

صب إدراج المعادن تعد عملية القولبة بالحقن الدقيقة، خاصة، إحدى عمليات التصنيع الرئيسية المستخدمة لإنتاج منتجات عالية الجودة تتطلب الدقة والجودة مثل الإلكترونيات والسيارات والأجهزة الطبية.
في عملية القولبة بالحقن الدقيقة، لا يكون الاهتمام الرئيسي عند دمج المعدن في المصفوفة البلاستيكية هو كيفية وضعه، ولكن كيفية التأكد من عدم تحركه.
بالنسبة للمنتجات المصغرة والموثوقة للغاية، تعتبر الحركة الصغيرة بمقدار 0.05 مم بمثابة كارثة، مما قد يتسبب في حدوث خلل في المنتج أو فشل التجميع بمقدار 0.1 مم
بالنسبة للعملية المعقدة للختم المعدني للمكونات المقولبة، هل تقرر قبول معدلات الرفض المتقلبة بعد الإنتاج الضخم أم أنك تتحكم في كل خطوة من خطوات العملية وتحقق إزاحة صفرية من المصدر؟
ملخص الإجابة الأساسية
| التحديات الأساسية | النقاط الرئيسية لحلول النزوح الصفري |
| الأسباب الجذرية لإدراج النزوح | يعد عدم توازن الإجهاد المفاجئ أثناء مرحلة ملء الذوبان هو السبب الرئيسي للإزاحة، وليس فقط دقة القالب. |
| منع مستوى التصميم | من خلال استخدام تقييم مخاطر الإزاحة في سوق دبي المالي وتحليل تدفق العفن، يمكن منع 80% من مشكلات الإزاحة في مرحلة التصميم. |
| هيكل قفل القالب | يتم استخدام الهيكل المدمج لـ "منع الأخطاء الميكانيكية + تحديد المواقع العائمة" للحصول على تحديد موضع دقيق وتراجع نشط قبل وبعد إغلاق القالب. |
| التحكم في التسامح التراكمي | تعمل المعالجة الآلية والفحص البصري على إزالة الأخطاء التراكمية بين الختم وقولبة الحقن. |
| آلية ضمان الإنتاج الضخم | توفر المراقبة في الوقت الحقيقي والتحكم في الحلقة المغلقة لمنحنيات ضغط القالب إنذارًا مبكرًا وتدخلًا لعيوب الإزاحة. |
الوجبات السريعة الرئيسية
- الإزاحة التي يمكن الوقاية منها: من الممكن تجنب 80% من مشاكل الإزاحة عن طريق إجراء تحليل تدفق القالب ومراجعة سوق دبي المالي أثناء مرحلة التصميم.
- الدقة المستندة إلى البيانات: يمكن تحقيق إمكانية الضبط الدقيق لوضع الإدخال من خلال استخدام تصميم القالب المتطور والتحكم في العملية، مما يؤدي إلى دقة تبلغ 0.01 مم.
- التكامل الفعال من حيث التكلفة: اختيار الموردين مع صب حقن إدراج مخصص يمكن للقدرة أن تخفض التكلفة الإجمالية للملكية بشكل كبير من خلال التكامل الوظيفي.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في صب إدراج المعادن
مع أكثر من 15 عامًا من التفاني في التصنيع الدقيق، فإننا نركز بشكل أساسي على قولبة الإدخال المعدني وعمليات قولبة الإدخال الأخرى.
طوال هذه السنوات، قمنا بتصنيع أكثر من 300,000 قطعة غيار مدرجة لأكثر من 1,000 عميل في جميع أنحاء العالم مع سجل تسليم في الوقت المحدد بنسبة 99.2% بينما نحمل أيضًا شهادتي ISO 9001:2015 وISO 13485 والتي تعد بمثابة شهادات رئيسية على احترافنا.
لذلك، من خلال تكليفنا بمشروع صب الإدراج الخاص بك، سوف تحصل على خدمات صب إدراج عالية الجودة ومستقرة دون التضحية بوقت مشروعك حتى لو كانت هناك بعض المشكلات غير المتوقعة في المشروع أو الجودة فيه.
لدينا مصنع متطور يمتلك بالكامل التصنيع باستخدام الحاسب الآلي، وقولبة الحقن، وخط إنتاج قالب الختم/الحقن المتكامل.
من خلال سنوات تصنيع القوالب المعدنية، كانت مشكلة إزاحة الإدخال مصدر قلق كبير وتوصلنا إلى حل في شكل نظام حلقة مغلقة يتضمن تحليل DFM، وتصميم القالب، والتحكم في العمليات، ومراقبة الإنتاج الضخم .
لقد ساعدنا أكثر من 500 عميل متميز في حل مشكلة إزاحة الإدخال من خلال، من بين أمور أخرى، توفير أنواع الحلول المستخدمة في أمثلة الصناعة المتطورة مثل أجهزة استشعار السيارات، والمزروعات الطبية، والموصلات الإلكترونية، وما إلى ذلك. وتغطي خبرتنا أكثر بكثير من متوسط الصناعة في هذه المجالات.
نحن نلتزم معايير التصنيع الطبية ISO 13485 ، وتتوافق جميع معلمات المعالجة ومراقبة الجودة مع المعايير المقبولة دوليًا لضمان دقة وموثوقية كل جزء من أجزاء القالب.
يتمتع أعضاء فريقنا الهندسي، في المتوسط، بأكثر من 10 سنوات من الخبرة المباشرة في صب القوالب، ويمكنهم الإجابة على أسئلتك الفنية في غضون 15 دقيقة. نحن نقدم تحليلًا مجانيًا لـ DFM (التصميم من أجل التصنيع)، باستخدام بيانات حقيقية وأمثلة حالات ناجحة لحماية مشاريعك.
نحن لا نقوم فقط بمعالجة مقدمي الخدمات، بل نعمل كشركاء تقنيين لك، ونساعدك في تقليل مخاطر الإزاحة في مرحلة التصميم، وتحقيق صفر عيوب في الإنتاج الضخم.
وفقًا لتقرير الشركات الصغيرة والمتوسطة، يبلغ متوسط معدل عيوب إزاحة الإزاحة في الصناعة 3.2%، ولكننا ساعدنا العديد من عملاء قطع غيار السيارات في خفض هذا الرقم من 5% إلى أقل من 0.2%، مما يوفر لكل عميل أكثر من 100000 دولار سنويًا.
من خلال اختيارنا، سيكون لديك حل شامل لقولبة إدراج المعدن تحت تصرفك بدءًا من مرحلة النموذج الأولي وحتى مرحلة الإنتاج الضخم، وبالتالي القضاء على مشاكل الإزاحة في قولبة الإدخال الدقيقة.
اتصل بمهندسينا الآن للحصول على ورقة بيضاء مجانية لقولبة الإدخال المعدني، وإتقان عملية الإزاحة الصفرية الأساسية بسرعة، والتخفيف من مخاطر المشروع بشكل استباقي.
ما هو السبب وراء إزاحة الإدخال في قالب إدراج المعدن؟
لا يعد إزاحة الإدخالات نتيجة لأخطاء تصنيع القالب، بل هو التأثير اللحظي وقوى القص التي يولدها تدفق الذوبان أثناء قولبة الحقن، مما يعطل توازن قوة الإدخال ويسبب إزاحات صغيرة بترتيب ميكرون.
تأثير ميل الأمامي يعطل الوضع الأولي للإدخال
نحن نستخدم مقطع فيديو عالي السرعة بمعدل 10000 إطارًا في الثانية لمراقبة رؤية الذوبان الأمامية للمدخل، ومنه نقدر قوة التأثير القصوى عند 50-200 ميجا باسكال. كل زيادة بمقدار 10MPa في قوة التأثير تتوافق مع زيادة الإزاحة بمقدار 0.003-0.005 مم، وهو السبب الرئيسي لعيوب الإنتاج للعديد من العملاء.
التوزيع غير المتساوي لقوة القص وفارق التوقيت يسبب انحرافًا
نحن نتتبع الفرق الزمني لوصول تدفق الذوبان الأمامي على جانبي الإدخال، وأي اختلاف يزيد عن 0.1 ثانية سوف يسبب إزاحة كبيرة.
لقد وضعنا شروط الحد: التعبئة المتماثلة مناسبة للإدخالات ذات نسبة العرض إلى الارتفاع> 8، والحشوة ذات السرعة المنخفضة والضغط العالي مناسبة للأجزاء ذات الجدران الرقيقة بسماكة الجدار <1.5 مم . معيار الأيزو 9001:2015 يجب أن يتم التحكم في معلمات التعبئة بدقة.
كيفية التخلص من مخاطر الإزاحة من نهاية التصميم في قالب الحقن المخصص؟
مرحلة التصميم هي حيث تبدأ 80% من مشاكل الإزاحة.
من خلال إجراء تقييم أولي لمخاطر الإزاحة لنمذجة تدفق التصميم (DFM) جنبًا إلى جنب مع تحليل تدفق القالب، يمكن تغيير هيكل الإدخال على الرسومات إلى حد تقليل مخاطر الإزاحة بأقل تكلفة.
ثلاثة مؤشرات أساسية لتقييم مخاطر النزوح في سوق دبي المالي
- إدراج نسبة L/D: من الناحية المثالية، يجب أن تكون أقل من 10:1. إذا تم تجاوز هذه النسبة، فإن إضافة ثقوب تحديد المواقع وهياكل الدعم سيكون أمرًا لا مفر منه.
- توحيد سمك الجدار البلاستيكي: يجب أن يظل التباين في سمك الجدار أقل من 0.2 مم وذلك لمنع الانكماش غير المتساوي الذي قد يتسبب في انحراف الحشوة.
- العلاقة النسبية بين موقع البوابة والإدخال: لا ينبغي أن تتم محاذاة البوابة مباشرة مع الإدخال، الحد الأدنى للمسافة> 3 مم.
يتنبأ تحليل تدفق القالب باتجاهات الإزاحة ويرشد إلى تحسين التصميم
نقوم بإجراء تحليل التعبئة في Mouldflow أو Mouldex3D ويمكننا التنبؤ باتجاه الإزاحة بدقة تصل إلى 90%. بعد ذلك، نقترح إدخال فتحات تحديد المواقع وتحسين الشطب والتغيير سمك الإدخال للتخلص من مخاطر الإزاحة من مرحلة الرسم وفي نفس الوقت، خفض تكاليف تعديل القالب بنسبة 60-80%.
جدول مقارنة التكلفة لتحسين تصميم قوالب الحقن المخصصة
| مرحلة التصميم | تكلفة التخفيف من مخاطر النزوح | احتمال تعديل القالب | النسبة المئوية لتقصير دورة المشروع | إدراج دقة تحديد المواقع |
| لا يوجد تحليل لسوق دبي المالي | 10,000 دولار - 20,000 دولار | 85% | 0% | ± 0.05 ملم |
| التحليل الأساسي لسوق دبي المالي | 3000 دولار - 5000 دولار | 40% | 20% | ± 0.03 مم |
| سوق دبي المالي العميق + تحليل تدفق القالب | 1000 دولار - 2000 دولار | 5% | 40% | ± 0.01 ملم |
| تحسين ما قبل الإنتاج والتحقق | 500 دولار - 1000 دولار | 1% | 60% | ± 0.008 مم |
احصل على تقرير سوق دبي المالي المخصص لقوالب الحقن والإدراج مجانًا. سنقوم بدمج رسومات التصميم الخاصة بك لتحديد مخاطر الإزاحة مسبقًا أثناء مرحلة التصميم، مما يقلل من تكاليف تجربة المشروع والخطأ.
كيفية تحقيق الإزاحة الصفرية مع قفل القالب في قولبة الحقن بإدخالات معدنية؟
العنصر الرئيسي للحصول على إزاحة صفرية هو تصميم نظام تحديد موضع القالب. يتم قفل الإدخال بشكل ثابت قبل إغلاق القالب، وأثناء التعبئة، فإنه يغير موضعه باستمرار لمواجهة قوى التثبيت وتأثير الذوبان.
منع الأخطاء الميكانيكية + الهيكل المركب لتحديد المواقع العائمة:
أولاً، يتم قفل الإدخال بواسطة دبوس تحديد الموقع الصلب قبل إغلاق القالب. يتم التحكم بشكل صارم في تسامح القطر لدبوس التحديد من -0.005 مم إلى 0 مم.
يتم سحب آلية تحديد الموضع، التي يتم تشغيلها بنابض أو أسطوانة، في آخر 2-3 مم من شوط إغلاق القالب للسماح للبلاستيك بإحاطة الإدخال بالكامل دون أي ضغط بسبب التداخل.
مفاهيم التصميم وضمان عمر دبابيس تحديد موقع الخلوص الصفري:
نختار SKD61 أو مسحوق الفولاذ عالي السرعة لدبابيس تحديد الموقع، ونعالجها بالتبريد والتلطيف إلى HRC58-62، ونطبق طلاء TiAlN أو CrN لتقليل معامل الاحتكاك إلى أقل من 0.3.
سيضمن هذا أن تظل دقة تحديد المواقع ثابتة في نطاق 0.01 مم بعد مليون دورة إغلاق للقالب.
جدول معلمات الأداء لتحديد موقع المسامير لقولبة الحقن بإدخالات معدنية
| تحديد موقع مادة الدبوس | صلابة المعالجة الحرارية | طلاء السطح | معامل الاحتكاك | الحد الأقصى لعمر الخدمة | دقة تحديد المواقع على المدى الطويل |
| SKD61 | HRC58-60 | تيالن | 0.28 | 1 مليون قالب | ± 0.01 ملم |
| مسحوق الفولاذ عالي السرعة | HRC60-62 | CrN | 0.25 | 1.5 مليون قالب | ± 0.008 مم |
| الفولاذ المقاوم للصدأ | HRC52-55 | تين | 0.35 | 500.000 قالب | ± 0.02 مم |
| الكربون الصلب | HRC45-50 | غير مصقول | 0.5 | 200.000 قالب | ± 0.05 ملم |
أرسل رسومات المنتج الخاص بك، وسوف نقوم بتخصيص صب الحقن مع إدراجات معدنية حل هيكل قفل القالب مناسب لك، ويتوافق بدقة مع متطلبات الإزاحة الصفرية.

الشكل 1: منظر عن قرب لمكون مستشعر سيارة أسود معقد مع إدخالات معدنية برتقالية مدمجة، مما يعرض عملية التشكيل الزائد الدقيق.
كيفية حل مشكلة تراكم التسامح بين دقة الختم ودقة صب الحقن في إدراج المكونات المقولبة ختم المعدن؟
يعد كسر سلسلة التسامح عن طريق استخدام دبابيس توجيه القالب الداخلي لوضع الشريط المختوم بدقة للمرة الثانية طريقة فعالة لضمان أن تفاوتات الجزء المختوم ليس لها أي تأثير على المنتج النهائي.
تعمل عملية اللف التلقائي على التخلص من أخطاء الموضع اليدوي
نقوم بتغذية الشريط المختوم المستمر مباشرة في آلة التشكيل بالحقن دون أي تدخل يدوي . بهذه الطريقة، يتم تجنب أخطاء الموضع بمقدار 0.02 مم تمامًا.
تحديد المواقع بدقة ثانوية باستخدام مسامير توجيه القالب الداخلية يحد من الفجوة إلى 0.005-0.01 مم، وبالتالي الحفاظ على المستوى العالي من دقة الإنتاج الضخم إدراج مكونات مصبوب ختم معدني .
يضمن الفحص البصري جودة الإدخال:
يتم فحص جودة الإدخال عبر الإنترنت من خلال كاميرا صناعية بدقة 5 ميجابكسل قادرة على الفحص بدقة 0.005 مم. يتضمن الفحص البحث عن النتوءات والتسطيح ودقة فتحة تحديد المواقع.
وبهذا، نحن متأكدون بنسبة 100% من أن فقط تلك الإدخالات التي تحتوي على CpK > 1. 33 هي المسموح لها بتشكيلها في التجويف ووقت الرفض هو <0. 5 ثواني.
كيفية حل مشكلة الإزاحة الناجمة عن الكابولي الطويل وترهل الجاذبية لقولبة حقن الأجزاء الكبيرة؟
التحدي الأكبر الذي يواجه الحشوات النحيلة هو الترهل الناتج عن الجاذبية. إن الجمع بين الدعم الديناميكي متعدد النقاط ونظام التعبئة المتسلسل والتحكم في منطقة درجة حرارة القالب يخلق حلاً فعالاً ضد الجاذبية والانكماش غير المتماثل.
دعم ديناميكي متعدد النقاط للتعويض عن الترهل الناجم عن الجاذبية
لقد قمنا بتركيب كتل دعم مساعدة قابلة للسحب في القالب والتي تعمل على إنشاء نقاط دعم متباعدة على مسافات أقل من 50 مم. تحقق الكتل إزالة متزامنة بعد إغلاق القالب مع الحشو مما يحل مشكلة الإزاحة التي تحدث مع إدخالات الكابولي الطويلة أثناء صب حقن جزء كبير .
التعبئة المتسلسلة والتحكم في منطقة درجة حرارة القالب لمنع الانكماش غير المتساوي
يستخدم نظامنا تقنية بوابة الصمام التسلسلية للتحكم في تسلسل ملء الذوبان الذي ينتج فرقًا في وقت التعبئة يبلغ <0.05 ثانية بين جانبي الإدخال.
يحافظ التحكم في منطقة درجة حرارة القالب على اختلاف درجة الحرارة بين الطرفين عند ±5 درجة مئوية مما يؤدي إلى فرق في معدل الانكماش <0.1% مما يقلل من انحراف الإزاحة.
كيف يمكن لقوالب الحقن المخصصة أن تلبي الاحتياجات المعقدة في ظل الظروف القاسية؟
بالنسبة لظروف العمل القاسية مثل درجات الحرارة المرتفعة والتآكل العالي ، فإننا نقدم حلول PEEK/PPS وحلول مجموعة السبائك الخاصة لحل النزاعات في التخطيط متعدد الإدخال وتقليل التكلفة الإجمالية للملكية من خلال التكامل الوظيفي.
حلول تجميع المواد لدرجات الحرارة المرتفعة وبيئات التآكل العالية
نحن نقدم نوعين من قوالب الحقن المخصصة حلول مزيج المواد والتي تشمل PEEK وسبائك التيتانيوم مع Inconel (درجة حرارة التشغيل 260 درجة مئوية) والفولاذ المقاوم للصدأ PPS و316L (درجة حرارة التشغيل 220 درجة مئوية) وكلاهما يحقق قوة قص بينية أكبر من 35 ميجا باسكال.
حل التخطيط المكاني للإدراج المتوازي
يمكن لقالبنا الفردي أن يقوم في نفس الوقت بتضمين 8-16 إدخالات، والتي يستخدم النظام ذراعًا آليًا ونظام تحديد موضع الرؤية لتضمينها بدقة ±0.02 مم.
يحقق النظام حل الصراع المكاني من خلال طريقتين لتحديد المواقع في طبقات وترتيب متدرج، الأمر الذي يتطلب مسافة لا تقل عن 1.5 ملم بين الإدخالات.
كيف يقلل التكامل الوظيفي من التكلفة الإجمالية للملكية؟
تجمع عمليتنا بين عناصر وظيفية متعددة في نظام قولبة واحد مما يؤدي إلى تقليل مهام التجميع المطلوبة بنسبة 50-70% .
بعد تكامل المستشعر، شهد العميل انخفاضًا في وقت التجميع من 45 ثانية إلى 8 ثوانٍ، مما أدى إلى خفض التكلفة بنسبة 35% وتحسين كفاءة الإنتاج.
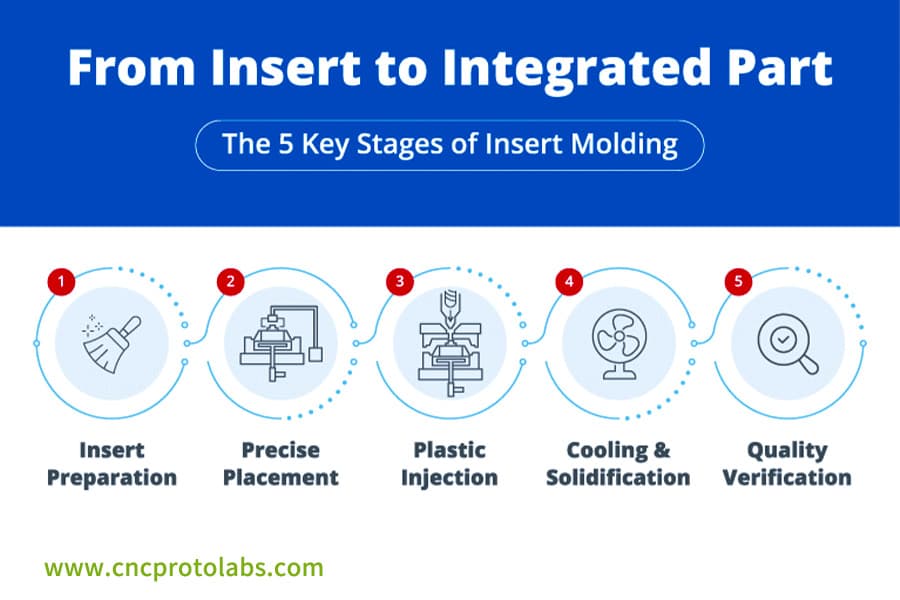
الشكل 2: رسم بياني يوضح المراحل الخمس الرئيسية لقولبة الإدخال، بدءًا من إعداد الإدخال ووضعه الدقيق وحتى الحقن والتبريد والتحقق من الجودة.
ما هي القدرة التقنية التي تعد الضمان الحقيقي لعدم الإزاحة عند اختيار خدمة صب الإدراج؟
إن مفتاح استقرار الإنتاج في التصنيع الضخم هو استخدام التحكم المبني على البيانات. يجب أن يكون لدى المورد الذي يمكنه أن يعد بتسليم إزاحة صفرية نظام مراقبة في الوقت الفعلي ونظام تحكم في الحلقة المغلقة لمنحنيات ضغط القالب، مما سيسمح له بتتبع حالة الإنتاج.
تتيح مراقبة منحنى الضغط في القالب إمكانية تتبع العملية
نحن نستخدم أجهزة استشعار الضغط الكهرضغطية المثبتة داخل تجويف القالب لقياس منحنى الضغط لكل قالب بمعدل أخذ عينات يبلغ 10 كيلو هرتز.
نقوم بتسجيل ثماني قيم للميزات لإنشاء "بصمة العملية" التي تمنحنا إمكانية تتبع البيانات بنسبة 100% وتؤدي إلى دقة الإنتاج الضخم التي يمكن التحكم فيها إدراج خدمة صب .
الإنذار المبكر بعيوب النزوح
نصنع نموذج ارتباط بين منحنى الضغط وموضع الإدراج (R²>0.95).
سيعطي النظام إنذارًا تلقائيًا خلال أقل من 0.2 ثانية إذا تغير منحنى الضغط بمقدار ±3σ، فسيكون النظام قادرًا على التدخل بحلول الوقت الذي ينطلق فيه الإنذار لتجنب الإنتاج المعيب. يتم التحكم في معدل عيب الإزاحة عند مستوى <50 جزء في المليون.
دراسة حالة لدقة JS: قالب إدخال مستشعر السيارات: معدل عيب الإزاحة يتراوح من 5% إلى 0.2%
التحديات التي واجهتها:
يحتاج أحد عملاء قطع غيار السيارات في الخارج إلى بدء الإنتاج الضخم لـ صب إدراج المعادن الاستشعار السيارات ، مما يتطلب تضمين أربع أطراف نحاسية في ركيزة PBT مع تباعد طرفي يبلغ 2.5 مم والحد الأقصى المسموح به للإزاحة ± 0.05 مم.
استخدم العميل تعديلات معلمات القولبة بالحقن أثناء محاولته الأولى للإنتاج الضخم، إلا أن العملية لم تحل مشكلته مما أدى إلى معدل خلل في الإزاحة بنسبة 5%.
تعرض النظام لانقطاعات تشغيلية بسبب تجاوز المسافات بين الأطراف الحدود المناسبة مما أدى إلى تكاليف إنتاج تجاوزت 120 ألف دولار سنوياً. هذه نقطة ألم شائعة يواجهها العديد من عملاء قطع غيار السيارات.
حل:
بعد أن استلمنا مهمة المشروع، أنشأ فريقنا فريقًا هندسيًا كرّس جهوده لمعرفة جميع الأسباب الرئيسية وراء مشكلة النزوح.
قمنا بتنفيذ ثلاثة إجراءات تحسين معينة لحل المشكلة.
1. تحسين هيكل القالب: اعتماد هيكل مركب من "الموضع العائم + الإخلاء المتسلسل"، يتم التحكم في الفجوة بين دبابيس تحديد المواقع بدقة عند 0.005 مم، مما يزيل إزاحة القالب المدمج من منظور الأجهزة.
2. ترقية التحكم في العملية: تم تقديم نظام مراقبة الضغط في القالب، وتم إنشاء نموذج الارتباط بين منحنى الضغط والإزاحة الطرفية (R²=0.97)، مما يتيح الإنذار المبكر والتدخل في الوقت الحقيقي لقضايا الإزاحة.
3. مراقبة جودة المواد الواردة: تمت إضافة خطوة فحص بصري عالية الدقة إلى الأطراف المختومة، والتي تخلصت تمامًا من المواد الواردة المعيبة التي تجاوزت استواءها 0.03 مم. تمنع هذه العملية تراكم التسامح من المصدر.
النتائج النهائية:
وصل المشروع إلى إنتاج ضخم مستقر بعد ثلاثة أسابيع من أعمال التصحيح والتحسين. انخفض معدل عيوب الإزاحة من 5% إلى 0.2% مما أدى إلى إنتاجية بنسبة 99.8% وزيادة قيمة CpK من 0.85 إلى 1.45 مما يلبي جميع متطلبات معايير تصنيع السيارات المتطورة.
شهد العميل انخفاضًا بنسبة 90% في وقت توقف خط التجميع مما أدى إلى توفير في التكلفة السنوية يبلغ حوالي 120,000 دولار أمريكي . أثبت الحل الشامل لقولبة الإدخال المعدني فعاليته بعد الإنتاج المستمر لـ 500000 قالب مما حافظ على دقة تحديد الموضع عند ±0.01 مم.
احصل على معلومات مفصلة حول دراسة حالة قالب الإدخال هذا لإلكترونيات السيارات الآن وارجع إلى تجربة تنفيذ حلول صب إدراج معدنية مماثلة لحل مشكلات إزاحة الإدخال بسرعة.

الشكل 3: مجموعة متنوعة من المكونات البلاستيكية السوداء المتنوعة مع إدخالات معدنية مدمجة، مرتبة على سطح خفيف، مما يوضح التطبيقات المتنوعة.
الأسئلة الشائعة
س 1: ما هو الحد الأدنى لحجم الإدخال الذي يمكن تضمينه في قالب الإدخال المعدني؟
في قالب الإدخال المعدني، نحن قادرون على دمج إدخالات صغيرة يصل قطرها إلى 0.3 مم، مع دقة تحديد موضع تبلغ 0.01 مم، وهي مستقرة وكافية لتصنيع مجموعة واسعة من المكونات الدقيقة الدقيقة.
س2: ما هي خيارات المواد للإدراج؟
نحن نقدم معالجة لمختلف الإدخالات المعدنية، بما في ذلك النحاس والألومنيوم والفولاذ المقاوم للصدأ، إلى جانب تضمين الأجزاء غير المعدنية مثل السيراميك وثنائي الفينيل متعدد الكلور، مما يمنح فرق الإنتاج في سيناريوهات مختلفة مجموعة واسعة من الخيارات.
س 3: كيف يمكنك التأكد من قوة الترابط بين الإدخال والبلاستيك؟
تعمل التعديلات السطحية مثل التخريش أو الحز أو المعالجات الكيميائية على تقوية واجهة الربط للمدخلات بالبلاستيك حتى 20-50 ميجا باسكال، وهو أعلى بكثير من قوة الربط المادي التقليدي.
س 4: ما هي حياة القالب؟
تخضع القوالب للمعالجة الحرارية لـ HRC58-62 ومغلفة للحماية. وفقاً لشروط الإنتاج القياسية، يمكن استخدام قالب التشكيل بإدخال المعدن لـ 1-2 مليون دورة قولبة.
س5: ما هي مدة دورة إنتاج العينة؟
المهلة الزمنية للعينة لقالب الإدخال المعدني القياسي هي 10-15 يوم عمل، والمهلة الزمنية للهيكل المعقد حوالي 3-4 أسابيع، والتي يمكن أن تلبي بشكل فعال متطلبات التحقق من العينة.
س6: كيف يتم التعامل مع مشكلة ترهل المدخلات الكبيرة بسبب الجاذبية؟
بالنسبة لمشكلة ترهل الإدخالات الكبيرة الناتجة عن الجاذبية، سيتم استخدام هيكل دعم ديناميكي متعدد النقاط مع تباعد نقاط الدعم <50 مم . يتم وضع الدعامات بعد إغلاق القالب ثم يتم إزالتها تدريجياً أثناء التعبئة، وهذه هي الطريقة التي نتعامل بها مع مشكلة ترهل الإدخالات الكبيرة بسبب الجاذبية.
س7: ما هي دقة أبعاد الإدخالات المقولبة؟
تتوافق إدخالاتنا المقولبة مع دقة القولبة بالحقن البالغة 0.05 مم، وتقتصر دقة تحديد موضع الإدخال بعناية على 0.01 مم، وفي الوقت نفسه ضمان متطلبات التصنيع الدقيق عالي الجودة.
س 8: كيف يمكنك ضمان دقة موضع العديد من المدخلات المضمنة بالتوازي؟
يستخدم التضمين التلقائي للمركب ذراعًا آلية مع تحديد موضع الرؤية . يمكن استخدام كل قالب لتضمين 8-16 قطعة. دقة تحديد المواقع بشكل عام هي 0.02 مم، والتي يمكن أن تلبي دقة تحديد المواقع لإدخالات متعددة مدمجة بالتوازي.
ملخص
لا يعد صب القوالب المعدنية مع تحقيق إزاحة صفرية مجرد مسألة تحسين خطوة عملية واحدة فقط، بل هو إنجاز منهجي لسلسلة التصميم بأكملها، وصنع القوالب، وهندسة العمليات، والتحكم في الإنتاج الضخم.
لا داعي للقلق بعد الآن بشأن معدلات العيوب والتكاليف المرتفعة والكفاءة المنخفضة الناتجة عن إزاحة الإدخال. سواء كانت دقة تحديد الموقع 0.01 مم أو معدل دقة التحذير من الإزاحة بنسبة 95%، فإننا نستخدم التحكم الشامل لحماية كل التفاصيل الدقيقة.
باعتبارنا مزود خدمة صب القوالب ذو المعرفة، فإننا نركز باستمرار على متطلبات المنتج الخاص بك ، وبالتالي، لن يعد الإزاحة الصفرية مفهومًا نظريًا بل بالأحرى حقيقة إنتاج ضخمة مستقرة.
تواصل معنا اليوم للحصول على تقرير سوق دبي المالي المخصص لقالب الإدخال، ودع منتجات الإدخال الدقيقة الخاصة بك تقود الطريق في الإنتاج الضخم.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

