

Moldagem por inserção de metal , especialmente a moldagem por injeção de precisão, é um dos principais processos de fabricação utilizados para a produção de produtos de alta qualidade que exigem precisão e qualidade, como eletrônicos, automóveis e dispositivos médicos.
Na moldagem por injeção de precisão, a principal preocupação quando a inserção metálica é integrada à matriz plástica não é como colocá-la, mas como garantir que ela não se mova.
Para produtos miniaturizados e altamente confiáveis, um pequeno movimento de 0,05 mm é um desastre, o que pode causar mau funcionamento do produto ou falha de montagem em 0,1 mm.
Para o complexo processo de estampagem de componentes moldados por inserção, você decide aceitar taxas de rejeição flutuantes após a produção em massa ou controla cada etapa do processo e obtém deslocamento zero da fonte?
Resumo da resposta principal
| Principais Desafios | Pontos-chave das soluções de deslocamento zero |
| Causas Raiz do Deslocamento da Inserção | O desequilíbrio repentino de tensão durante o estágio de enchimento do fundido é a principal causa do deslocamento, e não apenas da precisão do molde. |
| Prevenção em nível de design | Ao empregar a avaliação de risco de deslocamento do DFM e a análise do fluxo do molde, 80% dos problemas de deslocamento podem ser evitados na fase de projeto. |
| Estrutura de travamento de molde | A estrutura combinada de "prevenção de erros mecânicos + posicionamento flutuante" é usada para obter posicionamento preciso e retração ativa antes e depois do fechamento do molde. |
| Controle de tolerância cumulativa | A usinagem rolo a rolo automatizada e a inspeção visual eliminam erros cumulativos entre a estampagem e a moldagem por injeção. |
| Mecanismo de garantia de produção em massa | O monitoramento em tempo real e o controle em circuito fechado das curvas de pressão no molde fornecem aviso e intervenção precoces para defeitos de deslocamento. |
Principais conclusões
- Deslocamento evitável: É possível evitar 80% dos problemas de deslocamento realizando análise do fluxo do molde e revisão do DFM durante a fase de projeto.
- Precisão baseada em dados: O ajuste preciso do posicionamento da pastilha pode ser alcançado utilizando um sofisticado projeto de molde e controle de processo, resultando em uma precisão de 0,01 mm.
- Integração Econômica: Escolhendo fornecedores com o moldagem por injeção de inserção personalizada capacidade pode reduzir significativamente o custo total de propriedade através da integração funcional.
Por que confiar neste guia? Experiência da JS Precision em moldagem por inserção de metal
Com mais de 15 anos de dedicação à fabricação de precisão, nos concentramos principalmente na moldagem por inserção de metal e outros processos de moldagem por inserção.
Ao longo destes anos, fabricámos mais de 300.000 peças de inserção para mais de 1.000 clientes em todo o mundo, com um registo de entrega dentro do prazo de 99,2%, ao mesmo tempo que possuímos as certificações ISO 9001:2015 e ISO 13485, que são importantes verificações do nosso profissionalismo.
Assim, ao confiar seu projeto de moldagem por inserção a nós, você obterá serviços de moldagem por inserção estáveis e de alta qualidade sem sacrificar o tempo do projeto, mesmo que haja alguns problemas inesperados com o projeto ou com a qualidade.
Temos uma fábrica bem desenvolvida que possui usinagem CNC, moldagem por injeção e produção de linha de estampagem/moldagem por injeção integrada.
Ao longo dos anos de moldagem por pastilhas metálicas, o problema de deslocamento das pastilhas tem sido uma grande preocupação e criamos uma solução na forma de um sistema de circuito fechado que inclui análise DFM, projeto de molde, controle de processo e monitoramento de produção em massa .
Já ajudamos mais de 500 clientes premium a resolver seus problemas de deslocamento de insertos, entre outras coisas, fornecendo os tipos de soluções usadas na indústria de ponta, como sensores automotivos, implantes médicos , conectores eletrônicos, etc.
Nós aderimos Padrões de fabricação médica ISO 13485 , e todos os parâmetros de processamento e controle de qualidade estão de acordo com os padrões aceitos internacionalmente para garantir a precisão e confiabilidade de cada peça de moldagem por inserção.
Os membros da nossa equipe de engenharia, em média, têm mais de 10 anos de experiência direta em moldagem por inserção e podem responder às suas perguntas técnicas em 15 minutos. Fornecemos análise DFM (Design for Manufacturability) gratuita, usando dados reais e exemplos de casos de sucesso para proteger seus projetos.
Não somos apenas prestadores de serviços de processamento, atuamos como seus parceiros técnicos, auxiliando você a minimizar os riscos de deslocamento na fase de projeto e a atingir zero defeitos na produção em massa.
De acordo com o relatório da SME, a taxa média de defeito de deslocamento da pastilha da indústria é de 3,2%, mas ajudamos muitos clientes de peças automotivas a reduzir esse número de 5% para menos de 0,2%, cada cliente economizando mais de US$ 100.000 anualmente.
Ao nos selecionar, você terá uma solução completa de moldagem por inserção de metal à sua disposição, desde a fase de protótipo até a fase de produção em massa, eliminando assim problemas de deslocamento na moldagem por inserção de precisão.
Entre em contato com nossos engenheiros agora para receber um white paper gratuito sobre moldagem por inserção de metal, dominar rapidamente o processo de deslocamento zero do núcleo e mitigar proativamente os riscos do projeto.
Qual é o culpado por trás do deslocamento da inserção na moldagem de inserção de metal?
O deslocamento das pastilhas não é resultado de erros de fabricação do molde, mas sim do impacto instantâneo e das forças de cisalhamento que o fluxo de fusão gera durante a moldagem por injeção, que perturbam o equilíbrio de forças da pastilha e causam pequenos deslocamentos da ordem de mícrons.
O impacto frontal do mel atrapalha o posicionamento inicial do inserto
Usamos um vídeo de alta velocidade de 10.000fps para observar a frente de fusão apontando para a pastilha e, a partir dele, estimamos o pico da força de impacto em 50-200MPa. Cada aumento de 10 MPa na força de impacto corresponde a um incremento de deslocamento de 0,003-0,005 mm, que é a principal causa de defeitos de produção para muitos clientes.
A distribuição desigual da força de cisalhamento e a diferença no tempo de enchimento causam deflexão
Rastreamos a diferença de tempo de chegada da frente do fluxo de fusão em ambos os lados da pastilha, qualquer diferença de mais de 0,1 segundos causará um deslocamento significativo.
Definimos as condições limites: enchimento simétrico é apropriado para pastilhas com proporção de aspecto > 8, e enchimento de baixa velocidade e alta pressão é adequado para peças de paredes finas com espessura de parede < 1,5 mm . Norma ISO 9001:2015 o controle dos parâmetros de enchimento deve ser feito com precisão.
Como eliminar riscos de deslocamento desde o final do projeto em moldagem por injeção com insertos personalizados?
A fase de projeto é onde começam 80% dos problemas de deslocamento.
Ao realizar a avaliação inicial do risco de deslocamento do Design Flow Modeling (DFM) juntamente com a análise do fluxo do molde, a estrutura da inserção pode ser alterada nos desenhos a ponto de minimizar o risco de deslocamento com o menor custo.
Três indicadores principais para avaliação de risco de deslocamento do DFM
- Inserir relação L/D: Idealmente, deve ser inferior a 10:1. Se esta proporção for excedida, a adição de furos de localização e estruturas de suporte será inevitável.
- Uniformidade da espessura da parede plástica: A variação na espessura da parede deve ser mantida abaixo de 0,2 mm para evitar encolhimento irregular que causará deflexão da inserção.
- Relação relativa entre a localização do gate e o inserto: O gate não deve estar diretamente alinhado com o inserto, a distância mínima é >3 mm.
A análise do fluxo do molde prevê tendências de deslocamento e orienta a otimização do projeto
Realizamos análises de enchimento em Moldflow ou Moldex3D e podemos prever tendências de deslocamento com 90% de precisão. Posteriormente, sugerimos inserir furos de localização, melhorar chanfros e alterar espessura da inserção livrar-se dos riscos de deslocamento desde a fase de estiramento e, ao mesmo tempo, reduziu os custos de modificação do molde em 60-80%.
Tabela de comparação de custos para otimização de projeto de moldagem por injeção de inserto personalizado
| Estágio de projeto | Custo de mitigação do risco de deslocamento | Probabilidade de modificação do molde | Porcentagem de redução do ciclo do projeto | Inserir precisão de posicionamento |
| Sem análise DFM | US$ 10.000 a US$ 20.000 | 85% | 0% | ±0,05mm |
| Análise Básica de DFM | US$ 3.000 a US$ 5.000 | 40% | 20% | ±0,03mm |
| Análise Profunda de DFM + Fluxo de Molde | US$ 1.000 a US$ 2.000 | 5% | 40% | ±0,01mm |
| Otimização e verificação de pré-produção | US$ 500 a US$ 1.000 | 1% | 60% | ±0,008 mm |
Obtenha um relatório DFM de moldagem por injeção com inserto personalizado gratuito. Combinaremos seus desenhos de projeto para identificar riscos de deslocamento antecipadamente durante a fase de projeto, reduzindo os custos de tentativa e erro do projeto.
Como obter deslocamento zero com bloqueio de molde em moldagem por injeção com inserções metálicas?
O principal elemento para obter deslocamento zero é projetar um sistema de posicionamento do molde. A inserção é travada fixamente antes do fechamento do molde e, durante o enchimento, ela se reposiciona continuamente para contrabalançar as forças de fixação e o impacto do derretimento.
Prevenção de erros mecânicos + estrutura composta de posicionamento flutuante:
Primeiro, a pastilha é travada pelo pino de localização rígido antes do fechamento do molde. A tolerância do diâmetro do pino de localização é estritamente controlada de -0,005 mm a 0 mm.
O mecanismo de posicionamento, que é acionado por mola ou cilindro, é retraído nos últimos 2-3 mm do curso de fechamento do molde para permitir que o plástico envolva completamente a inserção sem qualquer tensão devido a interferência.
Conceitos de projeto e garantia de vida útil dos pinos de localização com folga zero:
Escolhemos SKD61 ou aço rápido em pó para os pinos de localização, tratamos-os por têmpera e revenido até HRC58-62 e aplicamos revestimento TiAlN ou CrN para reduzir o coeficiente de atrito para menos de 0,3.
Isto garantirá que as precisões de posicionamento permaneçam estáveis dentro de 0,01 mm após 1 milhão de ciclos de fechamento do molde.
Tabela de parâmetros de desempenho de pinos de localização para moldagem por injeção com inserções de metal
| Localizando o material do pino | Dureza do tratamento térmico | Revestimento de superfície | Coeficiente de Fricção | Vida útil máxima | Precisão de posicionamento de longo prazo |
| SKD61 | HRC58-60 | TiAlN | 0,28 | 1 milhão de moldes | ±0,01mm |
| Pó de aço rápido | HRC60-62 | CrN | 0,25 | 1,5 milhão de moldes | ±0,008 mm |
| Aço inoxidável | HRC52-55 | Estanho | 0,35 | 500.000 moldes | ±0,02 mm |
| Aço carbono | HRC45-50 | Não revestido | 0,5 | 200.000 moldes | ±0,05mm |
Envie os desenhos do seu produto e personalizaremos um moldagem por injeção com inserções de metal solução de estrutura de travamento de molde para você, atendendo precisamente aos seus requisitos de deslocamento zero.

Figura 1: Uma visão aproximada de um complexo componente de sensor automotivo preto com inserções de metal laranja integradas, mostrando uma sobremoldagem precisa.
Como resolver o problema de acúmulo de tolerância entre a precisão da estampagem e a precisão da moldagem por injeção na estampagem de componentes moldados por inserção?
Quebrar a cadeia de tolerância empregando pinos-guia internos do molde para posicionar a tira estampada com precisão pela segunda vez é uma forma eficaz de garantir que as tolerâncias da peça estampada não tenham qualquer influência no produto final.
O processo roll-to-roll automatizado elimina erros de posicionamento manual
Alimentamos a tira estampada contínua diretamente na máquina de moldagem por injeção , sem qualquer intervenção manual . Desta forma, erros de colocação de 0,02mm são completamente evitados.
O posicionamento de precisão secundário usando pinos-guia internos do molde limita a folga a 0,005-0,01 mm, mantendo assim o alto nível de precisão da produção em massa em inserir componentes moldados estampagem de metal .
A inspeção visual garante a qualidade da pastilha:
A verificação online da qualidade da pastilha é feita por meio de uma câmera industrial de 5 megapixels, capaz de inspecionar com precisão de 0,005 mm. A inspeção inclui a procura de rebarbas, planicidade e precisão do furo de posicionamento.
Com isso, temos 100% de certeza de que apenas as pastilhas que possuem CpK > 1,33 podem ser moldadas na cavidade e o tempo de rejeição é <0. 5 segundos.
Como resolver o problema de deslocamento causado por longo cantilever e queda de gravidade para moldagem por injeção de peças grandes?
O maior desafio para pastilhas delgadas é a flacidez induzida pela gravidade. A combinação de suporte dinâmico multiponto com sistema de enchimento sequencial e controle de zona de temperatura do molde cria uma solução eficaz contra a gravidade e contração assimétrica.
Suporte dinâmico multiponto para compensar a flacidez induzida pela gravidade
Instalamos blocos de suporte auxiliares retráteis no molde que criam pontos de apoio espaçados em distâncias <50 mm. Os blocos conseguem a remoção simultânea após o fechamento do molde juntamente com o enchimento, o que resolve o problema de deslocamento que ocorre com insertos cantilever longos durante moldagem por injeção de peças grandes .
Enchimento sequencial e controle da zona de temperatura do molde para evitar encolhimento irregular
Nosso sistema usa tecnologia de válvula sequencial para controlar a sequência de enchimento do fundido, o que produz uma diferença de tempo de enchimento de <0,05 segundos entre os dois lados do inserto.
O controle da zona de temperatura do molde mantém uma diferença de temperatura entre duas extremidades em ±5°C, o que leva a uma diferença na taxa de encolhimento de <0,1% , o que reduz a deflexão do deslocamento.
Como a moldagem por injeção com inserto personalizado pode atender a necessidades complexas sob condições extremas?
Para condições de trabalho extremas, como alta temperatura e alta corrosão , fornecemos PEEK/PPS e soluções de combinação de ligas especiais para resolver conflitos em layouts de múltiplas pastilhas e reduzir o custo total de propriedade por meio da integração funcional.
Soluções de combinação de materiais para ambientes de alta temperatura e alta corrosão
Fornecemos dois tipos de moldagem por injeção de inserto personalizado soluções de combinação de materiais que incluem PEEK e liga de titânio com Inconel (temperatura operacional 260°C) e PPS e aço inoxidável 316L (temperatura operacional 220°C), ambos atingindo resistência ao cisalhamento interfacial superior a 35MPa.
Solução de Layout Espacial para Inserção Paralela
Nosso molde único pode incorporar simultaneamente de 8 a 16 inserções, nas quais o sistema usa um braço robótico e um sistema de posicionamento de visão para incorporar com uma precisão de ± 0,02 mm.
O sistema consegue a resolução de conflitos espaciais através de seus dois métodos de posicionamento em camadas e arranjo escalonado, que requer uma distância mínima entre as inserções de 1,5 mm.
Como a integração funcional reduz o custo total de propriedade?
Nosso processo combina vários elementos funcionais em um sistema de moldagem por inserção, o que leva a uma redução de 50-70% nas tarefas de montagem necessárias.
Após a integração do sensor, o cliente experimentou uma redução no tempo de montagem de 45 segundos para 8 segundos, o que resultou em 35% de redução de custos e melhor eficiência de produção.
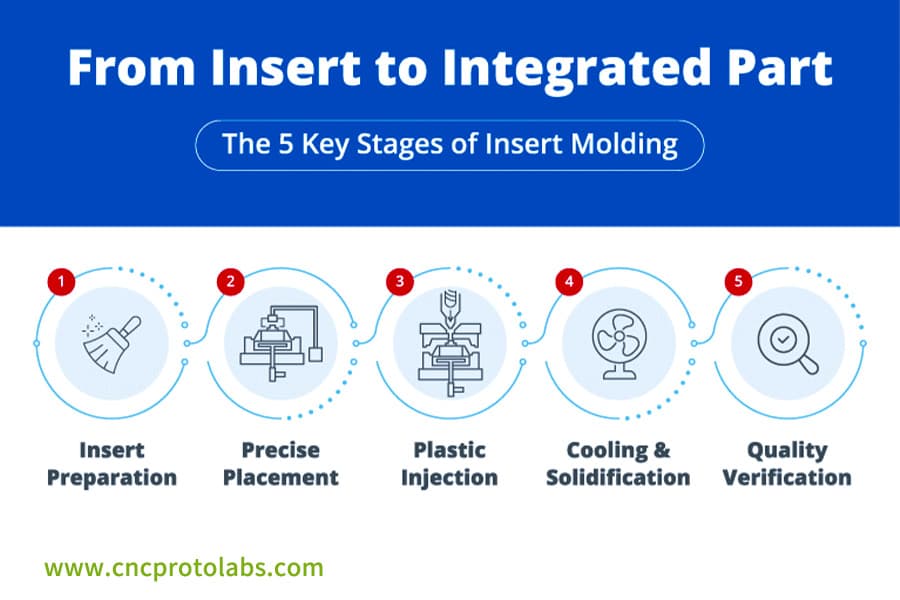
Figura 2: Um infográfico que ilustra os cinco principais estágios da moldagem de pastilhas, desde a preparação da pastilha e posicionamento preciso até injeção, resfriamento e verificação de qualidade.
Qual capacidade técnica é a verdadeira garantia de deslocamento zero ao escolher um serviço de moldagem por inserção?
A chave para a estabilidade da produção na produção em massa é usar o controle baseado em dados. Um fornecedor que possa prometer entregas com deslocamento zero deve ter um sistema de monitoramento em tempo real e um sistema de controle de circuito fechado para curvas de pressão no molde, o que lhes permitirá rastrear o status da produção.
O monitoramento da curva de pressão no molde permite a rastreabilidade do processo
Utilizamos sensores de pressão piezoelétricos instalados dentro da cavidade do molde para medir a curva de pressão de cada molde a uma taxa de amostragem de 10kHz.
Registramos oito valores de recursos para criar uma "impressão digital do processo" que nos dá 100% de rastreabilidade dos dados e leva à precisão controlável da produção em massa do serviço de moldagem por inserção .
Alerta antecipado de defeitos de deslocamento
Fazemos um modelo de correlação entre a curva de pressão e a posição do inserto (R²>0,95).
O sistema emitirá automaticamente um alarme dentro de <0,2 segundos se a curva de pressão mudar em ±3σ, o sistema poderá intervir no momento em que o alarme disparar para evitar produção defeituosa. A taxa de defeito de deslocamento é controlada em nível de <50ppm.
Estudo de caso da JS Precision: Moldagem de inserção de sensor automotivo: taxa de defeito de deslocamento variando de 5% a 0,2%
Desafios encontrados:
Um cliente estrangeiro de peças automotivas precisava iniciar a produção em massa de moldagem de inserção de metal para sensor automotivo , exigindo que quatro terminais de cobre sejam incorporados em um substrato PBT com espaçamento entre terminais de 2,5 mm e deslocamento máximo permitido de ± 0,05 mm.
O cliente utilizou ajustes de parâmetros de moldagem por injeção durante sua primeira tentativa de produção em massa, mas o processo não resolveu o problema, o que resultou em uma taxa de defeito de deslocamento de 5%.
O sistema sofreu interrupções operacionais porque o espaçamento do terminal excedeu os limites apropriados, o que resultou em custos de produção que excederam US$ 120.000 por ano. Este é um problema comum enfrentado por muitos clientes de peças automotivas.
Solução:
Após recebermos a atribuição do projeto, nossa equipe criou uma equipe de engenharia que dedicou seus esforços para descobrir todas as principais causas do problema de deslocamento.
Executamos três ações específicas de otimização para resolver o problema.
1. Otimização da estrutura do molde: Adotando uma estrutura composta de "posicionamento flutuante + evacuação sequencial", a lacuna entre os pinos de posicionamento é controlada com precisão em 0,005 mm, eliminando o deslocamento do molde incorporado do ponto de vista do hardware.
2. Atualização do controle de processo: Foi introduzido um sistema de monitoramento de pressão no molde e estabelecido um modelo de correlação entre a curva de pressão e o deslocamento terminal (R²=0,97), permitindo alerta precoce e intervenção em tempo real para problemas de deslocamento.
3. Controle de qualidade do material de entrada: Uma etapa de inspeção visual de alta precisão foi adicionada aos terminais estampados, o que eliminou completamente os materiais de entrada defeituosos que apresentavam planicidade superior a 0,03 mm. Este processo evita o acúmulo de tolerância da fonte.
Resultados Finais:
O projeto atingiu produção em massa estável após três semanas de trabalho de depuração e otimização. A taxa de defeitos de deslocamento diminuiu de 5% para 0,2%, o que resultou em um rendimento de 99,8% e um aumento no valor de CpK de 0,85 para 1,45, o que atendeu a todos os requisitos dos padrões de fabricação automotiva de ponta.
O cliente obteve uma redução de 90% no tempo de inatividade da linha de montagem, o que resultou em economias anuais de custos de cerca de US$ 120.000 . A solução completa de moldagem por inserção de metal se mostrou eficaz após a produção contínua de 500.000 moldes que mantiveram a precisão de posicionamento em ±0,01 mm.
Obtenha informações detalhadas sobre este estudo de caso de moldagem por inserção para eletrônicos automotivos agora e consulte a experiência de implementação de soluções semelhantes de moldagem por inserção de metal para resolver rapidamente seus problemas de deslocamento da pastilha.

Figura 3: Uma variedade de vários componentes de plástico preto com inserções de metal integradas, dispostos sobre uma superfície leve, demonstrando diversas aplicações.
Perguntas frequentes
Q1: Qual é o tamanho mínimo da pastilha que pode ser incorporado na moldagem por pastilha de metal?
Na moldagem por pastilhas de metal, somos capazes de incorporar microinserções de até 0,3 mm de diâmetro, com uma precisão de posicionamento de 0,01 mm, o que é estável e suficiente para a fabricação de uma ampla gama de componentes de micro precisão.
Q2: Quais são as opções de materiais para inserções?
Oferecemos processamento de diversas pastilhas metálicas, incluindo cobre, alumínio e aço inoxidável, juntamente com incorporação de peças não metálicas como cerâmica e PCBs, proporcionando assim às equipes de produção em diferentes cenários uma ampla gama de opções.
Q3:Como você garante a força de ligação entre a inserção e o plástico?
Modificações de superfície, como recartilhamento, canais ou tratamentos químicos, fortalecem fisicamente a interface de ligação das pastilhas ao plástico em até 20-50 MPa, o que é consideravelmente maior do que a resistência da ligação física convencional.
Q4: Qual é a vida útil do molde?
Os moldes são submetidos ao tratamento térmico HRC58-62 e revestidos para proteção. De acordo com as condições de produção padrão, um molde de moldagem por inserção de metal pode ser usado para 1-2 milhões de ciclos de moldagem.
Q5: Qual é a duração de um ciclo de produção de amostra?
O prazo de entrega da amostra para a moldagem de inserção de metal padrão é de 10 a 15 dias úteis, e o prazo de entrega da estrutura complexa é de cerca de 3 a 4 semanas, o que pode atender efetivamente aos requisitos de verificação da amostra.
Q6: Como lidar com o problema de flacidez de pastilhas grandes devido à gravidade?
Para problema de flacidez de pastilhas grandes causado pela gravidade, será utilizada uma estrutura de suporte dinâmica multiponto com espaçamento de pontos de suporte <50 mm . Os suportes são colocados após o fechamento do molde e retirados gradativamente durante o enchimento, é assim que lidamos com a questão da flacidez por gravidade dos insertos grandes.
Q7: Qual é a precisão dimensional das pastilhas moldadas?
Nossas pastilhas moldadas estão em conformidade com a precisão de moldagem por injeção de 0,05 mm, e a precisão de posicionamento da pastilha é cuidadosamente limitada a 0,01 mm, garantindo ao mesmo tempo os requisitos de fabricação de precisão de ponta.
Q8: Como você garante a precisão da posição de muitas pastilhas incorporadas em paralelo?
A incorporação automática do compósito utiliza um braço robótico com posicionamento de visão . Cada molde pode ser usado para incorporar de 8 a 16 peças. A precisão de posicionamento geral é de 0,02 mm, o que pode satisfazer a precisão de posicionamento de múltiplas pastilhas incorporadas em paralelo.
Resumo
A moldagem por inserção de metal com deslocamento zero nunca é uma questão de otimizar apenas uma única etapa do processo, mas sim uma realização sistemática de toda a cadeia de projeto, fabricação de moldes, engenharia de processo e controle de produção em massa.
Não há mais necessidade de se preocupar com taxas de defeitos, altos custos e baixa eficiência causados pelo deslocamento da pastilha. Quer seja a precisão de posicionamento de 0,01 mm ou uma taxa de precisão de aviso de deslocamento de 95%, utilizamos controle de ponta a ponta para proteger todos os detalhes de precisão.
Como um fornecedor experiente de serviços de moldagem por inserção, nos concentramos constantemente nos requisitos do seu produto e, portanto, o deslocamento zero não será mais um conceito teórico, mas sim uma realidade estável de produção em massa.
Entre em contato conosco hoje para obter um relatório DFM de moldagem por inserção personalizado e deixe seus produtos de inserção de precisão liderarem a produção em massa.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

