расположенных на светлой поверхности и демонстрирующих разнообразные возможности применения.
Часто задаваемые вопросы
В1: Каков минимальный размер вставки, которую можно встроить в металлическую вставку?
При литье металлических вставок мы можем встраивать микровставки диаметром до 0,3 мм с точностью позиционирования 0,01 мм, что является стабильным и достаточным для производства широкого спектра прецизионных микрокомпонентов.
В2: Каковы варианты материалов для вставок?
Мы предлагаем обработку различных металлических вставок, включая медь, алюминий и нержавеющую сталь, а также встраивание неметаллических деталей, таких как керамика и печатные платы, тем самым предоставляя производственным группам в различных сценариях широкий выбор.
В3: Как обеспечить прочность соединения между вставкой и пластиком?
Модификации поверхности, такие как накатка, насечка или химическая обработка, физически укрепляют поверхность соединения вставок с пластиком до 20-50 МПа, что значительно превышает прочность обычного физического соединения.
В4: каков срок службы формы?
Формы подвергаются термообработке HRC58-62 и покрываются защитным покрытием. В стандартных условиях производства пресс-форма с металлической вставкой рассчитана на 1-2 миллиона циклов формования.
В5: Какова продолжительность производственного цикла образца?
Время выполнения образца для стандартной металлической вставки составляет 10-15 рабочих дней, а время выполнения сложной конструкции составляет около 3-4 недель, что может эффективно удовлетворить требования к проверке образца.
В6: Как решить проблему провисания больших вставок под действием силы тяжести?
Для решения проблемы провисания больших пластин, вызванной силой тяжести, будет использоваться многоточечная динамическая опорная конструкция с расстоянием между точками опоры <50 мм . Опоры ставятся после закрытия формы, а затем постепенно убираются во время заполнения, таким образом мы решаем проблему провисания крупных вставок под действием силы тяжести.
В7: Какова точность размеров формованных вставок?
Наши формованные вставки соответствуют точности литья под давлением 0,05 мм, а точность позиционирования вставки тщательно ограничена до 0,01 мм, обеспечивая при этом требования высокоточного изготовления.
Вопрос 8: Как вы гарантируете точность позиционирования многих вставок, установленных параллельно?
Для автоматического внедрения композита используется роботизированная рука с визуальным позиционированием . В каждую форму можно заливать 8-16 штук. Общая точность позиционирования составляет 0,02 мм, что соответствует точности позиционирования нескольких вставок, встроенных параллельно.
Краткое содержание
Литье металлических вставок с нулевым смещением — это не просто оптимизация одного этапа процесса, а скорее систематическое достижение всей цепочки проектирования, изготовления пресс-форм, технологического проектирования и контроля массового производства.
Больше не нужно беспокоиться о проценте дефектов, высоких затратах и низкой эффективности, вызванных смещением пластины. Будь то точность позиционирования 0,01 мм или точность предупреждения о смещении 95 %, мы используем комплексный контроль для защиты каждой точной детали.
Как опытный поставщик услуг по формованию вставок, мы постоянно концентрируемся на ваших требованиях к продукции , и, таким образом, нулевое смещение больше не будет теоретической концепцией, а скорее стабильной реальностью массового производства.
Свяжитесь с нами сегодня получите индивидуальный отчет DFM по формованию вставок и позвольте вашим прецизионным вставкам стать лидером в массовом производстве.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

